
Abstract
Steam treatment followed by milling treatment, an environmentally friendly method, was used and evaluated as a pretreatment of cedar for the preparation of cellulose nanofiber (CNF). The treated cedar was extracted with water followed by acetone and then received sodium chlorite (NaClO2) treatment, and separated into volatile component, water soluble component, acetone soluble component, NaClO2 soluble component, and NaClO2 insoluble component (a raw material of CNF preparation). The effects of steam pressures on the properties of treated cedar were examined from experimental data for the amounts of extracted components and the degree of polymerization. The properties of CNF obtained from cedar that was steam-treated at a steam pressure of 15 atm for a steaming time of 5 min and then milling-treated for 10 s were almost the same as those of commercial CNF (BiNFi-s). The reinforcing effect of CNF obtained in this treament condition was clarified, and the specific tensile strength and the specific Young’s modulus of PLA/CNF composite were 58.1 MPa/g/cm3 and 7.56 GPa/g/cm3 that corresponded to 1.6 and 3.1 times higher than those of PLA only, i.e. 33.0 MPa/g/cm3 and 2.44 GPa/g/cm3, respectively.
Graphic Abstract

Similar content being viewed by others
Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Statement of Novelty
In recent years, it has been pointed out that microplastics are small plastic pieces less than five millimeters and not only cause environmental pollution in the air, soil, and ocean but also accumulate in livestock and fish causing serious food pollution. In addition, the amount of microplastics in soil is 20 times that in the ocean, and it is an urgent issue to produce safe and secure biodegradable polymers with a low environmental load. There are no reports that cellulose and lignin, which are woody components, have been accumulated in the environment for a long time because their biodegradability is very high. On the other hand their shape can be maintained for a certain period. Therefore, the effective utilization of woody components for the production of biopolymers has attracted greater attention recently. Since the steam treatment followed by the milling treatment is an environmentally friendly pretreatment of woody biomass for the preparation of CNF and the production of biopolymer composite reinforcing with CNF prepared, this pretreatment method can contribute to the production of various high strength biopolymers as an alternative to petroleum-based polymers.
Introduction
CO2 generated from fossil resources, which are used in large quantities despite concerns about depletion, is one of the major causes of global warming [1]. Therefore, various studies have been conducted to form a sustainable energy recycling society with low environmental load using plant biomass [2,3,4]. Among plant biomass, woody biomass consisted of cellulose, hemicellulose, and lignin is the most abundant biomass on the earth, with less risk of depletion and less environmental impact, which could be a resource for the production of fuels and chemicals as an alternative fossil resources [5, 6]. However, woody biomass has a very strong undegradable structure due to the crystal structure of cellulose, which is the main component, and the lignin that covers cellulose and hemicellulose strongly. Therefore, the pretreatment as a first stage is required to destroy the crystalline structure of cellulose and separate lignin from cellulose and hemicellulose [7,8,9].
Unless this first stage is an environmentally friendly type, low cost, and energy saving type, the production of biofuels and biochemicals from woody biomass cannot be out of the scope of research, and practical application and industrialization will not be realized. As the pretreatment, physical treatment (milling, electron beam, gamma ray, etc.) [10], chemical treatment (acid, alkali, organosolve, steam, ionic liquid, deep eutectic solvent, etc.) [11, 12], physico-chemical treatments (steam explosion, microwave water heat, subcritical water, etc.) [13, 14], and biological treatments (white rotting bacteria, etc.) [15] have been researched and developed, but all pretreatments have not only advantages but also disadvantages and little pretreatment method that meets the target (environmentally friendly, low cost, and energy saving type) has been reported. Therefore, in recent years the employment of the hybrid methods have been reported as prominent solutions by several researchers [16, 17] and their effectiveness was clarified using biomass sample such as softwood, hard wood, straw, and stalk [18,19,20]. The practical use of hybrid methods seems to be a future subject.
