
Abstract
Due to their light weight, high specific strength, and low cost, polymer composite (PC) materials are used in a variety of industrial and home applications. An appropriate nanofiller can be used to improve the different performances of polymer composites. The present study gives an insight into the use of nanofillers in polymer composites, and their influence on the performance of polymer composites is summarized. The broad classification of processing routes of nanofiller and nanofiller-based polymer composites is also presented. As we are moving towards a greener society, the biodegradability of the polymer composites and their suitability along with the life cycle stages of PCs are also highlighted. Although nanofillers significantly improve the overall performance of biocomposites, excessive use of nanofillers is not recommended. The nanotoxicity associated with excessive use of nanofillers is addressed, and the emerging applications of nanofiller-based biocomposites are also discussed.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
1 Introduction
Synthetic fiber–based reinforced composites have been used in various industries like automobile, aerospace, construction work, and medical field. This is mainly because of their unique properties and their multifunctionality. But these composites are non-biodegradable and are harmful to the environment, so to overcome this concern, biopolymers were used instead of synthetic fiber to reinforce the composite. Using biopolymer made the composite partially biodegradable. But a problem arises when the biopolymers are used in composites. The biopolymers which are used are hydrophilic, while the matrix material is usually hydrophobic; this leads to weak interfacial adhesion between these two components which further leads to poor properties of the composite. To overcome this problem, nanofillers are used in the composite. These nanofillers improve the interfacial adhesion between these components and are also shown to improve the properties of the composites. It has been seen that using nanofillers improves the mechanical properties, thermal properties, electrical properties, water absorbing ability, etc. of the composite. Using nanofillers in the composite helps in promoting the usage of biopolymers to reinforce the composite instead of synthetic fibers. This leads to the usage of non-toxic material in the interior of automobile bodies which will lead to a reduction in the emission of toxic gases from the synthetic components of the interior of the vehicle when the body is heated up. It usually occurs when the vehicle is left standing in the sunlight for long hours. It will also increase the strength of the components of the automobile and also reduce their weight as plant fiber is lighter than synthetic fiber leading to better fuel economy and also reducing the pollution caused by the vehicle.
A lot of research has been conducted in the last decade on various fields related to polymer nanocomposites, and similarly, a lot of research is going on regarding improving the properties of biocomposites by adding nanofillers in it and also finding places where they can be used. Lizundia et al. [1] studied the lignin-based nanocomposites and nanohybrids. Authors evaluated the polymer composite made of lignin with polysaccharide-biobased blend (like lignin/cellulose, lignin/starch), lignin protein–biobased blend (like lignin/plant protein, lignin/animal protein), lignin and synthetic biopolymers, lignin as fillers in natural matrices, and lignin as fillers in biobased synthetic matrices. Authors found that in polymer composite made of lignin and polysaccharide-biobased blend, it increased the adsorption capacity of composite for dyes and organic pollutants; it also increased the thermal stability and thermal insulation and also provided mechanical reinforcement to the composite. But when lignin was mixed with synthetic biopolymers, the properties were poor. Authors also found that lignin can be used to improve the mechanical and thermal properties of natural rubber matrices. The authors concluded that lignin-based polymer nanocomposites can be used for flame retardancy, food packaging, plant protection, energy storage applications, and biomedical applications. Liu et al. [2] studied the ways to produce lightweight high-performance carbon–polymer nanocomposites for electromagnetic interference shielding. The authors developed three strategies: The first was to use carbon foam with polymer backfilling which produced carbon–polymer composite with excellent mechanical and electromagnetic interference (EMI), the second strategy was to use hybrid fillers to use more than one type of carbon nanofillers to form the composite, and the last strategy was to form a segregated structure with conductive filler-encapsulated polymer. They found that lightweight carbon–polymer composites with suitable pore size and pore structure can provide good internal reflections and overall absorption, hence providing good electromagnetic shielding.
Idumah and Obele [3] studied the influence of the interfacial characteristics of polymer nanocomposites on their properties. The authors found out that the main parameter influencing the overall performance of the polymer nanocomposites was the level of interaction between the nanoreinforcement and the polymer matrix. Agglomeration of these components leads to a reduction in the size of the interface and limits the stress transfer on the material, hence affecting its mechanical properties. Amari et al. [4] highlighted a review article about the preparation and utilization of clay nanocomposites for pollutant removal. Authors found out that the clay polymer nanocomposites have better-adsorbing capabilities for water/wastewater treatment. It can absorb bacteria, metals, phenols, tannic acid, pesticides, dyes, etc. It also provides the advantage of being cheap, easy to synthesize, eco-friendly, high capacity, etc. The results shown for cleaning water/wastewater were very promising. Various researchers have studied the effect of nanofillers on the properties of polymer composites. Kim et al. [5] have studied the fire retarding abilities of nanofillers. Authors have studied different flame retardants which can be used to control the flame diffusion rate or to prevent any further ignition of the components. The authors have categorized the flame retardants as reactive flame retardants and additive flame retardants. In the case of additive flame retardants, they are physically mixed with the polymer composite at the time of manufacturing; they do not chemically react with the polymer composite materials. The reactive flame retardants chemically react with the polymer composite and are attached either to the end or side of the polymer chain. The flame retardants studied in the paper were single-walled carbon nanotube, multiwalled carbon nanotube, graphene, graphitic carbon nitrides, nanoparticulate magnesium hydroxide, MoS2@TiO2 nanohybrids, nanoparticulate zeolitic imidazolate framework-8, modified Sb2O3 nanoparticles, and MXenes. It was found that to enhance fire-retarding capabilities, the dispersion of nanofillers must be controlled. It was also found that the formation of a continuous protective layer consisting of a network of nanoparticles is a key flame-retardant process for nanofillers.
In addition to the above finding, some researches in the addition of nanofiller in biocomposites have also been done. Lin et al. [6] incorporated two nanofillers which were cellulose whiskers and starch nanocrystals into the aliphatic polyester to produce biodegradable poly(butylene succinate)/nanocrystals biocomposites. Both of the nanocrystals used contains polysaccharide. On the addition of nanocrystals into the composite, a percolated network was formed due to the nucleation of the nanocrystals which led to improvement in the crystallinity and the thermal properties of the composite. The nanocrystals were also found to improve the young’s modulus and elongation at break of the composites. Salaberria et al. [7] studied the properties of biocomposite made of starch and containing chitin nanocrystal and nanofiber in the form of nanofillers. The nanocomposite was made by melt-mixing method. On the addition of nanofillers and dispersing them uniformly across the matrix, a strong hydrogen bonding interaction take place between the filler and the matrix which in turn improves the thermal stability, storage modulus, and mechanical properties of the composite. Xie et al. [8] did a review article on the usage of different nanofillers in biocomposites made of starch. The authors found that among different nanofillers, phyllosilicates like MMT have been more commonly used with starch because of their easy availability, low cost, and high aspect ratio. After this, the second most common nanofillers were polysaccharide based because of their similarity in structure to starch and their natural origin which makes their availability wider. It was found that with the addition of nanofiller, the properties of the starch-based biocomposites are shown to improve considerably. Hence, various researchers have studied the properties of the polymer nanocomposites. The basic constituents of the polymer composites are shown in Fig. 1.

Basic constituents of polymer nanocomposites
In addition to the abovementioned details, it has been found that the usage of polymer composites and their effect on the environment are governed by three major factors which are as follows: biodegradability, nanotoxicity, and sustainability. In order to attain a greener society, it is important that the nanocomposites produced are also harmless to the environment which can be attained by making it biodegradable or by reducing its nanotoxicity and increasing its sustainability. Usage of natural materials such as matrix, reinforcement, and nanofillers for composite has shown to make the nanocomposite itself degradable, but it also presents further problems. The addition of nanofillers in the composite can relate to causing nanotoxicity in various organisms when inhaled or ingested into their bodies through different means. Similarly, certain nanofillers having antimicrobial properties may retard the growth of decomposing microbes on the surface of composite which may reduce its biodegradability. Hence, all these factors must be taken into consideration.
The present work focuses on the advancements made in the field of polymer nanocomposites. The mechanical properties of the polymer nanocomposites have been reviewed. And the potential application of these nanocomposites including automobile components has been analyzed while considering their mechanical properties, flexural properties, tribological properties, impact strength, etc. The different factors which affect the usage of nanocomposites like biodegradability, sustainability, and nanotoxicity and the limitations of using nanofillers in polymer composites along with their emerging applications are also discussed.
2 Nanofillers: types and their processing routes
Nanofillers are receiving a great deal of attention nowadays due to their unique properties. When polymer composites are made, it requires adhesion between the two components of the composite; otherwise, the properties of the composite would be worse than its base constituents. Sometimes, the components used in making the polymer composites do not have proper adhesion between them; so to overcome this, problem nanofillers are used. This nanofillers help in modifying the compatibility between the two components of the polymer composite and help in providing proper adhesion between them. In addition to this, the addition of nanofillers is also known to provide extra enhancement in certain properties of the polymer composites like flame retardancy, mechanical properties, thermal properties, and electrical properties. The enhancement in properties of the polymer composite depends on the type of nanofiller added into the composite, their compatibility with the constituents of the polymer composites, and also, how well they were dispersed within the blend. When these nanofillers are added to the polymer composite, the resulting composites are usually called polymer nanocomposites. These polymer nanocomposites have a wide range of applications because of their unique properties and better suitability for the job due to the addition of the nanofillers. The broad classification of nanofillers is shown in Fig. 2.

Types of nanofillers
They are used in fields like automobiles, aerospace, injection molded products, coatings, adhesives, fire-retardants, packaging materials, microelectronic packaging, optical integrated circuits, drug delivery, sensors, membranes, medical devices, and consumer goods. The effect of nanofillers on polymer composites is highlighted in Fig. 3. Figure 3 describes the various effects that the nanofillers have on the polymer composite. Adding nanofiller in the composite is found to improve the properties of the composite. The properties which are most commonly enhanced are shown in the figure. Another effect of addition of nanofiller is nanotoxicity. The various ways of causing nanotoxicity are shown in the figure. In cytotoxicity, the cell of the organism is affected by the nanomaterials; in genotoxicity, the DNA of the organism is affected by the nanoparticles; and in oxidative stress, the oxygen reactive species in the body increases beyond a certain limit which leads to damage to DNA and tissues which is very difficult to heal. Nanofillers are also found to impart self-healing properties to the composite. These self-healing properties are activated in two ways either by some internal/intrinsic sources or by extrinsic/external sources. These sources of activation are shown in the figure.

Effect of nanofillers on polymer composites
A lot of research has been going on to study how different nanofillers affect the properties of different polymer composites. Vinay et al. [9] studied the mechanical and tribological properties of Al2O3 nanofiller in basalt/epoxy composite. The composite laminates were prepared using the hand layup technique. Authors found that when using Al2O3 as filler in the composite, the tensile strength of the composite decreased, and the flexural strength of the composite increased by 31% for 0.4 wt% of nanofiller when compared to unfilled composite. The wear rate for the composite with 2.4 wt% nanofiller was found to be 40% less than the unfilled composite. The hardness also increased by 23% for 2.4 wt% of nanofiller. The impact strength also increased by 36% for 1.2 wt% of the nanofiller added to the composite. Thus, the overall mechanical and tribological properties of the composite were found to be improved after the addition of Al2O3 nanofiller.
The overall mechanism of interaction of nanofillers in polymer composites is illustrated in Fig. 4. Figure 4 shows that in the absence of nanofillers, the polymers and matrix have different properties which make the interfacial adhesion between the two components weak. But with the addition of different nanofillers into the composite, the fillers act as connecting link between the two components, hence improving the interfacial adhesion between the components and improving the properties of the components also.

Mechanism of interaction of nanofillers in polymer composites
Cazan et al. [10] have published a review on the effect of titanium dioxide filler on the mechanical properties of polymer nanocomposites. The authors focused on the effect of composition parameters and technological parameters on the mechanical strength of polymer nanocomposites. After the review, the authors concluded that the major factor affecting the mechanical properties of the polymer nanocomposite was the interfacial connection formed between the filler and the composite. It was also found that the addition of TiO2 as nanofillers in the polymer composite led to improvement in mechanical properties which are the tensile modulus, tensile strength, toughness and fracture toughness, fracture energies, flexural modulus, flexural strength, elongation at break, fatigue crack propagation resistance, abrasion, pull-off strength, and fracture surface properties. Alizadeh-Sani et al. [11] studied the characterization of polymer nanocomposite made when whey protein biopolymer was loaded with TiO2 nanoparticles, cellulose nanofibers, and rosemary essential oils. The authors found that by mixing both titanium dioxide and rosemary essential oil into the whey protein/cellulose nanofiber composite, the resultant nanocomposite had good antioxidant and antimicrobial properties. It also showed good mechanical properties and good morphological features.
