
Abstract
The mounting interests on the development of materials with superior performance has induced the expansion of filler reinforced composites market around the globe. The use of fillers in the polymeric materials helps the enhancement of the functional properties of the resulting composites. The primary concerns of the polymeric industry are poor material properties, degradability, and cost factors. Hence, embedding the polymer matrix with the fillers becomes inevitable. The polymeric materials with an appropriate filler, better filler/matrix interaction, along with advanced techniques, leads to the formation of superior performing composites for potential applications in various industries. Dedicated efforts have been made to understand the relationship between the filler particles in the polymers and their properties. Reports in the past conclude that the fillers play a vital role in the enhancement in the properties of the composites. This review article presents the influence of fillers on the thermal and mechanical properties of biocomposites.
Access provided by Autonomous University of Puebla. Download chapter PDF
Similar content being viewed by others


Keywords
1 Introduction
The use of polymeric materials has become unavoidable in almost all possible applications due to their low cost, ease of processing lightweight, reproducibility, and excellent functional properties. However, on the other hand, most of the polymers used today are obtained from the depleting petroleum resources and pose serious threats to the environment [1]. The growing concern over the environmental protection paved the way for continuous research and development of polymer-based materials which can both serve the purpose of its intended use and also do not harm the environment [2, 3]. It is to be noted that the conventional composite structures were usually made of glass, carbon or aramid fibers being reinforced with epoxy, unsaturated polyester resins, polyurethanes, and phenolics, etc. The most important drawback of such composite materials is the problem of suitable elimination after the end of a lifetime, as the components are closely interconnected, relatively stable and therefore difficult to separate, reuse and recycle [2, 4]. Even though many successful attempts have been made on the development of novel biodegradable or environmentally friendly polymeric materials, their functional properties and cost factor remains unresolved [3, 5, 6]. Hence, in recent years, there is a growing interest in using fillers by the polymer-based industries. And it is due to the reinforcing effect of the fillers, which improves the material properties such as dimensional stability, tensile, compressive and impact strengths, resistance to abrasion and thermal stability. Apart from the above-said enhancements, fillers can also reduce the cost of the material due to the increase in the bulk volume [6, 7]. However, the real challenge lies in finding suitable applications which can use the developed material resourcefully to compete both in terms of performance and commercial aspects in the market.
Fillers have always played a vital role in the polymer industry. It can be seen in the past that the development of the industry would not have been possible without the improvement of properties of these fillers. However, in recent years, due to the scarcity of the petroleum resources and the increasing prices of the commodities have recognized the necessity for the extensive use of the fillers [8, 9]. Initially, the fillers used for polymer-based composites were mostly inorganic. The main purpose of their usage was to reduce the material cost and to improve some of the properties like rigidity significantly, thermal stability, etc. of the polymer matrix [10]. However, organic fillers have found their way into the composites recently and are also gaining more interest among the investigators. Moreover, it is because of their low cost, biodegradable and renewable in nature and ease of disposal [10,11,12]. Apart from the economic and environmental benefits, their lower density allows obtaining lighter materials, an attractive characteristic for the automotive, construction and packaging industries [13,14,15,16]. Many researchers are involved in the preparation, optimization, and testing of composite materials with the introduction of fibres, which also involves the extraction of fibres from various plant resources. However, with the poor mechanical properties of some thermoplastic polymers, the expensive extraction processes lead to economically non-competitive materials [16,17,18]. Hence, for increasing the suitability in specific industrial applications, it becomes inevitable to decrease the cost of the raw material and filler processing. With this objective, lignocellulosic agricultural residues were considered as potential sources of biomass or agro-based fillers [19,20,21,22,23,24]. Each type of filler possesses different characteristics which are influenced by their chemical composition, particle size, morphology, and surface area, etc. On the other hand, the filler dispersion, filler concentration or loading and their compatibility with the polymer matrix play a significant role in the properties of the composites [24, 25]. Hence with these insights, this review article focuses on the influence of the fillers on the thermal and mechanical properties of biocomposites. Furthermore, the changes in the properties are discussed concerning several factors like filler size, dispersion, morphology, chemical modification, compatibility with the polymer matrix, etc.
2 Overview of Fillers Used in Biocomposites
The filler is defined as a solid particulate material that may be irregular in shape and size. Fillers are not only used for cost reduction of the composites but also to enhance their performance. The fillers are used as reinforcement material along with the polymer matrix for specific applications, or they may be infused along with another reinforcement material and the polymer matrix to improve certain required properties which may not be achieved by the reinforcement and resin constituents alone. Fillers are often referred to as extending fillers and functional fillers. Extending fillers are merely used to increase the bulk volume and whereas the functional fillers are used for improving the properties of the material [26, 27]. However, some extending fillers when reduced to finer particles or surface treated can perform as a functional filler also. Fillers can be used to improve dimensional stability, mechanical properties, thermal stability, etc. However, the changes in properties of the composites are subjected to various factors such as the filler composition, surface, size, concentration, shape, and dispersion in the matrix.
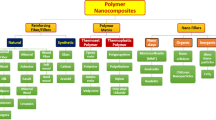
3 Classification of Fillers
Fillers can be classified based on the chemical composition, shape, and size (Fig. 1).

Classification of fillers
It is to be noted that these fillers are typically rigid and immiscible with the polymer matrix and their effects on chemical composition, shapes and size may vary with of both the organic and inorganic components used as the filler [28].
4 Inorganic Fillers
Inorganic fillers were most commonly used in industrial applications. When used in composite laminates, inorganic fillers can account for 40 to 65% by weight. There are several numbers of inorganic filler materials that can be used with polymer matrices or composites. Reports have been made based on the toughening mechanism of semi-crystalline polymers with the addition of inorganic fillers [29,30,31,32]. Some of the commonly used inorganic fillers are discussed below:
-
Calcium carbonate (CaCO3) is the most widely used non-reactive mineral filler derived from limestone or marble and used in automotive parts. Previously, CaCO3 was used as a cost reducing filler in composites however later the used of coupling agents along with CaCO3 paved the way for its use as a toughening filler [33].
-
Kaolin (Hydrous aluminosilicate) is also one of the commonly used industrial filler widely used in plastic and rubber industry having plate-like structure and high aspect ratio. Hence, the particle size and distribution play a vital role in achieving better properties. Its reinforcing effect can provide enhanced strength and stiffness of the materials [34].
-
Silicon dioxide (SiO2) is the most complex and abundantly available natural compound of silicon and oxygen, which is obtained from mining and purification of the mineral. It is widely used to reinforce rubber vulcanizates due to the enhanced thermal and tensile properties apart from tear and abrasion resistance [35, 36].
