
Abstract
This paper provides description and results from an investigation aimed to determine whether loading histories specific to marine and offshore structures cause shakedown of compressive residual stress produced by high-frequency mechanical impact (HFMI) treatment and therefore affect fatigue resistance of welded joints improved by these methods. Fatigue tests were carried out to investigate the influence of compressive fatigue loads on fatigue strength of non-load carrying specimens with transverse attachments subjected to ultrasonic impact treatment (UIT). It was found that significant relaxation of compressive residual stresses is achieved under application of compressive cycles in fatigue testing. It was also observed that not only the magnitude of the applied compressive stress/mean stress affects relaxation of the compressive residual stress but also the number of applied compressive cycles. This relaxation may reduce the beneficial effect of HFMI treatment under application of load histories specific to marine structures.
Similar content being viewed by others
Avoid common mistakes on your manuscript.
1 Introduction
The effect of high-frequency mechanical impact (HFMI) treatment on fatigue strength of welded connections has been under investigation since the early 70s. Fatigue performance of HFMI-treated welded joints is shown to be superior to that of as-welded joints. This phenomena arises because HFMI modifies the weld profile by introducing a smooth radius thus reducing the stress concentration. It also changes the microstructure of the weld toe metal to a depth up to 2 mm introducing a compressive residual stress into the treated zone. This post-weld improvement method has proven to be effective, reliable, and user friendly for many structures and fatigue loading patterns. Based on a large number of research, IIW (International Institute of Welding) recommendations on techniques for improving the fatigue strength of welded components and structures [1, 2] are currently being developed. An extensive but not exhaustive list of publications [3–10] represents state-of-art in the field of fatigue strength improvement of steel structures by high-frequency mechanical impact.
A specific property of load sequences in marine applications is the combination of a narrow-banded random wave loading with slowly varying (or pseudo-constant) loading due to various cargo and ballast loading conditions providing the source of mean (either tensile or compressive) stress. Compressive static loads and occasionally relatively high wave loads (in compression) may cause partial relief (shakedown) of beneficial compressive residual stress in stress concentration areas, reducing fatigue resistance.
This needs to be taken into account considering that modern fatigue assessment procedures for as-welded marine structures allow for shakedown effect in welding residual stress due to positive fatigue cycles. The benefit of the welding residual stress shakedown is further realised during compressive part of load sequence. As a result, the mean stress factor on fatigue stress range can be as low as 0.3 due to the shakedown in positive cycles and the presence of compressive fatigue cycles, Rules [11]. If, in addition, the welded joint is subjected to post weld improvement, the fatigue improvement factor will be applied to fatigue life obtained using fatigue stress range reduced due to the mean stress effect. It is not clear whether this calculation routine is still applicable when HFMI is used as post weld improvement.
Experimental data on influence of compressive loads on fatigue strength of welds improved by HFMI are limited.
In Weich et al.[12], fatigue tests were carried out on butt-welded specimens subjected to high-frequency impact treatment (HiFIT) and ultrasonic impact treatment (UIT) treatment. It was demonstrated that negative preloads of nominal yield stress magnitude did not influence the fatigue test results.
In Lopez Martinez L et al. [13], welded specimens with transverse attachments subjected to ultrasonic peening (UP) were preloaded five times in compression bending up to 85 % of the material’s strength, in terms of nominal stress. It was evident from the fatigue test results that the UP-treated joints subjected to prior compressive cycles have fatigue strength greater than recommended by IIW for hammer-peened joints [14].
Okawa et al. [15] conducted residual stress measurements and fatigue tests for UIT-treated specimens with longitudinal attachments. The specimens were preloaded with nominal compressive stress of 60 % of the yield strength of the base metal. It was demonstrated that after application of compressive preload, the residual compressive stresses reduced from 350~400 to 220~300 MPa. Comparison of fatigue strengths at 2 × 106 cycles showed 179 % increase for UIT-treated joint as compared to as-welded and 137 % increase for UIT-treated and preloaded specimens as compared to as-welded.
In Lotsberg et al. [16], doubling plates with UP-treated weld toe were tested. During testing of one of the specimens, some unplanned compressive overload occurred that led to strains at the welded regions well above yield. The fatigue test results from this UP-treated specimen did not show any improvement as compared with that of as-welded specimen. The magnitude of compressive overload is not known.
The purpose of the fatigue testing described in this paper was to further investigate the effect of compressive cycles on fatigue resistance of UIT-treated welded specimens with transverse attachments.
2 Specimens
The steel used for the manufacture of the transverse attachment specimens was grade 080A15. Chemical composition of the steel is given in Table 1.
Two standard shape specimens with 10 mm diameter and a gauge length of 50 mm were cut in rolling direction and tested to estimate mechanical properties of the steel. The tensile tests were carried out according to Lloyd’s Register rules [17]. The mechanical properties of the tested steel are provided in Table 2.
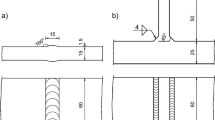
The dimensions of specimens for fatigue testing, in millimeters, are shown in Fig. 1. Partial penetration welds with root face less than 3 mm were provided between the main plate and attachment to promote specimens failure from the weld toe. The weld procedure specification typical of shipyard practice was used. After welding, the lack of penetration was measured using magnetic particle inspection (MPI) as demonstrated in Fig. 2.