Matrix resin of polylactic acid (PLA) can be synthesized from plant biomass and is a 100% plant-derived and biodegradable plastic [21,22,23]. PLA has been attractive attention in the world because its biocompatibility, biodegradability, and renewability were confirmed by the scientific community [24, 25]. Furthermore, this renewable polyester has significant substitution potential for petroleum-based polymers due to its high tensile strength, good transparency, satisfactory nontoxicity, and versatile fabrication processes [26, 27]. This biodegradable plastic exhibits the same properties as petroleum-derived plastics in use, but after use it has the property of being biodegraded by microorganisms in the natural world and biodegraded into water and carbon dioxide. By producing this biodegradable plastic from plant-derived materials, petroleum-derived usage can be reduced by 30% (compared to polypropylene, which is an energy-efficient mainstream plastic). Among plant-derived biodegradable plastics, PLA, which has a high melting point of 175 °C, is being put to practical use as a substitute for fossil resource-derived plastics. However, PLA has low tensile strength and its application is limited when it is commercialized. Therefore, we focused on cellulose nanofiber (CNF) that can be produced from plants in the same way as PLA. This material is lightweight and five times stronger than steel [28]. Therefore, it is possible to establish an optimum production method for plant-derived CNF and to synthesize PLA and CNF to produce 100% plant-derived high-strength biodegradable plastic. CNF has proven to be cellulose in the form of nanostructures and one of the most prominent green materials [29]. CNF materials are of increasing interest because they have attractive and excellent properties such as abundance, high aspect ratio, excellent mechanical properties, renewability and biocompatibility [30]. Since CNF has a large amount of hydroxyl functional groups enable a wide range of functionalization by chemical reactions, leading to the development of various useful materials [31, 32].
Steam explosion consists of the exposure of biomass sample to saturated steam under high-pressure and the mechanical separation achieved by the sudden pressure release [33, 34]. Though steam explosion is an environmentally friendly type among previous pretreatments, the molecular weight of cellulose may decrease significantly due to the cellulose fibers cutting during the sudden pressure release. A reduction in the molecular weight of cellulose is not desired for the production of high-strength CNF. Therefore, it seems that steam treatment followed by milling treatment is effective to the preparation of high-strength CNF for the reasons below: (1) Both steam treatment and milling treatment can be performed with conventional equipment, and no special equipment (acid or alkali resistance equipment, steam explosion equipment, sub-critical water treatment equipment, etc.) is required. (2) This treatment uses only water and is more environmentally friendly than treatments that use acids and alkalis (preventing environmental pollution caused by wastewater and reducing wastewater treatment costs). (3) Sufficient effect can be obtained with short-time treatment (a few minutes), and labor costs and energy consumption are low. (4) It is possible to avoid the decrease in the molecular weight of cellulose because of no sudden pressure release. (5) Since there are almost no impurities (derived from chemicals such as acids and alkalis) contained in the processed products, various environmentally friendly petroleum alternative composites can be manufactured using the CNF obtained as a reinforcing material.
In this study, component analysis was performed to investigate the characteristics of wood treated by steam treatment and milling treatment. A sulfuric acid method [35] can be used to confirm delignification of this pretreatment, and it can be examined that holocellulose (a raw material of CNF) is not decomposed so much, and only lignin becomes low-molecular weight components. Since the components change significantly depending on the steam pressure, steam treatment is carried out under various steam pressures. CNF was synthesized from the holocellulose obtained from steam-treated and milling treated wood under various steam pressures, and a biopolymer composite of PLA reinforced with CNF was prepared and examined to evaluate its high strength properties.
Materials and Methods
Material: Cedar Chips
For all the experiments, cedar wood chips (Cryptomeria japonica) of Japanese cedar received kindly from Sumitomo Chip Co. Ltd. at Mima city in Tokushima prefecture. Their size is about 2–4 cm in length and 1–3 cm in width. Some wood chips were ground at 25,000 rpm for 60 s using Wonder Crush Mill D3V-10 (Osaka Chemical Co., Ltd., Japan) for component analysis. All analytical grade chemicals were obtained from Wako Pure Chemical Industries, Ltd., Japan.
Pretreatment: Steam Treatment and Milling Treatment
Steam treatment of cedar chips was carried out by using the steam explosion apparatus NK-2 L (Japan Chemical Engineering and Machinery Co., Ltd., Japan) [36]. The apparatus consisted of a steam generator, a high-pressurized reactor, a receiver, and a condenser with a silencing action. The reactor was insulated to maintain a constant temperature. The volume of reactor is 2 L, the highest pressure is 70 atm, and the highest temperature is 285 °C. Approximately 100 g of dry cedar chips were introduced into the reactor and then steam-heated at a steam pressure of 10–25 atm for a steaming time of 5 min. After completion of the reaction, the ball-valve at the bottom of the reactor was slowly opened and the steam-treated product was removed. The steam-treated product was ground at 25,000 rpm for 10 s by using the crush mill described previously.