-
Titanium dioxide (TiO2) is a naturally occurring oxide of titanium which is non-toxic, chemically inert, corrosive resistant and inexpensive. It is used both in micro and level sizes with polymer matrices for enhanced mechanical and tribological properties due to its high hardness. Furthermore, it also provides photo stabilization and antibacterial activity [37, 38].
-
Montmorillonite (MMT) is a mineral filler from the phyllosilicate group that is formed when it precipitates from water solution as microscopic crystals. They are soft and users are used in many applications such as absorbent for heavy metals, fillers for organic coatings, and as fillers for composites [39].
Even though there are many advantages of using inorganic fillers in composite materials for several applications, they cannot be completely degradable and some of the mineral fillers may be toxic to human health. Hence, there is a growing interest in using organic matters as fillers in composites for different applications.
5 Organic Fillers
Even though natural or organic fillers are not as popular as mineral or inorganic fillers, they are gaining more attention due to their advantages compared with the conventional fillers [5]. Their significant advantages include the least expensive, lower density, resistance to abrasion, low energy consumption, biodegradable, and renewable. It is to be noted that all organic fillers are not biodegradable. Material scientists have understood that the exploration natural fillers as reinforcing materials in polymer composites is inevitable and also an effective way to produce environmental friendly composites without disturbing their performance [39, 40]. The mounting research interests on organic fillers can be attributed to their renewability, ease of separation, carbon dioxide sequestration, and non-abrasive to equipment [41, 42]. Some of the commonly used organic fillers are discussed below:
-
Carbon-based nanofillers such as single-walled carbon nanotube (SWCNT), multi-walled carbon nanotube (MWCNT), carbon nanofibres (CNFs), graphene and carbon black (CB) are extensively used in polymer matrix composites due to their excellent structural and functional properties and they are well suited for engineering applications [43,44,45].
-
Wood flour (WF) is derived from various wood shavings, sawdust, chips and other residues of wood processing industries. The interest in WFs is because they provide dimensional stability and can enhance the elastic modulus. The main drawback of WF is that their poor adhesion with the polymer matrix and lower decomposition temperatures [46, 47].
-
Lignocellulosic fillers also include wood, naturals fibres and trashes of variety of plants. These fillers are abundantly available, economical, and are renewable. Some examples of lignocellulosic fibres are cellulose, cotton, flax, sisal, kenaf, jute, hemp, bamboo, banana, pineapple, coir, ramie, and starch, etc. [48]. Further, many other agricultural wastes are also used as fillers such as the spent tea leaf powder, spent coffee bean powder, eggshell powder, banana peel powder, tamarind nut powder, and turmeric powder, etc.
The studies in the area of nanocomposites were dominated by the inorganic nanofillers such as nanoclay, MMT, silica, mica, etc. However, recently, there is a growing interest in using cellulose nanocrystals or nanofibrils as reinforcing fillers polymer composites [49, 50]. It is because of many attractive properties such as renewable and biodegradable, less expensive, available in abundance, high surface area, high aspect ratio, low density, high thermal stability, and high surface reactivity. These properties allow chemical modifications of the cellulose fibrils [51].
6 Factors Influencing the Properties of the Fillers
Many factors govern the properties of the fillers such as the source and chemical composition of the filler, size of the filler, aspect ratio, surface area, density, refractive index, hardness and the filler loading [8]. These factors can directly influence the performance of the composites. Hence it is imperative that these factors are handled with the utmost care in order to get the desired performance of the composites as an effect of the reinforcement of the fillers.
7 Influence of Fillers on the Thermal Properties of Biocomposites
Researchers reported that addition of a small number of fillers and nanomaterials within the matrix could enhance the (i) mechanical (ii) thermal and (iii) dynamic properties without changing the weight of the composites. Fillers are classified as particulate type fillers, fibers, and other fibers. Some examples of particulate type fillers are aluminum flakes and powders, aluminum borate whiskers, aluminum nitride, anthracite, antimonate of sodium, etc. In fibers such as aramid fibers, carbon fibers, carbon nanotubes, cellulose fibers, cellulose nanofibrils, etc. and other fibers such as vegetable, animal and mineral fibers.
This particular section focusses the thermal properties of biocomposites reinforced with fillers. The thermal properties of composites can be explored by techniques such as dynamic mechanical analysis (DMA), thermomechanical analysis (TMA), thermogravimetric analysis (TGA) and differential scanning calorimetry (DSC). Table 1 lists the essential outcomes/effects of materials by thermal analysis techniques, and the applications of similar techniques are also listed. The thermal properties of biocomposites much depend on many factors, including (i) fiber loading (ii) fiber orientation (iii) fiber layering sequence (iv) fiber surface treatments (v) the addition of fillers (vi) filler size (vii) filler loading, etc.
8 Effect of Filler Loading
Researchers studied the thermal properties of biocomposites using fillers/fibers as reinforcements. Some of the reported studies on TGA, DMA, DSC, and TMA of reinforced biocomposites tabulated in Table 2.
Saba et al. [52] fabricated hybrid composites using MH/kenaf fiber/epoxy matrix by hand lay-up technique with overall fiber loading were maintained as 40% by weight. The significant weight losses occurred between 300 and 400 °C due to the decomposition of MH to magnesium oxide (MgO) along with water loss by endothermic thermal dihydroxylation. The formation of MgO assisted in resisting the temperature (even at elevated temperature of ~ 2800 °C) without undergoing any decomposition.
In another study, the researchers investigated the thermal stability of bayada clay/oil palm fiber/high-density polyethylene composites by varying the clay loading of 6.25–25 wt% [53]. It was reported that the clay formed a barrier to oil palm fiber composites against the polymer’s exhausted gas, resulting in higher thermal stability of clay infused oil palm fiber composites.
DMA investigation revealed that 20% of MH filled kenaf/epoxy composites compensated the modulus incompatibility between fiber and matrix and improved the interactions between fiber/matrix bonding. Further, the authors reported that the occurrence of improved hydrogen bonding between the kenaf fiber and the epoxy matrix facilitated to decrease the segmental chain movement in the composites, caused higher E′ in MH filler filled composites [52]. The better interfacial bonding between the kenaf fiber and the matrix was also pronounced by having a broader tan delta curve.
In another study, Saba et al. [59] investigated the viscoelastic behavior of kenaf fiber reinforced hybrid composites using prior dried nanofillers such as (i) OPEFB (ii) MMT and (iii) OMMT. The fillers were uniformly dispersed at 3% (by weight) in the epoxy matrix. The researchers reported that the OMMT nanoclay restricted the movements of the epoxy matrix chains as they introduced between the phyllosilicate layers of OMMT nanoclay. Hence the highly stiffed OMMT/kenaf hybrid composites exhibited a remarkable stress transfer between the fiber and matrix and resulting in increased E′. Regarding the damping factor, the stiffened and hardened nano-OPEFB filler restricted the movement of epoxy matrix molecules, resulting in improved E′ than the E″ in OPEFB/kenaf hybrid composites.
