
Abstract
Every organisation has an upper limit to the number of orders or products that it can manufacture or remanufacture per unit time. In reverse logistics operations, capacity limits can lead to inefficiencies in the remanufacturing process. In this paper, comparisons were made of the Bullwhip effect (BWE) in closed-loop systems that have collection and remanufacturing capacity limits and those that do not. Collection and remanufacturing capacity limits were introduced for a system where a company had to collect ‘enough’ products before remanufacturing can begin. This introduced collection backlogs, remanufacturing backlogs and remanufacturing downtimes to the closed loop supply chain (CLSC). By adopting a systems dynamics approach, the research performed ‘what-if’ analyses of the closed-loop system under different levels of the factors under investigation. Two case studies were investigated: one remanufacturing electric vehicle batteries (low demand, slow moving item) and the other remanufacturing kitchen appliances (high demand, fast moving item). Firstly, introducing collection and remanufacturing capacity limits in the reverse chain increased the BWE to a level higher than the reverse chain without any capacity limits, but not to the level of the forward chain without any product returns. Secondly, introducing collection and remanufacturing capacity limits for a closed-loop system where a company had to collect ‘enough’ products before remanufacturing begins had different impacts depending on the product demand size and speed. The presence of external returns by other parties not regulated by an organisation had an impact of lowering the BWE in the closed-loop system and it also impacted how the other factors under investigation affected the Bullwhip effect. These findings were used to provide managerial insights for organisations venturing into reverse logistics.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
Introduction
Background and problem statement
An “almost ubiquitous problem” occurring in supply chains was mentioned by Lee, Padmanabhan and Whang [31]. This problem was the so-called BWE. The BWE is “a phenomenon by which even small variations in customer demand may generate high alterations in upstream production of suppliers”[14]. The consequences of the BWE to a supply chain were identified by Lee et al. [31]. These include excessive inventory investment, poor customer sales leading to loss of sales, misguided capacity plans, inactive transportation and missed production schedules. All these result in excess costs which would impact on the supply chain’s profitability which makes the concept interesting to both industry and academia.
The topic however, is not a new one as it has evolved from as early as 1958 [28]. According to the authors, the BWE has evolved from production and inventory control (before 1958), through the stage of the beer game (1989–1997) up to the stage of avoiding the BWE (after 2000). In all these phases, a lot articles have been published on the topic. However, Fransoo and Wouters [20] argued that although there are many remedies for the BWE summarised in existing literature, the BWE is still a concern in practical supply chains. This is mainly because existing papers analyse BWE in a simple supply chain, consider different business environments and have limited assumptions made regarding practical supply chains which are more complex. This happens because adjusting even one parameter in the system would significantly impact other parameters and influence the supply chain behaviour.
In an invited review, Wang and Disney [51] explained the evolution of BWE research and what is still being expected in the coming years. In their narrative literature review, the authors identified main topics of interest that are emerging under BWE research. This shows that the BWE is still an interesting topic. The authors mention extensions to the topic such as BWE in complex systems, in service chains, with price consideration, with resource competition, with sustainability and as an extended concept.
Recently, research on the BWE has focused on closed loop supply chains (CLSCs). Authors such as (among others) Tang and Naim [43], Zhou, Disney, Lalwani, and Wu [57] and Zhou and Disney [56] investigated the impact of information transparency, return yield uncertainty, remanufacturing lead time uncertainty and consumption lead time uncertainty. Their most popular conclusion was that an increase in the return rate led to a decrease in the BWE in the supply chain.
Many authors have used different methodologies such as system dynamics and reached the same conclusions. Authors such as Turrisi, Bruccoleri, and Cannella [46], Zhang and Yuan [55], Yuan and Zhang [53], Wan and Li [49] and Ma, Chai, Zhang and Zheng [33] agreed with the conclusion that an increase in the return rate decreased the BWE in a supply chain. Das and Dutta [10] agreed with the same conclusion but with the condition that when inventory cover time (a level of extra stock that is used to mitigate the risk of stock-out), inventory adjustment time (the time taken to correct inventory discrepancies in inventory due to changes in demand) and remanufacturing percentage (the percentage of the successfully collected products that was remanufacturable) are kept constant, that is when an increase in the collection of returns will reduce the BWE in a supply chain.
Additional factors were looked into by Zanoni, Ferretti and Tang [54] who investigated the impact of different inventory control policies in a hybrid manufacturing/remanufacturing system. Their investigation focused on PULL (in a PULL system, remanufacturing starts whenever the inventory position of serviceable inventory drops to a certain level, and there is sufficient recoverable inventory to increase the inventory position to the desired level), shifted PULL (modified PULL system), DUAL (when the inventory position of the serviceable stock drops to or below the reorder point and a replenishment order is triggered that is split into manufacturing and remanufacturing orders) and separate PULL (objective of this policy is to separate as much as possible manufacturing decisions and remanufacturing decisions) inventory control systems. In their conclusion, the authors state that manufacturing BWE can be reduced in a DUAL policy and remanufacturing BWE can be reduced in a shifted PULL policy. He, Yuan and Zhang [23] also investigated the impact of the 3P (third party) recycler behaviour on the whole supply chain members and how the environmental policy index impacted the third party recycler behaviour. They investigated factors such as the recycling ratio and the recycling delay. Hosoda, Altekin, Sahin, Disney and Gavirneni [29] investigated the impact of an advance notice on returns and noted a fundamental trade-off between the volume of returns and dynamic supply chain performance. Another different research investigated the impact of different recovery options depending on the level of processing undergone by product returns. This research by Sy [42] argued that the amplifications increase when remanufacturing is introduced in the supply chain. The authors also identified remanufacturing and refurbishing as having more significant impact on the forward chain than other recovery options.
Although the majority of the research on the BWE in CLSCs agree with the conclusion that introducing returns reduces the BWE, Some authors disagree with this conclusion. Ding and Gan [12] argued that when remanufacturing is introduced in a supply chain, BWE increases in the closed-loop supply chain and it increases with an increase in product returns. This opposing conclusion was similar to that of Adenso-Díaz et al. [1] who first identified factors that were significant in impacting the BWE in both the forward and the closed-loop supply chain. Adenso-Díaz [1] claimed that the return rate can mitigate the BWE for lower returns but increases the BWE for higher returns. Hosoda, Altekin, Sahin, Disney and Gavirneni [29] argued that longer remanufacturing lead times may reduce inventory variance and increasing return yields could have a negative impact on the system. Zhou, Naim and Disney [58] had conclusions differing from their previous research. The authors also argued that increasing the return yield to a certain level can reduce the risk of stock out, however as much as the retailer can accept more returns, the other upstream echelons have to be more cautious about how many returns to accept because of the chaos caused by a high volume of returns. This was different from their previous conclusions that a high volume of returns results in lower BWE. The authors argued that high volumes of returns are beneficial in reducing the BWE horizontally and shorter lead times generally (but not always) lead to lower BWE. Their main argument was that the closed-loop system does not always benefit from reverse logistics, as the total variance with reverse logistics is sometimes bigger than without reverse logistics.
Recent research on the topic was by Tombido, Louw, and van Eeden [45] who investigated the impact of supply chain network structure both in the forward and reverse chains on the BWE in a closed loop system with remanufacturing. The authors concluded that a serial network is more sensitive to changes in the reverse chain in terms of the number of parties involved compared to a divergent supply chain. The authors also argued that the serial network assumption overestimates Bullwhip measures. Tombido and Baihaqi [44] also investigated the impact of splitting markets between new and remanufactured affected the BWE in closed loop systems and how introducing a substitution policy changed the levels of the BWE in the system. The authors concluded that splitting markets between new and remanufactured products increased the BWE in the system. In addition, introducing a downward substitution policy, reduced the BWE in the system but not to the level it was before the markets for new and remanufactured products were split.
Despite the differences in modelling assumptions and methodology, three factors have emerged (among the majority of studies) as having an impact on the BWE in the closed-loop supply chain. These factors are the (1) remanufacturing lead time, (2) collection rate and (3) the remanufacturing rate. Whilst the findings of various authors on the topic differ, the majority of the authors agree that increases in the collection rate and remanufacturing rate reduce the BWE in closed loop systems whilst longer lead times result in higher BWE.
In a similar way, the following modelling assumptions have also emerged as being popular among most of the studies;
-
1.
Unlimited remanufacturing capacity.
-
2.
Remanufactured products being similar to new products and being sold in the same market.
-
3.
PUSH inventory control policy for returned products.
-
4.
A one product serial supply(a supply chain with only one player at each stage of the supply chain) chain whereby each echelon (supply chain stage/level) is preceded by one entity and also succeeded by one entity.
-
5.
