
Abstract
Fatigue life assessment is important for all floating offshore structures, both not only related to the new building stage but also related to lifetime extensions. Fatigue cracking occurs normally due to uncertainties in estimated fatigue life and this is a well-known problem for floating structures. In this paper, the aim has been to look deeper into the effects of grinding and ultrasonic peening (UP) in order to improve the service life of structural connections. Fatigue testing of full-size fillet-welded doubling plates has been performed. The paper presents results from these tests including as-welded condition and ground and UP improved specimens. The paper also presents alternative S-N curves for improved details. The primary goal has been to assess the possibility for fatigue life improvement of fillet-welded doubling plates where fatigue cracking may initiate from the weld root. The information gained in this project is considered to be important for the offshore industry working with floating structures as well as for development of new fatigue assessment procedures and requirements in standardisation.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
This project was initiated based on a question about possible weld improvement of a doubling plate on a semi-submersible platform where a fatigue life less than the target fatigue life had been calculated. “Cover plates” is another notation used in bridge design that may better describe the functionality of these plates. In the actual platform, these plates were used as support for ladders to avoid that welding of the ladders were made directly to the main load carrying plates.
It is well known that different techniques can be used to improve fatigue lives at a weld toe. However, when fillet welds are used, it is questioned if these improvement methods become efficient. International Institute of Welding (IIW) has made some guidelines on details that can be improved as indicated in Fig. 1, and it is observed that doubling plates is an example where weld improvement is not recommended, ref Haagensen and Maddox [9]. However, the fillet welds are less load carrying here than in fillet-welded cruciform joints, ref, e.g. Dalsgaard Sørensen et al. [3], Fricke and Feltz [6] and Lotsberg [17] where the throat thickness is the main parameter for when fatigue cracks will most likely initiate from the weld root.

Details where improvement cannot be recommended according to IIW
Fatigue cracking at doubling plates may initiate from the weld root through the throat of the fillet weld as indicated in Fig. 2. Fatigue cracking may also initiate from the weld root into the base plate. An example of this from laboratory testing is shown in Lotsberg and Landet [16]. When the fatigue capacity of the weld toe is improved, the most likely initiation site may be moved to the weld root and it might be questioned if the improvement factor on fatigue life given in DNV-RP-C203 is applicable for this detail as this factor has been derived from improvement of weld toes at details with full-penetration welds.

Potential areas for fatigue crack growth at fillet-welded doubling plates
Some guidance on selection of S-N curves for doubling plates in the as-welded condition is given in DNV-RP-C203, ref Fig. 3. Typical doubling plate geometry results in use of the F1 curve which is the same as FAT 63 in the IIW recommendations, Hobbacher [10]. When the weld toe is improved, crack growth through the fillet weld or crack growth into the base plate might be a possible failure mode. In order to investigate this further, a test programme was proposed as shown in Section 2.