Welded specimen dimensions

Measurement of lack of penetration using MPI
The distortion of the specimens due to the welding process was not significant and angular misalignment for all specimens was less than 1°.
The edges of the specimens were dressed/machined before UIT to avoid specimen failure from the edges. For the same purpose, UIT was extended round the edges on to the side faces of the specimens.
Ultrasonic impact treatment was performed by Applied Ultrasonics Ltd. according to their specifications.
3 Strain measurements
Strain measurements were performed on two as-welded specimens to obtain the local stress increase near the weld toe. The specimens were equipped with strain gauges on both sides of the specimen as indicated on Fig. 3. One strain gauge was located as close as possible to the weld toe (2.32 mm), the second strain gauge was located at approximately 0.4t distance from the weld toe (7.7 mm), where t is the thickness of the specimen. This strain gauge did not pick up any increase in stress due to the presence of attachment.

Strain gauge installation scheme
The results of static measurements for as-welded (AW) specimens 1 and 2 are presented in Figs. 4 and 5. The stresses are assumed elastic and calculated as strain multiplied by modulus of elasticity, E = 206,000 MPa. The stresses estimated at 2.32, 7.7, and 52 mm from the weld toe are normalised with regard to nominal stress. Nominal stress is calculated as applied load divided by cross-sectional area. The stress ratio in Figs. 4 and 5 is the stress at 2.32 mm from the weld toe normalised with regard to the stress at 52 mm, which accounts for secondary bending.

Normalised stress against nominal stress, as-welded (AW) specimen 1

Normalised stress against nominal stress, as-welded (AW) specimen 2
It is seen from Figs. 4 and 5 that strain gauge located at 7.7 mm from the weld toe did not pick up the increase in stress concentration due to the presence of attachment.
In specimen 1, normalised stress at 52 mm from the weld toe is below 1.0 and then steadily increases to 1.0 with increase in applied load. This suggests that there is compressive stress on this side of the specimen due to distortion. This stress reduces while specimen is straightening with the increase of the applied load. The strain gauge at 2.32 mm is less affected by the distortion.
In specimen 2, the strain gauges are located on the side of the specimen where secondary tensile stresses are present and all strain gauges are affected. The tensile stress due to specimen distortion reduces under application of load. This observation confirms that even small distortion in specimen can cause additional secondary stresses.
For both as-welded specimens, the stress increase at 2.32 mm from the weld toe owing to the presence of the transverse attachment is close to 1.15.
4 Residual stress measurements
The residual stress measurements were carried out using neutron diffraction technique at the UK’s ISIS neutron source. The ENGIN-X instrument was employed for the measurements. The initial compressive residual stresses were estimated at the centre width of the specimen in the middle of the groove produced by UIT.
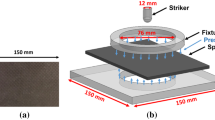
The laser-scanned model and location for measurements are shown in Fig. 6a, b, respectively. At this location, the residual stresses were estimated at weld toe/UIT groove location and 1 mm from the weld. Three measurement points were defined with centres at 1, 1.5 and 2 mm below surface as shown in Fig. 6c. A stress-free reference was obtained from measurement in the attachment.

The locations for measurement of residual stresses generated by SScanSS software, after James et al. [18]. a Laser-scanned model. b Measurement location. c Close-up measurement points at weld toe with each box representing 1 × 1 mm2
A 1-mm collimator was used to define the measurement gauge along with aperture sizes of 10 mm (vertical) × 1 mm (horizontal) and 1.5 mm (vertical) × 1 mm (horizontal) for measurement of the stresses in longitudinal and transverse directions, respectively.
After initial measurements, the specimen was taken to fatigue testing facilities and subjected to application of five compressive cycles of 400 MPa. Then, residual stress measurements were repeated.
The residual stress distribution at weld toe/UIT groove location and 1 mm from the weld toe was estimated with Open Genie software using a Rietveld refinement procedure and is presented in Figs. 7 and 8, respectively, before and after application of fatigue loading.