In other findings, the researchers reported that the OMMT/kenaf/epoxy composites showed the highest dimensional stability [57]. Next, to the OMMT composites, the nano-OPEFB composites acted efficiently to control the thermal expansion behavior of kenaf/epoxy composites. It was attributed to (i) larger aspect ratio of nano-OPEFB filler and (ii) improved interfacial bonding between the kenaf fiber and the epoxy matrix. Researchers in other study investigated the coefficient of thermal expansion (CTE) by varying the wt% (1, 3 and 5 wt%) of oil palm nanofiber/epoxy composites [58]. It was revealed that until the 3 wt% of nanofiller filled composites, the CTE was decreased. Further increasing the filler loading, the CTE was found to be increased. It was corroborated to the (i) poor dispersion and (ii) accumulation of the 5 wt% of added filler particles, resulted in creating a free space for polymer segmental movement. Nevertheless, the oil palm nanocomposites possessed higher thermal stability than the epoxy matrix composites.
Hamid et al. [53] investigated the DSC by varying the bayada clay sizes from 0 to 25 wt% (order of 6.25 wt%) in oil palm fiber/high-density polyethylene (HDPE) composites. The authors reported that the melting temperature (Tm) of clay filled and fiber filled composites showed less significant compared to the HDPE matrix. The range of ‘Tm’ of HDPE, oil palm fiber, clay-fiber composites, and pure clay lied between 136 and 137 °C. Further, the ΔHm of pure HDPE decreased while adding the oil palm fiber and clay at 25 wt% of loading (shown in Table 2). These observations indicated that the enrichment of thermal stability by incorporating the filler (fiber/clay) within the matrix and the clay composites.
9 Effect of Chemical Modification
Senthil et al. [60] investigated the TGA of cellulose/spent coffee bean powder (both untreated and alkali treated) composites. As expected, the alkali treated composites shown the highest thermal stability after a temperature of 350 °C. It was attributed to the existence of polyphenols presented in the spent coffee bean powder. Moreover, the authors reported that the alkali treated composites produced a higher residue. It could be due to (i) the presence of polyphenols and (ii) the removal of hemicelluloses. Many authors studied the thermal properties of biocomposites by using different chemical treatments. Some of the reported works tabulated in Table 3.
In another study, the thermal stability of hildegardia populifolia fiber/PPC composites (both treated and untreated) was explored [61]. The untreated fiber composites showed the highest thermal stability than the treated fiber composites. It was revealed that the existence of hemicellulose from the untreated fibers helped to improve the interfacial bonding between the fiber/matrix bonding, resulting in improved higher thermal resistance behavior. Continuation to the previous work, the authors [61] studied the visco-elastic behavior of hildegardia populifolia fiber/PPC composites and reported that 20% of untreated and 20% of NaOH treated composites shown insignificant variations in tan delta values. It was attributed to the removal of lignin content from the fiber, resulting in no significant change in the hydrogen bond content.
In another study, the visco-elastic behavior of composites analyzed by adding the nanoclay with natural rubber and short jute fiber/natural rubber composites [62]. They observed that the natural rubber/nanoclay/jute fiber hybrid composites exhibited higher storage modulus from the glassy region to the rubbery region. It ascribed to the proper distribution of short jute fiber within the natural rubber in the presence of nanoclay. However, the natural rubber/clay shown higher storage modulus than the natural rubber/gum.
In another study, the effect of nanoclay addition was studied by Biswal et al. [63] in polypropylene/pineapple leaf fiber reinforced composites. They reported that good interfacial bonding of nanoclay with fiber was ensured by showing a lesser melting temperature (166.60 °C) among the fabricated samples. Moreover, the strong interaction of nanoclay, fiber, and polypropylene exhibited by increased order of crystallization temperature in composites (shown in Table 3).
10 Effect of Filler Size
Huda et al. [64] analyzed the DMA behavior by varying the particle sizes such as 12.5, 4.8, and 2.2 µm in poly(lactic) acid (PLA)/newspaper fiber reinforced composites. The product names of talc (i.e., filler) were Silverline 002, Nicron 403 and Mistron CB whereas the Mistron CB (2.2 µm) filler was chemically pre-treated (silane). Results revealed that incorporation of 2.2 µm filler in poly(lactic) acid/newspaper fiber composites exhibited higher storage modulus than the rest of the samples due to the existence of higher stiffer interface in the PLA matrix. In loss modulus, the filler infused composites shifted the glass transition temperature (Tg) to higher temperatures. It was attributed to the reduced movement of the polymer chains by the newspaper fibers. Also, the stresses surrounded by the fillers induced to shift the Tg to higher temperatures (between 65 and 75 °C). The storage modulus was increased in the order, virgin PLA < PLA/newspaper < PLA/newspaper/12.5 µm (filler 1) < PLA/newspaper/4.8 µm (filler 2) < PLA/newspaper/2.2 µm (filler 3).
Continuation of the previous work [64], the authors analyzed the DSC properties by varying the particle size. It was reported that the addition of fillers in poly(lactic) acid (PLA)/newspaper fiber hybrid composites, the Tg was found to be increased. When increasing the particle size, the Tg was further improved (i.e., Tg (2.2 µm) > Tg (4.8 µm)). Hence this improved of Tg supported to vary the soft and flexible properties to hard and tough. Regarding the Tc, the PLA/filler composites found to be decreased compared with the virgin PLA, because the fillers limiting the movement of PLA chains in the surfaces. Then reducing the filler size in PLA, the Tc was further decreased (i.e., Tc (2.2 µm) < Tc (4.8 µm)) in composites. Besides, the crystallinity of the filler filled composites was also found to be decreased, resulting in improved impact strength due to the reduction of crystallinity could reduce the flexibility of molecular chains.
In another study, Kim et al. [65] used three different sizes of silver nanoparticles (9, 65, and 300 nm) in paraffin and compared the thermal stability of TGA of phase change material (PCM). Also, the silver nanoparticles varied from 0.5 to 2 wt% (order of 0.5 wt%) in paraffin. The TGA results revealed that the decomposition temperature of silver nanoparticles/paraffin composites were improved (ranged between 5 and 50 °C) by varying the size of silver nanoparticles. This increase in temperature was due to the increased thermal stability of silver nanoparticles/paraffin composites. Among the different sizes of nanoparticles, the 65 nm exhibited higher thermal stability. It could be due to the effective interaction between the silver nanoparticles and paraffin. Researchers in another study [66], compared the decomposition temperature (Td) of Polytetrafluoroethylene (PTFE)/SiO2 composites by varying the particle size (5 and 25 µm) and the SiO2 content (0–60 wt%). They observed that the Td was not influenced by varying the particle size and content of SiO2 due to the negligible interaction between the PTFE and SiO2.