Classification of a doubling plate according to DNV-RP-C203
A number of papers on fatigue life improvement have been reviewed. Some of these are included in the reference list in Section 8. Fatigue life improvement of welded structures has been presented by Huther et al. [11], Lopez Martinez and Blom [19, 20] based on the original ultrasonic impact treatment method (UIT), Haagensen [8], Kudryavtsev et al. [14], Liurade et al. [15] and Manteghi and Maddox [22]. The effect of grinding of welds has been presented by Haagensen [7] and by Zhang and Maddox [32]. Lopez Martinez and Haagensen [21] have presented a paper on improvements by ultrasonic peening (UP). A German research project REFRESH has presented experimental data on the effectiveness of high-frequency peening methods [28]. Yildirim et al. [31] has presented fatigue assessment of high-frequency mechanical impact (HFMI)—improved fillet welds by local approaches. Marquis and Barsoum [23] and Marquis et al. [24] have presented guidelines on fatigue strength improvement using high-frequency impact methods.
Most fatigue standards such as API RP 2A [1] and ISO 19902 [13] recommend a fatigue life improvement by a factor 2 when grinding the weld toe. A factor equal to 4 is recommended for hammer peening in these standards. Some other standards such as Department of Energy [25], HSE [26, 27], BS 7608 [2] and IACS [12] recommend a factor 2.2 on calculated fatigue life for burr toe grinding. DNV-RP-C203 opens up for a larger improvement factor depending on material yield strength up to a maximum factor of 3.5 on life for burr grinding and a maximum improvement factor of 4 for hammer-peened joints. It also opens up for use of S-N curves for the improved joints that show a less severe slope of the S-N curve when used for a long-term stress range distribution. IIW recommends a factor 1.3 on stress range at 2 × 106 cycles when grinding the weld toe. A factor 1.5 on stress range can be used on welds treated with UP.
It is noted from the literature that the weld improvement leads to more horizontal S-N curves and therefore, the improvement factor depends on the considered position in the S-N curve. Thus, to present the improvement by factors is not always meaningful without at the same time linking it to some long-term stress range distribution. The improvement will likely be lower for low cycle fatigue (large stress ranges) than for more high cycle loading such as from wind or wave actions.
It was earlier assessed that a negative inverse slope of the S-N curves m = 4.0 can be used for ground hot spot areas as a similar slope also is used for S-N curves for the base material in DNV-RP-C203. However, later work has indicated that the parameter m for ground welds should be limited to m = 3.5. Thus, the S-N curves for ground areas are modified to a negative inverse slope m = 3.5 in the 2014 version of this recommended practice. Yildirim and Marquis [30] considered that slope m = 5.0 can be used for weld toes improved by UP.
It should be noted that caution should be exercised when taking weld improvement into account where fatigue cracks may initiate from internal defects in the weld. Reference is e.g. made to Wästberg and Salama [29]. Based on this, it is proposed to construct new S-N curves for ground welds and welds that are improved by UP also in fatigue design standards such as DNV-RP-C203.
2 Test programme and preparation of test specimens
The first two test specimens were fatigue-tested: one large-scale specimen with three doubling plates tested in as-welded condition for reference and one similar large scale specimen with ground welds. The fillet welds on these specimens were made with more than one pass. This resulted in a rather large throat thickness (approximately 7 mm or a leg length slightly less than 10 mm). Then, a third specimen with welds made in one pass and ground was tested (throat thickness of approximately 4 mm or leg length equal to 5.6 mm).
A fourth specimen was tested to study the effect of ultrasonic peening (UP) on weld toe with respect to fatigue life improvement. This specimen was also made with a large throat thickness for purpose of comparison with the specimen already tested with ground weld toe (as the purpose was to test efficiency of UP and a failure from the root should be avoided).
During the testing of specimen number 4, some unplanned load action occurred that led to strains at the welded regions well above yield. Therefore, it was decided to add another similar test specimen (number 5) that was improved by UP in a similar way as number 4. The test data from specimen no. 4 is not further presented due to the mentioned incident.
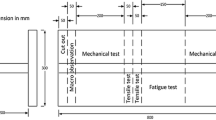
A total of five full-scale specimens as shown in Fig. 4 were tested.

Geometry of test specimen
-
Specimen 1
Doubling plates without any mechanical treatment of the weld
-
Specimen 2
Doubling plates with ground weld toe according to DNV-RP-C203. Weld throat thickness = 7 mm
-
Specimen 3
Doubling plates with ground weld toe according to DNV-RP-C203. Weld throat thickness = 4 mm
-
Specimen 4
Doubling plates with UP-treated weld toe. Weld throat thickness = 7 mm
-
Specimen 5
Doubling plates with UP-treated weld toe. Weld throat thickness = 7 mm
A tensile test of the plate material from specimen 5 was made. Yield strength 430 MPa and tensile strength 492 MPa were measured.
A sketch of the full-scale test specimen is presented in Fig. 4. The main plate was 3,460-mm long with a waist width of 500 mm for the two first specimens and 400 mm for specimen 3, 4 and 5 and a thickness of 20 mm. The pin holes at each end were reinforced with 50-mm-thick doubling plates on both sides.
In order to obtain as much information as possible from one fatigue test, three doubling plates with a thickness of 10 mm were welded to one side of the main plate. Two doubling plates were circular with a diameter 150 mm while the doubling plate in the middle was quadratic (150 mm × 150 mm) with corners rounded with a radius of 25 mm.
The reason for including both quadratic and circular doubling plates was that results from finite element analysis were showing approximately the same hot spot stress for these geometries; therefore, it would be interesting to see if a similar fatigue capacity also could be confirmed from relevant fatigue testing.
The grinding of the weld toes was made based on recommendations in DNV-RP-C203 where it is stated that the grinding should be at least 0.5 mm below any visible undercut. The grinding of specimen 2 is shown in Figs. 5 and 6. The grinding was performed by a 10-mm-diameter rotary burr. The person who performed the grinding of specimen 2 was retired before specimen 3 was prepared, and another person performed this grinding. At first instance, it was considered important that the same person performed this work. However, one can also see it useful that different persons were doing the work in order to represent a more natural workmanship as basis for the tests.