The residual stress distribution before and after fatigue loading at the weld toe/UIT groove location

The residual stress distribution before and after fatigue loading at 1 mm from the weld toe/UIT groove location
The designations are as follows: ‘BF’ means ‘before fatigue loading’ and ‘AF’ means ‘after fatigue loading’. The longitudinal stress (L) is in the X direction, perpendicular to the weld on the main plate, the transverse stress (T) is in Y direction, parallel to the weld on the main plate, and the normal stress (N) is in the Z direction through the thickness of the main plate.
It can be seen from Figs. 7 and 8 that high-in-magnitude compressive stresses were introduced by UIT and longitudinal residual stress at the centre of UIT groove is below 500 MPa. The depth of compressive residual stresses is more than 2 mm below surface.
However, after the application of five compressive cycles of 400 MPa to the specimen, not only did relaxation of compressive stress take place but also tensile residual stress was generated at the weld toe/UITgroove location. The longitudinal stress component is of highest magnitude which is in the direction of applied fatigue load.
Kim et al. [19] have previously observed the relaxation of compressive residual for shot-peened medium carbon steel specimens subjected to completely reversed fatigue loading with a high stress amplitude.
5 Fatigue test results and analysis
Six as-welded and 19 specimens subjected to UIT were tested in laboratory environment under axial loads with frequency around 10 Hz. The loading schemes are illustrated in Fig. 9. In scheme 1, five fully compressive cycles were applied before application of constant amplitude fully tensile cycles to failure, S0 is the minimum value of applied compressive stress and S1 is the mean stress in tensile cycles.

Loading schemes for fatigue testing
Scheme 2 represents constant amplitude block loading with alternating fully tensile and fully compressive cycles, and S1 and S2 are mean stresses in tensile and compressive cycles, respectively. The number of cycles in the block is 2000.
Majority of fatigue tests were performed under stress range of 260 MPa for the purpose of comparison.
The fatigue testing programme and the results of fatigue tests are presented in Tables 3 and 4 for as-welded and UIT-treated specimens, respectively. Nominal stress range, mean stress and number of cycles to failure together with crack initiation sites are given for all specimens. ‘AW’ stands for ‘as-welded’, ‘UIT’ stands for specimens subjected to ultrasonic impact treatment, ‘CAL’ means constant amplitude loading and R is stress ratio
All specimens except 1UIT, 2UIT and 10UIT failed from the weld toe on the loaded ligament. The lack of fusion for these specimens did not exceed 3 mm. The fracture surface of the 1UIT specimen that failed from lack of fusion is presented in Fig. 10. The multiple fatigue cracking developed from small lack of penetration propagating into the main plate and transverse attachments.

Failed1UIT specimen. a View in the testing machine. b The fracture surface
Figure 11 shows the fracture surfaces for (a) as-welded specimen and (b) specimen subjected to UIT, failed from the weld toe. Multiple crack initiation sites can be seen along the weld toe and UIT groove.

The fracture surface of a as-welded specimen b specimen subjected to UIT
The fatigue results for all specimens tested under nominal stress range of 260 MPa are presented in Fig. 12.

Fatigue test results for all specimens tested under nominal stress range of 260 MPa
It can be seen from Tables 3 and 4, and Fig. 12, that compressive fatigue loads caused relaxation of compressive residual stress. Specimens 1UIT, 2UIT and 3UIT (red lines in Fig. 12) were tested without application of compressive cycles. The improvement on fatigue life compared with as-welded specimens (1AW and 2AW) was larger than 23.2–26.2. Application of five compressive cycles (as in scheme 1) of 260, 300, 350 and 400 MPa gradually reduces the fatigue lives of the specimens. Fatigue life is reduced to 240,740–473,986 cycles for 4UIT–6UIT specimens after application of 5 compressive cycles of 400 MPa, which gives an improvement factor of 3.2–6.3 times compared with as-welded specimens. The capacity of the testing machine does not allow to further increase compressive stress; 400 MPa is 0.71 of yield stress.
Figure 13 indicates the reduction in fatigue lives for UIT specimens tested under scheme 1 with increase in compressive stress range.