Roy et al. [12] studied the effects of the incorporation of melanin nanoparticles into the cellulose fiber reinforced composite films. Authors found out that after the addition of melanin in cellulose-based composite, the transparency of the composite went down by 26% and the UV shielding increased by 44%. In addition to it, there was a significant rise in the tensile strength, young’s modulus, and the elongation at the break of the composite. The thermal stability of the composite was not affected by the melanin nanoparticles. But it helped in increasing the antioxidant activity of the cellulose composite. Furthermore, the water vapor barrier property and the surface hydrophobicity of the composite were also increased with the addition of the nanofillers, hence making the nanocomposite suitable for food packaging industries. Ponnamma et al. [13] studied the effect of nickel ferrite (NiFe2O4) nanoparticles electrospun in poly(vinylidene fluoride-co-hexafluoropropylene) (PVDF-HFP) and their potential application for energy harvesting. The authors mixed the nanofiller in three different concentrations of 1, 2, and 3 wt%. It was found that by the addition of the NiFe2O4 nanoparticle into the composite, the piezoelectric output voltage of the composite increased by 21%, while it is dielectric, constant increased by 15%. It also increased the magnetization and the polarization effect of the polymer. Saberi et al. [14] studied the effect of graphene oxide (GO)–Cu nanofillers on the mechanical and antimicrobial properties of Mg–Zn composites. Authors discovered that by adding GO–Cu, the compressive strength and the microhardness of the composite also increased. In addition to this, the antibacterial properties of the composite also increased after the addition of the nanofillers.
Zambrzycki et al. [15] studied the effect of the addition of secondary carbon nanofillers on the conductive polymer composite based on epoxy resin and graphite. Graphene nanoplatelets were chosen as the nanofillers for the study. Authors tested the mechanical, electrical, and thermal properties of the nanocomposite and compared it with the guidelines for the conductive polymer composites laid down by the US Department of Energy (DOE) and found that by the addition of 4% of graphene nanoplatelets, the electroconductivity of the nanocomposite was 2.6 times more than the requirement laid out by DOE; similarly, thermal conductivity was 4 times more than the requirement of DOE, flexural strength was 1.6 times more than the requirement of DOE, and the thermal stability was also found to be high. It was found that these improvements were because of the high packing density of the fillers and also an effect of the high conductivity of graphene nanoplatelets. From these research papers, it was found that among the nanofillers which were being commonly used for the study, they can be categorized as synthetic and natural nanofillers.
2.1 Synthetic nanofillers
These nanofillers are artificially produced by humans and are not directly obtainable from nature. They are produced using chemical and mechanical methods. These nanofillers have been extensively used in various applications to increase the properties of polymer composites. A drawback with these materials is that they are biodegradable but take a long time, unlike natural fillers. These fillers are also known to cause nanotoxicity which leads to various problems in the brain, lungs, etc. and is harmful to human health [16]. These nanofillers can be further differentiated based on their constituents into nanoclays, metal oxides, carbon nanofillers, metallic particles, and other materials. Some examples of synthetic nanofiller are layered silicates, nanoclay, TiO2, Al2O3, silver nanoparticles, carbon nanotubes, graphene, graphite, etc.
Dal Pont et al. [17] used aminosilane-modified synthetic lamellar nanofillers in styrene–butadiene rubber–based polymer composite and studied the change in properties. After the addition of the nanofillers, there were improvement in the mechanical properties of the composite, but the gas permeability coefficient of the composite remained the same, thus producing a unique component with such mechanical and gas permeability properties. It was also found that addition of further nanofiller reduced the gas permeability by a factor of 2 for every 9 wt% of the nanofillers added. Yousfi et al. [18] studied the effect of synthetic talc as nanofiller in polypropylene and polyamide 6 systems. The author found that on addition of talc in polypropylene systems, it improved the elastic modulus and the thermal stability of the matrix. While in polyamide 6 systems, the addition of talc was found to affect the mechanical properties of the composite based on its distribution or dispersion on the surface of the matrix.
2.2 Natural nanofillers
These nanofillers are made by modifying or processing the compounds found naturally from natural sources like trees, animals, and algae. They are produced by extracting the required component from the source and then treating it further to make it useful as nanofillers. These materials unlike synthetic fibers are easily biodegradable; hence, they possess less threat to the environment. And unlike synthetic nanofillers, they are not known to cause nanotoxicity. Some typical examples of natural fillers are natural fibers (like sisal, cellulose, flax, hemp) and natural clay [16].
Koshani et al. [19] studied the application of modified hair-like cellulose nanocrystals for food packaging applications. The authors were able to produce photobactericidal cellulose nanocrystals using Rose Bengal photosensitizer. The photobactericidal nanofiller was found to kill some of the most common food bacteria, easily making it suitable for usage in food packaging applications.
2.3 Processing routes of nanofillers
For the production of polymer nanocomposite, it is necessary to first create nanofillers which needs to be used as fillers in polymer composite to convert them into polymer nanocomposites. Creation of nanofillers can be done using different ways, most of which consists of converting bigger size fragments of filler materials into smaller nanoparticles using different techniques so as to use them as nanofillers. The following methods are used to synthesize nanofillers.
2.3.1 Hydrothermal synthesis
It is one of the most commonly used methods to produce nanoparticles. It is a solution reaction-based approach. In it, a solution of the precursor and water is heated in a stainless-steel autoclave vessel to an elevated temperature above 100 °C. Due to the rise in the temperature, the pressure inside the vessel also tends to increase. The combined effect of both the high temperature and high pressure leads to the production of highly crystalline materials. These crystalline components are highly pure as the precursors used are supposed to be free from impurities. Further in this method, the morphology of the produced material can be manipulated by varying the pressure according to the vapor pressure of the constituents. This method can also be used to produce nanomaterials which are otherwise unstable at high temperatures. Using this method, oxides, silicates, nanoclays, etc. can be produced [20].
2.3.2 Sol–gel synthesis
Sol–gel method is a wet chemical method used for producing nanoparticles and is more commonly used for production of metal oxide nanoparticles. It is one of the conventional methods used for production of nanoparticles and is also used commonly in industries. In addition to metal oxides, it can also be used to produce ceramics. The first step in sol–gel process is mixing the precursor with alcohol or water depending on its solubility in the solvent. Then, the solution is converted into gel by heating and stirring by hydrolysis or alcoholysis depending on the solvent used. This removes the solvent from the gel, but the gel is still damp or wet, so it is then dried. The method used for drying depends on the properties and application of the nanoparticles to be produced. It is beneficial in producing nanoparticles having a different composition. The advantages of using sol–gel synthesis for the production of nanoparticles are as follows: Low temperature is used for synthesis hence nanoparticles which decompose or deteriorate at a high temperature can be produced by this method, the nanoparticles produced by this method have high purity, it has high production efficiency, it is useful in producing optical components, it is useful in producing composite oxides, and the final product can be utilized in unique forms like fibers, aerogel, and surface coatings. The disadvantage of this method is that during drying, crack formation may take place which may deteriorate the properties of the product [21].
Pomogailo [22] studied about sol–gel synthesis for hybrid nanocomposites. The author found sol–gel synthesis to be suitable for mixing organic materials with inorganic materials for the fabrication of hybrid nanocomposites. It is able to incorporate various organic, inorganic modifiers, large molecules, and even metallic nanoparticles of varying sizes. It is possible because the materials can be easily encapsulated in the starting stages of the sol–gel synthesis process.
2.3.3 Chemical vapor deposition
Chemical vapor deposition is a chemical deposition method used to prepare solid materials of high performance and high quality. It is conducted mostly in a vacuum. It involves a chemical reaction which takes place when the particle commonly metallic oxides or halides are in vapor form. This chemical reaction takes place between the vapor precursor and the gases which leads to the production of non-volatile solid particles which is deposited. This method is very versatile and can be used to produce coatings, powder, fibers, etc. [23]
2.3.4 Microwave synthesis
It has been widely used in synthetic organic chemistry for production of a wide variety of materials. It is used for production of extremely high quality of nanoparticles. It is a one-pot synthesis method in which the nanoparticle is produced by microwave heating of the precursor dissolved in a solvent. In it, the precursor is usually dissolved in solvent like methanol and ethanol or in water. In this method, nanoparticles of diverse sizes and different morphology can be produced by varying various parameters like precursor used, concentration of the precursor used, solvent used, or the parameters of the instrument like power, pressure, and temperature. This method can be used to produce nanoparticles having monometallic or bimetallic nanostructures. It is also used to produce carbon-based nanostructure like graphene and carbon nanotubes. Advantages of using this method are that the source of heating is efficient which leads to high reaction rate which further leads to faster synthesis of the nanoparticles; by varying the parameters, the size and shape of the nanostructure can be controlled; materials can be selectively heated based on their reaction to the microwave; and in it, the components are more uniformly heated, etc. It also has some disadvantages which are as follows: It cannot be currently reproduced at a large scale for industrial production of nanoparticles, the application of this method is limited as only some materials absorb microwaves, and there is also health-related concern as long exposure to microwave can be harmful for human health, etc. [24].
Bogdal et al. [25] did a review article about the production of polymer nanocomposites under microwave irradiation. Microwave synthesis helps in preventing unnecessary heat build-up during certain thermal stages in the production of nanofiller by keeping the temperature within the limits, thus preventing any thermal damage to the nanofiller. If done properly, the microwave synthesis can be used to make fillers quite easily, but if not done properly, the product is always bad.
2.3.5 Ball milling process
Ball milling process is a mechanical method which is used to process materials into much finer materials using mechanical forces. It is widely used in research purposes for production of nanocomposites and nanoparticles. The balls used for grinding are made of materials with high hardness like iron, hardened steel, silicon carbide, or tungsten carbide depending on the requirement. In it, localized high-pressure areas are generated by movement of small rigid balls in a closed container. The powder of the materials which is to be crushed is put in the container and the machine is turned on. The collision of the balls inside the container leads to production of high shear or compressive stress which leads to further breakdown of the powder into much finer powder and nanoparticles. The advantages of using this method are that it is cost-effective as much complicated machines are not required for this process; it has good scalability; as low-cost machines are used, it can be used on an industrial scale; it is a straightforward process; the size of the nanoparticle can be controlled by the speed of the ball rotation; etc. Disadvantages of this process are that the shape of the nanoparticles produces by this method is irregular and cannot be controlled, contaminants from the ball or milling process can contaminate the nanoparticles produced, and the crystal nanoparticles produced by this method can have crystal defects in it which may affect their properties [26].
Gorrasi and Sorrentino [27] studied the mechanical milling process as a source of producing structural and functional bionanocomposites. The authors have found that in the case of materials which are susceptible to high temperature or are chemically reactive, the materials can be crushed by using milling process. It does not require any chemicals and can also be used for coating certain inorganic substances.
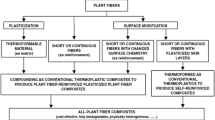
3 Processing of polymer composites using different nanofillers
Polymer composite needs to be properly blended, or it can be said that the nanofillers needs to be properly dispersed in the polymer matrix of the polymer composite for it to function properly and to improve the properties of the polymer composite. If the dispersion of the nanofillers in the composite is not done properly, then the effect of adding nanofillers in the composite can be adverse, and it may instead degrade the properties of the polymer composite. These methods are used to produce nanocomposite by mixing the composite materials and the nanofillers. The nanofillers unlike normal mixtures cannot be simply added to the composite by using force as it will lead to improper bonding or adhesion between the matrix materials and the nanofillers which will further lead to poor properties of the nanocomposites. Hence, specialized techniques are required to mix the nanofillers into the composite so that it gets dispersed properly and provides the desired properties and results needed. A wide range of processing routes is illustrated in Fig. 5.

Processing routes for Nanofillers-based polymer composites
Now, the various processing techniques by which nanofillers are blended into the polymer matrix are highlighted below.
3.1 Melt intercalation
Melt intercalation is an environment friendly nanocomposite preparation method. It can use all types of polymers and is also capable of being used for production in industries. It can also be used along with industrial processes like extruding and molding. In this process, the nanofillers are diffused into a molten viscous polymer solution at high temperatures. The process of melt intercalation has been divided into four steps: First is breaking of the initial agglomerates by the polymer, then infiltration of polymer chain into the initial agglomerate to weaken them, dispersion of agglomerate by rupture or erosion, and then finally distribution of nanofillers into the matrix. The advantage of this method is that it is environment friendly and is cost-effective. The disadvantage of this method is that the dispersion of nanofiller at higher concentrations is not proper. Gabriel et al. [28] did a review article on the effect of melt intercalation to make bioplastics and their effect on the tensile strength and elongation at breaking of the composite. They reviewed various papers regarding bioplastics made from different plasticizers and with or without fillers. The review showed that among the plasticizer used, glycerol was the best plasticizer which increased the tensile strength and the elongation of the bioplastics the most. It was also found that by adding fillers like ZnO, chitosan, and clay, the properties of the bioplastics were adversely affected.
