
Abstract
Cellulose nanofiber–blended polylactic acid composites were prepared to enhance biodegradable polymers, which are expected to be a viable solution to the recent plastic waste crisis. The cellulose nanofibers were prepared by extracting cellulose fibers from bamboo using high-temperature and high-pressure steam and then disintegrating the fibers to the nanoscale. The optimum conditions for the processing pressure of the high-temperature and high-pressure steam treatments and the extraction process grinding time were investigated. Furthermore, the mixing ratio of cellulose nanofibers and polylactic acid for the fabrication of the composites was examined. The results show that the best condition was a 1:1 (50 wt% CNF) blend of cellulose nanofibers made with 15 atm of steam pressure for 5 min of steaming time followed by 10 s of milling time to make composites with polylactic acid that had 2.35 times the strength (77.5 MPa/g/cm3) of polylactic acid alone (33.3 MPa/g/cm3). This indicates that cellulose nanofibers produced from bamboo using high-temperature and high-pressure steam treatments can be used as reinforcing materials for low-strength biodegradable polymers.
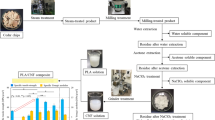
Graphical abstract

Similar content being viewed by others
Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
1 Introduction
Plastic products that are both inexpensive and durable have become indispensable parts of our lives. However, in recent years, they have been improperly disposed of, causing severe pollution in nature [1]. This is harmful to marine life and other living organisms [2]. Therefore, the need for biodegradable and plant-derived polymers is increasing in response to global environmental contamination. In particular, plastic products made of biodegradable polymers can lessen environmental pollution by decomposition, even if improperly disposed of [3]. One of the barriers to the practical use of biodegradable polymers is their poor mechanical properties, such as low strength. Therefore, building molded products with solid mechanical properties is vital while retaining biodegradability. Hence, composites with other polymers and glass fiber–reinforced plastics have been developed [4]. However, many of these reinforced plastics are not biodegradable and retain their shape without degradation. A report shows that adding plant-derived fibers to PLA improves its strength [5, 6]. In addition, it has been reported that there is no effect on biodegradability even when mixed with plant-derived fibers, and it exhibits good biodegradability [7, 8]. We will use cellulose nanofiber (CNF) as a reinforcing material in polylactic acid (PLA), a biodegradable polymer [9], to develop molded products with excellent mechanical properties while maintaining biodegradability. CNFs have excellent mechanical properties, such as high strength and low thermal expansion [10,11,12,13].
Furthermore, CNFs are extracted from plants without chemical modification and are expected to be digested by cellulolytic bacteria because the chemical structure of cellulose is not altered [14]. When extracting cellulose nanofibers from woody biomass, it is essential to decompose the bonds between lignin and cellulose, which are the components of woody biomass. There are several methods for decomposing cellulose nanofibers, such as treatment with sulfuric acid, alkali, or crushing. However, these methods take a long time, and the waste liquid is toxic to the environment. Therefore, in this study, high-temperature, high-pressure steam treatment was used. In this process, the bonds between lignin and cellulose are broken by hydrolysis with water. In addition, because only water is used, environmental toxicity is low, cleaning of the treated materials is simple, and the treatment time is short, this treatment method is more efficient than other treatment methods [15].
In this study, we prepared CNF using steam-treated biomass (bamboo) and composites of CNF and PLA. Subsequently, the mechanical properties of the fabricated composites were examined. The properties of CNF as a reinforcing material for PLA were evaluated.
2 Materials and methods
2.1 Sample
In this study, bamboo (Phyllostachys heterocycla f. pubescens) chips (20 cm in length, 3.5 cm in width, and 1 cm in thickness) were used as samples. Each sample was steam-treated at 10, 15, 20, and 25 atm (183, 199, 214, and 225 °C) for 5 min or steam-exploded (15 atm for 5 min only) using a steam explosion apparatus (NK-2L, Japan Chemical Engineering and Machinery Co., Ltd.). The reactor capacity of the device was 2 L, and it could process at a maximum steam pressure of 6.5 MPa and a maximum temperature of 281 °C.