Extraction and Separation of Pretreated Cedar Chips
The components of pretreated cedar chips were extracted and separated by the method as shown in Fig. 1. After drying to sublimate the water, 50 g of pretreated cedar chips was added to 3 L of distilled water and extracted for 12 h at room temperature. The solids and liquids were separated by filtration, and the water soluble component was recovered from the liquid, then concentrated, and dried. The solid residue after water extraction was extracted with 1 L acetone for 12 h at room temperature. After concentration and drying of the extract, the acetone soluble component was obtained. Acetone soluble component seems to be a low-molecular weight lignin [37]. The residue after acetone extraction consisted of cellulose and acetone insoluble lignin (a high-molecular weight lignin). Since the sodium chlorite (NaClO2) delignification, which is used commonly in research, is effective in the removal of lignin from all types of lignocellulosic biomass [38], the sodium chlorite was used for the removal of residual lignin contained in the residue after acetone extraction. 10 g of NaClO2 was added to the suspended solution consisted of 25 g of residue after acetone extraction and 1.5 L distilled water, and gently mixed followed by the subsequent addition of 2 mL of acetic acid. The suspended mixture was heated at 80 °C for 1 h. The addition of 10 g of NaClO2 and 2 mL acetic acid was repeated 4 times with intervals of 1 h. Then the mixture was filtered using a filter paper, and the residue after NaClO2 treatment, i.e. NaClO2 insoluble component, was rinsed 5 times with 100 mL of distilled water.

Extraction and separation of cedar chips that was steam-treated for 5 min under various steam pressures and then milling-treated for 10 s
Production of Cellulose Nanofiber (CNF) from NaClO2 Insoluble Component
10 g of NaClO2 insoluble component was suspended with 1 L distilled water. After it was passed three times through the MKCCA6-2 grinder (Masuko Sangyo Co., Ltd., Japan) at 1500 rpm, CNF water slurry solution was obtained. FE-SEM analysis of CNF was carried out a Field Emission-Scanning Electron Microscope S-4700 (Hitachi Co., Ltd., Japan) operating at 1.6 kV with 8 mm working distance. For this analysis a small piece of the CNF mat was fixed on a carbon tape and sputtered with Pt (E-1020 Ion Sputter, Hitachi Co., Ltd., Japan). To measure the degree of polymerization of CNF, 250 mg of the CNF was soaked in 25 mL distilled water and mixed at a room temperature for 1 h. Next, 25 mL of copper ethylene diamine solution was added and mixed at 25 °C for 30 min. According to JIS P8215 [39], the molecular weight of CNF was measured and then the degree of polymerization of CNF was calculated because the molecular weight of CNF is the degree of polymerization of CNF × 162 [40].
Production of Polylactic Acid (PLA) and CNF Composite
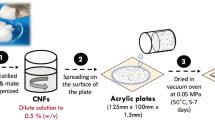
The CNF water slurry solution containing 1 g of fibers was centrifuged and replaced with t-butyl alcohol. It was placed in a vacuum defoaming stirrer (AS ONE VDS-1 N) and stirred at 150 rpm for 30 min under vacuum conditions. Next, PLA solution (Landy PL-1000, Miyoshi Oil & Fat Co., Ltd., Japan) containing 1 g of polylactic acid was added to the CNF solution. Then, under vacuum conditions, stirring was performed at 150 rpm for 1 h. After defoaming, the sample was placed in a constant temperature at 30 °C and allowed to stand until the sample was dried. Specimens were prepared using half of the completed PLA/CNF sheet. First, the sheets were cut into 10 cm × 1 cm pieces and stacked. It was fitted and fixed in the mold. After the temperature of the vacuum heating press (IMC-11FA, Imoto Machinery Co., Ltd., Japan) reached 180 °C, the pressure was set to 3 MPa for 30 min to prepare a test piece. The obtained sheet was 1.4 mm thick.
Mechanical and Thermal Characteristics of PLA/CNF Composite
The tensile modulus and strength of the sample were measured by using the AG-100kNXplus Simadzu Co. Ltd, Kyoto, Japan) at room temperature. The dimensions of the samples were 100 mm × 10 mm × 1.4 mm. The gauge length was 30 mm and a testing speed of 2 mm/min was applied for the test. For each sample, five repetitions were performed and the average of five tests was reported. In this experiment, only the untreated sample was milled for 60 s to adjust the particle size. All other samples were milled for 10 s.
The thermogravimetric (TG) curve of the sample was measured using a thermogravimetric analyzer (TG/DTA SII EXSTAR 6300, Seiko Instruments Inc., Chiba, Japan) under atmosphere of nitrogen (heating rate of 5 °C/min) using α-alumina as a primary standard.
Statistical Analysis
All experiments were carried out at least three times, each time in triplicates. Statistical analysis was evaluated using the Student’s t test. Values are displayed as means with standard deviation of the mean, *p < 0.01, **p < 0.05.