3.2 Solution intercalation
In solution intercalation, the driving force for the reaction is the desorption of the solvent. The solution intercalation process can be subdivided into smaller steps which are as follows: dispersion of nanoparticles into a solution by constant mixing, mixing of the nanoparticle solution and the polymer solution by proper mixing and stirring, and finally, the nanocomposite crystal is precipitated from the solution by evaporating the solvent. Most commonly, carbon nanotubes and related nanocomposites are prepared using this method. Lawchoochaisakul et al. [29] studied about the use of cation starch intercalated montmorillonite nanocomposites as adsorbent for dye removal and its use in water purification. Authors developed nanocomposites of cationic starch–intercalated montmorillonite (Mt-CST) using solution intercalation technique. The mass ratio of Mt-CST to the cationic group were varied to study their effect on the adsorption of dye. It was found that with increasing mass ratio of T-CST, the adsorbing property of the dye also increased. The reason for increased adsorption was found to be that the CST increased the size of interlayer spacing among the Mt particles which led to availability of more space for adsorption.
Xavier [30] studied about the corrosion protection effect of polydopamine-intercalated CeO2/polyurethane nanocomposite coating on steel. The environment that was created for corrosion testing utilized a 3.5% solution of NaCl. Various compositions of coating like polyurethane only (PU), polyurethane–polydopamine coating (PU-Pda), polyurethane-CeO2 coating (PU-CeO2), and polydopamine-intercalated CeO2/polyurethane (PU-Pda/CeO2) coatings were analyzed in the study. The author found that PU-Pda/CeO2 nanocomposite coating provided the best corrosion resistant coating for the steel. After the analysis, it was found that the PU-Pda/CeO2 coating provided corrosion resistance even after being immersed in 3.5% NaCl solution after 60 days. It was found that Pda/CeO2 addition in the nanocomposite led to improvement in its interfacial adhesion and mechanical properties which led to strengthening of the coating; hence, it improved the performance of the coating.
3.3 In situ polymerization
It is the process of grafting the nanofillers itself on the surface of the polymer matrix. This technique is advantageous as it can be used for both thermoset and thermoplastic. Using this method leads to well-dispersed nanofillers particle across the matrix, and the intercalation of the filler is also good. Kalotra and Mehta [31] studied about the synthesis of polyaniline/clay montmorillonite nanocomposite and its potential application in removal acid green 25 dye for wastewater treatment. The authors utilized HCl as the catalyst and ammonium persulfate as the oxidizing agent for the in situ polymerization technique. During the in situ polymerization technique, the ratio of oxidant to the monomer was kept at 1:1 and the process was performed at two different temperatures which were 0 °C and 20 °C. It was found that complete removal of the dye from the sample took place in around 30 min, and on increasing the temperature, the time taken decreased. The nanocomposite removed dye faster than just montmorillonite.
4 Nanofillers: influence on properties of polymer composites
The polymer composites formed usually have good mechanical properties, thermal properties, electrical properties, etc. But sometimes, when a certain matrix and reinforcements are combined together to form a polymer composite, some of the properties of the obtained polymer composite may not be satisfactory or it may have some other problems like poor interfacial adhesion, poor wettability, moisture absorbing nature, and poor fire retardancy, which may hamper the use of the specific polymer composite under the required working conditions. So, to overcome these problems and make the polymer composite fit for use under the required conditions, nanofillers are added into it. These nanofillers are used as an added filler in addition to the polymer matrix and reinforcement and are dispersed into the polymer composite matrix and gets bonded with their constituent component. These nanofillers then provide these polymer composites with countless benefits like increasing their wettability, providing them fire retarding ability, and providing proper adhesion between their surfaces, which help them to function under certain required conditions more satisfactorily. Addition of these nanofillers into the polymer composite gives them a new shape, and they are called polymer nanocomposites. It is found that by addition of nanofillers in a polymer composite, it affects the surface properties of the fiber reinforcement like its smoothness, roughness, and wettability of the fiber with the polymer resin. Addition of these nanofillers also affect the debonding of the fiber reinforcements form the matrix and their interfacial adhesion. These changes in the properties of the constituents and the interaction between them by the addition of nanofillers lead to improvement in the overall strength of the polymer nanocomposites when compared to the original polymer composite. Though, not all nanofillers go along with the any matrix or fiber reinforcement of the polymer composite. Hence, when mixing the nanofillers into the polymer composite, their interaction with the matrix and fibers should be known; otherwise, the properties of the composite may deteriorate after the addition of nanofillers.
4.1 Mechanical and tribological properties
It is found that the mechanical property of the composite tends to improve when the nanofillers are added into it. The key parameters evaluated for studying the mechanical properties of a polymer composite are tensile strength, flexural strength, impact strength, tribological properties, and the percentage of elongation at break. Some study says that the increase in the mechanical properties of the polymer nanocomposites is due to the fact that by addition of nanoparticles, some of the stress applied on the polymer composite is transferred to the nanoparticle which helps the composite to absorb more stress than before. Some study says that the hydrogen and the covalent bond present in the matrix and the nanoparticles creates bond between them which leads to increase in their properties, while some study says that the nanoparticles fill the intermolecular gaps present between the composite materials which leads to stronger intermolecular attraction giving rise to better mechanical properties. Vinay et al. [9] studied about the effect of Al2O3 nanofiller on basalt/epoxy composite and found that the addition of nanofiller not only led to improvement in wear rate, flexural strength, and impact strength of the composite, but it also decreased the tensile strength of the component. Uflyand et al. [32] studied about the mechanical and tribological properties of the polymer composite made from Al65Cu22Fe13 quasicrystal nanofiller and low-density polyethylene. The authors found that after the addition of the nanofiller, the antiwear properties of the nanocomposite were found to be 57% more than pure matrix. The addition of nanofiller also improved the modulus of elasticity and the tensile strength of the nanocomposite.
4.2 Thermal properties
It has been seen that the addition of certain nanofillers into the polymer composite leads to improvement in the thermal stability, thermal conductivity, and decomposition temperature of the polymer composite. The major reason for the improvement was found out to be the improved interfacial adhesion between the constituents of the composite. Though according to different studies, varied reasons are found. Meneghetti and Qutubuddin [33] studied about the synthesis, thermal properties, and applications of polymer–clay nanocomposites. The clay used was montmorillonite clay, while matrix used was poly(methyl methacrylate). It was found that after the addition of clay nanofiller, the glass transition temperature of the nanocomposite increased by 18 °C. In addition to this, there was also an increase in the decomposition temperature of the nanocomposite. Islam et al. [34] studied about the impact of nanoclay on thermal properties of nanocomposite made from wood polymer. The authors found that the addition of nanofiller leads to improvement in storage modulus, glass transition temperature, and dynamic modulus of elasticity of the nanocomposite.
4.3 Flame retardant ability
Nanoclay nanofillers are said to provide a good fire resistance ability to the polymer composite; this is because when nanoclay are used, it forms a superficial layer of clay on the surface of the composite which leads to reduction in transfer of volatile gas and also limits the diffusion of oxygen into the composite for further combustion. Higginbotham et al. [35] developed a polymer nanocomposite using graphite oxide nanofiller and polycarbonate, acrylonitrile butadiene styrene, and high-impact polystyrene as matrix. After the addition of nanofiller, the flammability of the nanocomposite reduced. The main cause of flame retarding ability of the nanocomposite is due to formation of continuous, protective layer of char which forms over the nanocomposite and provides heat-shielding effect to the nanocomposite, making it less flammable. Wang et al. [36] studied about the preparation and characterization of flame-retardant acrylonitrile butadiene styrene(ABS)/montmorillonite(MMT) nanocomposite. Conventional fire retardants like decabromodiphenyl oxide (DO) and antimony oxide (AO) were added first only to the matrix and then to matrix containing the nanofiller. The studies showed that the flame-retardant capacity of the composite improved after the addition of the nanofiller. After the addition of nanofiller, the peak heat release rate of the nanocomposite was 33% lower than ABS–DO–AO composite.
4.4 Magnetic properties
It has been found that some of the nanofillers which are used like ferrite and CoFe2O4 have superparamagnetic properties in them. When these nanoparticles are added to non-magnetic matrix material, the arrangement of their poles, the dispersion of these nanoparticles in the composite material, and their collective behavior give rise to the magnetic properties and the shielding effect of the polymer composite. Novakova et al. [37] studied about the magnetic properties of oxidized magnetite nanofiller in polyvinyl alcohol matrix. The authors found that the addition of nanofiller leads to improvement in the magnetic properties of the composite, and the improvement was dependent on the base concentration of the nanofiller in the matrix of the nanocomposite. Sanida et al. [38] studied the effect of Zn ferrite nanoparticles on the properties of polymer nanocomposite. The authors used ceramic zinc ferrite as nanofiller, while epoxy was used as the matrix. The authors found that the addition of nanofiller leads to improvement in the thermomechanical and dielectric properties of the nanocomposite. The addition of nanofiller also leads to the creation of magnetic properties in the non-magnetic matrix component. It was found that superparamagnetic behavior was shown by the nanocomposite at room temperature.
4.5 Electrical properties
Some of the nanoparticles used as fillers like metal, graphite, and metal oxides have good electrical conductivity. These fillers when added to the conductive polymer matrix improve the electrical properties of the composite themselves. Ponnamma et al. [13] studied about the properties of the polymer nanocomposite made using magnetic nickel ferrite as the nanofiller and poly(vinylidene fluoride-co-hexafluoropropylene) (PVDF-HFP) as the matrix. The addition of nanofiller improved the dielectric strength and piezoelectric output voltage by 15 and 21 times, respectively. Zilg et al. [39] studied about the electrical properties of organophilic layered silicate-based nanocomposite. Polypropylene and ethylene–vinyl acetate were used as matrix. The addition of the nanofiller leads to an improvement in the conductivity of the nanocomposite. Ammar et al. [40] studied about the influence of graphene oxide on the mechanical, morphological, barrier, and electrical properties of polymer membranes. The addition of the nanofiller leads to improvement in the mechanical properties, surface wettability, and electrical conductivity of the nanocomposite.
4.6 Optical and radiative properties
It has been found that by using thin plates of nanofillers in the polymer composite, the refractive index, transmissivity, emissivity, etc. of the composite can be altered. According to studies, the changes in emissivity of the composite are due to the interfacial phenomenon which leads to alteration of molecular vibration modes of the components. Similarly, addition of nanofillers leads to scattering and absorption of radiation falling on the nanofiller plates which leads to variation in transmittance of the composite. Mohamed and Abdel-Kader [41] studied about the effect of annealed ZnS nanofiller on the mechanical and optical properties of the polyvinyl alcohol nanocomposite. The addition of nanofiller leads to increase in the refractive index of the nanocomposite. At temperature of 300 and 400 °C, the nanocomposite shows emission in UV, violet, and blue regions, but at 500 °C, the emission is only in UV and violet regions. The increase in annealing temperature showed decrease in absorption spectra of the nanocomposite while increase in the transmittance spectra of the nanocomposite. Tripathi et al. [42] studied the non-linear optical properties of CdS/polystyrene (PS) nanocomposite. The authors found that the addition of nanofiller leads to good non-linear optical properties of the nanocomposite with non-linear absorption coefficient and non-linear refractive index as approximately 4.8 × 10−8 cm/W and 3.9 × 10−8 cm2/W, respectively, making it suitable for optical sensors and electronic devices.
4.7 Water resistance
Usually, water molecules used to fill the intermolecular spaces available between the constituents of the polymer composites but with the addition of nanofillers in the composite the intermolecular spaces are filled by the nanofillers; hence, water absorption of the nanocomposite is decreased with the addition of nanofillers. Wang et al. [43] studied about the preparation of graphene/poly(vinyl alcohol) nanocomposite with enhanced mechanical properties and water resistance. The authors used graphene as nanosheets to layer the matrix. The addition of graphene nanofiller leads to improvement in the mechanical properties of the nanocomposite. It also decreased the water absorption of the composite from 105.2 to 48.8% while also improving the barrier property. Sun et al. [44] studied about water-based polymer/clay nanocomposite to improve its water and moisture barrier property. The water barrier and water vapor barrier property were most enhanced in the case of modified saponite clay/cetyltrimethylammonium bromide (CTAB) nanocomposite. The influence of nanofillers on various properties is highlighted in Fig. 6. In Fig. 6, the various properties which are affected by the addition of nanofillers in polymer composite have been shown along with the names of the commonly used nanofillers which tend to improve the properties that have been shown below the properties which are improved by its addition.

Influence of nanofillers on performance of polymer composites
In Table 1, a collection of various papers on addition of nanofillers in polymer composite made of different constituents has been described. In addition to this, the various properties which have been affected by the addition of nanofillers have also been mentioned in the table.