In the forward chain, a common assumption was random stationery demand where the order placed by each echelon is the average forecast plus a fraction of the discrepancy between actual and target inventory levels and a fraction of actual and target work in process levels as described by Tang and Naim [43]. Most studies have also assumed an exponential smoothing forecast for each echelon.
“Capacity is the processing abilities and limitations that stem from the scarcity of various processing resources”- [8]. The author further emphasised that capacity can be interpreted as some upper bound on processing quantities. “Capacity constraints usually refer to considering upper limits in the order sizes placed by suppliers, or upper limits in the orders’ acceptance level” [14].
Capacity constraints in a supply chain have always been looked into from the perspective of the production capacity. In the case of a manufacturing/remanufacturing system, most authors have always assumed an unlimited capacity. An argument made by Wang, Li, Yan, and Zhu [50] was that considering capacity constraints made their paper more realistic and complex. In their paper, the authors investigated optimal production and pricing strategies faced by a manufacturing/remanufacturing system where returns were collected under a name-your-own-price bidding system and the manufacturer had limited capacity to produce both new and remanufactured products.
Aksoy and Gupta [2] identified two different types of uncertainties that affect the reverse logistics process;
-
I.
Internal uncertainty comprises of variations within the remanufacturing process such as the quality level of the product, the remanufacturing lead time, the yield rate of the process and the possibility of system failure.
-
II.
External uncertainty comprises of the variations originating from factors outside of the remanufacturing process which include the timing, quantity and quality of returned products, the timing and the level of demand and the procurement lead times for new parts/products.
The authors claimed that these uncertainties result in the undersupply or obsolescence of inventory, improper remanufacturing plan and loss of competitive edge in the market. In their research the authors considered capacity constraints in the remanufacturing process and they examined the trade-offs between increasing the number of capacity buffers and increasing the capacity at the remanufacturing stations under numerous circumstances. They investigated performance measures such as total cost, average WIP (work in progress) inventory throughput and average remanufacturing time when the remanufacturing stations are operating in uncertain environments.
Uncertainties in the remanufacturing process were further explained by Heydari, Govindan, and Sadeghi [25]. They explained that uncertainties in remanufacturing may occur in the volume or quantity of returned items, their recovery rate and the remanufacturing capacity or yield. They further explained that uncertainties regarding the quality of returned items as well as required processing times of these returns affect the available capacity in the remanufacturing system and results in some degree of capacity uncertainty. In their research, the authors investigated a reverse supply chain model under the uncertainty of remanufacturing capacity. They defined two scenarios:
-
I.
When there is a limited capacity for the remanufacturing of products. In this case too many returned products may cause inefficiency of the reverse logistics system. In their case, excess products that exceeded the remanufacturing capacity were sold as scrap.
-
II.
When there is sufficient capacity, and insufficient supply of returned products. This causes downtime in the remanufacturing capacity and that downtime causes inefficiency in the reverse operations.
Heydari, Govindan, and Sadeghi [25] aimed at providing an analytical solution for reverse supply chain coordination to maximise supply chain profits where remanufacturing capacity was considered to be a stochastic variable. They argued that stochastic remanufacturing capacity aligned their model more closely to real-world cases. This was the same argument presented by Wang et al. [50]. In their results, Heydari, Govindan, and Sadeghi [25] revealed that uncertainties in the remanufacturing capacity cause significant changes in the modelling process and also in the output of the reverse logistics system. This was supported by Feng, Zhang, and Tang [18] who argued that “capacity constraints due to the limitation of resources and the bearing capacity of equipment may play an important role in decision making”.
Wei, Tang, and Sundin [52] carried out a literature review on core acquisition management and they mention the consequences of having a shortage of products for remanufacturing as well as of having too many products returned for remanufacturing. One of the consequences for having insufficient returns as mentioned in the article, is that companies use new products to meet demand. Similarly, Wei, Tang, and Sundin [52] mentioned the consequences of collecting more than enough. One of these consequences is increasing the holding costs of inventory because the company will have to stock the extra returns.
On the issue of manufacturing and remanufacturing capacity limits, Studies have been identified that investigated the impact of capacity constraints in a supply chain. These studies are summarised in Table 1.
To the authors’ knowledge, (as seen in Table 1) only two works have considered the effects of capacity limitations on the BWE in CLSC settings, namely, Dominguez, Ponte, Cannella, and Framinan [14] and Adenso-Diaz et al. [1]. Dominguez et al. [14] via a difference math equation approach investigated the impact of combinations of four factors: variability or return yield; variability of customer demand; manufacturing and remanufacturing capacity limits on the BWE in a closed-loop system. They assumed a one echelon supply chain. The authors reached a conclusion that the capacity limitation in the manufacturing line of a closed-loop supply chain limits the BWE suffered by the manufacturer. They also conclude that the capacity limit of the remanufacturing line limits the BWE suffered by the remanufacturer, for cases when the return yield and/or the customer demand have high uncertainties. The capacity limits of the remanufacturer may also reduce the BWE suffered by the remanufacturer. Adenso-Diaz et al. [1], via the cider game (an extension of the Beer game, a game which is generally applied in supply chain management studies) analysed the impact of 12 factors on a CLSC including the recycler’s capacity. The authors dismiss the factor as having no significant impact on the BWE in the closed loop system.
These prior works did shed some light on the BWE in supply chains with capacity limitations. However, firstly, most of these studies did not focus on CLSCs and secondly, although the majority agreed that capacity limits lower the BWE, there are others that argue on the relevance of capacity limits on the BWE. As a result, there are no clear conclusions regarding the impact of capacity limits on the BWE in a supply chain [4].
Objectives and methods
Motivated by the above-mentioned considerations, this work aims to investigate the impact of collection and remanufacturing capacity limits on the BWE in CLSCs with remanufacturing. To do so, a CLSC is modelled via a systems dynamics approach. Systems dynamics allows for modelling “what-if” scenarios of the CLSC. Table 2 shows the differences between this paper and the other two papers that investigated capacity limits in remanufacturing.
Scenarios in the CLSC model were motivated by those described by by Heydari, Govindan, and Sadeghi [25]. This paper aims to investigate the impact of capacity downtime and inefficiencies in the closed-loop system on the BWE. This makes it different from Dominguez et al. [14]. In this research, collection and remanufacturing capacity limits are explored based on scenarios where the collected products may either be too much for the available capacity (resulting in inefficiencies and backlogs) or too little (resulting in downtime of the remanufacturing line). Dominguez et al. [14] did not look into these scenarios, they only imposed capacity limits in both the production and remanufacturing lines. This research also considers a scenario whereby the collector has limited collection capacity such that the available used products can be more than the available collection capacity. Dominguez et al. [14] did not consider collection capacity limits. Unlike Dominguez et al. [14], this paper did not look into a one echelon supply chain. It considers three echelons, the distributor, the wholesaler and the retailer. This paper also uses data from two case studies with different products. Dominguez et al. [14] and Adenso-Díaz et al. [1] did not use case studies in their research.
A capacity limit may lead to the concept of the economic batch quantity as explained by Hussain and Drake [30]. The authors explain the concept of the economic batch quantity where it is economically beneficial for a company to produce large batches to reduce the number of facility setups and improve manufacturing efficiency. Such concepts can also be applied to remanufacturing where in this case batching will be as a result of capacity. van der Laan et al. [47] also explained the concept of the remanufacturing batch quantity when they explained how remanufacturing begins when enough products have been collected. When the capacity is limited with respect to the collected products, the limit might cause delays in the supply chain which might negatively impact the BWE in the supply chain (based on the conclusion by Zhou and Disney [56] that longer remanufacturing lead times have less impact at reducing the BWE than shorter lead times).
Based on the consequences and scenarios described by Wei, Tang and Sundin [52] and Heydari, Govindan and Jafari [24], this paper explored the impact of capacity limits on the dynamics of a closed-loop supply chain based on the following scenarios:
-
1.
The BWE in an ordinary supply chain with no product returns.
-
2.
The BWE in a supply chain with returns from the customer for either reuse, recycling, refurbishing, cannibalisation or remanufacturing without any capacity constraints for both collection and remanufacturing.
-
3.
The BWE in a closed-loop system with returns from the customer and collection capacity constraints but unlimited remanufacturing capacity. In this scenario products were remanufactured as they were collected.
-
4.
Same as scenario 3, but there was no limit to the collection capacity (all products were collected) whereas the remanufacturing capacity had a limit. In the case where the collected products were more than the remanufacturing capacity, they were carried forward to the next period. Similarly, when the collected products were less than the remanufacturing capacity, no remanufacturing took place in that period until enough products had been collected for remanufacturing.
-
5.
Same as scenario 3 but both the collection and the remanufacturing capacities were limited.