Ground circular doubling plate

Ground quadratic doubling plate
LETS Global in Stockholm performed the UP of the weld toes. Reference is made to Lopez Martinez [18] for UP procedure. A photo of UP-treated specimen is shown in Fig. 7.

Ultrasonic-peened weld toe
3 Fatigue testing
Fatigue testing of the full-scale specimens with doubling plates was performed in a 750-t servo hydraulic machine (see Fig. 8).

Test specimen in test machine
The different hot spot locations were numbered for each specimen as shown in Fig. 9.

Numbering used as reference for the presentation of the strain gauge measurements and test results
Strain gauges were installed at each location as shown in Fig. 10. The reason for the shown staggering may be asked. This was due to the size of the strain gauges. It should be added that the hot spot stress was determined by a linear extrapolation to the weld toe or grooves from the grinding or peening from the stresses derived at the first and third strain gauge which are placed on the same line normal to the weld toes. Thus, the strain gauge in the middle was mainly used for control purpose. It might be added that there was no indication that the staggering influenced the measured data.

Overview of strain gauges used for testing. ×2 indicates that a strain gauge is attached to both sides of the main plate
The fatigue test specimens were subjected to a dynamic load with an R ratio of 0.1 at a constant nominal stress range of 200 MPa (R = σ min/σ max). This stress range represents a maximum stress range at a doubling plate during the lifetime of a typical floating structure in a long-term distribution of loading where weld toe improvement of weld toes is required for documentation of sufficient fatigue life. Reference is e.g. made to tables for maximum allowable stress ranges during design life in DNV-RP-C203 where the largest allowable nominal stress range is 190 MPa during 20 years of service life in air environment and 169.6 MPa in seawater with cathodic protection for a shape parameter equal to 1.0 in a two-parameter Weibull long-term distribution of stress ranges for a 20-year service life which is considered typical for a floating platform. A Miner sum equal to 1.0 is used for this calculation as this is the design requirement used for floating production platforms where inspection of fatigue cracks is being performed during service life. When shorter fatigue lives are calculated, it also means that the maximum nominal stress ranges are higher. It is in such cases that weld improvement is being asked for at late fabrication stages. If a fatigue life equal to 10 years were calculated, the maximum nominal stress ranges during the intended service life is increased to 231.4 MPa in air environment and 199.2 MPa for seawater with cathodic protection. It should be added that in a real structure, this maximum stress strange is entering the S-N curve only once during the considered lifetime while the main contribution to fatigue damage is around 10 million cycles where the stress range is less than a quarter of the maximum stress range.
The specimens were tested at a frequency of 1 Hz.
3.1 Specimen 1
The fatigue testing of test specimen 1 was terminated after 150,800 cycles. At this number of cycles, a fatigue crack that initiated from the lower weld toe of the quadratic doubling plate (location 4, ref Fig. 9) had grown through the main plate. The welds were regularly visually inspected for cracks during the fatigue tests. For some of the locations, two fatigue cracks were observed that at a later stage coalesced into one crack. The crack depth was measured after the test specimen was cut up subsequent to testing.
The crack growth period in specimen 1 is shown in Fig. 11. The nominal stress mean S-N curves from DNV-RP-C203 are shown in the same figure. These mean S-N curves are derived from the design S-N curves, which are defined as mean minus two standard deviations for a normal distribution in a logarithmic S-N diagram, by adding two standard deviations. The standard deviations for these S-N curves are presented in the commentary part of DNV-RP-C203. The number of cycles is shown for the crack that had grown through the plate thickness at location 4. This number of cycles corresponds to that of the mean F1 curve. This is in agreement with the recommendation in DNV-RP-C203 for this geometry of doubling plates. At termination of the test, there were also cracks at the other five hot spots with crack depths 5.3–14.5 mm as shown in Table 1.