5 Biodegradability, sustainability, and nanotoxicity of nanocomposites
Nowadays, nanocomposites are being widely used in various fields due to their better properties as compared to composites. It utilizes nanofillers which help in improving the properties of the composites a lot. The materials currently used in industries are non-biodegradable which lead to production of toxins when allowed to be left in the environment for long time which harms the environment and the organisms themselves. These materials though beneficial because of their better properties are also harmful to the environment and the lives and health of countless people and animals. So, during the choosing of the materials for manufacturing nanocomposites, there are three main characteristics of the materials which should be looked into which are the following: biodegradability, sustainability, and nanotoxicity.
5.1 Biodegradability
Biodegradability as the name states is the ability of a material to degrade when left in the nature for some time without the help of any external treatment. It happens with the help of microorganism residing in the soil which decomposes the material into smaller compounds like carbon dioxide, water, and basic elements [69]. When a material degrades, it is said to decompose into its constituent materials and return to the soil or nature. These biodegradable materials do not pollute the environment while undergoing degradation. Biodegradable components for the production of nanocomposites can be found from natural sources like plants, animals, and microorganisms [70]. Some of the examples of biodegradable components which can be utilized in nanocomposites are chitin, cellulose, flax fiber, jute fiber, coconut fiber, etc.; these materials are well suited to be utilized in nanocomposites and possess good characteristics too [71]. But they are not as effective as synthetic materials in providing the required characteristic to the nanocomposites and require special treatment to enhance their properties to match that of synthetic components, and hence, they are not widely used. But with rising awareness of people regarding to pollution, these materials are getting more attention, and in recent years, a lot of research has been going on regarding production of different bionanocomposites. It has been found that few biopolymers like cellulose, gelatin, polylactic acid, polyhydroxy butyrate, polycaprolactone, and polybutylene succinate have excellent properties like thermal stability, antimicrobial property, and antioxidant property to be utilized in food packaging applications [72]. Similarly, some polymer nanocomposites made up of polylactide, polycaprolactone, polyvinyl alcohol, polyvinyl pyrrolidone, and cellulose have been extensively studied for replacing non-biodegradable nanocomposites used in electronics. These nanocomposites can be used as substrate, dielectric layers, and active layers in electronic components. But the biggest concern is the lifetime of such components as being biodegradable; these components will tend to degrade when suitable conditions are provided to them [73]. A broad classification of polymers is illustrated in Fig. 7.

Biodegradable and non-biodegradable polymers
Addition of nanofiller in polymer composite does not directly affect the biodegradability of the composite in most cases. The addition of nanofillers in the composite leads to improvement in the properties of the polymer composite having natural material involved in its fabrication which makes it more suitable for use in different industries, hence helping in substituting the already used synthetic materials. Though nanofillers having antimicrobial properties may hinder the biodegradability of the composite to a certain extent, it does not affect the degradability of the composite in the long run and it is still easier to degrade than the synthetic materials. Biocomposites are usually lacking in properties which prevents their usage in major industries as synthetic materials provide better properties and are more suitable for the work, but with the addition of nanofiller, the properties of the biocomposite get boosted which make them more suitable for replacing synthetic materials. This allows more biodegradable materials to be used and helps save the environment in the process.
Glaskova-Kuzmina et al. [74] researched about the durability of bionanocomposite. Authors found out that the usage of biodegradable polymer as base for the nanocomposite leads to reduced mechanical properties of the nanocomposite, but this lack in property can be overcome by using suitable nanofillers. In the study, the effect of various factors like humidity and temperature on the degradation of nanocomposite was studied. It was found that the addition of certain nanofillers with antimicrobial properties to the composite led to improvement in the barrier property of the composite which led to reduced degradation of the nanocomposite. Silva et al. [75] conducted a review based on the development related to various biodegradable polymers which can be utilized for ligament/tendon tissue engineering. Authors reviewed about polymers like collagen, alginate, silk, and polysaccharides in the field related to tissue engineering. It was found that the collagen and polylactic acid were the materials which were used for making the biodegradable scaffolds. Guo et al. [76] engineered thermally and electrically conductive biodegradable polymer using graphene nanoplatelets and poly(butylene adipate-co-butylene terephthalate) (PBAT) and blended it with polylactic acid (PLA). PBAT was used because it can manage high loading of graphene nanoplatelets, while PLA was used because of its low affinity to graphene which confined the dispersion of graphene in PBAT. Due to this combination, 40 wt% of graphene loading was possible and it led to high thermal conductivity (338 S/m) and electrical conductivity (3.15 W/m K) of the formed nanocomposite. The characteristic allows the nanocomposites to be used in electronic industries, and also, the materials used allow the nanocomposite to be completely biodegradable. Lalwani et al. [77] fabricated nanostructure-reinforced polymer nanocomposites for bone tissue engineering using 2D nanostructures like single-walled graphene oxide nanoribbons, multiwalled graphene oxide nanoribbons, graphene oxide nanoplatelets, and molybdenum nanoplatelets. The authors used biocompatible polypropylene fumarate as the matrix for fabricating the polymer nanocomposite. Guo et al. [78] created flame retardant biodegradable polymer nanocomposite which can be used for 3D printing. The author used poly(lactic acid) as the matrix constituent, while melamine polyphosphate and Cloisite 30B nanoclay were used as fillers. Though MPP increased the flame catching tendency of the nanocomposite, adding Cloisite reduced the flaming tendency and also improved the mechanical properties of the nanocomposite and the materials used are all biodegradable. Mistretta et al. [79] studied film blowing of biodegradable nanocomposites for use as greenhouse film or mulching film in agriculture. The authors used a blend of polybutylene adipate terephthalate and poly(lactic acid) as the matrix and used organo-modified nanoclay Cloisite 20A and hydrophobically coated calcium carbonate as the filler. The nanocomposite film showed comparable properties when compared to low-density polyethylene films currently used.
5.2 Sustainability
Sustainability is a goal which takes into consideration three main pillars which are environment, economic, and social dimensions [80]. Summarizing the various definitions available about sustainability, it can be said that sustainability means using the resources available to the current generation in a way that it successfully meets the demand of the current generation without affecting the future generation’s ability to meet their demand [81]. In regard to nanocomposite, the focus will be on supporting environmental sustainability. So, to ensure that the nanocomposites are sustainable, the materials needed for the production of nanocomposites can be procured from renewable sources like plant, animal, and microorganism sources. And since these sources also give rise to biodegradable components, these materials are quite beneficial for environment and the people. Similarly, if the material is based on waste material of some other process or is recyclable, then it also helps in making the nanocomposite sustainable. It also shows that biodegradability and sustainability go hand in hand [82]. In addition to environmental sustainability, it also helps in achieving social sustainability as nowadays, the masses are trying to find natural products everywhere, be it the daily things which are used or some other tools. Usage of bionanocomposites in the industries will be beneficial for companies as it will be purchased more by the environmentally aware customers making it a better choice than the other synthetic material–based products and it will help in improving the image of the company in the long run too. The other aspect of sustainability which is economic sustainability is also achieved by the use of biocomposites as most of the materials which are used in the fabrication of the composite are natural; they are cheaper when compared to the synthetic materials used and are more easily available. The production of these materials also does not cause pollution, thus making it healthy for the environment also. The waste produced after the production of the bionanocomposite will also be mostly biodegradable which helps in reducing waste treatment processes and can be sold for use as manure in farms or other industries, thus economically benefitting the company in the long run. Thus, bionanocomposite is able to achieve all three aspects of sustainability which are environmental sustainability, social sustainability, and economic sustainability.
Kafy et al. [83] studied about the usage of porous cellulose/graphene oxide nanocomposite as electrode material which can be used in supercapacitor. The usage of cellulose makes the nanocomposite renewable and sustainable as cellulose is gathered from renewable source which does not harm the environment. Authors found that the addition of graphene oxide in the cellulose matrix led to improvement in current density, galvanostatic charging and discharging time, and specific capacitance. This improvement makes the nanocomposite usable in supercapacitor. Majeed et al. [84] conducted a review about the potential materials made from nanoclay/natural fiber–filled nanocomposites which can be used in food packaging activities. The authors found that there has been a lot of research which focusses on using natural material–based nanocomposite for food packaging industries. It is beneficial because using such materials makes the composite completely biodegradable, cost-effective, and sustainable. But the problem faced is the poor properties of these natural components when compared to synthetic materials and also their degradability and moisture absorbing property which leads to reduction in their storage life and may lead to spoiling of the food item stored in them. Thus, due to these reasons, these natural material–based nanocomposites are not being widely used in food packaging industries. Chaturvedi et al. [85] studied about the role of carbon nanotube on flexural strength and dielectric properties of fly ash/epoxy-based nanocomposite. The fly ash used in the nanocomposite is a waste material generated while burning of coal. It is released along with flue gases on combustion of coals. Utilizing this fly ash is similar to using or recycling a waste material which would have been discarded. This fact makes the nanocomposite sustainable. The addition of carbon nanotube in the composite led to slight increase in water absorption capability; it also improved the flexural strength and the dielectric constant of the nanocomposite, making it suitable for using as economic and ecofriendly construction and building material. Okoli and Ofomaja [86] studied about the development of sustainable magnetic polyurethane polymer nanocomposite for reduction of water pollution caused due to tetracycline antibiotics. Authors generated magnetic starch by in situ coprecipitation of Fe2+ and Fe3+ in starch and then used one-step reticulation to generate magnetic starch polyurethane nanocomposite. The advantages of using this polymer nanocomposite are its low cost, sustainability due to ease of availability of starch, the addition of magnetic property improved the poor mechanical strength of starch-based composite, and the adsorbent can be reused without much significant deterioration in its performance which makes this nanocomposite suitable for the application. Thus, there has been a lot of work done to make the nanocomposites sustainable such that they are either derived from natural or renewable sources or making them recyclable or using waste materials such that they do not consume other resources for their construction. Moghadam et al. [87] developed paper coated with carboxymethyl cellulose–based nanocomposite containing nanokaolin and nanometakaolin synthesized from wastepaper for packaging applications. The created coated paper showed good mechanical properties like good tensile strength and air passage resistance, making it suitable for use as packing paper. Saba et al. [88] created nano-oil palm empty fruit bunch waste–based filler and used it to improve the fire properties of kenaf/epoxy composite. Usage of waste of oil palm fruit makes the filler sustainable, and chemically modified nano-oil palm empty fruit bunch filler also improves the fire retardancy of otherwise highly inflammable kenaf/epoxy composite. Rocha et al. [89] created activated carbon-based nanocomposite loaded with magnetic iron oxide nanoparticles for treating wastewater containing pharmaceutical components. The activated carbon was produced by chemical treatment and pyrolysis of industrial wastes, and the nanocomposite can be regenerated using microwave-assisted techniques, making the nanocomposite completely sustainable from all three environmental, social, and economic perspectives. The life cycle stages of a nanofiller are illustrated in Fig. 8.

Life cycle of nanofillers
5.3 Nanotoxicity
Nanotoxicity refers to the toxicity generated by nanomaterials which are smaller than 100 nm in size. The unique feature of nanomaterial is their small size which gives them a lot of unique ability which is quite different from their bigger sized counterparts. But in addition to this unique advantage provided by the small size of these nanomaterials, it also gives rise to certain harmful effect of these materials which are also unique to them. These nanomaterials due to their small size have greater degree of freedom in a human system. Due to this greater freedom, it can travel throughout the human body causing various harmful effects [16]. In addition to this, the human immune system is made in such a way that they target larger particles instead of particles which are of nanosized; hence, these almost remain undetected in our body leading to further complications, and since these nanoparticles are not visible to naked eyes, it can enter the human body through various ways like inhalation, swallowing, absorption through skin, and through some medical procedure. The mechanism by which the nanoparticles cause toxicity can be categorized into three types: oxidative stress, cytotoxicity, and genotoxicity. In oxidative stress, the nanoparticles due to their higher surface area to volume ratio becomes more chemically reactive and it also increase their biological activity. It leads to production of free radicals which may cause oxidation in various areas [90]. The second mechanism is cytotoxicity in which the nanoparticles deteriorate the viability of cell and also reduce the functioning of cell membrane leading to inactivity and later death of the cell. The third mechanism is genotoxicity; it occurs when the nanoparticles damage the DNA of an organism [91]. This damage may lead to improper cells and may also lead to serious damage to the organism. Cu, Ag, and Fe NPs when in excess in human body lead to production of reactive oxygen species which further leads to modification of protein, lipids, etc. inside the human body and may lead to damage to the kidney, liver, spleen etc. [92,93,94,95]. Ag NPs when inhaled can reach brain and cause damage. It also causes damage to alveolar macrophages. Researchers also found signs of nanotoxicity due to Ag NPs in bacteria [96]. Au NPs have been found to cause DNA damage due to indirect oxidative stress [97]. CuO, ZnO, and iron oxides NPs are known to cause damage the human lung epithelial cells [98,99,100,101,102]. ZnO is also known to cause oxidative stress and genotoxicity in the human liver cells [103].