In this paper, the remanufacturing capacity limit has been described as “the minimum number of used products that a company had to collect per unit time for it to be able to begin remanufacturing. It was also the maximum number of used products that a company could remanufacture per unit time”. Defining the remanufacturing capacity limit in terms of minimum and maximum amounts of products for remanufacturing meant the introduction of remanufacturing backlogs and remanufacturing downtime. These were defined as “the number of orders stocked and in queue to be remanufactured” and “The periods of time when there was no remanufacturing taking place” respectively. The remanufacturing backlogs usually appeared when the company failed to collect enough products to begin remanufacturing and had to stock collected products until they had ‘enough’ for remanufacturing or when the company collected products that were more than the remanufacturing capacity and the extra products had to be carried over to the next period. The remanufacturing downtime also occurred when the company failed to collect ‘enough’ products to begin remanufacturing in that period. Collection capacity limits were also defined as “the maximum number of used products that an organisation could collect per unit time.
The rest of this paper is structured as follows. Section 2 provides detail on the CLSC model and the verification and validation of the model. Section 3 describes the case studies and the design of experiments. Section 4 discusses the findings and managerial implications from the simulations. Finally, Section 5 concludes and identifies important directions for future research.
Closed–loop system description
Structure, assumptions and mathematical modelling
This research is concerned with CLSCs that simultaneously manufacture and remanufacture their own products. Such CLSCs were described by Prahinski and Kocabasoglu [38] and Asif, Bianchi, Rashid, and Nicolescu [3]. Prahinski and Kocabasoglu defined CLSC s [38]) as “supply chains designed to consider the processes required for product returns in addition to the traditional forward chain processes”. The authors state that in closed-loop supply chains, the product returns to the Original Equipment manufacturer (OEM) and that they can lead to a business making adjustments in product design and procurement practices. Asif et al. [3] further explained that the used product enters the supply chain and is used in the mainstream of a manufacturing forward material. Asif et al. [3] also mentioned that the remanufactured product is sold in the same way as the new one, i.e. the remanufactured product is not considered as a different product variant and order and supply is not handled separately. Such CLSCs are common in practice when manufactured and remanufactured products are perfect substitutes, such as in the spare parts industry [39].
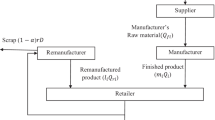
The dynamic structure of the CLSC is shown in Appendix, together with the model equations. The CLSC consists of 3 echelons, the distributor, the wholesaler and the retailer. The causal loop diagram in Fig. 1 visually describes the flow of material in the CLSC.

Causal loop diagram of the closed-loop system
From Fig. 1, the forward chain begins with the manufacturer who has already procured raw materials from suppliers. The serviceable inventory consists of new products through production. Production introduces new products according to their production time, reused products collected from end customers and remanufactured products through collection and remanufacturing. The intention of the serviceable inventory is to cover as many orders as possible placed by the distributor. These orders needed some delivery time to reach the distributors. Increasing the shipments to the distributor increases the distributor’s inventory.
The same process was repeated in the links of the wholesaler and retailer. In these cases however, rather than linking the serviceable inventory with the distributor’s inventory, the distributor’s inventory was linked with that of the wholesaler and the wholesaler’s inventory was connected to the retailer’s inventory. All unmet orders were backlogged and were satisfied after a period of time. The retail inventory was intended to meet demand through sales. The sales turned to used products after their product life cycle time (time which the product is designed to be useful) and the residence time (time which the consumer decides to keep the product) that could be collected for reuse, remanufacturing or recycling.
The reverse chain begins when products are collected. The collection of products was limited by the collection capacity of the party responsible for the process. All collected products were sent to the collected products inventory which decreased as products were deemed suitable for reuse. Rejected products for reuse were inspected to see if some components could be replaced and whether they could be reused again. If a component could be replaced then the products increased the products accepted for remanufacturing inventory and decreased the collected products inventory.
The products accepted for remanufacturing inventory was decreased by the remanufacturing rate which was controlled by the remanufacturing capacity, the remanufacturing time and the remanufacturing percentage. An increase in the remanufacturing time decreased the remanufacturing rate, while an increase in the remanufacturing percentage increased the remanufacturing rate. A smaller remanufacturing capacity also decreased the remanufacturing rate. Products that were not accepted for remanufacturing increased the inventory of products rejected for remanufacturing. This inventory was decreased when these products were further torn down to find out if they may have components that could be reused.
An increase in reusable components increased the components inventory while decreasing the inventory of products that could not be remanufactured. If components cannot be reused they are inspected to see if they can be remanufactured. Those components that could not be remanufactured could be recycled for material recovery.
To simplify mathematical modelling of the CLSC, certain assumptions have been made and they are listed below:
-
Each echelon received information on demand from the downstream echelon as well as information regarding how many products can be shipped by the preceding echelon. The demand is satisfied by both the inventory on hand and the products shipped to the echelon. The forward chain followed a periodic review inventory policy as described by Chopra and Meindl [9]. In a periodic review period, the organisation reviewed inventory weekly to identify discrepancies from the desired inventory level. Each week the organisation placed different orders depending on the inventory discrepancy. The system followed an Order-Up-To policy (OUT) as described by Disney and Lambrecht [13]. In this policy, the order placed by each echelon is equated to the sum of the forecast of demand, the inventory discrepancy and the backlogged orders. Each supply chain used the exponential smoothing forecasting technique. This was mentioned by Sterman [41] as one of the most common forecasting methods in industry.
Each echelon in the forward chain had the same lead times and used exponential smoothing.
-
End customer demand was stationery.
-
Information was shared within echelons. The connection between echelons was solely through the orders placed to the nearest upstream echelon This meant that end customer demand was only shared with the retailer and that information on returns and remanufacturing was only shared with the manufacturer and the serviceable inventory.
-
A remanufactured product was assumed to be as good as new.
-
The model assumed a serial supply chain.
-
Each supply chain was composed of one product.
-
The models did not consider products returns inside echelons or between echelons of the forward chain. This meant that it did not consider production returns, returns by retailers and distributors to suppliers and product recalls by the manufacturer.
-
The closed-loop system under study assumed that manufacturing and remanufacturing did not share the same plant. This meant that the remanufacturing capacity did not have an effect on the production capacity which was kept constant in this system. Inventory management in the forward chain was impacted by the presence of returns as they affected the level of the serviceable inventory. The return of products to the serviceable inventory is what linked the forward and the reverse chain as inventories had to be adjusted to accommodate changes in the serviceable inventory due to the introduction of product returns. The remanufacturing had no impact at all on the fixed production capacity of the forward chain.
Model verification and validation
In order to verify and validate the simulation models, the following tests as listed by Forrester and Senge [19] and Hillston [26] were used:
Using a deterministic model helped the modeller to see whether the model was behaving correctly. This included testing the model under different levels of constant demand in the forward chain. Under constant demand, constant levels of inventories were expected. For all of the models, a stable demand means stable inventory levels. It became easier to forecast demand as well as expected returns. When the demand became constant, the inventories for product returns also became constant Fig. 2 shows graphs for inventories of returned products for a constant demand of 400 units per week. As expected, the inventories become constant as the demand continued being constant. They only change at the beginning of the simulation run because of the initial conditions. The models therefore behaved as expected under deterministic conditions.

Inventory levels in the reverse chain when the demand is constant
-
1.
The test for continuity involved varying the values of the stable demand. In real-world systems, increasing stable demand means increasing orders though the orders will be constant throughout the periods. The graphs for different levels of stable demand should have similar shapes,however, the graph for demand of 600 should have more orders than the graph of demand 400 units.. The system behaved as expected in this aspect as well.
-
2.
An extreme condition test for a supply chain was when there was no demand at all for the end product. Under normal conditions, when there is no demand, production stops because no one would continue manufacturing a product for which there is no demand. The order backlogs at all levels of the supply chain will decrease to zero as there will be no more incoming orders at each level of the supply chain. Inventories at all levels should also be zero as there will be no orders to reduce inventory levels. The model behaved as expected under extreme conditions. Another example of the extreme conditions tests carried out when the production capacity was set to zero. This meant that the manufacturer failed to make products either due to a breakdown or a strike. The order backlogs at all levels should increase as there will be incoming orders which are not being satisfied. The inventories will drop to zero as there will be no supply of stock. For the closed-loop system, setting the collection capacity to zero, meant that no products could be collected by the collector, hence there should be no reverse logistics activities. All used products after their residence period will go to the uncontrollable disposal inventory. The inventory increases sharply at the beginning of the experiment runs and with constant production, demand and residence time, the inventory becomes constant at certain levels. The collected products inventory disappeared and dropped to zero when the collector failed to collect used products. This behaviour was similar to the real-world experience which showed that the model behaved normally under extreme conditions.
-
3.
The dimensional consistency test was used to analyse the consistency of a model’s equations. Failure to pass this test by inclusion of parameters with little or no meaning as independent structural components often revealed faulty model structure. In STELLA and VENSIM, there is an option to enforce unit consistency. Once this feature was enabled, a model could not run until the units of all parts of the model were consistent. The test was important in identifying wrong equations and error in the use of units.