Fatigue crack growth in specimen 1 in as-welded condition compared with mean S-N curves
The fatigue lives of the two different geometries of doubling plates (circular and quadratic) were similar as the crack depths were rather similar at the end of the test.
3.2 Specimen 2
The fatigue testing of specimen 2 was terminated after 553,100 cycles. At this point, cracks, 4–9-mm deep, had been detected at four hot spots at the circular plates, but no crack had been observed at the hot spots at the squared doubling plate (locations 3 and 4, ref Fig. 9). However, fatigue cracks were observed in the pin holes of the test specimen and the test was terminated. The crack geometries at the end of the test are shown in Table 2.
3.3 Specimen 3
The fatigue testing of specimen 3 was terminated after 346,881 cycles when cracks had grown through the thickness at locations 1 and 4 (ref Fig. 9). At this point, cracks had not been observed at locations 2 and 3. The crack depth at location 5 was 17.5 mm at the end of the test. The largest crack at location 6 (which initiated first) was repaired after 272,000 cycles when it was 22-mm long. However, it was not through the plate at this stage. As this crack was detected rather early as compared with the tested number of cycles in specimen 2, the reason for this was questioned. Therefore, it was decided to cut out a “boat sample” from this hot spot location that included the fatigue crack. This sample was further investigated. A metallographic section through this sample is shown in Fig. 12. It is seen that the crack initiated rather close to the heat-affected zone (HAZ). An enlarged section of the crack initiation site and the crack tip is shown in Fig. 13. An even larger section from the initiation site is shown in Fig. 14. Thus, even if the ground surface looks smooth in Fig. 12, there are imperfections that can initiate fatigue cracks as shown in Fig. 14. The cut was repaired by manual welding in the laboratory before the testing continued. It was understood that one could not get more information regarding fatigue capacity from this location.

Transverse metallographic section from location 6 in specimen 3

Enlarged photo of fatigue crack at location 6 in specimen 3

Enlarged photo of crack initiation site
The crack geometries from this test is shown in Table 3. The fatigue crack at location 1 in this specimen is shown in Fig. 15. The fatigue crack had grown as two separate cracks. The cracked region was opened at a low temperature to make the material brittle; this explains the surface that is seen outside the fatigue cracked area. Two more complete semi-elliptical cracks at location 4 are shown in Fig. 16. Also, a rather deep fatigue crack at location 5 is shown in Fig. 17.

Section through crack location 1 in specimen 3

Section through crack location 4 in specimen 3

Section through crack location 5 in specimen 3
3.4 Specimen 5
The fatigue testing of specimen 5 was terminated after 140,977 cycles when a fatigue crack had grown through the plate at location 1, ref Fig. 9. The crack depth was 13.5 mm at location 2, and only small cracks had initiated at locations 3, 5 and 6 as shown in Table 4.
A section showing the fatigue crack at end of test at location 1 is shown in Fig. 18. The fatigue crack at location 2 for the same number of test cycles is shown in Fig. 19. At location 3, only small fatigue cracks along the weld were initiated as shown in Fig. 20.

Section through crack location 1 in specimen 5

Section through crack location 2 in specimen 5

Section through crack at location 3 in specimen no 5
4 Comparison of tests with design S-N curves
The hot spot stress mean S-N curves and hot spot design S-N curves from DNV-RP-C203 are presented in Figs. 21 and 22.

Number of cycles when the first cracks at each location were detected

Number of cycles when first fatigue crack in each specimen is through the main plate
The hot spot stresses from measurements made on the four test specimens are shown in the same figures. Thus, the main curve for comparison for as-welded condition is the D-curve as that is the hot spot stress S-N curve referred to in DNV-RP-C203.
The number of cycles at first crack observation is shown in Fig. 21.
It is observed that the ground welds shows long fatigue lives and is well to the right of the mean hot spot S-N curve D from DNV-RP-C203. A significant improvement compared to the as-welded condition is shown.
The UP-treated specimen number 5 showed a somewhat longer fatigue life initiation than that of the as-welded condition. However, the improvement was not as good as by grinding of the welds. The reason for this may be the rather high stress range used in the testing.
The number of cycles when first crack is through the main plate is shown in Fig. 22. As only one or two fatigue cracks have propagated through each plate at the end of each test, the fatigue data points for the other positions can also be considered as “run-outs”. These results support much the same considerations as given above with respect to initiation.
5 Proposed S-N curves for improved areas
A new S-N curve for ground weld toes is proposed in DNV-RP-C203 [5] based on the same improvement factor on stress range at 2 × 106 cycles as IIW and assuming inverse slope of the ground hot spot S-N curve m = 3.5 for number of cycles less than 107. This gives a mean hot spot S-N curve for ground areas as shown in Fig. 23 together with the derived test results.