Results and Discussion
Chemical Changes in Steam-Treaded Followed by Milling‐Treated Cedar Chips
Figure 2 shows the effects of steam pressure on the ratio of volatile component, water soluble component, acetone soluble component, NaClO2 soluble component, and NaClO2 in soluble component to the dry weight of the steam-treated and milling-treated cedar chips. In this experiment, only the untreated sample was milled for 60 s to adjust the particle size. All other samples were milled for 10 s. The amounts of volatile and water soluble components increased with increasing steam pressure. It seems that they consisted of organic acids (formic acid, acetic acid, and levulinic acid), 5-hydroxymethyl furfural, furfural, mono- and/or oligosaccharides derived from the hydrolysis of lignin, cellulose, and hemicellulose contained in the cedar chips [41]. The amount of acetone soluble component increased gradually with increasing steam pressure and the ratio of acetone soluble component was 0.06 at a steam pressure of 25 atm. Suzuki et al. [42] reported that the ratio of acetone soluble component in steam-treated and milling-treated aspen was 0.125 at a steam pressure of 25 atm. Since acetone soluble component means low-molecular weight lignin, it was found that cedar (softwood) is less likely delignified compared with aspen (hardwood) because softwood have a large amount of condensed-type lignin, which is resistant to steam-hydrolysis, compared with hardwood [43]. Since the ratio of hollocellulose contained in raw cedar chips was 0.6 (this value was determined by a sulfuric acid method [35]) as shown by broken lines in this figure, it seems that below a steam pressure of 10 atm NaClO2 insoluble component had not only holocellulose but also a high-molecular weight lignin that cannot be extracted by the acetone extraction. On the other hand, since beyond a steam pressure of 15 atm the ratio of NaClO2 insoluble component was lower than 0.6, it means that NaClO2 insoluble components beyond 15 atm was almost holocellulose and they seem to be adequate raw materials of CNF production because of little lignin content.

Ratio of component to dry weight of cedar chips that was steam-treated for 5 min under various steam pressures and then milling-treated for 10 s. a untreated (milling for 60 s), b 10 atm, c 15 atm, d 20 atm, e 25 atm
FE-SEM and Degree of Polymerization of CNF Obtained from Steam-Treaded Followed by Milling-Treated Cedar Chips
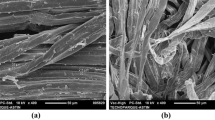
Figure 3 shows the representative FE-SEM images of CNF obtained from cedar chips that were treated under various steam pressures, i.e. (a) untreated (milling for 60 s), (b) 10 atm, (c) 15 atm, (d) 20 atm, and (e) 25 atm. In addition, Fig. 3f shows that of a commercial CNF (BiNFi-s WMa-10,002, Sugino Machine Limited Co., Ltd., Japan) as a control. This CNF seems to be produced from Kraft pulp as a raw material that is produced by a chemical pulp cooking with NaOH and Na2S. Though CNF having nano-sized fibers, i.e. 5–20 nm in width, was obtained by the grinder treatment of three times regardless of steam pressure, the fibrillation effect of cellulose fibers was enhanced with the increase of steam pressure. Compared to the commercial CNF as shown in Fig. 3f, almost similar morphological CNFs were obtained from the cedar chips that was steam-treated at 15 atm or above. As a result, it was found that the holocellulose obtained from cedar chips by an environmentally friendly method, i.e. steam treatment followed by milling treatment, can be used as a raw material for the production of CNF.

FE-SEM images of cellulose nanofibers obtained from cedar chips that was steam-treated for 5 min under various steam pressures and then milling-treated for 10 s. a untreated (milling for 60 s), b 10 atm, c 15 atm, d 20 atm, e 25 atm, f control (BiNFi-s)
Figure 4 shows the degree of polymerization of CNF obtained from cedar chips that were treated under various steam pressures. The degree of polymerization of CNF decreased monotonically from 616 to 0 atm (milling only) to 434 at 25 atm with the increase of steam pressure. It seems that a high pressure steam treatment hydrolyzed β-1,4-glucoseide bonds of cellulose and decreased its degree of polymerization. Suzuki et al. [42] reported that the degrees of polymerization of CNF obtained from steam-treated followed by milling-treated aspen and bode (hardwoods) at 25 atm for 5 min were 471 and 432, respectively. Furthermore, Suzuki et al. [33] reported that the degrees of polymerization of CNF obtained from steam-exploded cedar (softwood) under various steam pressures were 119–387. Since in this work the degrees of polymerization of CNF obtained from steam-treated followed by milling-treated cedar were 434–575, it was found that the steam treatment and milling treatment is more effective than the steam explosion for obtaining a high degree of polymerization of CNF. Furthermore, since the degree of polymerization of commercial CNF was 630 as shown in Fig. 4f, almost the same values were obtained at 10 and 15 atm. In general, the higher the degree of polymerization of CNF, the higher the reinforcing effect of the composite [44, 45], and the degree of polymerization decreases significantly above 20 atm, so steam treatment up to 15 atm is considered to be an appropriate treatment for obtaining CNF having a good reinforcing effect.