Lu et al. [104] studied about the effect of ZrO2 as a coating on CdTe quantum dots (QDs). ZrO2 is a biocompatible material with excellent ceramic properties. The nanocomposite was used for in vitro imaging by coating on HeLa cells. The effect of the coating on the quantum dots was clear. Authors found out that after coating, the ZrO2-QDs had a significant improvement in their fluorescence emission. It also reduced the nanotoxicity of the composite as the cells with nanocomposite coating had higher viability than those coated with just QDs. This shows that this nanocomposite can be used for further biomedical application as it is biocompatible and has lesser nanotoxicity. Seabra et al. [105] studied about the nanotoxicity of graphene and graphene oxide nanoparticles. The authors found that in case of nanotoxicity caused by graphene, the effect depends on various factors which are graphene surface, size, number of layers, time of exposure, administration route, synthesis method, cell type, and dose. The most common cytotoxicity method of graphene was generation of reactive oxygen species. Li et al. [106] studied about the nanotoxicity of TiO2 nanoparticles (NPs) on red blood cells. TiO2 is commonly used as nanofillers in polymer nanocomposite also. It was found that the red blood cells which interacted with TiO2 nanoparticles underwent abnormal sedimentation, and started to form clumps together, and also underwent breakdown before their lifetime was over. The breakdown was affected by the dose of TiO2 nanoparticles in contact with the red blood cells. The main reason found for these reactions were firstly the attachment of the TiO2 NP around the surface of the red blood cells which alters its surface properties and causes red blood cells to form a clump. Secondly, the TiO2 NP caused breakage in the red blood cell membrane which led to leakage of its content and further led to breakdown of the cells. Sarkar et al. [107] did a review article on the toxicity caused by metals and metal oxide. They studied about the nanotoxicity of Cu, Ag, Au, Fe, copper oxide, zinc oxide, titanium oxide, and iron oxide. The harmful effect of nanoparticles is shown in Fig. 9.

Harmful effect of nanoparticles
6 Emerging applications of polymer nanocomposites
Polymer composites have been widely used in various industries. But it still lacked in certain areas in respect to the area of their application. This was overcome by addition of nanofiller in the polymer composite which led to formation of polymer nanocomposite. Polymer nanocomposites are widely used in various industries like automobiles, aerospace, injection molded products, coatings, adhesives, fire-retardants, packaging materials, microelectronic packaging, optical integrated circuits, drug delivery, sensors, membranes, medical devices, and consumer goods. Polymer nanocomposites are capable of replacing other materials because of their better characteristics which include light weight, biodegradability, low density, good barrier property, better thermal and electrical properties, and high strength-to-weight ratio. In addition to this, the characteristics of the polymer nanocomposites can be varied according to the characteristics or feature needed for the job by altering the nanofillers or matrix components used for making the polymer nanocomposite and also by altering the ratio of nanofiller to matrix component. The wide spectrum of applications is shown in Fig. 10.

Wide spectrum of applications
Hence, a polymer nanocomposite suitable for a job can be produced but this is not possible with other materials that is why polymer nanocomposites have a wide range of application. A lot of research has been done on the application of polymer nanocomposite in various fields.
6.1 Wastewater treatment
A lot of research has been going on about using polymer nanocomposite for wastewater treatment. Punia et al. [108] did a review about the recent advancement in application of nanocomposites in wastewater treatment. The authors found that various types of nanocomposites like carbon-based nanocomposite, metal-based nanocomposite, ceramic-based nanocomposite, and magnetic-based nanocomposite have been used for wastewater treatment. It was also found that recently, ferrite-based nanocomposites have been studied for wastewater treatment because it can be easily separated, regenerated, and reused several times without loss in its functioning. Nasir et al. [109] studied about the recent advancements in polymer nanocomposite films to be used in wastewater treatment. The authors found that these films have good characteristics like low cost, energy efficient, eco-friendly, operational flexibility, and feasibility which make them suitable for usage in wastewater treatment. In addition to this, to further increase their surface adsorption, mechanical and antibacterial properties crosslinking agents are dispersed evenly in the polymer nanocomposite matrix. Some of the used polymer nanocomposite films were polyvinyl alcohol/zinc, polyvinyl alcohol/copper, chitosan/silver, chitosan/polyaniline/NiOx, and polyether sulfone/cobalt. Noamani et al. [110] studied about the usage of different carbon-based nanocomposites in oily wastewater treatment. Carbon-based nanocomposites are used because of their advantageous properties like chemical and mechanical stabilities, antifouling, and reinforcement capability. The authors found that among the nanocomposites used, one containing graphene oxide and graphene was more advantageous than the others because of its good properties and low cost. Gouthaman et al. [111] developed polymer nanocomposite for the absorption of acid red 52 dye which is a major water pollutant. The polymer nanocomposite used by the author was polyaniline–polyvinylpyrrolidone–neodymium/zinc oxide (PAPV-NZO). The maximum dye absorption capacity of the polymer nanocomposite was found to be 159.36 mg/g in 90 min, making it a suitable material for wastewater treatment.
6.2 Biomedical applications
Polymer nanocomposites being biodegradable and having enough flexibility to be manipulated according to the job have seen a rise in research regarding their application in biomedical fields. Silva et al. [112] have reviewed the use of graphene-based polymer nanocomposites in biomedical applications. Using graphene in the polymer nanocomposites improves its tissue regenerative capacity and also its antibacterial property. Due to these properties, the graphene polymer nanocomposites have been used for biosensing/bioimaging, gene/drug delivery, cancer therapy, and tissue engineering. Kalia et al. [113] studied about the use of magnetic polymer nanocomposite for biomedical application. These magnetic nanocomposites are prepared using methods like in situ, ex situ, microwave reflux, co-precipitation, melt blending, ceramic–glass processing, and plasma polymerization techniques. These nanocomposites are used for in vivo imaging, as superparamagnetic or negative contrast agents, drug carriers, heavy metal adsorbents, and magnetically recoverable photocatalysts for degradation of organic pollutants. Kamel et al. [114] prepared facile polymeric nanocomposite based on chitosan-gr-P2-aminothiophenol for biomedical application. Chitosan was grafted with 2-aminothiophenol (2-ATH), and Ag nanoparticles were used as filler. The tests showed that chitosan-gr-p2-ATH has good antioxidant and anticancer effect, while chitosan-gr-p2-ATH with AgNPs showed potent antiinflammatory properties. Kumar et al. [115] studied about polymer composite composed of graphene–silver (GO–Ag) hybrids and their use in biomedical applications. The poly(ε-caprolactone) (PCL) GO–Ag nanocomposite had good electrical conductivity and good antibacterial property, and it reduced the nanotoxicity caused by Ag nanoparticles. Hence, it was found to be suitable for biomedical applications.
6.3 Automobile application
Polymer nanocomposites have been widely used in automobile components also. Many researchers have done research regarding the potential application of polymer nanocomposite in automobile industries. The real surge in the commercialization of nanocomposite production occurred between 2004 and 2014. In 2009, a one-piece compression-molded rear floor assembly was made by general motor (GM) for their Pontiac Solstice using nanoenhanced sheet molding compounds (SMCs). This technology is also in use in GM’s Chevrolet Corvette Coupe and Corvette ZO6. In addition to this, the nylon/clay nanocomposites have seen usage in a passenger car cruise control system, fans with flexible blades for engine cooling, fuel vapor emission control canisters, sealing lids, integral mounting tabs and hooks, and power steering reservoirs [116]. The main reason for the usage of nanocomposite in the automobile is the need for lightweight materials in an automobile to reduce the fuel consumed and hence reduce pollution. In addition to this, the improved mechanical, electrical, thermal, corrosion, self-cleaning, and antiwear properties also make them beneficial to be used in automobile components [117].
Wallner et al. [118] researched the application of nanocomposites in an automobile. The authors found that nanocomposites have been used in step assist in 2002 GMC Safari and Chevrolet Astro van, 2004 Chevrolet Impala side body molding also used nanocomposites, cargo bed of GM 2005 Hummer H2 used nanocomposite, fuel tank and under hood timing gauge cover of Toyota used nanocomposite, and engine cover of Mitsubishi also used nanocomposite. Yue et al. [119] designed and fabricated nanopolymer composite an advanced form of polymer nanocomposite to save fuel in automobile tires. The authors homogeneously embedded the nanoparticles in the molecular chain of the monomer improving the network structure of the nanofiller and thus improving the overall strength of the composite and also reducing the energy consumption. The new nanopolymer composite showed improvement in glass transition temperature, has exceptionally good mechanical properties about six times that of traditional polymer nanocomposite, and it has low hysteresis loss, thus making it energy efficient and useful for usage in automobile tires.
6.4 Aerospace applications
Similar to the automobile industries, the aerospace industries have also seen a rise in the use of polymer nanocomposites for their components. Carbon fiber and other organic-related nanocomposites have been widely incorporated into various components in the aerospace industry due to their beneficial properties like high strength modulus, lightweight, fatigue life, high stiffness, and very good corrosion resistance. It has been found that graphene nanocomposites can be utilized to provide electrostatic discharge and EMI shielding for the components which are sensitive to electromagnetic waves, and it will also help in making them light, while nanoclay nanocomposites can be utilized in cryogenic storage systems due to their natural properties. In addition to this, many advanced polymer nanocomposites are also being used in various components because of their lightweight, low cost, and good mechanical features. They have also successfully replaced aluminum alloys in aerospace industries [120]. Carbon nanotube nanocomposites have been known to be used in F-35 Lightning II aircraft in its wingtip fairings. Boron fiber composites have also been used in the F-14 Tomcat fighter jet, while carbon fiber–related composites composed around 67% of the F-22 fighter jet. The V-22 ospreys used graphite–fiberglass composite in its rotor and other light-weight composite–based structure [121]. Glass fiber/epoxy composites can be used in high-performance and high-temperature applications like aerospace engines and nacelles [122]. The Boeing Model 787 has around 50% of its composition made up of carbon-based nanocomposites. Similarly, Airbus A350-XWB is also using composite in around 39% of its components [123].
6.5 Electronic application
Polymer nanocomposites have found their use in various electrical applications also because of their improved electrical and thermal conductivities, their shielding effect which can be manipulated by altering the nanofillers used, and the ratio of nanofiller to the matrix material used. A lot of research has been done on the application of polymer nanocomposite in electronic devices.
Sengwa and Dhatarwal [124] researched about the multifunctional properties of poly(vinyl pyrrolidone)/poly(vinyl alcohol) (PVP/PVA) with SnO2 nanoparticles for usage in advanced flexible device technologies. The properties of the nanocomposite were varied by changing the quantity of nanofillers added in it. The addition of SnO2 in the matrix improved the thermal, optical, and dielectric properties of the nanocomposite film. It also improved the UV–Vis absorbance of the film allowing it to be used as UV shielding. Due to its improved dielectric permittivity and electrical conductivity, it is suitable to be used as a tunable type nanodielectric which can be used to produce biodegradable electronic devices. Dhayal et al. [125] created a novel chitosan–graphene oxide (CS–GO) polymer nanocomposite with improved electrical and optical properties. The addition of nanofiller led to improvement in dielectric constant, dissipation factor, and electrical conductivity, making it suitable for use in optical sensors and electronic and electrical devices which function at high frequency. Nath et al. [126] created a nanocomposite using polylactic acid/polyurethane polymer in 50:50 ratio as matrix and carbon black as nanofiller to use it as biodegradable EMI shielding. The addition of nanofiller led to an increase in thermal stability at an elevated temperature of around 300 °C and also showed improved EMI shielding efficiency of − 27 dB in the frequency range of 8.2–12.4 GHz, making it suitable to be used as biodegradable EMI shielding nanocomposite. Wang et al. [127] studied nanocomposites having boron nitride nanosheet/polyetherimide and TiO2 nanorod arrays/polyetherimide layers. The authors successfully showed that the integration of elements with high electrical conductivity in a polymer matrix with high-temperature dielectric strength can produce nanocomposite with high energy density with low energy loss over a broad temperature range. This makes it suitable for use in energy storage equipment which can function at high temperatures.
6.6 Food packaging applications
Polymer nanocomposites which are biodegradable and have good antimicrobial and antioxidant properties have also been used in food packaging industries. Due to these properties of the polymer nanocomposite, it allows the food to remain fresh for a longer duration. Various natural polymers like cellulose, starch, pectin, chitosan, alginate, agar, carrageenan, whey, and gelatin have been used for food packaging applications. In addition to this, several nanofillers have also been utilized in food packaging because of their unique properties like cellulose nanocrystals, because of their oxygen barrier and mechanical and antimicrobial properties; Zein NPs because of their water vapor barrier property; and graphene because of its heat resistance and barrier property [128].