Test data compared with mean hot spot S-N curve representing ground condition
A similar principle is followed to derive design S-N curves for UP-treated weld toes. Here, a single-slope S-N curve with m = 5.0 is proposed. This gives a mean hot spot S-N curve for UP-treated areas as shown in Fig. 24 together with the derived test results.

Test data compared with mean hot spot S-N curve representing UP-treated condition
The new proposed design hot spot S-N curve for ground and UP-treated weld toes are shown in Fig. 25 together with the as-welded curve (S-N curve D). For the left part of the S-N diagram, it is assumed that S-N curves for weld improved areas are not lower than that for the as-welded condition.

Example of design S-N curves (D-curve) for a butt weld in as-welded condition and improved by grinding or peening
It is stressed that these new S-N curves for improved areas should only be used when proper workmanship of the improvement is performed and proper attention should be made to fatigue crack initiation from other areas than those improved such as from internal defects in the welds.
In addition, it is considered important to evaluate maximum stresses from static and dynamic loading in order to assess feasibility of improvement method, i.e. assess that beneficial compressive stresses at the hot spot is not lost during an early service life. Fatigue testing of improved details is recommended if there is uncertainty about the value of a proposed improvement.
6 Discussion of test data
Different techniques can be used to improve fatigue lives at weld toes in welded structures with full penetration welds. However, full-penetration welds cannot be achieved for all details and in fillet-welded structures, the efficiency of weld toe improvement may be reduced by fatigue cracking from the weld root. In the present work, this was investigated on four large specimens with fillet-welded doubling plates. Each of these tests included three doubling plates: two circular plates and one square plate with rounded corners.
One test specimen in the “as-welded condition” was tested for reference and two specimens were tested with ground welds. The fillet welds on one of the ground specimens were made with one pass that resulted in a throat thickness of approximately 4 mm. The other specimens were made with more than one pass resulting in a rather large throat thickness (approximately 7 mm).
Finally, one specimen was added for testing of effect of UP of the weld toe region with respect to fatigue life improvement. This specimen was also made with large throat thickness to reduce probability of fatigue cracking from the weld root as the purpose of this test was to investigate improvement of the fatigue life at the weld toe.
The crack growth observed in specimen 1 has been compared with the mean S-N curves from DNV-RP-C203. The number of cycles for crack growth through the plate thickness corresponds to that of the mean F1 curve. This is in agreement with the recommendation in DNV-RP-C203 [4].
The ground weld toes (specimens 2 and 3) showed good improvements. Fatigue cracking from the weld roots was not observed during the testing. All locations in the performed tests were opened after the tests and the weld roots were studied in the microscope. When opening the welds after the testing, a small fatigue crack was observed to have initiated from the weld root in one of the doubling plates with throat thickness equal to 4 mm and also in one of the weld roots in the ground test specimen with 7-mm throat thickness. A crack indication in one of the root weld samples from the UP-tested specimens was also reported. Most of the roots were without any crack indication similar to that shown in Fig. 26. The fatigue crack indication for location 2 in specimen 5 is shown in Fig. 27. As these crack indications were very small, it is likely that there is a significant crack growth life before these cracks had grown to be large. Thus, the tests showed that weld improvement of fillet-welded doubling plates is considered feasible as fatigue crack growth from the weld root was not found critical in the performed tests. However, the criticality may depend on fabrication quality and welding procedures which has not been part of the present work.