Degree of polymerization of cellulose nanofibers obtained from cedar chips that was steam-treated for 5 min under various steam pressures and then milling-treated for 10 s. a untreated (milling for 60 s), b 10 atm, c 15 atm, d 20 atm, e 25 atm, f control (BiNFi-s). *p < 0.01, **p < 0.05
Reinforcing Effect of CNF on PLA/CNF Composite
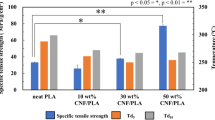
Figure 5 shows the specific tensile strength and the specific Young’s modulus of PLA/CNF composite. In this experiment the ratio of CNF weight to PLA/CNF composite weight was 50%. Though the degree of polymerization of CNF obtained at untreated and 10 atm showed a high value as shown in Fig. 4, their specific tensile strengths, i.e. 12.8 and 23.3 MPa/g/cm3, of PLA/CNF composite were lower than that of PLA only, i.e. 33.0 MPa/g/cm3. The reason for this decrease in specific tensile strength seems to be that it is difficult to mix PLA and CNF uniformly because the high molecular-weight lignin remaining in NaClO2 insoluble component, i.e. a raw material for CNF production, as shown in Fig. 2, covers the holocellulose firmly, and then a uniform PLA/CNF composite could not be prepared. When CNF obtained at 15 atm or more was added, the specific tensile strength of PLA/CNF composite increased significantly compared with that of PLA only, and when the CNF obtained at 15 atm was added, the maximum tensile strength, i.e. 58.1 MPa/g/cm3, that corresponded to 1.6 times higher than that of PLA only, i.e. 33.0 MPa/g/cm3, was obtained. This is probably because NaClO2 insoluble component obtained at 15 atm does not contain high-molecular lignin (Fig. 2) and has a high degree of polymerization (Fig. 3). In addition, since the specific tensile strength of PLA/CNF composite with a commercial CNF (BiNFi-s) was 56.2 MPa/g/cm3, it was found that the CNF obtained in this work had almost the same reinforcing effect on PLA/CNF composite. As for the specific Young’s modulus, a significant increase in the addition of CNF was confirmed, and it was found that the addition of CNF provided a PLA/CNF composite that was harder than PLA only. As a result, it was found that steam treatment followed by milling treatment is one of the excellent pretreatments for CNF preparation to increase the strength of PLA/CNF composite. Asada et al. [37] reported that the tensile strength of PLA/CNF composite containing 5%wt CNF obtained from steam-exploded white poplar were 22.0 MPa. Iwatake et al. [46] reported that the tensile strength of PLA/CNF composite containing 10%wt CNF (a commercial microfibrillated cellulose, MFC, Celish KY110G, water slurry containing 10 wt% fiber, Daicel Chemical Industries, Ltd., Japan) were 75.0 MPa. Li et al. [47] reported that the tensile strength of PLA/CNF composite containing 30%wt CNF obtained from chemical treated poplar was 53.0 MPa. Since the density of PLA/CNF composite containing 50%wt CNF obtained from bamboo treated at 15 atm for 5 min in this work was 1.34 g/cm3 (data not shown), its tensile strength corresponded to 77.8 MPa. These results suggests that the steam treatment followed by milling treatment can provide a CNF that has almost the same reinforcing effect as a commercial CNF. In this work, PLA/CNF composite containing 50%wt CNF was prepared to confirm the reinforcing effect of CNF obtained and future studies will be focused on examining the reinforcing effect of various weight ratios of CNF on the strength of PLA/CNF composite.

Mechanical properties of composites made of PLA and cellulose nanofibers obtained from cedar chips that was steam-treated for 5 min under various steam pressures and then milling-treated for 10 s. a untreated (milling for 60 s), b 10 atm, c 15 atm, d 20 atm, e 25 atm, f control (BiNFi-s). *p < 0.01, **p < 0.05
Figure 6 shows the relationship between the degree of polymerization of cellulose and the specific tensile strength of PLA/CNF composite. Since NaClO2 insoluble material (a raw material for CNF preparation) obtained from untreated bamboo and steam-treated bamboo at 10 atm contained some high-molecular weight lignin as shown in Fig. 2, the experimental results of steam-treated bamboo at 15, 20, and 25 atm were shown in this figure. The specific tensile strength increased with the increase of degree of polymerization and a correlation coefficient, r, was 0.853 (r2 = 0.728). Therefore, a strong positive correlation between A and B was confirmed. As a result, it was found that to increase a reinforcing effect of CNF, it is necessary to prepare cellulose having a high degree of polymerization.