-
4.
Theoretical structure tests involved comparing the model with generalised knowledge about the system that exists in literature. In this research, the model was compared to the models made by Das and Dutta [10] as well as the forward chain defined by Hussain and Drake [30]. These were the two closest articles to the model in this dissertation and they used the same methodology, although in the case of Das and Dutta [10] they used different software.
-
5.
Empirical structure tests involved comparing the model structure with the information obtained directly from the real system being modelled. The models were built for more than one organisation. Data for each organisation was input into the model as a way of empirically testing the model.
Case studies and experimental design
Implementing CLSCS has been met with a lot of barriers in many organisations. Most of the barriers have been associated with the uncertainties in timing, quality and quantity of the product returns. Another common uncertainty in CLSC s is the customer acceptance of the remanufactured products. Because of these uncertainties, most organisations have delegated reverse logistics operations to third parties. Supply chain stability and the BWE are also impacted by product returns. The BWE is a serious problem in any supply chain as it is associated with a lot of costs such as costs of excessive inventory.
Case study descriptions
In addition to mathematically modelling the CLSCs, two case studies involved in the remanufacturing process were engaged for their data. One of the case studies manufactured and remanufactured electric vehicle batteries (classified as the slow moving items because of their very low demands). The other case study manufactured and remanufactured kitchen appliances (classified as high speed items because of the speed of disappearance of the items and the high demands). These case studies are described below:
Case study A
The case study is a branch of a large manufacturing corporation in America that sells small appliances, personal care appliances and health and beauty products for both professionals and consumers. The main branches of this corporation include, personal care division, hair goods division, professional products division, cuisine division, waring division, packaging and appliance manufacturing. For this research, the main focus was on the remanufacturing of kitchen appliances by the corporation.
The company’s corporate remanufacturing manager provided the information on this company. The company manufactures and remanufactures kitchen appliances such as blenders, grill pans, brewers, coffee makers and popcorn makers among other products. The company not only manufactures and remanufactures its own products but it also collects products from other companies and remanufactures them.
Case study B
The company is an American energy and automotive company that specialises in electric car manufacturing. The company currently has a remanufacturing operation for powertrains, electric vehicles and batteries. A remanufacturing manager and consultant who was once the manufacturing manager for the organisation provided the information on the remanufacturing operation.
Information provided for both case studies is summarised in Table 3.
The factors under investigation for both case studies are summarised in Table 4 in addition to their factor levels for investigation.
Experimental design, bullwhip metric and statistical analyses of simulation results
Instead of a full factorial design of experiments, a D-Optimal design as described by Hintze [27] was used. A D-optimal design is a computer-generated design, which consists of the best subset of experiments selected from a candidate set. The candidate set is the pool of theoretically possible and practically conceivable experiments. In a D-Optimal design, the experimenter specifies the number of simulations they are willing to run, the number of factors factor levels and type of factors to an algorithm. The algorithm then pulls out an even set of experimental runs from the full factorial design of experiments. In this paper, a D-Optimal design of experiments was generated using the “cordexch” algorithm in MATLAB. The “cordexch” function algorithm in MATLAB generates a D-Optimal design with a specified number of runs for a specific design. This meant that the experimenter had a choice to specify the number of simulation they wanted to run based on cost and time. The cordexch function in MATLAB is illustrated in eq. 1.
Ddesign is an array representing the list of experiments, the factors and factor levels. K is the number of factors under investigation where K1 represents the first factor and so on. L is the number of factor levels where L1 is the number of levels for factor 1 and n represents the number of runs that the experimenter decides on. For each scenario, 1000 simulations were generated using the D-Optimal design in MATLAB.
The Order Variability Ratio OVR, often referred to as the Bullwhip Ratio was used to measure production smoothness. The ratio compares the variance of production orders to that of customer demand. The metric is indicative of the production efficiency, as it related to variable, capacity-related production costs [37].
The variance ratio was also described by El-Beheiry, Wong and El-Kharbotly [16]. The authors state that the variance ratio values can describe the behaviour of each supply chain member. Values greater than 1 indicate that the member is responsible for amplifying the Bullwhip effect. The variance ratio is shown in eq. 2.
Where Q is the order placed by each supply chain member per unit time and d is the end customer demand. In this paper, BWE distributor represents the BWE at the distributor level, BWE wholesaler represents the BWE at the wholesale level and BWE retailer represents the BWE at the retail level.
After running the simulations, statistical analyses of the results were necessary. In carrying out the statistical analysis, a general MANOVA test was carried out in Minitab. MANOVA was used because the tests were checking the impact of factors on multiple responses that is, BWE at the retailer, wholesaler and the distributor levels. The Minitab blog [15] lists some important tests when carrying out a MANOVA analysis of experimental results:
-
1.
The test for the main effects of the factors was carried out by comparing the p-values in the MANOVA test tables for each term to the significance level. A significance level (denoted as alpha) of 0.005 was employed. P-values less than alpha meant that means were statistically significant and the factor had a significant impact on the BWE. Differences between group means for terms that are statistically significant indicate a pattern showing how a response is being affected by a factor for example if a BWE retailer increases or decreases with an increase in inventory cover time.
-
2.
The test for interactive effects of the factors was carried out using the significance of correlation between each of the factors. An insignificant correlation meant no interaction between factors and vice versa.
These tests were used to provide the conclusions on the impact of the different factors under investigation.
Key findings and managerial implications
The key findings and managerial implications are explained based on each scenario of the CLSC described in section 1.2. These findings are explained below:
The BWE in the forward chain with no product returns
The main factors of interest in the forward chain were the inventory adjustment time and the inventory cover time. The BWE was measured at the distributor level, wholesale level and retail level. Table 5 shows the significance test for the BWE at the distributor level using Minitab software. From the tables, it should be noted that RI stands for the retailer inventory, WI stands for the wholesale inventory and DI stands for the distributor inventory. DF stands for the number of degrees of freedom, SS is the standard square and MS is the mean square. A p value less than 0.05 meant that the impact of the factor under investigation was significant.
The table shows that the retailer inventory cover time was the only factor that was not significant as far as the BWE distributor was concerned. Table 6 shows the differences between the means tests in Minitab. This test was used to show how the BWE at each level changed with changes made to each factor under investigation.
Table 6 shows that the BWE decreased with increasing inventory adjustment time for each supply chain echelon. The BWE effect also increased with an increase in inventory cover time for each echelon. Drawing conclusions from these tests, the key findings and managerial implications for the forward chain are explained:
Key findings
The results agreed with those of Das and Dutta [10]. The main findings were that;
-
1.
An increase in inventory adjustment time led to a decrease in the BWE at all levels of the supply chain.
-
2.
An increase in the inventory cover time led to an increase in the BWE at all levels of the supply chain.
-
3.
Factors on the downstream levels of the supply chain had an impact on the BWE of the upstream levels. However, factors on the upstream levels of the supply chain had no impact at all on the BWE of the downstream levels.
-
4.
The conclusion that the BWE increases as one goes upstream held in all cases.
Managerial implications: No returns
From the operational perspective, it is more beneficial to the supply chain players to make allowances for inventories to take time to absorb demand variances. This is preferable to quickly adjusting production and distribution to match the variable demand. Taking time and giving inventories time to absorb demand changes helped in improving supply chain dynamics. It is also necessary for managers to consider reducing the time taken to process orders and the safety stock (inventory cover time). This time affects the desired inventory level in a periodic review policy. An increase in the desired inventory level would mean larger orders placed by each echelon relative to the actual orders placed by the customer. This led to increases in oscillations in the supply chain as measured by the BWE. Managers should take care in selecting safety stock levels and they should ensure an efficient order processing system to minimise the cover time.
The closed-loop system with no capacity limits
The main factors of interest in this scenario were the residence time, reprocessing time and the remanufacturing percentage. The BWE was again measured at the 3 levels described in section 4.1. For case study A (remanufacturing kitchen appliances), external returns from other parties other than the company’s customers were modelled. Using Minitab, similar tests were carried out to determine the impact of the factors on the BWE at all echelons of the supply chain. Table 7 shows a significance test for case A at the distributor level, with the presence of external returns from other parties.
Table 7 shows that none of the factors had a significant impact on the BWE distributor. Similar results were obtained for the BWE wholesaler and the BWE retailer. The differences between means also showed that there were differences between means foe each echelon and each factor level, but the differences did not show a distinct pattern. The differences between means are shown in Table 8.
Because of these findings, case A was remodelled without external returns to find out out if the reaction of the BWE to the factors was indeed impacted by the presence of the external returns. Tables 9 and 10 show the similar tests at the distributor level for case A without external returns.