Typical sample from weld root after testing. The weld is to the right of the opening

Showing fatigue crack initiation from root area at location 2 in specimen no. 5
The probability of crack growth into the fillet weld is considered to be a function of throat thickness. Thus, before taking out significant benefit from grinding of the fillet weld toes, it is recommended to assess fatigue from the fillet weld root and add on weld if necessary before an improvement of the weld toe is performed.
The test results for fatigue crack initiation for specimen 5 are above that for as-welded condition, but not quite as high as for the ground welds. It is well known that the S-N curve for improved welds becomes more horizontal than that for as-welded condition. Thus, the effect of improvement for large stress ranges is lower than for smaller stress ranges. The test stress range for the performed test was rather large; however, it was not larger than that can be expected in a new built floating structure where weld improvement of a detail is required (see also Section 3). However, it is likely larger than that expected in life extension of existing structures that has been subjected to a large number of load cycles without significant fatigue cracking.
The tests showed that improvement by grinding of weld toes is very efficient with respect to increase in fatigue life. The present tests support the improvement factor of 1.3 on stress at 2 × 106 cycles as recommended by the International Welding Institute for ground welds. By a more horizontal S-N curve, further improvement is achieved for smaller stress ranges. This leads to significant fatigue improvement for a typical long-term stress range distribution from wave action on offshore structures. Here, reference is also made to a new section in Appendix D in DNV-RP-C203. Both the test data for the ground welds and the test data from the ultrasonic-peened test are in line with these proposed S-N curves as is shown in Figs. 23 and 24, respectively. It is noted that the time from fatigue crack initiation to failure is not very long for the ground welds. This is a concern related to weld improvements of details showing short calculated fatigue lives. This is also a reason why weld improvement is not recommended in design standards for short calculated fatigue lives. Furthermore, this should be reflected when the amount of inspection during service life is planned as the time interval for detecting the fatigue cracks becomes reduced.
7 Conclusions
Fatigue test data from large-scale testing of four specimens with fillet-welded doubling plates are presented in this paper. Three different doubling plates were welded on each large-scale specimen (two circular and one quadratic plate). One specimen was tested in as-welded condition for reference, two specimens were tested after grinding of the weld toes and one specimen was tested after UP treatment. Based on these tests, it was found that:
-
Weld improvement of fillet-welded doubling plates is feasible as only very small cracks had initiated in the weld root in some of the fillet welds in the improved specimens. However, it is still recommended to assess the need for additional throat thickness before weld improvement is made to minimise the risk for fatigue cracking from the weld root. The actual plate geometries and loading should be assessed in such work.
-
The fatigue lives of the two different geometries of doubling plates (circular and quadratic) were similar as might be expected as the calculated hot spot stresses are also similar for the two geometries.
-
The tests showed that improvement by grinding of weld toes is efficient with respect to increase in fatigue life. However, it is noted that the time from fatigue crack initiation to failure is not very long for the ground welds. This should be kept in mind when weld improvement methods are being considered for details with short calculated fatigue lives. This should also be reflected when the amount of inspection during service life is planned.
-
The experience from this testing indicates that the maximum compressive stress and stress range at a hot spot may influence selection of improvement method. However, the performed tests in the presented study were limited to that of constant amplitude fatigue loading at rather large load ranges. It is recommended to assess the effect of load levels further by performing fatigue tests under more realistic spectrum loads as basis for advices to be included in fatigue design standards.
References
API RP 2A-WSD Recommended practice for planning, designing and constructing fixed offshore platforms—working stress design, twenty-first edition, December 2000. Errata and supplement 1, December 2002; Errata and supplement 2, October 2005
BS 7608 (1993) Code of practice for fatigue design and assessment of steel structures. BSI, London