Relationship between degree of polymerization of cellulose and specific tensile strength of composites made of PLA and cellulose nanofibers obtained from cedar chips that was steam-treated for 5 min under various steam pressures and then milling-treated for 10 s
Thermal Property of PLA/CNF Composite
Figure 7 shows the thermogravimetric (TG) curves for PLA/CNF composites. TG curves decreased slightly up to 250 °C and then significantly after 300 °C. Though the decomposition temperatures at 5% weight loss, Td5, of PLA/CNF composites were lower than that of PLA only, almost no degradation of PLA/CNF composites was not observed below 200 °C. Furthermore, Td5 of PLA/CNF composite with CNF obtained at 15 atm, i.e. 278 °C, was almost the same as that of PLA only, i.e. 287 °C. On the other hand, the char yields at 800 °C of PLA/CNF composites were slightly higher than that of PLA only. From these results, it was found that the addition of CNF can increase significantly the strength of the PLA/CNF composite, but not the thermal property.

TG curves for composites made of PLA and cellulose nanofibers obtained from cedar chips that was steam-treated for 5 min under various steam pressures and then milling-treated for 10 s
Conclusions
This study evaluated the feasibility of steam treatment followed by milling treatment for preparing CNF from softwood biomass. Steam-treated and milling-treated cedar chips were extracted and separated with water followed by acetone and then received NaClO2 treatment for obtaining NaClO2 insoluble component, i.e. a raw material of CNF preparation. The chemical composition of treated cedar chips varied significantly with the steam pressure. From FE-SEM analysis and the measurement of degree of polymerization clarified that the chemical properties of CNF obtained in this work were almost the same as those of commercial CNF. To increase a reinforcing effect of CNF on PLA/CNF composite, it was necessary to prepare CNF having a high degree of polymerization. The steam treatment at 15 atm for 5 min followed by milling treatment for 10 s was the most effective pretreatment method for obtaining CNF having a good reinforcing effect on PLA/CNF composite. However, since no improvement in thermal properties of PLA/CNF composite by the addition of CNF was not observed, this point will be a future subject.
References
Adeli, M.M., Farahat, S., Sarhaddi, F.: Parametric analysis of a zero-energy building aiming for a reduction of CO2 emissions for warm climate. Environ. Sci. Pollut. Res. 27, 34121–34134 (2020)
Ranjithkumar, M., Ravikumar, R., Sankar, M.K., Kumar, M.N., Thanabal, V.: An effective conversion of cotton waste biomass to ethanol: a critical review on pretreatment process. Waste Biomass Valoriz. 8, 57–68 (2017)
Asada, C., Doi, K., Sasaki, C., Nakamura, Y.: Efficient extraction of starch from microalgae using ultrasonic homogenizer and its conversion into ethanol by simultaneous saccharification and fermentation. Nat. Resour. 3, 175–179 (2012)
García-Velásquez, C.A., Carmona-Garcia, E., Caballero, A.S., Solarte-Toro, Martínez-Ruano, J.A., Cardona, C.A.: Fermentative production of ethanol using Pinus patula as raw material: Economic and energy assessment. Waste Biomass Valor. 11, 1777–1788 (2020)
Smichi, N., Messaoudi, Y., Gargouri, M.: Lignocellulosic biomass fractionation: Production of ethanol, lignin and carbon source for fungal culture. Waste Biomass Valor. 9, 947–956 (2018)
Asada, C., Sholahuddin, Nakamura, Y.: Chap. 9: Lignin as a Coating and Curing Agent on Biodegradable Epoxy Resins, Reactive and Functional Polymers Volume One Gutiérrez, T. J. (ed.), Springer, Switzerland, pp 195–206 (2020)
Kumar, A.K., Sharma, S.: Recent updates on different methods of pretreatment of lignocellulosic feedstocks: a review. Bioresour. Bioprocess. 4, 7 (2017)
Rabemanolontsoa, H., Saka, S.: Various pretreatments of lignocellulosics. Bioresour. Technol. 199, 83–91 (2016)
Giri, R., Sharma, R.K.: Fungal pretreatment of lignocellulosic biomass for the production of plant hormone by Pichia fermentans under submerged conditions. Bioresour. Bioprocess. 7, 30 (2020)