2.2 Component analysis
A component analysis was performed according to the procedure shown in Fig. 1. All experiments were performed in triplicate, and the averages were calculated. Each steamed product was subjected to 1 min of milling in a cutter mill; for the 15-atm sample, an additional 10-s milling condition was added. The component analysis was performed according to Asada et al. [15]. The water extraction was performed at ambient temperature for 24 h at a weight ratio of 1:60. Acetone extraction was conducted under the same conditions at a weight ratio of 1:30. Treatment using NaClO2 was performed for 3 h in a hot water bath at 80 °C under acidic conditions with acetic acid. α-Cellulose content was determined according to the method of Sasaki et al. [16]. NaOHaq was added to the holocellulose, and the dissolution process was performed at room temperature. The solubilized portion was hemicellulose, and the non-solubilized portion was α-cellulose.

Flowchart of the component analysis. Soluble components are on the right, and insoluble components are on the bottom. “Volatile component” indicates weight loss due to the steaming process
2.2.1 Component separation of holocellulose
Similar to component analysis, holocellulose samples were prepared by grinding the samples obtained by steam treatment using a cutter mill, followed by water extraction, acetone extraction, and chlorite treatment. It was essential to keep the samples from drying. If the sample is allowed to dry, the cellulose will agglomerate tightly, preventing the formation of CNF with a small fiber width.
Therefore, after removing water by filtration, the sample on the residue side is recovered. A portion of the collected sample was used to measure the moisture content of the entire sample. The dry weight was obtained from the moisture content, and the amount of reagent used in the next step was prepared.
2.3 Grinder processing
A cellulose nanofiber suspension was prepared from a holocellulose sample using MKCA6-2 (super mass collider, small laboratory use, manufactured by Masuko Sangyo Co., Ltd., Saitama, Japan).
Five hundred milliliters of distilled water was added to 5 g (dry weight) of the holocellulose sample in a 2-L beaker and agitated using a magnetic stirrer. The suspension was poured into a mass collider and ground twice at 1500 rpm under a moderate flow of distilled water to obtain a cellulose nanofiber suspension [17].
2.4 Scanning electron microscope (SEM) analysis
The surface structure was observed using a tabletop scanning electron microscope (JCM-6000 Plus; JEOL Ltd., Tokyo, Japan). Samples were freeze-dried using a freeze dryer (FDU-1200, Tokyo RikakikAi Co., Ltd., Tokyo, Japan) for observation. The observed samples were platinum sputtered for 30 s to increase the conductivity.
2.5 Degree of polymerization measurement (copper ethylenediamine method)
The degree of polymerization of the cellulose was measured using the copper ethylenediamine method [18]. A total of 0.25 g of dried CNF was mixed with 25 mL of distilled water to swell the sample. Subsequently, 25 mL of 1 M copper ethylenediamine solution was added after leaving the sample for at least 1 h. The sample was then stirred for 30 min to allow for dissolution. No sample was added to 0.5 M copper ethylenediamine to prepare a blank. Ten milliliters of the solution was measured using a Cannon–Fenske viscometer. A thermostatic bath with the temperature set at 25 °C was used for the measurements; the average value was collected three times per sample.
The flow time of the blank solution, the sample flow time, and the cellulose concentration were obtained from the experiments. The relative, specific, and intrinsic viscosities were obtained from the measured values. The degree of cellulose polymerization was calculated using the viscosity law equation. The degree of polymerization was obtained by multiplying the molecular weight of cellulose monomer 162 by the molecular weight of cellulose.
2.6 Pulp Kappa number test
The pulp Kappa number test, which measures the lignin content or bleachability of pulp, was performed using the Japanese Industrial Standard JIS P 8211:2011, which is based on ISO 302, with no changes in technical content or structure [19, 20]. To maximize accuracy and precision, sample volumes were adjusted such that the amount of potassium permanganate consumed ranged from 20 to 60% of the amount added. The Kappa number is the number of milliliters of 0.02 mol/L potassium permanganate solution in which 1 g of dry pulp is consumed under the specified conditions.