Haghighi et al. [129] studied the usage of bionanocomposite composed of gelatin/polyvinyl alcohol blend reinforced with bacterial cellulose in food packaging. The authors found that incorporating bacterial cellulose in gelatin/polyvinyl alcohol matrix led to improvement in mechanical, optical, and water barrier properties of the nanocomposite. The maximum improvement was found when the concentration of nanofiller was 7.5% by weight. This improvement in properties makes the polymer nanocomposite suitable for food packaging applications. Wen et al. [130] studied the usage of antibacterial nanocomposite formed of polyvinyl alcohol modified with zinc oxide–doped multiwalled carbon nanotube. The addition of zinc oxide–doped multiwalled carbon nanotube into the matrix led to an increase in the thermal stability, water vapor transmission rate, hydrophobicity, and antibacterial property of the composite. A further test shows that the nanocomposite can prevent the loss of water from vegetables for 4 days; it is also capable of keeping chicken safe from microorganisms while kept in a refrigerator for 36 h, making it suitable for food packaging. Malik [131] studied about the properties of thermally exfoliated graphene oxide reinforced polycaprolactone-based bactericidal nanocomposite. The addition of the nanofiller into the matrix leads to improvement of the mechanical, antibacterial, and water absorbing capacities of the nanocomposite, making it fit for usage in food packaging applications. Abutalib and Rajeh [132] studied the enhanced properties of chitosan/polyethylene oxide matrix–doped with Ag/TiO2 nanoparticles for usage in food packaging applications. The addition of the nanoparticles has increased the tensile strength, Young’s modulus, elongation at break, conductivity, and antibacterial property of the composite, making it suitable for food packaging applications.
7 Limitations of using nanofillers for polymer nanocomposites
In the previous section, the different types of nanofiller, effects on properties, methods of preparation, applications, etc. have been discussed. All these sections stated the various benefits of utilizing nanofiller in the polymer composite and also showed the various places where the polymer nanocomposite can be utilized. In this section, the various limitations of the usage of nanofiller will be discussed. The most common factor which acts as a limitation is the improper distribution of the nanofiller in the matrix. The distribution of nanofiller along the matrix is difficult to control, and if the distribution is not even, it may deteriorate the properties of the nanocomposite instead of improving them. Another limitation of using nanofiller is nanotoxicity. The nanofiller due to its small size leads to various complications within the body of a living organism when it enters the body which may damage the organs and eventually lead to death. This is due to its extremely small size which makes it behave differently than the same element when it is in bulk or bigger. Another limitation of using a nanofiller is that due to its small size, it requires special methods for its creation and inclusion into the matrix. And not all matrix and nanofillers are compatible with each other hence particular nanofiller must be used. Agglomeration of nanofiller within the matrix is also one of the limitations of using nanofiller. Sometimes, agglomeration can also benefit the nanocomposite, but mostly, it harms the nanocomposite. Hence, the usage of nanofiller to form nanocomposite has both advantages and disadvantages.
8 Conclusions
In the present study, polymer nanocomposite has been studied in depth and analyzed in various aspects. The various ways to synthesize different polymer nanocomposites, their properties, degradability, sustainability, nanotoxicity, and applications have been covered. Polymer nanocomposites were found to be increasingly used in various industries and replacing certain conventional materials like aluminum and plastics. Due to their varying properties which can be controlled by regulating the amount of nanofiller and matrix component, they can be fine-tuned for the job by varying either the concentration of nanofiller in the polymer nanocomposite or changing the materials used which makes them more favorable than other materials. But there are some problems associated with the usage of polymer nanocomposite like nanotoxicity, unique synthesis techniques, and some nanofillers like carbon nanotubes that are expensive. Natural materials like cellulose and chitin are cheaper, easily available, and biodegradable, making them environmentally friendly. Chitosan, nanoclays, and other such components have been researched for use as fillers in polymer composite for usage as low cost and eco-friendly wastewater treatment solutions. Natural materials such as cellulose, chitosan, and others are seen to have certain antimicrobial properties which lead to its usage as nanofillers in biomedical applications. Similarly, silver nanoparticles also have good antimicrobial properties which also make it useful in biomedical applications alongside other natural materials. Various unique natural materials like pectin, chitosan, alginate, agar, carrageenan, whey, and gelatin have been used for food packaging applications. Similarly, conductive nanomaterials like graphene and graphite have been used in creating polymer nanocomposites for electrical industries. Various automobile companies are also using certain nanocomposites made of boron fiber, glass fiber, and carbon fiber to replace the plastic components in their automobile components. In the future, more studies should be focused on finding a way to make natural materials strong enough to be able to be used in place of synthetic materials in polymer nanocomposites.
Data availability
Not applicable.
References
Lizundia E et al (2021) Multifunctional lignin-based nanocomposites and nanohybrids. Green Chem 23(18):6698–6760. https://doi.org/10.1039/d1gc01684a (Royal Society of Chemistry)
Liu S, Qin S, Jiang Y, Song P, Wang H (2021) Lightweight high-performance carbon-polymer nanocomposites for electromagnetic interference shielding. Compos Part A Appl Sci Manuf 145. https://doi.org/10.1016/j.compositesa.2021.106376
Idumah CI, Obele CM (2021) Understanding interfacial influence on properties of polymer nanocomposites. Surf Interfaces 22. https://doi.org/10.1016/j.surfin.2020.100879
Amari A, Alzahrani FM, Katubi KM, Alsaiari NS, Tahoon MA, Rebah FB (2021) Clay-polymer nanocomposites: preparations and utilization for pollutants removal. Materials 14(6):MDPI AG. https://doi.org/10.3390/ma14061365
Kim Y, Lee S, Yoon H (2021) Fire-safe polymer composites: flame-retardant effect of nanofillers. Polymers (Basel) 13(4):1–49. https://doi.org/10.3390/polym13040540
Lin N, Yu J, Chang PR, Li J, Huang J (2011) Poly(butylene succinate)-based biocomposites filled with polysaccharide nanocrystals: structure and properties. Polym Compos 32(3):472–482. https://doi.org/10.1002/pc.21066
Salaberria AM, Labidi J, Fernandes SCM (2014) Chitin nanocrystals and nanofibers as nano-sized fillers into thermoplastic starch-based biocomposites processed by melt-mixing. Chem Eng J 256:356–364. https://doi.org/10.1016/j.cej.2014.07.009
Xie F, Pollet E, Halley PJ, Avérous L (2013) Starch-based nano-biocomposites. Prog Polym Sci 38(10–11):1590–1628. https://doi.org/10.1016/j.progpolymsci.2013.05.002
Vinay SS, Sanjay MR, Siengchin S, Venkatesh CV (2021) Effect of Al2O3 nanofillers in basalt/epoxy composites: mechanical and tribological properties. Polym Compos 42(4):1727–1740. https://doi.org/10.1002/pc.25927
Cazan C, Enesca A, Andronic (2021) Synergic effect of TiO 2 filler on the mechanical properties of polymer nanocomposites. Polymers (Basel) 13(12). https://doi.org/10.3390/polym13122017
Alizadeh-Sani M, Khezerlou A, Ehsani A (2018) Fabrication and characterization of the bionanocomposite film based on whey protein biopolymer loaded with TiO2 nanoparticles, cellulose nanofibers and rosemary essential oil. Ind Crops Prod 124:300–315. https://doi.org/10.1016/j.indcrop.2018.08.001
Roy S, Kim HC, Kim JW, Zhai L, Zhu QY, Kim J (2020) Incorporation of melanin nanoparticles improves UV-shielding, mechanical and antioxidant properties of cellulose nanofiber based nanocomposite films. Mater Today Commun 24. https://doi.org/10.1016/j.mtcomm.2020.100984
Ponnamma D, Aljarod O, Parangusan H, al Ali Al-Maadeed M (2020) Electrospun nanofibers of PVDFHFP composites containing magnetic nickel ferrite for energy harvesting application. Mater Chem Phys 239. https://doi.org/10.1016/j.matchemphys.2019.122257
Saberi A et al (2022) The effect of Co-encapsulated GO-Cu nanofillers on mechanical properties, cell response, and antibacterial activities of Mg-Zn composite. Metals (Basel) 12(2). https://doi.org/10.3390/met12020207
Zambrzycki M, Sokolowski K, Gubernat M, Fraczek-Szczypta A (2021) Effect of secondary carbon nanofillers on the electrical, thermal, and mechanical properties of conductive hybrid composites based on epoxy resin and graphite. Materials 14(15). https://doi.org/10.3390/ma14154169
Das PP, Chaudhary V, Ahmad F, Manral A (2021) Effect of nanotoxicity and enhancement in performance of polymer composites using nanofillers: a state-of-the-art review. Polymer Composites 42(5):2152–2170. https://doi.org/10.1002/pc.25968 (John Wiley and Sons Inc)
Dal Pont K, Gérard JF, Espuche E (2013) Microstructure and properties of styrene-butadiene rubber based nanocomposites prepared from an aminosilane modified synthetic lamellar nanofiller. J Polym Sci B Polym Phys 51(13):1051–1059. https://doi.org/10.1002/polb.23307
Yousfi M et al (2013) Use of new synthetic talc as reinforcing nanofillers for polypropylene and polyamide 6 systems: thermal and mechanical properties. J Colloid Interface Sci 403:29–42. https://doi.org/10.1016/j.jcis.2013.04.019
Koshani R, Zhang J, van de Ven TGM, Lu X, Wang Y (2021) Modified hairy nanocrystalline cellulose as photobactericidal nanofillers for food packaging application. ACS Sustain Chem Eng 9(31):10513–10523. https://doi.org/10.1021/acssuschemeng.1c02289
Gan YX, Jayatissa AH, Yu Z, Chen X, Li M (2020) Hydrothermal synthesis of nanomaterials. J Nanomater, Hindawi Limited 2020. https://doi.org/10.1155/2020/8917013
Bokov D et al (2021) Nanomaterial by sol-gel method: synthesis and application. Advances in Materials Science and Engineering, Hindawi Limited 2021. https://doi.org/10.1155/2021/5102014
Pomogailo AD (2005) Polymer sol-gel synthesis of hybrid nanocomposites. Colloid J 67(6):658–677. https://doi.org/10.1007/S10595-005-0148-7
Behera A, Mallick P, Mohapatra SS (2020) Nanocoatings for anticorrosion. In: Corrosion protection at the nanoscale. Elsevier, pp 227–243. https://doi.org/10.1016/b978-0-12-819359-4.00013-1
Saleh TA, Majeed S, Nayak A, Bhushan B (2017) Principles and advantages of microwave- assisted methods for the synthesis of nanomaterials for water purification. Advanced Nanomaterials for Water Engineering, Treatment, and Hydraulics, IGI Global:40–57. https://doi.org/10.4018/978-1-5225-2136-5.ch003
Bogdal D, Prociak A, Michalowski S (2011) Synthesis of polymer nanocomposites under microwave irradiation
Gacitua W, Ballerini A, Zhang J (2005) Polymer nanocomposites: synthetic and natural fillers a review. Ciencia y tecnología 7(3):159–178
Gorrasi G, Sorrentino A (2015) Mechanical milling as a technology to produce structural and functional bio-nanocomposites. Green Chem 17(5):2610–2625. https://doi.org/10.1039/c5gc00029g (Royal Society of Chemistry)
Gabriel AA, Solikhah AF, Rahmawati AY (2021) Tensile strength and elongation testing for starch-based bioplastics using melt intercalation method: a review. J Phys Conf Ser 1858(1). https://doi.org/10.1088/1742-6596/1858/1/012028