Wang, J., Gao, J., Brandt, K.L., Wolcott, M.P.: Energy consumption of two-stage fine grinding of Douglas-fir wood. J. Wood Sci. 64, 338–346 (2018)
Asakawa, A., Oka, T., Sasaki, C., Asada, C., Nakamura, Y.: Cholininum ionic liquid/cosolvent pretreatment for enhancing enzymatic saccharification of sugarcane bagasse. Ind. Crop. Prod. 86, 113–119 (2016)
Xu, P., Zheng, G.W., Zong, M.H., Li, N., Lou, W.Y.: Recent progress on deep eutectic solvents in biocatalysis. Bioresour. Bioprocess. 4, 34 (2017)
Asada, C., Sasaki, C., Nakamura, Y.: High concentration ethanol production from mixed softwood sawdust waste. Waste Biomass Valoriz. 10, 433–439 (2019)
Asada, C., Sasaki, C., Oka, C., Nakamura, Y.: Ethanol production from sugarcane bagasse using pressurized microwave treatment with inorganic salts and salt-tolerant yeast. Waste Biomass Valoriz. 11, 2001–2007 (2020)
Plácido, J., Capareda, S.: Ligninolytic enzymes: a biotechnological alternative for bioethanol production. Bioresour. Bioprocess. 2, 23 (2015)
Liao, J.J., Latif, N.H.A., Trache, D., Brosse, N., Hussin, M.H.: Current advancement on the isolation, characterization and application of lignin. Int. J. Biol. Macromol. 162, 985–1024 (2020)
Chen, Z., Wan, C.: Ultrafast fractionation of lignocellulosic biomass by microwave-assisted deep eutectic solvent pretreatment. Bioresour. Technol. 250, 532–537 (2018)
Chen, B.-Y., Zhao, B.-C., Li, M.-F., Sun, R.-C.: Characterization of lignins isolated with alkali from the hydrothermal or dilute-acid pretreated rapeseed straw during bioethanol production. Int. J. Biol. Macromol. 106, 885–892 (2018)
Zhou, L., Budarin, V., Fan, J., Sloan, R., Macquarrie, D.: Efficient method of lignin isolation using microwave-assisted acidolysis and characterization of the residual lignin. ACS Sustain. Chem. Eng. 5, 3768–3774 (2017)
Sun, Y.C., Liu, X.N., Wang, T.T., Xue, B.L., Sun, R.C.: Green process for extraction of lignin by the microwave-assisted ionic liquid approach: toward biomass biorefinery and lignin characterization. ACS Sustain. Chem. Eng. 7, 13062–13072 (2019)
Zhang, L., Huang, C., Xu, Y., Huang, H., Zhao, H., Wang, J., Wang, S.: Synthesis and characterization of antibacterial polylactic acid film incorporated with cinnamaldehyde inclusions for fruit packaging. Inter. J. Biol. Macromol. 164, 4547–4555 (2020)
Karimi-Avargani, M., Bazooyar, F., Biria, D., Zamani, A., Skrifvars, M.: The special effect of the Aspergillus flavus and its enzymes on biological degradation of the intact polylactic acid (PLA) and PLA-Jute composite. Polym. Degrad. Stab. 179, 109295 (2020)
Gazzotti, S., Rampazzo, R., Hakkarainen, M., Bussini, D., Ortenzi, M.A., Farina, H., Lesma, G., Silvani, A.: Cellulose nanofibrils as reinforcing agents for PLA-based nanocomposites: an in situ approach. Compos. Sci. Technol. 171, 94–102 (2019)
Hayoune, F., Chelouche, S., Trache, D., Zitouni, S., Grohens, Y.: Thermal decomposition kinetics and lifetime prediction of a PP/PLA blend supplemented with iron stearate during artificial aging. Thermochim. Acta 690, 178700 (2020)
Auras, R., Harte, B., Selke, S.: An overview of polylactides as packaging materials. Macromol. Biosci. 4, 835–864 (2004)
Li, Y., Han, C., Yu, Y., Xiao, L., Shao, Y.: Crystallization behaviors of poly (lactic acid) composites fabricated using functionalized eggshell powder and poly (ethylene glycol). Thermochim. Acta 663, 67–76 (2018)
Matta, A., Rao, R.U., Suman, K., Rambabu, V.: Preparation and characterization of biodegradable PLA/PCL polymeric blends. Procedia Mater. Sci. 6, 1266–1270 (2014)
Oksman, K., Aitomäki, Y., Mathew, A.P., Siqueira, G., Zhou, Q., Butylina, S., Tanpichai, S., Zhou, X., Hooshmand, S.: Review of the recent developments in cellulose nanocomposite processing. Composites Part A 83, 2–18 (2016)
Abe, K., Iwamoto, S., Yano, H.: Obtaining cellulose nanofibers with a uniform width of 15 nm from wood. Biomacromolecules 8, 3276–3278 (2007)
Djalal, T., Fouzi, T.A., Mehdi, D., Sherwyn, H.T., Nanang, M., Nicolas, B., Hazwan, H.M.: Nanocellulose: from fundamentals to advanced applications. Front. Chem. 8, 392 (2020)