2.7 Composites
First, centrifugation was performed until the water in the CNF aqueous suspension was completely replaced by t-butyl alcohol. PLA was added until the CNF/PLA composite had a dry weight of 2 g. The mixture was degassed using a vacuum defoaming stirrer for 30 min. Subsequently, it was poured into a plastic container and dried in a dryer (30 °C) for 8 h. After drying, the specimens were cut into 1 cm × 10 cm pieces and pressed for 30 min at 180 °C at 3 MPa in a vacuum heating press machine (IMC-11FA model by Imoto Machinery Co., Ltd., Kyoto, Japan).
2.8 Strength test
One piece, 1 cm × 10 cm × 1.4 mm composite, was prepared by referring to the method of Suzuki et al. [17] and subjected to a tensile strength test by using AG-100 kNX plus (Shimadzu Corporation, Kyoto, Japan). The test speed was 1 mm/min and the gauge width was 30 mm.
2.9 Thermal characterization
The thermal properties were established by measuring the temperature of thermal weight loss using TG–DTA and an SII EXSTAR6200 (Hitachi High-Tech Science Corporation, Tokyo, Japan).
The PLA and CNF/PLA composites weighing 5 mg were powdered and placed in an alumina container. After placing it on a sample dish holder, nitrogen was pumped into the dish for 15–20 min before heating started. The isothermal holding time at the starting temperature was 2 min, the temperature increase rate was 5 °C/min, the upper-temperature limit was 900 °C, and the nitrogen flow rate was 200 mL/min.
3 Result and discussion
3.1 Preparation of cellulose nanofibers from bamboo
Figure 2 shows the bamboo composition changes at different steam-steaming pressures. The higher the steaming pressure, the more sodium hypochlorite solution-soluble components, including holocellulose and high-molecular-weight lignin, in the bamboo components decreased. In addition, the degraded and low-molecular-weight components increased as water- and acetone-soluble components. Water-soluble components include monosaccharides, such as glucose and xylose, derived from cellulose and hemicellulose in holocellulose, and organic acids, such as acetic acid. Acetone-soluble components include lignin, phenylpropanoids, and lignin degradation products dissolved in organic solvents. Higher evaporation pressures and processing temperatures are expected to facilitate hydrolysis in bamboo samples by cleaving intermolecular and intramolecular bonds and resulting in lower molecular weights. The most common examples are glycosidic bonds in cellulose and hemicellulose and allylglycerol-β-allyl ether bonds in lignin. In addition, the hydrolysis of acetyl groups in the hemicellulose side chain produces organic acids such as acetic acid.

Ratio of component to dry weight of bamboo chips that were steam-treated for 5 min under various steam pressures and then milling-treated for 60 s
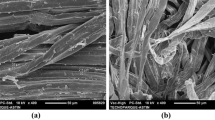
Furthermore, since these organic acids act as catalysts and cause acid hydrolysis, an increase in the production of organic acids at the treatment pressure promotes the reduction of macromolecules, such as lignin and cellulose, to low molecular weight. Figure 3 shows SEM images of cellulose nanofibers prepared at each treatment pressure and SEM images of BiNFi-s, a commercial cellulose nanofiber. The fibers were defibrillated to the nanoscale at any treatment pressure, and cellulose nanofibers were created. Table 1 lists the cellulose nanofibers’ degree of polymerization and component amounts. As the processing pressure increases, the molecular weight and Kappa number, which indicate the degree of lignin remaining, decrease. As the pressure increased, the fiber resolution increased, and the degree of polymerization of the fibers decreased. Hydrolysis by high-temperature, high-pressure steam broke the bonds between cellulose molecules and reduced polymerization [21]. Additionally, the bonds between cellulose and lignin were degraded, leading to a decrease in the Kappa number. The Kappa number indicates the amount of lignin remaining in the pulp and extracted cellulose fibers. The higher the number, the more lignin remaining in the fiber. The Kappa number is used in this study as an indicator of how effective the cellulose extraction process is. The degradation of the bonds between cellulose and other components is proposed to increase the percentage of cellulose in the fibers separated as holocellulose.