Dalsgaard Sørensen J, Tychsen J, Ulfkjær Andersen J, Brandstrup RD (2006) Fatigue analysis of load-carrying fillet welds. J Offshore Mech Arctic Eng 128:65–74
DNV-RP-C203 (2012) Fatigue design of offshore steel structures. Det Norske Veritas
DNV-RP-C203 (2014) Fatigue design of offshore steel structures. Det Norske Veritas
Fricke W, Feltz O (2009) Fatigue tests and numerical analysis of partial-load and full-load carrying fillet welds at cover plates and lap joints. Doc. XIII-2278-09/XV-1320-09
Haagensen P (1993) Recommendations for grinding of welds, IIW Doc. XIII-WG2-22-93
Haagensen P (2003) Fatigue improvement techniques—advantages and limitations. IIW Int Conf Bucharest
Haagensen P, Maddox SJ (2013) IIW Recommendations on post weld fatigue life improvement of steel and aluminium structures. Woodhead Publishing Ltd., Cambridge
Hobbacher A (2009) IIW recommendations for fatigue design of welded joints and components. WRC, New York
Huther I, Lieurade HP, Souissi R, Nussbaumer A, Chabrolin B, Janosch JJ (1996) Analysis of results on improved welded joints. Doc XIII-1601-95; IIW-1301-95 Weld World 37(5):242–266
IACS (2013) Common structural rules for bulk carriers and oil tankers. External release 1 April 2013
ISO 19902 (2007) Fixed steel structures
Kudryavtsev Y, Kleiman J, Lugovskoy A, Prokopenko G (2006) Fatigue life improvement of tubular welded joints by ultrasonic peening, IIW Document XIII-2117-06
Liurade HP, Huther I, Lefebre F (2007) Effect of weld quality and post weld improvement techniques on the fatigue resistance of extra high strength steel. IIW Document No. XIII-2184-07
Lotsberg I, Landet E (2005) Fatigue capacity of side longitudinals in floating structures. Mar Struct 18:25–42
Lotsberg I (2009) Fatigue capacity of load carrying fillet welded connections subjected to axial and shear loading. J Offshore Arctic Eng 131(4)
Lopez Martinez L (2010) Fatigue life extension procedure for offshore structures by ultrasonic peening. OTC Paper no. 20368, Offshore Technology Conference, Houston, U.S.A, 3–6 May 2010
Lopez Martinez LL, Blom AF (1996) Influence of life improvement techniques on different steel grades under fatigue loading, IIW Doc. XIII-1639-96
Lopez Martinez LL, Blom AF (1997) Influence of spectrum loading on the fatigue strength of improved weldments. Proceedings of the IIW 1997 International Conference Performance of dynamically loaded welded structures, San Francisco, 14–15 July 1997, pp. 299–304
Lopez Martinez L, Haagensen PJ (2006) Life extension of class F and Class F2 details using ultrasonic peening. IIW Doc. XIII-2143
Manteghi S, Maddox SJ (2006) Methods for life improvement of welded joints in medium and high strength steel. IIW Document No. XIII-2006-04
Marquis G, Barsoum Z (2013) Fatigue strength improvement of steel structures by high-frequency mechanical impact: proposed procedures and quality assurance guidelines, International Institute of Welding 2013, Welding in the World
Marquis GB, Mikkola E, Yildirim HC, Barsoum Z (2013) Fatigue strength improvement of steel structures by high-frequency mechanical impact: proposed fatigue assessment guidelines, International Institute of Welding 2013, Welding in the World
Offshore installations: guidance on design, construction and certification. Third Edition. Department of Energy 1984
Offshore installations: guidance on design, construction and certification. Third Amendment to Fourth Edition, HSE, London, 1995. (Fourth edition in 1990)
Offshore technology report—OTH 92390 Background to new fatigue guidance for steel joints and connections in offshore structures. HSE, December 1999
REFRESH (2011) Extension of the fatigue life of existing and new welded structures (in German). Düsseldorf, May 2011. ISBN 978-3-942541-03-9
Wästberg S, Salama M (2007) Fatigue testing and analysis of full scale girth weld tubulars. OMAE Paper 2007-29399, Proceedings of the 26th International Conference on Offshore Mechanics and Arctic Engineering OMAE2007, June 10–15, 2007, San Diego, California, USA
Yildirim HC, Marquis GB (2012) Overview of fatigue data for high frequency mechanical impact treated welded joints, Welding in the World, 56, issue 7/8, 2012, pp. 82–96
Yildirim HC, Marquis GB, Barsoum Z (2013) Fatigue assessment of high frequency mechanical impact (HFMI)-improved fillet welds by local approaches. Int J Fatigue 52:57–67
Zhang Y-H, Maddox SJ (2009) Fatigue life prediction for ground welded joints. Int J Fatigue 31:1124–1134
Acknowledgments
Acknowledgment is made to LETS Global in Stockholm for performing the UP of the weld toes on specimens 4 and 5.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Lotsberg, I., Fjeldstad, A., Helsem, M.R. et al. Fatigue life improvement of welded doubling plates by grinding and ultrasonic peening. Weld World 58, 819–830 (2014). https://doi.org/10.1007/s40194-014-0161-8
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s40194-014-0161-8