Lizundia, E., Costa, C.M., Alves, R., Lanceros-Méndez, S.: Cellulose and its derivatives for lithium ion battery separators: a review on the processing methods and properties. Carbohydr. Polym. Technol. Appl. 1, 100001 (2020)
Beroual, M., Boumaza, L., Mehelli, O., Trache, D., Tarchoun, A.F., Khimeche, K.: Physicochemical properties and thermal stability of microcrystalline cellulose isolated from esparto grass using different delignification approaches. J. Polym. Environ. 29, 130–142 (2021)
Suzuki, A., Sasaki, C., Asada, C., Nakamura, Y.: Characterization of cellulose nanofiber from steam-exploded Japanese cedar. BioResources 12, 7628–7641 (2017)
Martin-Sampedro, R., Eugenio, M.E., Revilla, E., Martin, J.A., Villar, J.C.: Integration of kraft pulping on a forest biorefinery by the addition of a steam explosion pretreatment. BioResources 6, 513–528 (2011)
Chua, M.G.S., Wayman, M.: Characterization of autohydrolysis aspen (P. tremuloides) lignins part 1. Composition and molecular weight distribution of extracted autohydrolysis lignin. Can. J. Chem. 57, 1141–1149 (1979)
Noda, Y., Asada, C., Sasaki, C., Hashimoto, S., Nakamura, Y.: Extraction method for increasing antioxidant activity of raw garlic using steam explosion. Biochem. Eng. J. 73, 1–4 (2013)
Asada, C., Sasaki, C., Suzuki, A., Nakamura, Y.: Total biorefinery process of lignocellulosic waste using steam explosion followed by water and acetone extractions. Waste Biomass Valoriz. 9, 2423–2432 (2018)
Geng, W., Venditti, R.A., Pawlak, J.J., Chang, H.-M.: Effect of delignification on hemicellulose extraction from switchgrass, poplar, and pine and its effect on enzymatic convertibility of cellulose-rich residues. Bioresources 13, 4946–4963 (2018)
JIS P8215: Cellulose in dilute solutions—Determination of limiting viscosity number—Method in Cupri-Ethylene-Diamine (CED) solution, Japanese Industrial Standards, Tokyo, Japan (1998)
Ryu, D.D., Lee, S., Tassinari, T., Macy, C.: Effect of compression milling on cellulose structure and on enzymatic hydrolysis kinetics. Biotechnol. Bioeng. 24, 1047–1067 (1982)
Palmqvist, E., Hahn-Hagerdal, B.: Fermentation of lignocellulosic hydrolysates. II: Inhibitors and mechanisms of inhibition. Bioresour. Technol. 74, 25–33 (2000)
Suzuki, A., Sasaki, C., Asada, C., Nakamura, Y.: Production of cellulose nanofibers from Aspen and Bode chopsticks using a high temperature and high pressure steam treatment with milling. Carbohydr. Polym. 194, 303–310 (2018)
Asada, C., Sasaki, C., Hirano, T., Nakamura, Y.: Chemical characteristics and enzymatic saccharification of lignocellulosic biomass treated using high-temperature saturated steam: comparison of softwood and hardwood. Bioresour. Technol. 182, 245–250 (2015)
Kim, Su-J., Jang, J.: Effect of degree of polymerizationon the mechanical properties of regenerated cellulose fibers using synthesized 1 allyl-3-methylimidazolium chloride. Fibers Polym. 14, 909–914 (2013)
Fang, Z., Li, B., Liu, Y., Zhu, J., Li, G., Hou, G., Zhou, J., Qiu, X.: Critical role of degree of polymerization of cellulose in super-strong nanocellulose films. Matter 2, 1000–1014 (2020)
Iwatake, A., Nogi, M., Yano, H.: Cellulose nanofiber-reinforced Polylactic acid. Compos. Sci. Technol. 68, 2103–2106 (2008)
Li, J., Li, J., Feng, D., Zhao, J., Sun, J., Li, D.: Comparative study on properties of Polylactic acid nanocomposites with cellulose and chitin nanofibers extracted from different raw materials. J. Nanometer. 7193263, 11 (2017)
Acknowledgements
The authors gratefully acknowledge the financial supports provided by a Grant-in-Aid for Young Scientists (A) (Grant No. 17H04717) and a Grant-in-Aid for Scientific Research (A) (Grant No. 20H00664) from the Ministry of Education, Culture, Sports, Science, and Technology of Japan.
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher’s Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Asada, C., Seno, M. & Nakamura, Y. Preparation of Biopolymer Composite Using Cedar‐Derived Cellulose Nanofibers. Waste Biomass Valor 12, 6245–6254 (2021). https://doi.org/10.1007/s12649-021-01436-8
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s12649-021-01436-8