FE-SEM images of cellulose nanofibers obtained from bamboo chips that were steam-treated for 5 min under various steam pressures and then milling-treated for 60 s
In our previous studies [17], increasing the treatment pressure and temperature accelerated the hydrolysis of biomass samples. As the hydrolysis progresses, it is confirmed that the molecular weight of the fiber decreases, and the number of extractable components increases. However, the intensity of CNF is decreasing. The present study was conducted by excluding conditions in which previous studies had significantly reduced strength.
The super mass collider used for the preparation of cellulose nanofibers is an electric stone mill. It consists of two millstones: the upper millstone is fixed and the lower millstone is rotated by a motor. In wet conditions, the distance between two stones can be negative. This means that the fibers can be defibrated while applying pressure with two millstones. This is a process that crushes the fibers as opposed to a crushing process that uses a cutter. Therefore, the fiber length is less affected, and the fiber diameter can be reduced.
3.2 Composite preparation of bamboo cellulose nanofiber and polylactic acid
Table 2 lists the assessment results of the mechanical and thermal properties of the composites made by mixing cellulose nanofibers with polylactic acid at a ratio of 1:1. The tensile strength showed an increase for all the cellulose nanofiber blends. The composite with cellulose nanofibers produced from bamboo and treated at 15 atm exhibited the highest strength. PLA is a hydrophilic polymer, and CNF has hydrogen bonds with the hydrophilic polymer, resulting in increased strength [22]. At higher treatment pressures, the strength decreases with increasing pressure. This result indicates that the accumulated high pressure damaged the fiber structure and made the fibers brittle [23, 24]. Table 1 demonstrates that high-pressure treatment reduces molecular weight, resulting in a decrease in strength.
In contrast, the highest molecular weight (10 atm) did not show maximum strength because of inadequate separation of constituents, such as hemicellulose, resulting in a lower percentage of α-cellulose compared to the other treatment conditions. The thermal weight loss temperature measurements (Td5 and Td10) were the highest for polylactic acid alone, and the temperature decreased when the composite was used. Td5 and Td10 were higher for the composite mixed with CNF at lower pressures and decreased as the pressure increased. The composite cellulose nanofibers made from bamboo and treated at a pressure of 15 atm exhibited the best properties.
A fiber-reinforced resin mixed with cellulose fibers with a high degree of polymerization and long fiber length has a higher thermal weight loss temperature because the thermal decomposition of cellulose is less likely to occur than that of low molecular weight and short fiber length fibers, resulting in a higher temperature at which decomposition takes place. Therefore, under conditions where decomposition is enhanced by high steam pressure, the degree of polymerization decreases, and the thermal weight loss temperature of the composite also decreases [25]. The residual percentage of lignin is also thought to affect the thermogravimetric reduction temperature [26]. The thermal weight loss temperature of lignin is higher than that of cellulose [27]. The decrease in the residual fraction may have led to a greater effect of cellulose pyrolysis on the composite, resulting in a significant decrease in the thermogravimetric reduction temperature of the cellulose nanofiber mixed composite with a lower Kappa number and higher processing pressure.
3.3 Examination of optimal conditions for the cellulose nanofiber preparation process
The processing time of the milling process after the steam steaming treatment was 10 s as compared to 60 s for the steam blasting treatment. The changes in the properties of the composite were assessed. Figure 4 shows the results of the bamboo component recovery for different milling treatments. There was a minor change in the holocellulose recovery rate; however, no significant change was observed. Mill processing is a processing method that uses a lot of energy because a motor moves the crushing blade. The results showed that shortening the treatment time did not significantly change the amount of holocellulose recovered. Therefore, mill-processing time and production costs can be shortened.