In the absence of external returns, the residence time and the remanufacturing percentage had significant impact on the BWE distributor. Similar results were obtained for the BWE wholesaler and the BWE retailer. The differences between means, Table 10, shows that the BWE at all levels increased with an increase in residence time. The BWE also decreased with an increase in the remanufacturing percentage. The reprocessing time had no significant impact and it also showed no distinct pattern.
A comparison of descriptive statistics for case A of the BWE for the forward chain with no returns, the closed loop system with no capacity limits with external returns and the closed loop system with no capacity limits, with no external returns is shown in Fig. 3.

Comparison of descriptive statistics for the forward chain with no returns, the closed-loop system with external returns and the closed-loop system without external returns
The means for the BWE distributor, wholesaler and retailer were higher in the absence of external returns, although they were lower than the BWE of the original supply chain without any product returns. This was similar for the maximum and the minimum values of the BWE. This outcome showed that although external returns increase the flow of returned products and improve the remanufacturing rate to lower the BWE, they do affect how the factors impact the BWE at all levels.
Table 11 summarises the results for the closed-loop system with no capacity limits for both case studies.
The key findings and managerial implications for this scenario are explained;
Key findings
The major findings in this scenario were that:
-
1.
The BWE at all levels of the supply chain decreased with an introduction of product returns. This was in agreement with Das and Dutta [10] as well as the conclusions reached by Zhou and Disney [56].
-
2.
The very small reprocessing time (that was small in comparison to the residence time) had no significant impact on the BWE at all levels for both product types.
-
3.
For kitchen appliances, the presence of external returns affected how the factors under investigation impacted the BWE in the closed-loop system.
-
4.
The BWE at all levels decreased with an increase in remanufacturing percentage and increased with an increase in residence time.
Managerial implications: Closed loop, no capacity limits
Introducing product returns in the supply chain reduced the BWE. The BWE further reduced as the yield from the returns increased (remanufacturing percentage). This was because increasing the return rate improved the availability of material in the supply chain. The availability of material in the supply chain reduced the levels of stock-outs. This lowered the impact of variabilities in the supply chain and hence the BWE in the supply chain. Introducing product returns in a supply chain for remanufacturing is a good way of not only protecting the environment but recovering some expensive material that can be reused to produce other products. This is a good practice for environmental sustainability. However, introducing a reverse chain may complicate operations as there are uncertainties in the quality, quantity and timing of returns.
Even though product returns complicate the supply chain, they also improve the dynamics of the supply chain as they reduce the BWE at all levels. Managers are encouraged to incorporate reverse chains into their supply chains whenever possible and not just for sustainability.
It is necessary to reduce the time that the customer keeps the product before returning it. This did not depend on product type. It applied to both products under study. According to Zhou et al. [58], returning products early means better quality products and this leads to more return yield and less reprocessing time for returns. In order to reduce the BWE in closed-loop systems, managers are encouraged to find ways to encourage customers to return products earlier. They can offer incentives depending on the quality of product returned. Better quality reduces the time taken to reprocess products and this will reduce the remanufacturing lead time and hence the BWE. However, for the products under study, the reprocess time was too small as compared to the residence time, so in this case strategies have to be put in place to focus more on reducing the residence time.
Managers should not ignore the presence of external returns in the supply chain. Closed-loop systems with returns from external sources added to returns of their own products have more complex supply chain dynamics. The external returns not only lower the BWE in the supply chain but they also affect how other factors in the closed-loop system affect supply chain dynamics.
The closed-loop system with collection capacity limits only
In this scenario, the collector had limited capacity and the size of this capacity was varied to find out the impact of having limited collection capacity and collection capacity expansion on the BWE in the closed-loop system. In addition to the factors investigated in section 4.2, collection capacity limitations were introduced into the closed-loop system for each product and the BWE was measured for the three levels. After introducing the collection capacity limits, it was necessary to compare the descriptive statistics with those of both the forward chain and the closed-loop system without any capacity limits. Figure 4 shows this comparison for case B (electric vehicle batteries). A similar graph was obtained for case A.

Comparison of descriptive statistics for electric vehicles for the forward chain, the closed-loop system with no capacity limits and the closed-loop system with collection capacity limits
Figure 4 shows that the BWE at all levels increased with the introduction of collection capacity limits but it was still lower than the BWE in the forward chain with no product returns. When collection capacity limits where introduced to the closed-loop system, the BWE increased for both products. This was because not all products were being directly absorbed into the remanufacturing process. This meant that the availability of material was also limited and chances of stock-outs and the BWE increased. Table 12 summarises the findings for the closed loop system with collection capacity limits only. These results were obtained from statistical analyses using Minitab software.
Table 11 shows that the collection capacity limits did have an impact on the BWE. For the kitchen appliances, the presence of collection capacity limits also had an impact on how the other factors affected the BWE. For example, the remanufacturing percentage had no impact on the BWE in the presence of collection capacity limits. The two products also showed differences in how the BWE reacted to collection capacity expansion. This is explained in the key findings and managerial implications of the scenario.
Key findings
The main observations from this scenario are listed;
-
1.
With the introduction of product returns and collection capacity limits, the BWE at all levels of the supply chain increased for both products.
-
2.
The two products showed differences in response to the introduction of collection capacity limits into the supply chain. For the electric vehicles, in the presence of collection capacity limits, the BWE at all levels increased with an increase in remanufacturing percentage, residence time and collection capacity limits. This was different from the kitchen appliances. For the kitchen appliances, the BWE at all levels increased with an increase in residence time but it decreased with an increase in collection capacity limits.
Managerial implications: Closed loop, collection capacity limits
The research has proved beyond doubt that collection capacity limits do have an impact on the BWE in closed-loop systems – they limit the amount of products available for remanufacturing which increases the BWE. However, in considering capacity expansion policies such as outsourcing, managers should consider the size of the demand and the speed at which the product type disappears from the shelves. This is because expanding collection capacity does not always lower the BWE in a supply chain for all product types. It depends on the demand size. Very low demand items react negatively to an increase in collection capacity limits while high speed high demand items react positively.
The closed-loop system with remanufacturing capacity limits only
In this scenario, the collection capacity was not limited but the remanufacturer had limited capacity. Remanufacturing only began when a company collected ‘enough’ products to begin remanufacturing. It should be noted that when the company collected less than ‘enough’ products, the products were stocked as remanufacturing backlogs until ‘enough’ products have been collected for remanufacturing. During that period, there was no remanufacturing and the company experienced remanufacturing downtime. Demand during this period was satisfied by new products only. Similarly, when a company collected more than the remanufacturing capacity, the extra products were stocked as remanufacturing backlogs to be remanufactured in the next periods.
Descriptive statistics for this scenario were compared to the forward chain, the closed loop system with no capacity limits and the closed loop system with collection capacity limits only. Figure 5 shows a comparison of these descriptive statistics.

Comparison of descriptive statistics after the introduction of remanufacturing capacity limits only
The descriptive statistics in Fig. 5 show that the means for the BWE distributor, BWE wholesaler and BWE retailer were almost similar to those for the same products with collection capacity limits only. The BWE values at all levels increased when remanufacturing capacity limits were introduced to the closed-loop system without capacity limits. The values however were still less than the forward chain with no returns. The different products also showed different reactions to remanufacturing capacity limits and expansion. Figure 6 shows a main effects plot from Minitab for the BWE distributor for case study B (electric vehicle batteries).

Main effects plots for BWE distributor for electric vehicles under a Poisson demand distribution with remanufacturing capacity limits only
Figure 6 shows that the remanufacturing capacity limits had no distinct pattern on how they affected the BWE for the electric vehicles although the lines were not horizontal. This meant that they had no significant impact on the BWE. The remanufacturing capacity limits also had affected how the other factors impacted the BWE in the case of the electric vehicle batteries. This observation was different in the case of the kitchen appliances. Figure 7 shows a similar main effects plot for the kitchen appliances.

Main effects plots for BWE distributor for kitchen appliances with remanufacturing capacity limits only and no external returns
The impact of remanufacturing capacity limits was so strong that it affected how the other factors impacted the BWE distributor. This was different from the electric vehicle batteries. This means that the product demand size and speed did have an impact on the way remanufacturing capacity limits affected the BWE distributor.
Key findings
The reaction of the different products to remanufacturing capacity limits was also different for the two case studies. However, unlike the collection capacity limits, the presence of remanufacturing capacity limits did not affect how the other factors impact the BWE in the closed-loop system.
-
1.
Remanufacturing capacity limits had no impact on the low demand items (electric vehicle batteries) and they behaved in a similar way as they did when there were no capacity limits in the closed-loop system. The BWE at all levels of the supply chain for electric vehicle batteries increased with an increase in residence time and it decreased with an increase in remanufacturing percentage. Despite the fact that the remanufacturing capacity limits came with a condition that allowed for batching of orders and some periods where there was no remanufacturing, in this case they still had no impact. The reaction of the electric vehicle batteries to the presence of remanufacturing capacity limits agreed with the findings of Adenso-Díaz et al. [1] that the recycler’s capacity limits had no impact on the BWE in a closed-loop system.