Fatigue test results as a function of compressive stress range applied according to scheme 1
Three specimens (11UIT–13IUT) were tested under loading scheme 2 which comprises alternating blocks of 2000 cycles of 260 MPa and mean stress of ±135 MPa. The fatigue lives of these specimens are indicated in blue in Fig. 13.
The relaxation of compressive residual stress caused reduction in fatigue lives as compared with UIT-treated specimens tested without application of compressive cycles: the improvement factor on fatigue lives (as compared with as-welded AW specimens) is 7.28–8.9.
The results are also compared with those under scheme 1 where only five compressive cycles of 260 MPa were applied, for specimens 9UIT and 10UIT. For these specimens, the improvement factor on fatigue life (as compared with as-welded AW specimens) is 9.44–22.79. This observation suggests that not only magnitude of compressive stress/mean stress affects relaxation of compressive residual stress but also the number of applied compressive cycles.
To make an ultimate comparison, as-welded specimens 5AW and 6AW were tested under a loading scheme similar to scheme 2, comprising alternating blocks of 2000 cycles of 260 MPa and mean stress of ±135 MPa, but starting with positive cycles. The results are compared with these for specimens 11UIT–13UIT tested under a similar scheme. The improvement factor on fatigue life varied from 4.1 to 6.58.
The application of compressive cycles with lower mean stress (−270 MPa) within loading scheme 2 caused further relaxation of compressive residual stress and shorter fatigue lives, see specimens 14UIT–16UIT. Improvement factor on fatigue lives (as compared with as-welded AW specimens) is 2.39–3.51. The results of fatigue testing for as-welded AW and UIT specimens under ‘symmetrical’ and ‘asymmetrical’ versions of scheme 2 (compressive mean stress of 135 and 270 MPa, respectively) are given in Fig. 14. For the purpose of comparison FAT80 S-N curve for as-welded specimens with non load carrying transverse attachment is also provided [20].

The results of fatigue testing for as welded AW and UIT specimens under ‘symmetrical’ and ‘asymmetrical’ versions of Scheme 2
Finally, in Fig. 15, all fatigue test results are compared with FAT160, m = 5, S-N curve as recommended in proposed fatigue assessment guidelines [2] for HFMI improved non-load carrying transverse attachments made from high strength steels (550 MPa ≤ yield strength < 750 MPa) under applied stress ratio R ≤ 0.15.