Ratio of the component to dry weight of bamboo chips that were steam-treated for 5 min under steam pressure at 15 atm and various crushing treatments. Change in processing time when crushing a sample after steaming with a cutter mill—also compared with crushing by rapid decompression. SE is a method of crushing the sample by reducing the pressure at once from the state where the steaming process applies the pressure
The degree of polymerization, hemicellulose percentage, and Kappa number of the fibers are listed in Table 3. Increasing the milling time decreased the degree of polymerization, the percentage of hemicellulose, and the Kappa number. A longer milling time probably creates delicate fibers that easily dissolve in the treatment solution. The explosion treatment also suppressed the decrease in the degree of polymerization. However, the hemicellulose and copper content were lower, indicating that the decomposition of the components bound to the fibers was accelerated without destroying the fibers. A decrease in the Kappa number indicates a decrease in the amount of residual lignin in the recovered fiber. Thus, the results obtained suggest that milling has the effect of loosening the fibers. It is thought that the loosened fibers had more inter-fiber gaps, making it easier for components to be extracted by solvents such as water and acetone.
Table 4 shows the characterization results of the composites made from cellulose nanofibers under these treatment conditions. The best results were obtained with the 10-s mill treatment. Reducing the mill treatment time to 10 s may possibly create strong cellulose nanofibers without damaging the fibers. The thermal weight loss temperature did not change significantly with the change in mill-processing time. A composite with high strength was created without damaging the thermal properties.
The higher the molecular weight of the fiber, the higher the strength. However, the percentage of hemicellulose was higher than that of the 10 atm sample (Table 1), and the percentage of α-cellulose was lower. However, the Kappa number was lower than 10 atm, and the content of lignin and other substances was lower. This indicates that the treatment steam pressure is increased, which breaks the bonds between lignin and cellulose, and lignin is easily separated. However, cellulose itself is not decomposed and is otherwise affected by the treatment conditions. Therefore, by shortening the milling time, CNF with high strength can be produced without lowering the molecular weight of the cellulose.
The thermogravimetric reduction temperature decreased as the degree of polymerization or Kappa number decreased. Based on previous results, the characteristics of the fibers to be mixed determine the thermal weight loss temperature of the composite largely [25]. Shorter fiber lengths were more likely to decompose, resulting in a decrease in the decomposition temperature. As the residual lignin decreased, cellulose pyrolysis was more likely to occur, causing a decrease in the initial thermogravimetric reduction temperature. Higher molecular weights and lower Kappa numbers result in lower Td5 but higher Td10 values [27]. This result is probably due to the low Kappa number and early pyrolysis. However, the cellulose’s high fiber length is less susceptible to lignin pyrolysis because the degradation is less likely to proceed, and there is less lignin to decompose at higher temperatures.
3.4 Investigation of cellulose nanofiber mixing ratio in composites
In previous experiments, the composites have been a mixture of PLA and CNF in a 1:1 ratio. It was investigated whether the strength and heat resistance would change depending on the mixing ratio of CNF. The same 1:1 mixed composite as before will be 50 wt% in weight percentage notation. The percentage of CNF mixed with respect to the total weight of the composite is expressed in weight percent. In the case of 10 wt%, CNF is mixed at a ratio of 1:9 PLA.
Figure 5 shows the composites’ strength and thermal weight loss with different cellulose nanofibers and composites. The highest mechanical properties were observed in the 50 wt% hybrid composites, whereas the highest thermal properties were observed in the 10 wt% hybrid composites. The mechanical property changes showed a twofold difference between the 10 wt% and 50 wt% composites.