11 Influence of Fillers on the Mechanical Properties of Biocomposites
It is well known that the mechanical properties of the biocomposites are influenced by various factors about the fillers. This section discusses how different parameters influence the properties and the changes in the functional behavior of the bio-composite based on these factors.
12 Effect of Filler Size and Filler Loading
In an interesting study, it was found that flexural properties and impact strength of the PLA based composite reinforced with kenaf and rice husk fibres (RH) were dependent on the fibre aspect ratio (length: diameter). Kenaf/PLA had superior flexural strength, flexural modulus, and impact strength than the RH/PLA composite. Higher cellulose content and larger aspect ratio of the kenaf fibre and their fibrillation helped to withstand more load than the wider and shorter RH fibre [67]. In another study, the effects of filler particle size on the tensile and impact properties of the poplar sawdust/PP composites by varying the polar sawdust size to 40, 50 and 60 meshes examined. The fibre aspect ratio increases with the mesh size. It can be observed from their results that tensile strength and modulus increased with the use of bigger particle size and vice-versa in case of the impact strength [68]. Polytetrafluoroethylene (PTFE) was used as a filler with polyetheretherketone (PEEK), and the effect of varying concentrations of PTFE (0, 7.5, 15, 22.5 and 30 wt%) on the composites was investigated. It was found that the impact strength of the composites improved with increased filler addition while the tensile properties decreased. The higher impact strength of the composites was due to the higher molecular weight of the PFTE fillers added [69]. The effect of filler loading (5–25 wt%) on the PPC based composites with biofillers obtained from agro-wastes such as spent tea leaf powder (STLP) [24], tamarind nut powder (TNP) [70], spent coffee bean powder (SCBP) [1, 3, 5], banana peel powder (BPP) [71] and eggshell powder (ESP) [23] etc. were studied. According to their findings, there was a significant improvement in the tensile strength and modulus of the composites with increased filler concentration. It could be attributed to several reasons such as the uniform distribution of the fillers, better matrix filler bonding, and the presence of rigid phenolic components in the filler. In a similar manner, the effect of filler loading (5–25 wt%) on cellulose-based composites with the agro waste fillers such as STLP [72], SCBP [5], TNP [73], and BPP [19] was also studied. A same kind of trend was also reported that the increase in filler loading enhanced the tensile properties of the biocomposites.
Hybrid fillers were also used in composites to form hybrid filler composites. In a study, tamarind polysaccharide was used as a reducing agent for silver nitrate and copper sulfate to form silver nanoparticles and copper nanoparticles in PPC based composites through the in-situ generation process. It was reported that the increase in filler content improved the tensile properties which were attributed to the incorporation of the metal nanoparticles along with the cellulosic filler [74, 75]. Cellulosic filler banana peel powder was used as a reducing agent to in-situ generate silver nanoparticles in cellulose-based hybrid nanocomposites. It was found that the rigid phenolic compounds and the metal nanoparticles contributed to the enhanced tensile properties of the hybrid nanocomposites [56]. In another study, silver nanoparticles were in-situ generated with Napier grass microfibrils, and their effect on the tensile properties was investigated. It was found that the tensile strength and the modulus increased only for the lower filler loadings (up to 2 wt%). The tensile properties reduced with higher loading (above 2 wt%) and which was attributed to the random orientation of the fillers and possible agglomeration due to high filler content [76]. It was also reported that there was a significant effect of filler size and filler loading on multi-walled carbon nanotubes and graphene nanopowder epoxy composites. The incorporation of these fillers reduced the tensile and modulus to about 44% and 20% respectively—the main reason behind such a behavior entanglement of the nanotubes and agglomeration of the graphene particles. Hence, higher filler loading reduced the properties of the composites [77].
According to some researchers, increasing the rice husk (RH) content in the polyester matrix resulted in a drop in the tensile strength up to 20 wt% while the maximum Young’s modulus was obtained at 15 wt% followed by a decline in values with a further increase of RH. The reasons for inferior strength and modulus at higher filler content are as follows: (a) poor interfacial adhesion between the hydrophilic natural filler and hydrophobic matrix and (b) agglomeration of fillers causes improper wetting of the resin and produces regions lacking in resin. These factors decrease the load bearing capability of the composite and affect the stress distribution within the matrix [78]. In another study, the tensile strength, modulus, and elongation at break of cellulose/Thespesia short fibre composites witnessed a drop in the values with increased filler loadings. The random orientation of the fibre and the presence of amorphous lignin and hemicelluloses as impurities in the fibre eventually led to the weakening of the composites indicating their negative effect [22].
13 Effect of Chemical Modification
Introduction of bamboo cellulose fibre (BCF) at 2 wt% in the PLA matrix resulted in lower tensile strength and % elongation than the pure PLA. However, the Young’s modulus was slightly higher for the BCF/PLA composite, which was attributed to the inherent stiffness of the bamboo fibre. They further demonstrated that mechanical properties could be enhanced by fibre treatments. Fibre treatment with the potassium hydroxide (KOH) and silane solution improved both the strength and modulus significantly by enhancing the interfacial adhesion between the filler and matrix. KOH treatment removes fibre constituents such as hemicellulose, lignin, pectin, waxes, and other surface impurities, allowing for better mechanical interlocking of the treated fibres with the PLA matrix. In the case of silane treatment, silane-grafted onto the fibre reacts and forms a chemical bond with the PLA matrix [79]. It was also reported that the improvement in the flexural strength, modulus, and hardness for the coir/PP composite reinforced with hydroxybenzene diazonium chloride treated fibres. In addition to the better mechanical interlocking between the fibre and matrix, chemical treatment of the fibre was also helpful in minimizing the micro-void at the filler-matrix interface [80]. Another study showed that tensile strength of the wood flour/PP composite could be improved by treating wood flour with 2 wt% NaOH for 1 h and also by adding talc into the matrix [81]. PP-based composite with hemp fibres treated by 0.05% potassium permanganate solution (KP) in acetone for 30 min had a superior modulus of elasticity and modulus of rigidity than the composite with the untreated fibres. The fibres undergo oxidation and forms into elementary fibre bundles due to the fibre treatment in KP solution [82]. In another interesting study, the effect of alkali treatment on Sterculia urens short fibres was studied on the mechanical properties of the cellulose-based biocomposites. It was concluded that the composites with treated Sterculia urens short fibres possessed improved tensile properties than their untreated counterpart. However, the tensile properties were still lower than the cellulose matrix. It was ascribed to the random orientation of the fillers used [21].