-
2.
For the high speed, high demand items, the remanufacturing capacity limits did have an impact. The remanufacturing capacity limits had a condition that when the products collected were less than the remanufacturing capacity, then there was no remanufacturing in that period and there were backlogs in remanufacturing. This allowed for batching of remanufacturing orders. In the case of the kitchen appliances, the BWE increased as the remanufacturing capacity limits were increased. This was because increasing remanufacturing capacity limits meant increasing the number of products that have to be collected before remanufacturing could actually take place. In this case if the company failed to collect enough products in a certain period, then there was downtime for remanufacturing and also an increase in backlogs for remanufacturing. This was because when the collected products were not enough for remanufacturing, they were not remanufactured but stocked until there were enough. This led to delays in material flow and increased the BWE.
Managerial implications: Closed loop, remanufacturing capacity limits
The size and pattern of the demand has to be considered when considering remanufacturing capacity expansion policies. For low demand items, increasing the remanufacturing capacities where remanufacturing only begins when enough products have been collected (i.e. no remanufacturing takes place when the collected products are less than the remanufacturing capacity), has no impact on the BWE and the dynamics of the system. However, it will increase backlogs in remanufacturing.
For high demand and high speed items like kitchen appliances, increasing the remanufacturing capacity limits where remanufacturing begins only when enough products have been collected, increases the BWE in the supply chain and care should be taken when considering capacity expansion policies for plants operating at efficiently and have to collect ‘enough’ before remanufacturing can begin.
The closed-loop system with both collection and remanufacturing capacity limits
The last scenario was when both collection and remanufacturing capacity limits were introduced to the closed-loop system. The organisation still needed to collect ‘enough’ before remanufacturing began and backlogs and remanufacturing downtime were still part of the system.
Introducing both collection and remanufacturing capacity limits produced different statistics for the BWE for the different products. In the case of the electric vehicle batteries, the BWE decreased with the introduction of both collection and remanufacturing capacity limits. Figure 8 shows a comparison of descriptive statistics for the electric vehicles in the presence of both collection and remanufacturing capacity limits.

Comparison of descriptive statistics for electric vehicle batteries after the introduction of both collection and remanufacturing capacity limits
The BWE values for the closed-loop system with both collection and remanufacturing capacity limits were lower than those for the closed-loop system with collection capacity limits only and those for the closed-loop system with remanufacturing capacity limits only. Similar to the other scenarios, the forward chain had the highest BWE values and the closed-loop system with no capacity limits had the lowest BWE values. Again, the conclusion that introducing capacity limits to the closed-loop system increased BWE values still held.
The kitchen appliances showed a different reaction to the introduction of both collection and remanufacturing capacity limits as the electric vehicle batteries. This difference is shown in Fig. 9.

Comparison of descriptive statistics for kitchen appliances after the introduction of both collection and remanufacturing capacity limits
Introducing both collection and remanufacturing capacity limits increased the BWE at all values of the closed-loop system. From Fig. 9, the closed-loop system with both collection and remanufacturing capacity limits has larger BWE values than the closed-loop system with no capacity limits, the closed-loop system with collection capacity limits only and the closed-loop system with remanufacturing capacity limits only. This means that the conclusion that introducing capacity limits increases the BWE still holds. However, even in the presence of capacity limits, the closed-loop system still has lower BWE values than the forward chain without any returns. This also means that introducing product returns does reduce the BWE in a supply chain. The kitchen appliances responded to the presence of both collection and remanufacturing capacity limits in a different way from the electric vehicle batteries. This means that the size of the demand had an impact on how the closed-loop system responded to the presence of both the collection and remanufacturing capacity limits.
The key findings in this scenario, are thus explained:
Key findings
-
1.
Introducing both collection and remanufacturing capacity limits to the electric vehicle batteries led to a decrease in BWE at all stages compared to the BWE in the closed-loop system with collection capacity limits only and that with remanufacturing capacity limits only. The electric vehicle batteries’ BWE increased with an increase in remanufacturing capacity limits and decreased with an increase in collection capacity limits. This meant that it was better to collect more products and stock them. The collection capacity should be more than the remanufacturing capacity to minimise downtime of remanufacturing. In this instance, the remanufacturing downtime had more impact on the BWE than the backlogs accrued by collecting more products than can be remanufactured. Collecting products that are more than the remanufacturing capacity is therefore better than collecting products that are less than the remanufacturing capacity, in a situation where an organisation has to collect enough for remanufacturing to take place.
-
2.
For the kitchen appliances, the BWE increased with an increase in collection capacity and decreased with an increase in remanufacturing capacity limits. For kitchen appliances, it was better to have more periods of remanufacturing downtime than it was to collect more products and have more backlogged products for remanufacturing. The kitchen appliances showed that it is better to delay remanufacturing in the case where the company has to collect ‘enough’ products for remanufacturing to begin than it is to just collect products and keep them as backlogs waiting to be remanufactured, as this impacted the forecast of the expected remanufactured products within the closed-loop system.
Managerial implications: Closed loop, collection and remanufacturing capacity limits
Managers should note that the more periods of no remanufacturing they have, the more unstable the closed-loop system for low demand items became and the greater the BWE in the system. There is a trade-off in this finding. Whilst increasing the remanufacturing capacity limits meant more remanufactured products being introduced back to the forward chain, it also meant more periods of downtime in remanufacturing especially if an organisation had lower collection capacity. This meant that the BWE could be reduced under high remanufacturing capacity limits only when the organisation can match the high remanufacturing capacity limits with high collection capacities. This means that when managers consider capacity expansion policies, it is also important to find ways of motivating high returns from the end customer, for example offering incentives to customers for them to be willing to return their products.
The results of the electric vehicle batteries also demonstrated that if capacity limits should be introduced into the system, then both collection and remanufacturing capacity limits should be introduced and not just one of the two. This is because the BWE had the lowest values when both collection and remanufacturing capacity limits were introduced to the system. The BWE was lower than that of the forward chain on its own, the closed-loop system with collection capacity limits and the closed-loop system with remanufacturing capacity limits. However, the scenario still had higher BWE values than the closed-loop system with no capacity limits.
The results demonstrated that for high demand, high speed items, it is better to delay remanufacturing due to a small number of products collected than it is to collect more products and keep them at the remanufacturing stations as remanufacturing backlogs. It is therefore better to have higher remanufacturing capacity than collection capacity. This is because with high remanufacturing capacities, more products were introduced back into the forward chain and this had an impact of reducing the BWE. Another reason was that backlogs affect the forecast of remanufactured products and the stability of the serviceable inventory. In this situation, there was a trade-off between more periods of downtime with high remanufacturing capacity limits and lower BWE. Like the electric vehicles, the kitchen appliances also demonstrated that low BWE values can be achieved under high remanufacturing capacities as long as the company can control its collection to match that of the remanufacturing so that no backlogs can be observed by the system.
Conclusion
The research extended the evolving topic of the BWE by investigating two concepts mentioned by Wang and Disney [51]. In their invited review, the authors mention current trends and extensions for the topic of BWE in supply chains. Among these extensions, the authors mention the BWE in sustainability issues and the BWE in non-linear complex and more realistic systems with capacity limitations. This research combined these two extensions to the topic of BWE by investigating the BWE in supply chains with reverse logistics activities and introducing capacity limits for the reverse logistics processes to provide some useful managerial insights on some capacity expansion policies.
A contribution made by this research was that it identified a common assumption made by researchers in modelling closed-loop supply chains, that of unlimited capacity in the reverse chain. This is not realistic as there have been researchers who have focused on various capacity expansion policies in reverse supply chain, showing that capacity limitations do exist in the supply chain. This topic was explored by only two articles in literature.
Although this research did provide some insights on the presence of capacity limitations in closed-loop systems, there is still a need for more exploration into this topic. Firstly, although the research was empirical, it was based on average and fixed values provided by the organisations. It would be better to find a case study from an organisation that is willing to provide historical data especially on demand patterns. This research assumed the exponential smoothing method of forecasting, but there is a chance that some organisations may have other methods of forecasting and historical data can assist in identifying such trends. The assumption of stationary demand to make the mathematical formulation easier should also be extended by considering stochastic models of demand. Again, this can only be done if one can find a case study that is willing to provide a detailed set of historical order data.
The research assumed that the remanufacturing capacity was not in any way related to the production capacity and inventory management principles in the reverse chain did not affect those of the forward chain. It would be interesting to explore situations in which the production and remanufacturing processes shared capacity and where inventory management policies for both the reverse and the forward chain were interconnected. The impact on the supply chain dynamics of such a connection would be an interesting find.