Specific tensile strength, Td5, and Td10 of CNF/PLA composites at various ratios of bamboo CNF (steam-treated for 5 min under steam pressure at 15 atm and then milling-treated for 10 s). Statistical analysis was evaluated using the Student’s t-test. Values are displayed as means with a standard deviation of the mean, p < 0.05 = *, p < 0.01 = **
The strength of CNF increased at 50 wt% compared to 10 wt% owing to the increased contact between CNF within the PLA. The strength of CNF depends on the molecular weight size, as inferred from Tables 1, 2, 3, and 4. This can be attributed to friction due to fiber-to-fiber contact, intermolecular forces between cellulose molecules, and hydrogen bonding [28]. Therefore, the results show that the strength of the CNF/PLA composites increased with the CNF mixing ratio.
The decrease in the thermal weight loss temperature was similar to previous results, with an increase in the proportion of cellulose and an increase in the heat-sensitive components, causing a decrease in temperature [29].
The relationship between strength and heat resistance is an important factor in the selection of composite applications. The mixing ratio of CNF can be selected according to the application. If you need heat resistance, you can choose a composite material containing 10 wt%, and if you need strength, you can choose a composite material containing 50 wt%. However, the primary use of PLA is for product packaging and device exteriors. There is no need to endure the processing heat of soldering like electronic boards. In addition, the maximum ambient temperature is around 40 °C, so even a 50 wt% composite material with a low heat loss temperature can be used sufficiently. Therefore, it is best to choose a high-strength 50 wt% blend composite.
4 Conclusion
The best results were obtained when cellulose nanofibers prepared by steam steaming at a pressure of 15 atm and milling time of 10 s were mixed 1:1 (50 wt% CNF) with polylactic acid to produce a composite that was 2.35 times stronger than that of polylactic acid alone.
The CNF to be mixed affected the composite’s strength depending on the cellulose molecular weight; a higher molecular weight resulted in higher strength. In addition, the percentage of α-cellulose in the CNF fiber and the content of non-fiber substances, such as lignin, affected the strength. The higher the percentage of α-cellulose and the lower the lignin content, the stronger the composite and CNF with a high reinforcing effect. Therefore, conditions that break down the bonds between lignin and cellulose fibers without breaking down the bonds between cellulose molecules are necessary. A pressure of 15 atm produced the best results for the steam steaming process, and a mill time of 10 s showed the best results. The amount of CNF mixed with the polymer was the highest in this study. The molecular weight of cellulose also plays a role in the thermal weight loss temperature, which is related to heat resistance. The higher the molecular weight, the more the effect of thermal decomposition was suppressed, and the temperature drop from the thermal weight loss temperature of PLA alone was reduced. In addition, because the anticipated use of CNF/PLA composites (for packaging and product exteriors, etc.) is at room temperature or below 100 °C at its highest, we were able to create a composite that exhibits high strength while having thermal properties that meet these standards by using a material that is expected to be plant-derived and biodegradable.
Data availability
All data are within the manuscript. There is no additional data.
References
Lebreton L, Andrady A (2019) Future scenarios of global plastic waste generation and disposal. Palgrave Commun 5(6). https://doi.org/10.1057/s41599-018-0212-7