14 Aging Effects
RH/HDPE composites subjected to the accelerated weathering possessed lower impact strength than the pristine or dry specimens. The swelling and shrinking of RH fibre due to the moisture absorption induce interfacial cracks such that the premature failure occurs at lower loads. The samples subjected to weathering were found to have crazing and flaking of the RH fillers on the matrix, which is also believed to have caused a loss in the strength [83]. The decrease in modulus of rigidity, and Young’s modulus of the rubber wood fibre/recycled PP composites exposed to the natural weathering was reported earlier. They also demonstrated that this resistance to moisture and temperature could be improved by adding 1 wt% UV stabilizer into the wood fibre/matrix during the fabrication [84]. Similarly, other researchers indicated that grafting maleic anhydride (MA) into the polyvinyl chloride reinforced with alfa fibres provided better resistance to the hydrothermal aging conditions by exhibiting higher strength and modulus than the composite without MA. MA improves the fibre compatibility between the fiber-matrix and acts a barrier to restrict the moisture diffusion into the composite; hence, lower loss in the mechanical properties [85]. Based on the reported studies in the literature, it is concluded that mechanical properties of the bio-composites are influenced by various factors such as filler size, filler loading, the addition of a compatibilizer, fibre treatments and exposure to the aging conditions.
15 Challenges, Opportunities, Current Developments, and Applications
There are some critical disadvantages of using organic fillers that limit their application. The major challenge of the application of organic fillers in polymer matrix composites lies in the compatibility of the filler and the matrix. Generally, the polymer matrix is hydrophobic, and the fillers are hydrophilic. Hence, the issue of compatibility between the polymer matrix and the filler arises [86]. The hydrophilic character of the filler results in high moisture absorption, poor matrix-filler interfacial adhesion, and poor filler dispersion. The mechanical properties of the resulting biocomposites largely depend on the interfacial adhesion between filler and matrix. Hence in order to overcome these limitation coupling agents can be used to modify the polymer matrix, or chemical modification of the filler can be done through treatments [87]. Another major disadvantage of organic fillers is high moisture absorption due to the presence of high hydroxyl groups. High moisture absorption leads to high swelling thereby affecting the performance of the resulting biocomposites. It could be reduced by chemical treatments of the hydroxyl groups present in the fillers. Further, the natural filler reinforced composites have other issues such as the poor resistance to adverse weather conditions, lower mechanical properties [88]. One more important issue of selection of suitable fillers for the application in composites is that the nonexistence of standards regarding the methods of collection, treatment, pre, and post-processing. Over recent years, interest to incorporate two or more fillers into a polymer matrix is increasing. It is also called as hybrid filler reinforcement. The main objective was to overcome the constraint of the single filler reinforced matrix with the other filler that has better properties when compared to the former filler [89]. Fillers having micro and nano-scaled sizes are also reinforced in a single polymer matrix to form hybrid nanocomposites. Most of the reports on the hybridized fillers used in polymer matrix composites proved to have improved the functional properties of the composites [56, 74, 75]. Natural or organic filler biocomposites are used almost in all applications. However, the prominent user is the automotive industry. These biocomposites also find their application on a variety of fields such as textile industry, construction, furniture, packaging, paper, healthcare, and energy sectors [89,90,91]. The main reasons for the substantial usage of natural fillers in these applications are the lower weight, renewable, and relatively lower cost. Majority of the components in an automotive vehicle such as the door panels, dashboard, armrests, body panels, seat bottoms, backrests etc. are made from the natural filler composites. Further, the natural fillers are used also used for the manufacture of musical instruments, furnishing for workplaces and homes, packing materials such as containers, cases, etc.
16 Concluding Remarks
Even though the inorganic fillers provide continuous performance improvements in the composite materials, the polymer composites filled with natural-organic fillers, are gaining more and more attention due to the mounting concerns over the environmental protection and also the cost aspects. The organic fillers can also provide performance characteristics at par with their inorganic counterpart; however, the selection of fillers for the particular application with suitable properties is critical. Although there are some limitations of using organic fillers in polymer matrices such as the elasticity, processability and dimensional stability, these limitations can be overcome through chemical modification of the filler, use of adhesion inhibitors and some additives. Furthermore, the performance of the composites lies in the selection of the most suitable matrix, filler, and optimization of all fabricating and processing parameters. Furthermore, the potential of application of natural fillers in polymer composites depends mostly on the increase of regulation and its commercial features. The development of information on natural fillers will lead to the standardization of the natural fillers and in turn, provides a higher level of confidence on the physio-mechanical properties of the resulting biocomposites. Still, many natural organic fillers are unexplored for commercial usage in large scale applications. Hence, there is a broad scope for the scientific community in the research and development of organic natural filler reinforced composites for large scale applications such as automotive, construction, and packaging industries.
References
Muthu Kumar, S.T., Yorseng, K., Siengchin, S., Ayrilmis, N., & Rajulu, V. A. (2019). Mechanical and thermal properties of spent coffee bean filler/poly(3-hydroxybutyrate-co-3-hydroxyvalerate) biocomposites: Effect of recycling. Process Safety and Environmental Protection, 124, 87–195.
Mohanty, A. K., Misra, M., & Hinrichsen, G. I. (2000). Biofibres, biodegradable polymers and biocomposites: An overview. Macromolecular Materials and Engineering, 276, 11–24.
Thiagamani, S. M. K., Krishnasamy, S., & Siengchin, S. (2019). Challenges of biodegradable polymers: An environmental perspective. Applied Science and Engineering Progress, 12(3), 149.
Netravali, A. N., & Chabba, S. (2003). Composites get greener. Materials Today, 4(6), 22–29.
Kumar, T.S.M., Rajini, N., Huafeng, T., Rajulu, A.V., Ayrilmis, N., & Siengchin, S. (2018). Improved mechanical and thermal properties of spent coffee bean particulate reinforced poly(propylene carbonate) composites. Particulate Science and Technology.
Thiagamani, S. M. K., Nagarajan, R., Jawaid, M., Anumakonda, V., & Siengchin, S. (2017). Utilization of chemically treated municipal solid waste (spent coffee bean powder) as reinforcement in cellulose matrix for packaging applications. Waste Management, 69, 445–454.
Bledzik, A., & Gassan, J. (1993). Composites Reinforced with Cellulose Based Fibers. Progress in Polymer Science, 24(2), 221–274.
Onuegbu, G. C., & Igwe, I. O. (2011). The Effects of Filler Contents and Particle Sizes on the mechanical and end-use properties of snail shell powder filled polypropylene. Materials Sciences and Applications, 2(7), 810–816.