Finally, the research assumed that the organisation had no option for expanding capacity in the presence of capacity limits. In the real world, most organisations outsource some activities of the reverse chain such as collection to waste pickers and 3PLs. Future research could investigate the impact of both capacity limitations and outsourcing policies on the BWE in the closed-loop system.
References
Adenso-Díaz B, Moreno P, Gutiérrez E, Lozano S (2012) An analysis of the main factors affecting bullwhip in reverse supply chains. Int J Prod Econ 135(2):917–928. https://doi.org/10.1016/j.ijpe.2011.11.007
Aksoy HK, Gupta SM (2001) Capacity and buffer trade-offs in a remanufacturing system. In: Proceedings of the SPIE International Conference on Environmentally Conscious Manufacturing II, pp 167–174. https://doi.org/10.1117/12.455276
Asif FMA, Bianchi C, Rashid A, Nicolescu CM (2012) Performance analysis of the closed loop supply chain. J Remanufacturing 2(4):1–21
Cannella S, Bruccoleri M, Framinan JM (2016) Closed-loop supply chains : what reverse logistics factors in fl uence performance ? Int J Prod Econ 175:35–49. https://doi.org/10.1016/j.ijpe.2016.01.012
Cannella S, Ciancimino E, Marquez AC (2008) Capacity constrained supply chains : a simulation study. Int J Simul Process Model 4(2):139. https://doi.org/10.1504/IJSPM.2008.022075
Cannella S, Dominguez R, Ponte B, Framinan JM (2018) Capacity restrictions and supply chain performance: Modelling and analysing load-dependant lead times. Int J Prod Econ 204:264–277
Chen L, Lee HL (2012) Bullwhip effect measurement and its implications bullwhip effect measurement and its implications. Oper Res 60(4):771–784
Chittamvanich S (2007) Adjusting remanufacturing capacity using sales and return information. In: Retrospective theses and dissertations 15508. UNIVERSITY, IOWA STATE
Chopra S, Meindl P (2007) In: Pfaltzraff M (ed) SUPPLY CHAIN MANAGEMENT: Strategy, Planning and Operation, 3rd edn. Pearson prentice hall
Das D, Dutta P (2013) A system dynamics framework for integrated reverse supply chain with three way recovery and product exchange policy. Comput Ind Eng 66(4):720–733. https://doi.org/10.1016/j.cie.2013.09.016
de Souza R, Zice S, Chaoyang L (2000) Supply chain dynamics and optimization. Integr Manuf Syst 11(5):348–364
Ding X, Gan X (2009) System dynamics model to analysis oscillation and amplification in the closed-loop supply chain. In: International Conference on Management of e-Commerce and e-Government, pp 343–346. https://doi.org/10.1109/ICMeCG.2009.70
Disney SM, Lambrecht MR (2008) On replenishment rules , forecasting and the bullwhip effect in supply chains. Foundations and Trends in Technology, Information and Operations Management 2(1):1–80
Dominguez R, Ponte B, Cannella S, Framinan JM (2019) On the dynamics of closed-loop supply chains with capacity constraints. Comput Ind Eng 128(December 2018):91–103. https://doi.org/10.1016/j.cie.2018.12.003
Editor, M. B. (2014). The power of multivariate ANOVA (MANOVA) Available https://blog.minitab.com/blog/adventures-in-statistics-2/the-power-of-multivariate-anova-manova [13 March 2019]
El-Beheiry, M., Wong, C. Y., & El-Kharbotly, A. (2004). Empirical quantification of bullwhip effect ( with application to a toy supply chain ). In Thirteenth International Working Seminar on Production Economics
Evans G, Naim MM (1994) The dynamics of capacity constrained supply chains. In: International Systems Dynamics Conference, pp 28–33
Feng L, Zhang J, Tang W (2013) Optimal control of production and remanufacturing for a recovery system with perishable items. Int J Prod Res 51(13):3977–3994. https://doi.org/10.1080/00207543.2012.762133
Forrester JW, Senge PM (1980) Tests for building confidence in systems dynamics models. In: TIMS Studies in the Management Sciences, 14th edn. North Holland Publishing Company, pp 209–228
Fransoo JC, Wouters MJF (2000) Measuring the bullwhip effect in the supply chain. Supply Chain Manag 5(2):78–89. https://doi.org/10.1108/13598540010319993
Georgiadis P, Athanasiou E (2013) Flexible long-term capacity planning in closed-loop supply chains with remanufacturing. Eur J Oper Res 225(1):44–58. https://doi.org/10.1016/j.ejor.2012.09.021
Gong X, Chao X (2013) Technical note—optimal control policy for capacitated inventory systems with remanufacturing. Oper Res 61(3):603–611. https://doi.org/10.1287/opre.2013.1168
He S, Yuan X, Zhang X (2016) The Government’s environment policy index impact on recycler behavior in electronic products closed-loop supply chain. Discret Dyn Nat Soc 2016:1–8. https://doi.org/10.1155/2016/7646248
Heydari J, Govindan K, Jafari A (2017) Reverse and closed loop supply chain coordination by considering government role. Transp Res Part D: Transp Environ 52:379–398. https://doi.org/10.1016/j.trd.2017.03.008
Heydari J, Govindan K, Sadeghi R (2018) Reverse supply chain coordination under stochastic remanufacturing capacity. Int J Prod Econ 202(March):1–11. https://doi.org/10.1016/j.ijpe.2018.04.024
Hillston J (2003) Performance modelling-lecture 16: model validation and verification. School of Informatics, Univ. of Edinburgh, Scotland
Hintze JL (2007) D-optimal designs. In: NCSS User’s Guide II Descriptive Statistics, Means, Quality Control, and Design of Experiments. NCSS, p 267-1–23
Holweg, M., & Disney, S. M. (2005). The evolving frontiers of the bullwhip effect. In EUROMA Annual Conference. Budapest
Hosoda T, Altekin FT, Sahin G, Disney SM, Gavirneni S (2015) The impact of information sharing, random yield correlation and lead times in closed loop suply chains. Eur J Oper Res 246(3):827–836. https://doi.org/10.1016/j.ejor.2015.05.036
Hussain M, Drake PR (2011) Analysis of the bullwhip effect with order batching in multi-echelon supply chains. Int J Phys Distrib Logistics Manage 41(8):797–814. https://doi.org/10.1108/09600031111166438
Lee HL, Padmanabhan V, Whang S (1997) Information distortion in a supply chain: the bullwhip effect. Manag Sci 43(4):546–558. https://doi.org/10.1287/mnsc.43.4.546
Lieckens K (2009) Reverse logistics network design: the impact of Lead times and Stochasticity. Unpublished thesis, University of Antwerp, Belgium
Ma L, Chai Y, Zhang Y, Zheng L (2014) Modelling and analysis of the bullwhip effect in remanufacturing. Appl Mech Mater 541–542:1556–1561
Nepal B, Murat A, Chinnam RB (2012) The bullwhip effect in capacitated supply chains with consideration for product life-cycle aspects. Int J Prod Econ 136:318–331
Poles R, Cheong F (2011) An investigation on capacity planning and Lead times for remanufacturing systems using system dynamics BT. In: 44th Hawaii International Conference on System Sciences (HICSS 2011), pp 1–10. https://doi.org/10.1109/HICSS.2011.60
Poles R (2013) System dynamics modelling of a production and inventory system for remanufacturing to evaluate system improvement strategies. Int J Prod Econ 144(1):189–199. https://doi.org/10.1016/j.ijpe.2013.02.003
Ponte B, Wang X, de la Fuente D, Disney SM (2017) Exploring nonlinear supply chains : the dynamics of capacity constraints. Int J Prod Res 55(14):4053–4067. https://doi.org/10.1080/00207543.2016.1245884
Prahinski C, Kocabasoglu C (2006) Empirical research opportunities in reverse supply chains. Int J Manag Sci 34:519–532. https://doi.org/10.1016/j.omega.2005.01.003
Souza GC (2013) Closed-Loop Supply Chains : A Critical Review , and Future Research*. Decis Sci 44(1):7–38
Spiegler VLM, Naim MM (2014) The impact of freight transport capacity limitations on supply chain dynamics. Int J Log Res Appl 17(1):64–88. https://doi.org/10.1080/13675567.2013.838012