Rochman CM, Browne MA, Halpern BS, Hentschel BT, Hoh E, Karapanagioti HK, Rios-Mendoza LM, Takada H, Teh S, Thompson RC (2013) Classify plastic waste as hazardous. Nature 494:169–171. https://doi.org/10.1038/494169a
Davis G, Song JH (2006) Biodegradable packaging based on raw materials from crops and their impact on waste management. Ind Crops Prod 23(2):147–161. https://doi.org/10.1016/j.indcrop.2005.05.004
Wang G, Zhang D, Wan G, Li B, Zhao G (2019) Glass fiber reinforced PLA composite with enhanced mechanical properties, thermal behavior, and foaming ability. Polymer 181(24):121803. https://doi.org/10.1016/j.polymer.2019.121803
Shang H, Xu K, Li X, Lu S, Ke L, Yang HR, Gao J, Tang D, Huang D, He X, Xu H, Shen B (2022) UV-protective and high-transparency poly(lactic acid) biocomposites for ecofriendly packaging of perishable fruits. Int J Biol Macromol 222:927–937. https://doi.org/10.1016/j.ijbiomac.2022.09.219
Ke L, Shang H, Tang M, Li X, Jiang L, Lu S, Tang D, Huang D, Zhu J, Liu C, Xu H, He X, Gao J (2022) High-heat and UV-barrier poly (lactic acid) by microwave-assisted functionalization of waste natural fibers. Int J Biol Macromol 220:827–836. https://doi.org/10.1016/j.ijbiomac.2022.08.114
Xu H, Ke L, Tang M, Shang H, Zhang ZL, Xu W, Fu YN, Wang Y, Tang D, Huang D, Zhang S, Yang HR, He X, Gao J (2022) Pea pod-mimicking hydroxyapatite nanowhisker-reinforced poly(lactic acid) composites with bone-like strength. Int J Biol Macromol 216:114–123. https://doi.org/10.1016/j.ijbiomac.2022.06.211
Xu H, Shen M, Shang H, Xu W, Zhang S, Yang HR, Zhou D, Hakkarainen M (2021) Osteoconductive and antibacterial poly (lactic acid) fibrous membranes impregnated with biobased nanocarbons for biodegradable bone regenerative scaffolds. Ind Eng Chem Res 60(32):12021–12031. https://doi.org/10.1021/acs.iecr.1c02165
Singhvi M, Gokhale D (2013) Biomass to biodegradable polymer (PLA). RSC Adv 3:13558–13568. https://doi.org/10.1039/C3RA41592A
Abe K, Iwamoto S, Yano H (2007) Obtaining cellulose nanofibers with a uniform width of 15 nm from wood. Biomacromol 8:3276–3278. https://doi.org/10.1021/bm700624p
Abe K, Yano H (2011) Formation of hydrogels from cellulose nanofibers. Carbohydr Polym 85(4):733–737. https://doi.org/10.1016/j.carbpol.2011.03.028
Hori R, Wada M (2005) The thermal expansion of wood cellulose crystals. Cellulose 12:479. https://doi.org/10.1007/s10570-005-5967-5
Saito T, Kimura S, Nishiyama Y, Isogai A (2007) Cellulose nanofibers prepared by TEMPO-mediated oxidation of native cellulose. Biomacromol 8(8):2485–2491. https://doi.org/10.1021/bm0703970
Qua EH, Hornsby PR, Sharma HSS, Lyons G (2011) Preparation and characterisation of cellulose nanofibres. J Mater Sci 46:6029–6045. https://doi.org/10.1007/s10853-011-5565-x
Asada C, Seno M, Nakamura Y (2021) Preparation of biopolymer composite using cedar-derived cellulose nanofibers. Waste Biomass Valor 12:6245–6254. https://doi.org/10.1007/s12649-021-01436-8
Sasaki C, Takada R, Watanabe T, Honda Y, Karita S, Nakamura Y, Watanabe T (2011) Surface carbohydrate analysis and bioethanol production of sugarcane bagasse pretreated with the white rot fungus, Ceriporiopsis subvermispora and microwave hydrothermolysis. Bioresour Technol 102(21):9942–9946. https://doi.org/10.1016/j.biortech.2011.07.027
Suzuki A, Sasaki C, Asada C, Nakamura Y (2018) Production of cellulose nanofibers from Aspen and Bode chopsticks using a high temperature and high pressure steam treatment combined with milling. Carbohydr Polym 194(15):303–310. https://doi.org/10.1016/j.carbpol.2018.04.047
Shinoda R, Saito T, Okita Y, Isogai A (2012) Relationship between length and degree of polymerization of TEMPO-oxidized cellulose nanofibrils. Biomacromol 13(3):842–849. https://doi.org/10.1021/bm2017542