Katz, H. S., & Mileski, J. V. (1987). Handbook of fillers for plastics. Springer Science & Business Media.
La Mantia, F.P., Morreale, M., & Mohd Ishak, Z.A. (2005). Processing and mechanical properties of organic filler-polypropylene composites. Journal of Applied Polymer Science, 96(5), 1906–1913.
Rozman, H. D., Lai, C. Y., Ismail, H., & Ishak, Z. A. M. (2000). The effect of coupling agents on the mechanical and physical properties of oil palm empty fruit bunch–polypropylene composites. Polymer International, 49(11), 1273–1278.
Canche-Escamilla, G., Rodriguez-Laviada, J., Cauich-Cupul, J. I., Mendizabal, E., Puig, J. E., & Herrera-Franco, P. J. (2002). Flexural, impact and compressive properties of a rigid-thermoplastic matrix/cellulose fiber reinforced composites. Composites Part A: Applied Science and Manufacturing, 33(4), 539–549.
Nair, K. C. M., Kumar, R. P., Thomas, S., Schit, S. C., & Ramamurthy, K. (2000). Rheological behavior of short sisal fiber-reinforced polystyrene composites. Composites Part A: Applied Science and Manufacturing, 31(11), 1231–1240.
Koronis, G., Silva, A., & Fontul, M. (2013). Green composites: A review of adequate materials for automotive applications. Composites Part B: Engineering, 44(1), 120–127.
Ashori, A. (2008). Wood–plastic composites as promising green-composites for automotive industries! Bioresource Technology, 99(11), 4661–4667.
Zah, R., Hischier, R., Leão, A. L., & Braun, I. (2007). Curauá fibers in the automobile industry—A sustainability assessment. Journal of Cleaner Production, 15(11–12), 1032–1040.
Jacob, A. (2006). WPC industry focuses on performance and cost. Reinforced Plastics, 50(5), 32–33.
Hosseinaei, O., Wang, S., Enayati, A. A., & Rials, T. G. (2012). Effects of hemicellulose extraction on properties of wood flour and wood–plastic composites. omposites Part A: Applied Science and Manufacturing, 43(4), 686–694.
Senthil Muthu Kumar, T., Rajini, N., Alavudeen, A., Siengchin, S., Rajulu, V., & Ayrilmis, N. (2019). Development and analysis of completely biodegradable cellulose/banana peel powder composite films. Journal of Natural Fibers, 1–10.
Senthil Muthu Kumar, T., Rajini, N., Obi Reddy, K., Varada Rajulu, A., Siengchin, S., & Ayrilmis, N. (2018). All-cellulose composite films with cellulose matrix and Napier grass cellulose fibril fillers. International Journal of Biological Macromolecules.
Jayaramudu, J., Reddy, G. S. M., Varaprasad, K., Sadiku, E. R., Sinha Ray, S., & Varada Rajulu, A. (2013). Preparation and properties of biodegradable films from Sterculia urens short fiber/cellulose green composites. Carbohydrate Polymers, 93(2), 622–627.
Ashok, B., Reddy, K. O., Madhukar, K., Cai, J., Zhang, L., & Rajulu, A. V. (2015). Properties of cellulose/Thespesia lampas short fibers bio-composite films. Carbohydrate Polymers, 127, 110–115.
Feng, Y., et al. (2014). Preparation and characterization of polypropylene carbonate bio-filler (eggshell powder) composite films. International Journal of Polymer Analysis and Characterization, 19(7), 637–647.
Xia, G., et al. (2015). Preparation and properties of biodegradable spent tea leaf powder/poly(propylene carbonate) composite films. International Journal of Polymer Analysis and Characterization, 20(4), 377–387.
Tjong, S. C., & Mai, Y.-W. (2008). Processing-structure-property aspects of particulate-and whisker-reinforced titanium matrix composites. Composites Science and Technology, 68(3–4), 583–601.
Park, S.-J., & Seo, M.-K. (2011). Interface science and composites (Vol. 18). Academic Press.
Plackett, D., Andersen, T. L., Pedersen, W. B., & Nielsen, L. (2003). Biodegradable composites based on L-polylactide and jute fibres. Composites Science and Technology, 63(9), 1287–1296.
Oksman, K., & Selin, J.-F. (2004). Plastics and composites from polylactic acid. In Natural fibers, plastics and composites (pp. 149–165). Springe.
Xanthos, M. (2010). Functional fillers for plastics. Wiley.
Zuiderduin, W. C. J., Westzaan, C., Huetink, J., & Gaymans, R. J. (2003). Toughening of polypropylene with calcium carbonate particles. Polymer (Guildf), 44(1), 261–275.
Tjong, S. C. (2006). Structural and mechanical properties of polymer nanocomposites. Materials Science and Engineering R: Reports 53(3–4), 73–197.
Eiras, D., & Pessan, L. A. (2009). Mechanical properties of polypropylene/calcium carbonate nanocomposites. Materials Research 12(4), 517–522.
Demjén, Z., Pukánszky, B., & Nagy, J. (1998). Evaluation of interfacial interaction in polypropylene/surface treated CaCO3 composites. Composites Part A: Applied Science and Manufacturing 29(3), 323–329.
Fellahi, S., Chikhi, N., & Bakar, M. (2001). Modification of epoxy resin with kaolin as a toughening agent. Journal of Applied Polymer Science, 82(4), 861–878.
Shivamurthy, B., & Prabhuswamyc, M. S. (2009). Influence of SiO2 fillers on sliding wear resistance and mechanical properties of compression moulded glass epoxy composites. Journal of Minerals and Materials Characterization and Engineering, 8(07), 513.
Peng, H., Liu, L., Luo, Y., Hong, H., & Jia, D. (2009). Synthesis and characterization of 3-benzothiazolthio-1-propyltriethoxylsilane and its reinforcement for styrene–butadiene rubber/silica composites. Journal of Applied Polymer Science, 112(4), 1967–1973.
Altan, M., & Yildirim, H. (2012). Mechanical and antibacterial properties of injection molded polypropylene/TiO2 nano-composites: Effects of surface modification. Journal of Materials Science and Technology, 28(8), 686–692.
Friedrich, K., Fakirov, S., & Zhang, Z. (2005). Polymer composites: From nano-to macro-scale. Springer Science & Business Media.
Atta, A., El-Saeed, A., Al-Lohedan, H., & Wahby, M. (2017). Effect of montmorillonite nanogel composite fillers on the protection performance of epoxy coatings on steel pipelines. Molecules, 22(6), 905.
Majeed, K., et al. (2013). Potential materials for food packaging from nanoclay/natural fibres filled hybrid composites. Materials and Design, 46, 391–410.