Sterman JD (2000) Business Dynamics: Systems Thinking Modelling for a complex World (Internatio). McGraw- Hill Irwin
Sy C (2017) A policy development model for reducing bullwhips in hybrid production-distribution systems. Int J Prod Econ 190:67–79. https://doi.org/10.1016/j.ijpe.2016.09.005
Tang O, Naim MM (2004) The impact of information transparency on the dynamic behaviour of a hybrid manufacturing/remanufacturing system. Int J Prod Res 42(19):4135–4152. https://doi.org/10.1080/00207540410001716499
Tombido L, Baihaqi I (2020) The impact of a substitution policy on the bullwhip effect in a closed loop supply chain with remanufacturing. J Remanuf 10(3):177–205. https://doi.org/10.1007/s13243-020-00084-w
Tombido L, Louw L, van Eeden J (2020) The bullwhip effect in closed-loop supply chains: a comparison of series and divergent networks. J Remanuf 10(3):207–238. https://doi.org/10.1007/s13243-020-00085-9
Turrisi M, Bruccoleri M, Cannella S (2013) Impact of reverse logistics on supply chain performance. Int J Phys Distrib Logist Manag 43(7):564–585. https://doi.org/10.1108/IJPDLM-04-2012-0132
Van der Laan E, Salomon M, Dekker R, Van Wassenhove L (1999) Inventory control in hybrid systems with remanufacturing. Manag Sci 45(5)733–747
Vlachos D, Georgiadis P, Iakovou E (2007) A system dynamics model for dynamic capacity planning of remanufacturing in closed-loop supply chains, 34, 367–394. https://doi.org/10.1016/j.cor.2005.03.005
Wan Z, Li C-BC (2012) Bullwhip effect in closed-loop supply chain based on system dynamics. Comput Integr Manuf Syst 18(5):1093–1098
Wang Q, Li J, Yan H, Zhu SX (2016) Optimal remanufacturing strategies in name-your-own-price auctions with limited capacity. Int J Prod Econ 181:113–129. https://doi.org/10.1016/j.ijpe.2016.01.008
Wang X, Disney SM (2015) The bullwhip effect: Progress, trends and directions. Eur J Oper Res 250:691–701. https://doi.org/10.1016/j.ejor.2015.07.022
Wei S, Tang O, Sundin E (2015) Core (product) acquisition management for remanufacturing: a review. J Remanuf 5(1):4. https://doi.org/10.1186/s13243-015-0014-7
Yuan X, Zhang X (2015) Recycler reaction for the government behavior in closed-loop supply chain distribution network : based on the system dynamics. Discret Dyn Nat Soc 2015:11
Zanoni S, Ferretti I, Tang O (2006) Cost performance and bullwhip effect in a hybrid manufacturing and remanufacturing system with different control policies. Int J Prod Res 44(18–19):3847–3862. https://doi.org/10.1080/00207540600857375
Zhang X, Yuan X (2016) The system dynamics model in electronic products closed-loop supply chain distribution network with three-way recovery and the old-for-new policy. Discret Dyn Nat Soc 2016:10
Zhou L, Disney SM (2006) Bullwhip and inventory variance in a closed loop supply chain. OR Spectr 28(1):127–149. https://doi.org/10.1007/s00291-005-0009-0
Zhou L, Disney SM, Lalwani CS, Wu H (2004) Reverse logistics: a study of bullwhip in continuous time. In: Proceedings of the 5th World Congress on Intelligent Control and Automation (WCICA), vol 4, pp 3539–3542. https://doi.org/10.1109/WCICA.2004.1343205
Zhou L, Naim MM, Disney SM (2017) The impact of product returns and remanufacturing uncertainties on the dynamic performance of a multi-echelon closed-loop supply chain. Int J Prod Econ 183:487–502. https://doi.org/10.1016/j.ijpe.2016.07.021
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher’s note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Appendix
Appendix
Stock and flow diagrams and model equations

Stock and flow diagram for the serial forward chain in STELLA

Stock and flow diagram for the reverse chain without some components of the forward chain in STELLA
Model equations
STOCKS
-
1.
Collected products
$$ Collected\ products(t)= collected\ products\left(t- dt\right)+\left( total\ collection\ rate- acce\ rate\ for\ reuse- reje\ rate\ for\ reuse\right)\times dt $$
Inflows
Outflows
-
2.
Components inventory
$$ Components\ inventory\ (t)= components\ inventory\ \left(t- dt\right)+\left( comp\ prdn\ rate+ comp\ reman\ rate+ comp\ acce\ rate\ for\ dir\ reuse- comp\ used\ for\ prdn\right)\times dt $$
Inflows
Outflows
-
3.
Components rejected for direct reuse
$$ comp\ reje\ for\ dir\ reuse\ (t)= comp\ reje\ for\ dir\ reuse\ \left(t- dt\right)+\left( comp\ repla\ rate+ comp\ reje\ rate\ for\ dir\ reuse- recycle\ rate- coomp\ reman\ rate- disposal\ rate\right)\times dt $$
Inflows
Outflows
-
4.
Controllable disposal
$$ controllable\ disposal\ (t)= controllable\ disposal\ \left(t- dt\right)+\left( disposal\ rate\right)\times dt $$
Inflows
-
5.
Distributor orders backlog
$$ distributor\ orders\ backlog\ (t)= distributor\ orders\ backlog\ \left(t- dt\right)+\left( distributor\ orders- distributor\kern0.5em backlog\ red\ rate\right)\times dt $$
Inflows
Outflows
-
6.
Distributor inventory
$$ distributor\ inventory\ (t)= distributor\ inventory\ \left(t- dt\right)+\Big( shipments\ to\ distributor- shipments\ to\ wholesaler\times dt $$
Inflows
Outflows
-
7.
Inventory of components from rejected products
$$ inv\ of\ comp\ from\ reje\ prdcts\ (t)= inv\_ of\_ comp\_ from\_ reje\_ prdcts\left(t- dt\right)+\left( comp\_ from\_ reje\_ prodcts- comp\_ reje\_ rate\_ for\_ dir\_ reuse- comp o\_ acce\_ rate\_ for\_ dir ect\_ reuse\right)\times dt $$
Inflows
Outflows
-
8.
Products for remanufacturing
$$ products\ for\ remn\ (t)= products\ for\ reman\ \left(t- dt\right)+\left( acce\ rate\ for\ reman- reman\ rate- produsctscotremanufactured\right)\times dt $$
Inflows
Outflows
-
9.
Products for cannibalisation
$$ prod\ for\ cannibalisation\ (t)= prod\ for\ cannibalisation\ \left(t- dt\right)+\left( reje\ rate\ for\ reman\right)\times dt $$
Inflows
-
10.
Raw material inventory
$$ raw\ mat\ inventory\ (t)= raw\ mat\ inventory\ \left(t- dt\right)+\left( recycling\ rate- comp\ prod\ rate\right)\times dt $$
Outflows
-
11.
Rejected products for reuse
$$ reje\ prod\ for\ reuse\ (t)= reje\ prod\ for\ reuse\ \left(t- dt\right)+\left( reje\ rate\ for\ prod\ reuse- acce\ rate\ for\ reman- reje\ rate\ for\ reman\right)\times dt $$
Inflows
Outflows
-
12.
Remanufacturing backlogs
$$ remanufacturing\ backlogs\ (t)= remanufacturing\ backlogs\ \left(t- dt\right)+\left( products\ not\ remanufactured\right)\times dt $$
Inflows
-
13.
Retailer orders backlog
$$ retaile{r}^{\prime } s order\ backlog\ (t)= retailer\ orders\ backlog\ \left(t- dt\right)+\left( retaile{r}^{\prime } s order s- retailer\ backlog\ red\ rate\right)\times dt $$
Inflows
Outflows
-
14.
Retailer inventory
$$ retailer\ inventory\ (t)= retailer\ inventory\ \left(t- dt\right)+\left( shipments\ to\ retailer- retail\ sale\right)\times dt $$
Inflows
Outflows
-
15.
Serviceable inventory
$$ serviceable\ inventory(t)= serviceable\ inventory\ \left(t- dt\right)+\left( production\ rate+ reman\ rate+ acce\ prod\ for\ reuse- shipments\ to\ distributor\right)\times dt $$
Inflows
Outflows
-
16.
Wholesaler inventory
$$ wholesaler\ inventory(t)= wholesaler\ inventory\ \left(t- dt\right)+\left( shipments\ to\ wholesaler- shipments\ to\ retailer\right)\times dt $$
Inflows
Outflows
-
17.
Wholesaler orders backlog
$$ wholesaler\ orders\ backlog\ (t)= wholesaler\ orders\ backlog\ \left(t- dt\right)+\left( wholesaler\ orders- wholesaler\ backlog\ redu\ rate\right)\times dt $$
Inflows
Outflows
AUXILLIARY VARIABLES
Rights and permissions
About this article

Cite this article
Tombido, L., Louw, L., van Eeden, J. et al. A system dynamics model for the impact of capacity limits on the Bullwhip effect (BWE) in a closed-loop system with remanufacturing. Jnl Remanufactur 12, 1–45 (2022). https://doi.org/10.1007/s13243-021-00100-7
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s13243-021-00100-7