Shintani N, Shoda M (2013) Decolorization of oxygen-delignified bleaching effluent and biobleaching of oxygen-delignified kraft pulp by non-white-rot fungus Geotrichum candidum Dec 1. J Environ Sci 25(1):S164–S168. https://doi.org/10.1016/S1001-0742(14)60649-5
JIS P8211:2011 Pulps - Determination of Kappa number. Japanese Standards Association, Tokyo, Japan. https://infostore.saiglobal.com/en-au/standards/jis-p-8211-2011-633135_saig_jsa_jsa_1455013/
Sasaki M, Kabyemela B, Malaluan R, Hirose S, Takeda N, Adschiri T, Arai K (1998) Cellulose hydrolysis in subcritical and supercritical water. J Supercrit Fluids 13(1–3):261–268. https://doi.org/10.1016/S0896-8446(98)00060-6
Bhatnagar A, Sain M (2016) Processing of cellulose nanofiber-reinforced composites. J Reinf Plast Compos 24(12):1259–1268. https://doi.org/10.1177/0731684405049864
Stelte W, Sanadi AR (2009) Preparation and characterization of cellulose nanofibers from two commercial hardwood and softwood pulps. Ind Eng Chem Res 48(24):11211–11219. https://doi.org/10.1021/ie9011672
Henriksson M, Berglund LA, Isaksson P, Lindström T, Nishino T (2008) Cellulose nanopaper structures of high toughness. Biomacromol 9(6):1579–1585. https://doi.org/10.1021/bm800038n
Nurazzi NM, Asyraf MRM, Rayung M, Norrrahim MNF, Shazleen SS, Rani MSA, Shafi AR, Aisyah HA, Radzi MHM, Sabaruddin FA, Ilyas RA, Zainudin S, Abdan K (2021) Thermogravimetric analysis properties of cellulosic natural fiber polymer composites: a review on influence of chemical treatments. Polymers 13(16):2710. https://doi.org/10.3390/polym13162710
Aji IS, Zainudin ES, Khalina A, Sapuan SM, Khairul MD (2012) Thermal property determination of hybridized kenaf/PALF reinforced HDPE composite by thermogravimetric analysis. J Therm Anal Calorim 109:893–900. https://doi.org/10.1007/s10973-011-1807-z
Kim HS, Yang HS, Kim HJ, Park JH (2004) Thermogravimetric analysis of rice husk flour filled thermoplastic polymer composites. J Therm Anal Calorim 76(2):395–404. https://doi.org/10.1023/b:jtan.0000028020.02657.9b
Albano C, González J, Ichazo M, Kaiser D (1999) Thermal stability of blends of polyolefins and sisal fiber. Polym Degrad Stab 66(2):179–190. https://doi.org/10.1016/S0141-3910(99)00064-6
Nair KCM, Thomas S, Groeninckx G (2001) Thermal and dynamic mechanical analysis of polystyrene composites reinforced with short sisal fibers. Compos Sci Technol 61(16):2519–2529. https://doi.org/10.1016/S0266-3538(01)00170-1
Funding
This study was financed in part by the Grant-in-Aid for Young Scientists (A) (Grant No. 17H04717) and the Grant-in-Aid for Scientific Research (A) (Grant No. 20H00664) from the Ministry of Education, Culture, Sports, Science, and Technology of Japan.
Author information
Authors and Affiliations
Contributions
Akihiro Suzuki: conceptualization, methodology, and writing—original. Yoshitoshi Nakamura: investigation, data curation and analysis, writing review, and editing. Chikako Asada: methodology, validation, funding acquisition, and supervision.
Corresponding author
Ethics declarations
Ethics approval
Not applicable.
Competing interests
The authors declare no competing interests.
Additional information
Publisher's note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Springer Nature or its licensor (e.g. a society or other partner) holds exclusive rights to this article under a publishing agreement with the author(s) or other rightsholder(s); author self-archiving of the accepted manuscript version of this article is solely governed by the terms of such publishing agreement and applicable law.
About this article

Cite this article
Suzuki, A., Nakamura, Y. & Asada, C. Production of polylactic acid biocomposite reinforced with environmentally friendly cellulose nanofiber derived from steam-treated bamboo. Biomass Conv. Bioref. 14, 16951–16959 (2024). https://doi.org/10.1007/s13399-023-03856-z
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s13399-023-03856-z