Ku, H., Wang, H., Pattarachaiyakoop, N., & Trada, M. (2011). A review on the tensile properties of natural fiber reinforced polymer composites. Composites Part B: Engineering, 42(4), 856–873.
Kalia, S., Kaith, B. S., & Kaur, I. (2009). Pretreatments of natural fibers and their application as reinforcing material in polymer composites—A review. Polymer Engineering & Science, 49(7), 1253–1272.
S. Ojha, S. K. Acharya, & G. (2015). Raghavendra, Mechanical properties of natural carbon black reinforced polymer composites. Journal of Applied Polymer Science, 132(1).
Mittal, G., Dhand, V., Rhee, K. Y., Park, S.-J., & Lee, W. R. (2015). A review on carbon nanotubes and graphene as fillers in reinforced polymer nanocomposites. Journal of Industrial and Engineering Chemistry, 21, 11–25.
Hu, K., Kulkarni, D. D., Choi, I., & Tsukruk, V. V. (2014). Graphene-polymer nanocomposites for structural and functional applications. Progress in Polymer Science, 39(11), 1934–1972.
Carroll, D. R., Stone, R. B., Sirignano, A. M., Saindon, R. M., Gose, S. C., & Friedman, M. A. (2001). Structural properties of recycled plastic/sawdust lumber decking planks. Resources, Conservation and Recycling, 31(3), 241–251.
Matuana, L. M., & Stark, N. M. (2015). The use of wood fibers as reinforcements in composites. In Biofiber reinforcements in composite materials (pp. 648–688). Elsevier.
Sanjay, M. R., Madhu, P., Jawaid, M., Senthamaraikannan, P., Senthil, S., & Pradeep, S. (2018). Characterization and properties of natural fiber polymer composites: A comprehensive review. Journal of Cleaner Production 172, 566–581.
Siró, I., & Plackett, D. (2010). Microfibrillated cellulose and new nanocomposite materials: A review. Cellulose, 17(3), 459–494.
Lu, J., Wang, T., & Drzal, L. T. (2008). Preparation and properties of microfibrillated cellulose polyvinyl alcohol composite materials. Composites Part A: Applied Science and Manufacturing, 39(5), 738–746.
Wu, J., et al. (2010). Structure and properties of cellulose/chitin blended hydrogel membranes fabricated via a solution pre-gelation technique. Carbohydrate Polymers, 79(3), 677–684.
Saba, N., Alothman, O. Y., Almutairi, Z., & Jawaid, M. (2019). Magnesium hydroxide reinforced kenaf fibers/epoxy hybrid composites: Mechanical and thermomechanical properties. Construction and Building Materials, 201, 138–148.
Essabir, H., Boujmal, R., Bensalah, M. O., Rodrigue, D., Bouhfid, R., & el kacem Qaiss, A. (2016). Mechanical and thermal properties of hybrid composites: Oil-palm fiber/clay reinforced high density polyethylene. Mechanics of Materials, 98, 36–43.
Neher, B., Bhuiyan, M. M. R., Kabir, H., Gafur, M. A., Qadir, M. R., & Ahmed, F. (2016). Thermal properties of palm fiber and palm fiber-reinforced ABS composite. Journal of Thermal Analysis and Calorimetry, 124(3), 1281–1289.
Vivek, S., & Kanthavel, K. (2019). Effect of bagasse ash filled epoxy composites reinforced with hybrid plant fibres for mechanical and thermal properties. Composites Part B: Engineering, 160, 170–176.
Thiagamani, S. M. K., Rajini, N., Siengchin, S., Varada Rajulu, A., Hariram, N., & Ayrilmis, N. (2019). Influence of silver nanoparticles on the mechanical, thermal and antimicrobial properties of cellulose-based hybrid nanocomposites. Composites Part B: Engineering.
Saba, N., Paridah, M. T., Abdan, K., & Ibrahim, N. A. (2016). Dynamic mechanical properties of oil palm nano filler/kenaf/epoxy hybrid nanocomposites. Construction and Building Materials, 124, 133–138.
Saba, N., Paridah, M. T., Abdan, K., & Ibrahim, N. A. (2016). Physical, structural and thermomechanical properties of oil palm nano filler/kenaf/epoxy hybrid nanocomposites. Materials Chemistry and Physics, 184, 64–71.
Saba, N., Jawaid, M., Paridah, M. T., & Alothman, O. (2017). Physical, structural and thermomechanical properties of nano oil palm empty fruit bunch filler based epoxy nanocomposites. Industrial Crops and Products, 108, 840–843.
Thiagamani, S. M. K., Nagarajan, R., Jawaid, M., Anumakonda, V., & Siengchin, S. (2017). Utilization of chemically treated municipal solid waste (spent coffee bean powder) as reinforcement in cellulose matrix for packaging applications. Waste Management, 69.
Li, X. H., Meng, Y. Z., Wang, S. J., Rajulu, A. V., & Tjong, S. C. (2004). Completely biodegradable composites of poly (propylene carbonate) and short, lignocellulose fiber Hildegardia populifolia. Journal of Polymer Science Part B: Polymer Physics, 42(4), 666–675.
Roy, K., Debnath, S. C., Das, A., Heinrich, G., & Potiyaraj, P. (2018). Exploring the synergistic effect of short jute fiber and nanoclay on the mechanical, dynamic mechanical and thermal properties of natural rubber composites. Polymer Testing, 67, 487–493.
Biswal, M., Mohanty, S., & Nayak, S. K. (2009). Influence of organically modified nanoclay on the performance of pineapple leaf fiber-reinforced polypropylene nanocomposites. Journal of Applied Polymer Science, 114(6), 4091–4103.
Huda, M. S., Drzal, L. T., Mohanty, A. K., & Misra, M. (2007). The effect of silane treated-and untreated-talc on the mechanical and physico-mechanical properties of poly(lactic acid)/newspaper fibers/talc hybrid composites. Composites Part B: Engineering, 38(3), 367–379.
Kim, I.-H., Sim, H.-W., Hong, H.-H., Kim, D.-W., Lee, W., & Lee, D.-K. (2019). Effect of filler size on thermal properties of paraffin/silver nanoparticle composites. Korean Journal of Chemical Engineering, 36(6), 1004–1012.
Chen, Y.-C., Lin, H.-C., & Lee, Y.-D. (2003). The effects of filler content and size on the properties of PTFE/SiO2 composites. Journal of Polymer Research, 10(4), 247–258.
Yussuf, A. A., Massoumi, I., & Hassan, A. (2010). Comparison of polylactic acid/kenaf and polylactic acid/rise husk composites: The influence of the natural fibers on the mechanical, thermal and biodegradability properties. Journal of Polymers and the Environment, 18(3), 422–429.