Lawchoochaisakul S, Monvisade P, Siriphannon P (2021) Cationic starch intercalated montmorillonite nanocomposites as natural based adsorbent for dye removal. Carbohydr Polym 253. https://doi.org/10.1016/j.carbpol.2020.117230
Xavier JR (2021) Superior corrosion protection performance of polypdopamine-intercalated CeO2/polyurethane nanocomposite coatings on steel in 3.5% NaCl solution. J Appl Electrochem 51(6):959–975. https://doi.org/10.1007/s10800-021-01547-z
Kalotra S, Mehta R (2021) Synthesis of polyaniline/clay nanocomposites by in situ polymerization and its application for the removal of acid green 25 dye from wastewater. Polym Bull 78(5):2439–2463. https://doi.org/10.1007/s00289-020-03222-3
Uflyand IE, Drogan EG, Burlakova VE, Kydralieva KA, Shershneva IN, Dzhardimalieva GI (2019) Testing the mechanical and tribological properties of new metal-polymer nanocomposite materials based on linear low-density polyethylene and Al 65 Cu 22 Fe 13 quasicrystals. Polym Test 74:178–186. https://doi.org/10.1016/j.polymertesting.2019.01.004
Meneghetti P, Qutubuddin S (2006) Synthesis, thermal properties and applications of polymer-clay nanocomposites. Thermochim Acta 442(1–2):74–77. https://doi.org/10.1016/j.tca.2006.01.017
Islam MS, Hamdan S, Talib ZA, Ahmed AS, Rahman MR (2012) Tropical wood polymer nanocomposite (WPNC): the impact of nanoclay on dynamic mechanical thermal properties. Compos Sci Technol 72(16):1995–2001. https://doi.org/10.1016/j.compscitech.2012.09.003
Higginbotham AL, Lomeda JR, Morgan AB, Tour JM (2009) Graphite oxide flame-retardant polymer nanocomposites. ACS Appl Mater Interfaces 1(10):2256–2261. https://doi.org/10.1021/am900419m
Wang S, Hu Y, Zong R, Tang Y, Chen Z, Fan W (2004) Preparation and characterization of flame retardant ABS/montmorillonite nanocomposite. Appl Clay Sci 25(1–2):49–55. https://doi.org/10.1016/j.clay.2003.08.003
Novakova AA et al (2003) Magnetic properties of polymer nanocomposites containing iron oxide nanoparticles
Sanida A, Stavropoulos SG, Speliotis T, Psarras GC (2019) Investigating the effect of Zn ferrite nanoparticles on the thermomechanical, dielectric and magnetic properties of polymer nanocomposites. Materials 12(18). https://doi.org/10.3390/ma12183015
Zilg C, Kaempfer D, Thotnann R, Muelhaupt R, Montanari GC (2003) Annual Report Conference on Electrical Insulation and Dielectric Phenomena Electrical properties of polymer nanocomposites based upon organophilic layered silicates
Ammar A, Al-Enizi AM, AlMaadeed MAA, Karim A (2016) Influence of graphene oxide on mechanical, morphological, barrier, and electrical properties of polymer membranes. Arab J Chem 9(2):274–286. https://doi.org/10.1016/j.arabjc.2015.07.006 (Elsevier)
Mohamed MB, Abdel-Kader MH (2020) Effect of annealed ZnS nanoparticles on the structural and optical properties of PVA polymer nanocomposite. Mater Chem Phys 241. https://doi.org/10.1016/j.matchemphys.2019.122285
Tripathi SK, Kaur R, Jyoti (2015) Investigation of non-linear optical properties of CdS/PS polymer nanocomposite synthesized by chemical route. Opt Commun 352:55–62. https://doi.org/10.1016/j.optcom.2015.04.042
Wang J, Wang X, Xu C, Zhang M, Shang X (2011) Preparation of graphene/poly(vinyl alcohol) nanocomposites with enhanced mechanical properties and water resistance. Polym Int 60(5):816–822. https://doi.org/10.1002/pi.3025
Sun Q, Schork FJ, Deng Y (2007) Water-based polymer/clay nanocomposite suspension for improving water and moisture barrier in coating. Compos Sci Technol 67(9):1823–1829. https://doi.org/10.1016/j.compscitech.2006.10.022
Sengwa RJ, Dhatarwal P (2022) Thermally improved crystalline phase and intercalated PEO/OMMT nanocomposites for high to ultrahigh radio frequency range low-permittivity nanodielectrics. J Appl Polym Sci 139(6). https://doi.org/10.1002/app.51599
Wang Q, Chen G (2012) Effect of nanofillers on the dielectric properties of epoxy nanocomposites. Adv Mater Res 1(1):93–107. https://doi.org/10.12989/amr.1.1.093
Tong Y, Huang Q, He G, Cao X, Yang Z, Yin X (2021) Phase transformation and dielectric properties of polyvinylidene fluoride/organic-montmorillonite nanocomposites fabricated under elongational flow field. J Appl Polym Sci 138(19). https://doi.org/10.1002/app.50409
Yang T et al (2021) Effect of nanofiller on the mechanical properties of carbon fiber/epoxy composites under different aging conditions. Materials 14(24). https://doi.org/10.3390/ma14247810
Xu J et al (2021) Amylose/cellulose nanofiber composites for all-natural, fully biodegradable and flexible bioplastics. Carbohydr Polym 253. https://doi.org/10.1016/j.carbpol.2020.117277
Sagnelli D et al (2019) Starch/poly (glycerol-adipate) nanocomposite film as novel biocompatible materials. Coatings 9(8). https://doi.org/10.3390/coatings9080482
del Pino Pérez Macclesh LA, Morales Cepeda AB, Castro-Guerrero CF, Leon Silva U (2021) One step in situ synthesis of Ag/AgCl nanoparticles in a cellulose nanofiber matrix for the development of energy storage paper. Cellulose 28(10):6339–6351. https://doi.org/10.1007/s10570-021-03922-7
Dodero A, Alloisio M, Vicini S, Castellano M (2020) Preparation of composite alginate-based electrospun membranes loaded with ZnO nanoparticles. Carbohydr Polym:227. https://doi.org/10.1016/j.carbpol.2019.115371
Kanmani P, Rhim JW (2014) Physicochemical properties of gelatin/silver nanoparticle antimicrobial composite films. Food Chem 148:162–169. https://doi.org/10.1016/j.foodchem.2013.10.047
Xiao W, Ji X (2021) Effect of nano fillers on the properties of polytetrafluoroethylene composites: Experimental and theoretical simulations. J Appl Polym Sci 138(45). https://doi.org/10.1002/app.51340
Ebnalwaled AA, Ismaiel AM (2019) Developing novel UV shielding films based on PVA/gelatin/0.01CuO nanocomposite: on the properties optimization using γ-irradiation. Measurement (Lond) 134:89–100. https://doi.org/10.1016/j.measurement.2018.10.062
Kassab Z, Aziz F, Hannache H, Ben Youcef H, el Achaby M (2019) Improved mechanical properties of k-carrageenan-based nanocomposite films reinforced with cellulose nanocrystals. Int J Biol Macromol 123:1248–1256. https://doi.org/10.1016/j.ijbiomac.2018.12.030
Sengwa RJ, Dhatarwal P (2021) Polymer nanocomposites comprising PMMA matrix and ZnO, SnO2, and TiO2 nanofillers: a comparative study of structural, optical, and dielectric properties for multifunctional technological applications. Opt Mater (Amst) 113. https://doi.org/10.1016/j.optmat.2021.110837
Muthupandeeswari A, Kalyani P, Nehru LC (2021) On the effects of high loading of ZnO nanofiller on the structural, optical, impedance and dielectric features of PVA@ZnO nanocomposite films. Polym Bull 78(12):7071–7088. https://doi.org/10.1007/s00289-020-03443-6
Vahedikia N et al (2019) Biodegradable zein film composites reinforced with chitosan nanoparticles and cinnamon essential oil: physical, mechanical, structural and antimicrobial attributes. Colloids Surf B Biointerfaces 177:25–32. https://doi.org/10.1016/j.colsurfb.2019.01.045
Gao Z, Zhao L (2015) Effect of nano-fillers on the thermal conductivity of epoxy composites with micro-Al2O3 particles. Mater Des 66:176–182. https://doi.org/10.1016/j.matdes.2014.10.052
Yu Y, Wang X, Wang X, Li X, Weng L, Zhang X (2020) Enhanced energy storage efficiency in PVDF based composite films using MnO2 nano-fillers. J Mater Sci: Mater Electron 31(21):18336–18343. https://doi.org/10.1007/s10854-020-04335-1
Sengwa RJ, Choudhary S, Dhatarwal P (2019) Investigation of alumina nanofiller impact on the structural and dielectric properties of PEO/PMMA blend matrix-based polymer nanocomposites. Adv Compos Hybrid Mater 2(1):162–175. https://doi.org/10.1007/s42114-019-00078-8
Aslam M, Kalyar MA, Raza ZA (2019) Investigation of structural and thermal properties of distinct nanofillers-doped PVA composite films. Polym Bull 76(1):73–86. https://doi.org/10.1007/s00289-018-2367-1
Jamróz E et al (2020) Furcellaran nanocomposite films: the effect of nanofillers on the structural, thermal, mechanical and antimicrobial properties of biopolymer films. Carbohydr Polym 240. https://doi.org/10.1016/j.carbpol.2020.116244
Zhang H et al (2018) Synergistic effect of carbon nanotube and graphene nanoplates on the mechanical, electrical and electromagnetic interference shielding properties of polymer composites and polymer composite foams. Chem Eng J 353:381–393. https://doi.org/10.1016/j.cej.2018.07.144
Madhu P, Bharath KN, Sanjay MR, Arpitha GR, Saravanabavan D (2021) Effect of nano fillers on glass/silk fibers based reinforced polymer composites. Mater Today: Proc 46:9032–9035. https://doi.org/10.1016/j.matpr.2021.05.383
Sutar H, Mishra B, Senapati P, Murmu R, Sahu D (2021) Mechanical, thermal, and morphological properties of graphene nanoplatelet-reinforced polypropylene nanocomposites: effects of nanofiller thickness. Journal of Composites Science 5(1). https://doi.org/10.3390/jcs5010024
Shunmugasundaram M, Praveen Kumar A, Ahmed Ali Baig M, Kasu Y (2021) Investigation on the effect of nano fillers on tensile property of neem fiber composite fabricated by vacuum infused molding technique. IOP Conf Ser Mater Sci Eng 1057(1):012019. https://doi.org/10.1088/1757-899x/1057/1/012019
Goswami P, O’Haire T (2016) Developments in the use of green (biodegradable), recycled and biopolymer materials in technical nonwovens. Advances in Technical Nonwovens, pp 97–114. https://doi.org/10.1016/B978-0-08-100575-0.00003-6
Biodegradation - Wikipedia. https://en.wikipedia.org/wiki/Biodegradation. Accessed 02 Nov 2022
Andrew JJ, Dhakal HN (2022) Sustainable biobased composites for advanced applications: recent trends and future opportunities – a critical review. Composites Part C: Open Access 7:100220. https://doi.org/10.1016/J.JCOMC.2021.100220
Arman Alim AA, Mohammad Shirajuddin SS, Anuar FH (2022) A review of nonbiodegradable and biodegradable composites for food packaging application. J Chem Hindawi Limited 2022. https://doi.org/10.1155/2022/7670819
Wu W (2021) 3 Biodegradable polymer nanocomposites for electronics
Glaskova-Kuzmina T, Starkova O, Gaidukovs S, Platnieks O, Gaidukova G (2021) Durability of biodegradable polymer nanocomposites. Polymers 13(19) MDPI. https://doi.org/10.3390/polym13193375
Silva M, Ferreira FN, Alves NM, Paiva MC (2020) Biodegradable polymer nanocomposites for ligament/tendon tissue engineering. J Nanobiotechnology 18(1). https://doi.org/10.1186/s12951-019-0556-1
Guo Y et al (2020) Engineering thermally and electrically conductive biodegradable polymer nanocomposites. Compos B Eng 189. https://doi.org/10.1016/j.compositesb.2020.107905
Lalwani G et al (2013) Two-dimensional nanostructure-reinforced biodegradable polymeric nanocomposites for bone tissue engineering. Biomacromol 14(3):900–909. https://doi.org/10.1021/bm301995s
Guo Y et al (2017) Engineering flame retardant biodegradable polymer nanocomposites and their application in 3D printing. Polym Degrad Stab 137:205–215. https://doi.org/10.1016/j.polymdegradstab.2017.01.019
Mistretta MC, Botta L, la Mantia FP, di Fiore A, Cascone M (2021) Film blowing of biodegradable polymer nanocomposites for agricultural applications. Macromol Mater Eng 306(9). https://doi.org/10.1002/mame.202100177
Purvis B, Mao Y, Robinson D (2019) Three pillars of sustainability: in search of conceptual origins. Sustain Sci 14(3):681–695. https://doi.org/10.1007/S11625-018-0627-5/FIGURES/1
U. Nations, Sustainability | United Nations. [Online]. Available: https://www.un.org/en/academic-impact/sustainability. Accessed 02 Nov 2022
Arora B, Bhatia R, Attri P (2018) Bionanocomposites: green materials for a sustainable future. New Polymer Nanocomposites for Environmental Remediation:699–712. https://doi.org/10.1016/B978-0-12-811033-1.00027-5
Kafy A, Akther A, Zhai L, Kim HC, Kim J (2017) Porous cellulose/graphene oxide nanocomposite as flexible and renewable electrode material for supercapacitor. Synth Met 223:94–100. https://doi.org/10.1016/j.synthmet.2016.12.010