Comparison of the results of fatigue testing for UIT specimens with FAT160 S-N curve
It is seen from Fig. 15 that most of the fatigue tests results are above the characteristic FAT160 S-N curve. One experimental point located slightly below FAT160 is the specimen 18UIT tested under stress range of 200 MPa for which stress ratio in tensile cycles was R = 0.33 so lower characteristic curve should be considered.
6 Conclusions
Fatigue tests were carried out to investigate the influence of compressive fatigue loads on fatigue strength of non-load-carrying specimens with transverse attachments subjected to UIT.
It was found that application of five compressive cycles of 260, 300, 350 and 400 MPa before subsequent cyclic tensile loading (as shown in loading scheme 1) gradually reduces fatigue lives of the specimens depending on the magnitude of compressive stress.
It was observed that larger relaxation of compressive residual stresses and further reduction in fatigue lives was achieved under the application of a symmetrical version of block loading (as in scheme 2) where mean stress in compression was equal to mean stress in tension. This observation suggests that not only the magnitude of compressive stress/mean stress affects relaxation of compressive residual stress but also the number of applied compressive cycles.
However, the improvement factor on fatigue life in UIT-treated specimens tested under these two loading scenarios was still above 3.0.
The benefits of HFMI treatment may be significantly reduced for asymmetrical loading sequences where compressive mean stress is larger in magnitude than tensile mean stress. Not only more severe relaxation of compressive residual stress caused by HFMI treatment and reduction in fatigue lives is expected, but also fatigue lives of as-welded specimens under such loading are increased. This means that in fatigue assessments, for joints under such loading histories, the benefit given to application of HFMI treatment should be reduced especially if a mean stress correction is applied.
Fatigue test results were compared with FAT160, m = 5 S-N curve as recommended in proposed fatigue assessment guidelines [2] for HFMI-improved non-load carrying transverse attachments made from high-strength steels (550 MPa ≤ yield strength < 750 MPa) under applied stress ratio R ≤ 0.15. It was shown that the characteristic FAT160 S-N curve can still be used for loading histories considered in this study.
It is encouraged to carry out more fatigue tests on as-welded and HFMI-treated steel joints especially subjected to variable amplitude and compressive block loading comprising different steel grades to promote the applicability of this post-treatment methods for marine applications.
It is also encouraged to investigate the mean stress correction to be applied to as-welded and HFMI-treated joints under loading scenarios typical for marine applications.
References
Marquis GB, Barsoum Z (2013) Fatigue strength improvement of steel structures by HFMI: proposed procedures and quality assurance guidelines. Welding World. doi:10.1007/s40194-013-0077-8
Barsoum Z, Marquis GB, Mikkola E, Yildirim HC (2013) Fatigue strength improvement of steel structures by high-frequency mechanical impact: proposed fatigue assessment guidelines. Welding World 57(6):803–822
Leitner M, Stoschka M, Eichlseder W (2013) Assessment of HFMI post-treated joints by the notch stress approach. In: Aubin V, Courtin S, Koster A (eds) Proceedings of the 13th International SF2M Spring Meeting, Paris, pp 90–102
Mikkola E, Doré MJ, Khurshid M (2013) Fatigue strength of HFMI treated structures under high r-ratio and variable amplitude loading. Proc Eng 66:161–170
Mori T, Shimanuki H, Tanaka M (2012) Effect of UIT on fatigue strength of web-gusset welded joints considering service condition of steel structures. Welding World 56(9–10):141–149
Statnikov ES, Muktepavel VO, Blomqvist A (2002) Comparison of ultrasonic impact treatment (UIT) and other fatigue life improvement methods. Welding World 46(3-4):28–39
Roy S, Fisher JW, Yen BT (2003) Fatigue resistance of welded details enhanced by ultrasonic impact treatment (UIT). Int J Fat 25(9–11):1239–1247
Yildirim HC, Marquis GB (2013) A round robin study of high-frequency mechanical impact (HFMI)-treated welded joints subjected to variable amplitude loading. Welding World 57(3):437–447
Yildirim HC, Marquis GB, Barsoum Z (2013) Fatigue assessment of high frequency mechanical impact (HFMI)-improved fillet welds by local approaches. Int J Fat 52:57–67
Yin D, Wang D, Jing H, Huo L (2010) The effects of ultrasonic peening treatment on the ultra-long life fatigue behavior of welded joints. Mater Des 31(7):3299–3307
Common Structural Rules for Bulk Carriers and Oil Tankers (2014) IACS, London
Weich I, Ummenhofer T, Nitschke-Pagel Th, Dilger K, Eslami H (2009) Fatigue behaviour of welded high-strength steels after high frequency mechanical post-weld treatment. Welding World 53(11–12):R322–R332
Lopez Martinez L, Haagensen PJ (2007) Life extension of class F and class F2 details using ultrasonic peening, IIW. IIW document XIII-2143- 07
Haagensen PJ, Maddox SJ (2013) IIW recommendations on post weld fatigue life improvement of steel and aluminium structures. Woodhead Publishing Ltd., Cambridge
Okawa T, Shimanuki H, Funatsu Y, Nose T, Sumi Y (2013) Effect of preload and stress ratio on fatigue strength of welded joints improved by ultrasonic impact treatment. Welding World 57(2):235–241
Lotsberg I, Fjeldstad A, Helsem MR, Oma N (2014) Fatigue life improvement of welded doubling plates by grinding and ultrasonic peening. Welding World 58(6):819–830
Lloyd’s Register of Shipping (2013) Rules for the manufacture, testing and certification of materials. Lloyd’s Register, London
James JA, Santisteban JR, Edwards L, Daymond MR (2004) A virtual laboratory for neutron and synchrotron strain scanning. Physica B 350:743–746
Kim JC, Cheong SK, Noguchi H (2013) Residual stress relaxation and low- and high-cycle fatigue behavior of shot-peened medium-carbon steel. Int J Fat 56:114–122
Hobbacher A (2009) IIW recommendations for fatigue design of welded joints and components. WRC, New York
Acknowledgments
We would like to thank the UK Science and Technology Facilities Council for the provision of beamtime at the ISIS neutron source. BA and MEF are grateful for funding from the Lloyd’s Register Foundation, a charitable foundation helping to protect life and property by supporting engineering-related education, public engagement and the application of research.
Author information
Authors and Affiliations
Corresponding author
Additional information
Doc. IIW-2530-14, recommended for publication by Commission XIII “Fatigue of Welded Components and Structures”.
Rights and permissions
About this article

Cite this article
Polezhayeva, H., Howarth, D., Kumar, M. et al. The effect of compressive fatigue loads on fatigue strength of non-load carrying specimens subjected to ultrasonic impact treatment. Weld World 59, 713–721 (2015). https://doi.org/10.1007/s40194-015-0247-y
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s40194-015-0247-y