Nourbakhsh, A., Karegarfard, A., Ashori, A., & Nourbakhsh, A. (2010). Effects of particle size and coupling agent concentration on mechanical properties of particulate-filled polymer composites. Journal of Thermoplastic Composite Materials, 23(2), 169–174.
Bijwe, J., Sen, S., & Ghosh, A. (2005). Influence of PTFE content in PEEK–PTFE blends on mechanical properties and tribo-performance in various wear modes. Wear, 258(10), 1536–1542.
Kumar, T. S. M., Rajini, N., Tian, H., Rajulu, A. V., Winowlin Jappes, J. T., & Siengchin, S. (2017). Development and analysis of biodegradable poly(propylene carbonate)/tamarind nut powder composite films. International Journal of Polymer Analysis and Characterization.
Senthil Muthu Kumar, T., Rajini, N., Siengchin, S., Varada Rajulu, A. & Ayrilmis, N. (2019). Influence of Musa acuminate bio-filler on the thermal, mechanical and visco-elastic behavior of poly (propylene) carbonate biocomposites. International Journal of Polymer Analysis and Characterization, 1–8.
Duan, J., Reddy, K. O., Ashok, B., Cai, J., Zhang, L., & Rajulu, A. V. (2016). Effects of spent tea leaf powder on the properties and functions of cellulose green composite films. Journal of Environmental Chemical Engineering, 4(1), 440–448.
Senthil Muthu Kumar, T., Rajini, N., Jawaid, M., Varada Rajulu, A., & Winowlin Jappes, J. T. (2018). Preparation and properties of cellulose/tamarind nut powder green composites: (Green composite using agricultural waste reinforcement). Journal of Natural Fibers.
Nallamuthu, I. D. M. P., et al. (2019). Antimicrobial properties of poly(propylene) carbonate/Ag nanoparticle-modified tamarind seed polysaccharide with composite films. Ionics (Kiel).
Indira Devi, M. P., et al. (2019). Biodegradable poly(propylene) carbonate using in-situ generated CuNPs coated Tamarindus indica filler for biomedical applications. Materials Today Communications.
Indira Devi, M. P., Nallamuthu, N., Rajini, N., Varada Rajulu, A., Hari Ram, N., & Siengchin, S. (2018). Cellulose hybrid nanocomposites using Napier grass fibers with in situ generated silver nanoparticles as fillers for antibacterial applications. International Journal of Biological Macromolecules, 118, 99–106.
Ervina, J., Mariatti, M., & Hamdan, S. (2016). Effect of filler loading on the tensile properties of multi-walled carbon nanotube and graphene nanopowder filled epoxy composites. Procedia Chemistry, 19, 897–905.
Hardinnawirda K., & SitiRabiatull Aisha, I. (2012). Effect of rice husks as filler in polymer matrix composites. Journal of Mechanical Engineering Science, 2, 181–186.
Lu, T., et al. (2014). Effects of modifications of bamboo cellulose fibers on the improved mechanical properties of cellulose reinforced poly(lactic acid) composites. Composites Part B: Engineering, 62, 191–197.
Islam, M. N., Rahman, M. R., Haque, M. M., & Huque, M. M. (2010). Physico-mechanical properties of chemically treated coir reinforced polypropylene composites. Composites Part A: Applied Science and Manufacturing, 41(2), 192–198.
Gwon, J. G., Lee, S. Y., Chun, S. J., Doh, G. H., & Kim, J. H. (2010). Effects of chemical treatments of hybrid fillers on the physical and thermal properties of wood plastic composites. Composites Part A: Applied Science and Manufacturing 41(10), 1491–1497.
Panaitescu, D. M., et al. (2016). Influence of hemp fibers with modified surface on polypropylene composites. Journal of Industrial and Engineering Chemistry, 37, 137–146.
Rahman, W., Sin, L. T., Rahmat, A. R., Isa, N. M., Salleh, M. S. N., & Mokhtar, M. (2011). Comparison of rice husk-filled polyethylene composite and natural wood under weathering effects. Journal of Composite Materials, 45(13), 1403–1410.
Homkhiew, C., Ratanawilai, T., & Thongruang, W. (2014). Effects of natural weathering on the properties of recycled polypropylene composites reinforced with rubberwood flour. Industrial Crops and Products, 56, 52–59.
Hammiche, D., Boukerrou, A., Djidjelli, H., Corre, Y.-M., Grohens, Y., & Pillin, I. (2013). Hydrothermal ageing of alfa fiber reinforced polyvinylchloride composites. Construction and Building Materials, 47, 293–300.
Arjmandi, R., Hassan, A., Majeed, K., & Zakaria, Z. (2015). Rice husk filled polymer composites. International Journal of Polymer Science, 2015.
Hamim, F. A. R., Ghani, S. A., & Zainudin, F. (2016). Properties of recycled high density polyethylene (RHDPE)/ethylene vinyl acetate (EVA) blends: The effect of blends composition and compatibilisers. Journal of Physical Science, 27(2), 23.
Zaaba, N. F., & Ismail, H. (2019). Thermoplastic/natural filler composites: A short review. Journal of Physical Science, 30, 81–99.
Mochane, M. J., Mokhena, T. C., Mokhothu, T. H., Mtibe, A., Sadiku, E. R., Ray, S. S., et al. (2019). Recent progress on natural fiber hybrid composites for advanced applications: A review. eXPRESS Polymer Letters, 13(2), 159–198.
Peças, P., Carvalho, H., Salman, H., & Leite, M. (2018). Natural fibre composites and their applications: A review. Journal of Composites Science, 2(4), 66.
Holbery, J., & Houston, D. (2006). Natural-fiber-reinforced polymer composites in automotive applications. JOM Journal of the Minerals Metals and Materials Society, 58(11), 80–86.
Acknowledgement
This research was supported by the King Mongkut’s University of Technology North Bangkok (KMUTNB), Thailand through the Post Doc Program (Grant No. KMUTNB-61-Post-01 and KMUTNB-63-KNOW-001).
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2020 Springer Nature Switzerland AG
About this chapter

Cite this chapter
Senthil Muthu Kumar, T. et al. (2020). Influence of Fillers on the Thermal and Mechanical Properties of Biocomposites: An Overview. In: Khan, A., Mavinkere Rangappa, S., Siengchin, S., Asiri, A. (eds) Biofibers and Biopolymers for Biocomposites. Springer, Cham. https://doi.org/10.1007/978-3-030-40301-0_5
Download citation
DOI: https://doi.org/10.1007/978-3-030-40301-0_5
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-030-40300-3
Online ISBN: 978-3-030-40301-0
eBook Packages: Chemistry and Materials ScienceChemistry and Material Science (R0)