Majeed K et al (2013) Potential materials for food packaging from nanoclay/natural fibres filled hybrid composites. Mater Des 46:391–410. https://doi.org/10.1016/j.matdes.2012.10.044
Chaturvedi AK, Gupta MK, Pappu A (2021) The role of carbon nanotubes on flexural strength and dielectric properties of water sustainable fly ash polymer nanocomposites. Physica B Condens Matter 620. https://doi.org/10.1016/j.physb.2021.413283
Okoli CP, Ofomaja AE (2019) Development of sustainable magnetic polyurethane polymer nanocomposite for abatement of tetracycline antibiotics aqueous pollution: response surface methodology and adsorption dynamics. J Clean Prod 217:42–55. https://doi.org/10.1016/j.jclepro.2019.01.157
Mortazavi Moghadam FA, Resalati H, Rasouli S, Asadpour G (2021) Fabrication of high mechanical properties papers coated with CMC-based nanocomposites containing nanominerals synthesized from paper waste. Cellulose 28(17):11153–11164. https://doi.org/10.1007/S10570-021-04241-7
Saba N, Jawaid M, Alrashed MM, Alothman OY (2019) Oil palm waste based hybrid nanocomposites: fire performance and structural analysis. J Build Eng 25. https://doi.org/10.1016/j.jobe.2019.100829
Rocha LS et al (2021) Sustainable and recoverable waste-based magnetic nanocomposites used for the removal of pharmaceuticals from wastewater. Chem Eng J 426. https://doi.org/10.1016/j.cej.2021.129974
Nel A, Xia T, Mädler L, Li N (2006) Toxic potential of materials at the nanolevel. Science 1979 311(5761):622–627. https://doi.org/10.1126/science.1114397
Seabra A, Durán N (2015) Nanotoxicology of metal oxide nanoparticles. Metals (Basel) 5(2):934–975. https://doi.org/10.3390/met5020934
Halliwell B, Gutteridge JM (1990) [1] Role of free radicals and catalytic metal ions in human disease: an overview. Methods Enzymol 1–85
Zorov DB, Filburn CR, Klotz L-O, Zweier JL, Sollott SJ (2000) Reactive Oxygen Species (ROS)-induced ROS Release: a new phenomenon accompanying induction of the mitochondrial permeability transition in cardiac myocytes. [Online]. Available: http://www.jem.org/cgi/content/full/192/7/1001
Hussain SM, Hess KL, Gearhart JM, Geiss KT, Schlager JJ (2005) In vitro toxicity of nanoparticles in BRL 3A rat liver cells. Toxicol In Vitro 19(7):975–983. https://doi.org/10.1016/j.tiv.2005.06.034
Galhardi CM et al (2004) Toxicity of copper intake: lipid profile, oxidative stress and susceptibility to renal dysfunction. Food Chem Toxicol 42(12):2053–2060. https://doi.org/10.1016/j.fct.2004.07.020
Kim JS et al (2007) Antimicrobial effects of silver nanoparticles. Nanomedicine 3(1):95–101. https://doi.org/10.1016/j.nano.2006.12.001
di Guglielmo C, de Lapuente J, Porredon C, Ramos-López D, Sendra J, Borràs M (2012) In vitro safety toxicology data for evaluation of gold nanoparticles-chronic cytotoxicity, genotoxicity and uptake. J Nanosci Nanotechnol 12(8):6185–6191. https://doi.org/10.1166/jnn.2012.6430
Fahmy B, Cormier SA (2009) Copper oxide nanoparticles induce oxidative stress and cytotoxicity in airway epithelial cells. Toxicol In Vitro 23(7):1365–1371. https://doi.org/10.1016/j.tiv.2009.08.005
Ahamed M, Siddiqui MA, Akhtar MJ, Ahmad I, Pant AB, Alhadlaq HA (2010) Genotoxic potential of copper oxide nanoparticles in human lung epithelial cells. Biochem Biophys Res Commun 396(2):578–583. https://doi.org/10.1016/j.bbrc.2010.04.156
Apopa PL et al (2009) Iron oxide nanoparticles induce human microvascular endothelial cell permeability through reactive oxygen species production and microtubule remodeling. Part Fibre Toxicol 6. https://doi.org/10.1186/1743-8977-6-1
Choi S-J, Oh J-M, Choy J-H (2009) Toxicological effects of inorganic nanoparticles on human lung cancer A549 cells. J Inorg Biochem 103(3):463–471. https://doi.org/10.1016/j.jinorgbio.2008.12.017
Wu W, Samet JM, Peden DB, Bromberg PA (2010) Phosphorylation of p65 is required for zinc oxide nanoparticle-induced interleukin 8 expression in human bronchial epithelial cells. Environ Health Perspect 118(7):982–987. https://doi.org/10.1289/ehp.0901635
Sharma V, Anderson D, Dhawan A (2011) Zinc oxide nanoparticles induce oxidative stress and genotoxicity in human liver cells (HepG2). J Biomed Nanotechnol 7(1):98–99
Lu Z, Zhu Z, Zheng X, Qiao Y, Guo J, Li CM (2011) Biocompatible fluorescence-enhanced ZrO2-CdTe quantum dot nanocomposite for in vitro cell imaging. Nanotechnology 22(15) https://doi.org/10.1088/0957-4484/22/15/155604
Seabra AB, Paula AJ, de Lima R, Alves OL, Durán N (2014) Nanotoxicity of graphene and graphene oxide. Chem Res Toxicol 27(2):159–168. https://doi.org/10.1021/tx400385x
Li SQ et al (2008) Nanotoxicity of TiO2 nanoparticles to erythrocyte in vitro. Food Chem Toxicol 46(12):3626–3631. https://doi.org/10.1016/j.fct.2008.09.012
Sarkar A, Ghosh M, Sil PC (2014) Nanotoxicity: oxidative stress mediated toxicity of metal and metal oxide nanoparticles. J Nanosci Nanotechnol 14(1):730–743. https://doi.org/10.1166/jnn.2014.8752
Punia P et al (2021) Recent advances in synthesis, characterization, and applications of nanoparticles for contaminated water treatment- a review. Ceram Int 47(2):1526–1550. https://doi.org/10.1016/j.ceramint.2020.09.050 (Elsevier Ltd)
Nasir A, Masood F, Yasin T, Hameed A (2019) Progress in polymeric nanocomposite membranes for wastewater treatment: preparation, properties and applications. J Ind Eng Chem 79:29–40. https://doi.org/10.1016/j.jiec.2019.06.052
Noamani S, Niroomand S, Rastgar M, Sadrzadeh M (2019) Carbon-based polymer nanocomposite membranes for oily wastewater treatment. NPJ Clean Water 2(1) Nature Research. https://doi.org/10.1038/s41545-019-0044-z
Gouthaman A, Azarudeen RS, Gnanaprakasam A, Sivakumar VM, Thirumarimurugan M (2018) Polymeric nanocomposites for the removal of Acid red 52 dye from aqueous solutions: synthesis, characterization, kinetic and isotherm studies. Ecotoxicol Environ Saf 160:42–51. https://doi.org/10.1016/j.ecoenv.2018.05.011
Silva M, Alves NM, Paiva MC (2018) Graphene-polymer nanocomposites for biomedical applications. Polym Adv Technol 29(2):687–700. https://doi.org/10.1002/pat.4164 (John Wiley and Sons Ltd)
Kalia S, Kango S, Kumar A, Haldorai Y, Kumari B, Kumar R (2014) Magnetic polymer nanocomposites for environmental and biomedical applications. Colloid Polym Sci 292(9):2025–2052. https://doi.org/10.1007/s00396-014-3357-y (Springer Verlag)
Kamel EM, Ahmed OM, Abd El-Salam HM (2020) Fabrication of facile polymeric nanocomposites based on chitosan-gr-P2-aminothiophenol for biomedical applications. Int J Biol Macromol 165:2649–2659. https://doi.org/10.1016/j.ijbiomac.2020.09.140
Kumar S, Raj S, Jain S, Chatterjee K (2016) Multifunctional biodegradable polymer nanocomposite incorporating graphene-silver hybrid for biomedical applications. Mater Des 108:319–332. https://doi.org/10.1016/j.matdes.2016.06.107
Patel V, Mahajan Y (2014) Polymer nanocomposites: emerging growth driver for the global automotive industry. In: Handbook of polymernanocomposites. Processing, performance and application: volume A: layered silicates. Springer, Berlin Heidelberg, pp 511–538. https://doi.org/10.1007/978-3-642-38649-7_23
Gajević SV, Stojanovic B, Ivanovic L, Miladinović S (2018) Application of nanocomposites in the automotive Industry Optimal Safe Factor for Surface Durability of First Central and Satellite Gear pair in Ravigneaux planetary Gear Set View project International Conference on Tribology-BALKANTRIB View project. [Online]. Available: https://www.researchgate.net/publication/328119009
Wallner E et al (2010) Nanotechnology applications in future automobiles. https://doi.org/10.4271/2010-01-1149
Zhang Z, Li S, Zhao H, Duan P, Zhang L, Liu J (n.d.) Designing and fabricating nanopolymer composites beyond 2 traditional polymer nanocomposites toward fuel saving of automobile 3 tires 4 Tongkui. [Online]. Available: https://ssrn.com/abstract=4089525
Kausar A, Rafique I, Muhammad B (n.d.) Aerospace application of polymer nanocomposite with carbon nanotube, graphite, graphene oxide and nanoclay
Joshi M, Chatterjee U (2016) Polymer nanocomposite. In: Advanced composite materials for aerospace engineering. Elsevier, pp 241–264. https://doi.org/10.1016/B978-0-08-100037-3.00008-0
Njuguna J, Pielichowski K, Fan J (2012) Polymer nanocomposites for aerospace applications. In: Advances in polymer nanocomposites: types and applications. Elsevier Inc., pp 472–539. https://doi.org/10.1533/9780857096241.3.472
Iqbal A, Saeed A, Ul-Hamid A (2021) A review featuring the fundamentals and advancements of polymer/CNT nanocomposite application in aerospace industry. Polym Bull 78(1):539–557. https://doi.org/10.1007/s00289-019-03096-0 (Springer Science and Business Media Deutschland GmbH)
Sengwa RJ, Dhatarwal P (2021) Nanofiller concentration-dependent appreciably tailorable and multifunctional properties of (PVP/PVA)/SnO2 nanocomposites for advanced flexible device technologies. J Mater Sci: Mater Electron 32(7):9661–9674. https://doi.org/10.1007/s10854-021-05627-w
Dhayal V et al (2021) Optical and electrical properties of biocompatible and novel (CS–GO) polymer nanocomposites. Opt Quantum Electron 53(1).https://doi.org/10.1007/s11082-020-02723-9
Nath K, Ghosh S, Ghosh SK, Das P, Das NC (2021) Facile preparation of light-weight biodegradable and electrically conductive polymer based nanocomposites for superior electromagnetic interference shielding effectiveness. J Appl Polym Sci 138(22). https://doi.org/10.1002/app.50514
Wang et al P (2021) Ultrahigh energy storage performance of layered polymer nanocomposites over a broad temperature range. Adv Mater 33(42). https://doi.org/10.1002/adma.202103338
Basavegowda N, Baek KH (2021) Advances in functional biopolymer-based nanocomposites for active food packaging applications. Polymers 13(23) MDPI. https://doi.org/10.3390/polym13234198
Haghighi H et al (2021) Characterization of bio-nanocomposite films based on gelatin/polyvinyl alcohol blend reinforced with bacterial cellulose nanowhiskers for food packaging applications. Food Hydrocoll 113. https://doi.org/10.1016/j.foodhyd.2020.106454
Wen YH et al (2022) Antibacterial nanocomposite films of poly(vinyl alcohol) modified with zinc oxide-doped multiwalled carbon nanotubes as food packaging. Polym Bull 79(6):3847–3866. https://doi.org/10.1007/s00289-021-03666-1
Malik N (2022) Thermally exfoliated graphene oxide reinforced polycaprolactone-based bactericidal nanocomposites for food packaging applications. Mater Technol 37(5):345–354. https://doi.org/10.1080/10667857.2020.1842150
Abutalib MM, Rajeh A (2021) Enhanced structural, electrical, mechanical properties and antibacterial activity of Cs/PEO doped mixed nanoparticles (Ag/TiO2) for food packaging applications. Polym Test 93 https://doi.org/10.1016/j.polymertesting.2020.107013.
Author information
Authors and Affiliations
Contributions
Sidharth Radhakrishnan: writing—original manuscript; Partha Pratim Das: writing—reviewing and editing; Vijay Chaudhary: ideas, conceptualization, supervision.
Corresponding author
Ethics declarations
Ethical approval
Not applicable.
Competing interests
The authors declare no competing interests.
Additional information
Publisher's note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Springer Nature or its licensor (e.g. a society or other partner) holds exclusive rights to this article under a publishing agreement with the author(s) or other rightsholder(s); author self-archiving of the accepted manuscript version of this article is solely governed by the terms of such publishing agreement and applicable law.
About this article

Cite this article
Radhakrishnan, S., Das, P.P. & Chaudhary, V. Deciphering the pathways for evaluation of nanofillers for polymer composites: biodegradability, sustainability, and emerging applications. Biomass Conv. Bioref. 14, 13659–13690 (2024). https://doi.org/10.1007/s13399-022-03548-0
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s13399-022-03548-0