
Abstract
The overall performance and service life of natural fiber-based composites are affected by different factors depending on their application areas, such as building products, automotive and as packaging materials. As building product, natural fiber polymer composites are used for outdoor applications in decking, fencing, sliding window frames and roofing tiles. When these products are used for outdoor applications, they are going to be exposed to a climate with moisture as well as temperature fluctuation which may influence their durability and mechanical properties. In the present work, an attempt has been made to develop Eulaliopsis Binata (a natural fiber) epoxy composite and to study the weathering effect on its performance. The composites were exposed to three different moisture environments such as distilled water, saline water and subzero temperature. The composites were prepared with 10, 20, 30, and 40 weight fractions of short EB fiber. The thickness swelling rate parameter, diffusivity constant and equilibrium moisture content were determined considering the application areas for the developed composites. The results indicate that as the fiber content increases, the moisture uptake also increases. The degradation of tensile, flexural and impact strength of the composites in different environments was determined and analyzed. The obtained results indicate that moisture absorption pattern for the composites follows the Fickian diffusion behavior. Maximum degradation of mechanical properties has been found in distilled water environment followed by saline water and subzero environments. The analysis of failure mechanisms of tested samples in different environmental conditions was also carried out by using FESEM.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
1 Introduction
The recent times have witnessed an upsurge in the research community to design and develop lightweight materials as an alternative to traditional materials [1]. The new environmental policies have encouraged the industries, particularly in household, packaging and automobile sectors to consider for new materials which are environmental friendly and fulfils the guidelines set by the governments [2]. Therefore, researchers are now focusing on wider adoption of natural fibers as a reinforcing materials instead of synthetic fibers like glass, aramid carbon, etc., as an alternative polymer composite [3]. The abundant availability, low cost, biodegradability, lower density, high specific strength along with nontoxicity are the reasons for their attraction [4]. These composites (natural fiber polymer composites, NFPC) are now marketed for various applications such as building product, automotive and packaging materials. As building product, NFPC are used for outdoor applications as decking, fencing, sliding window frames and roofing tiles [5]. The use of NFPC as outdoor applications has raised concern about durability of these products when exposed to outdoor environments. Durability is measured through performance of the NFPC that depends on the moisture absorption capacity of the natural fiber. These composites are prone to get affected by the presence of moisture mainly because of hydrophilic nature of natural fiber. The hydroxyl groups of holocellulose are primarily responsible for water absorption of composites [6, 7]. The degradation of hydrophobic components at the surface of the composite during weathering leads to an increase in the amounts of hydrophilic cellulose at the surface, which makes these composites more susceptible to moisture absorption [8]. Water absorption can lead to build up of moisture in the fiber cell wall and it would result in fiber swelling leading to microcracks in the matrix material. This, when used in long term, results in a drop in flexural modulus and strength by degrading the composite interface [9, 10]. It is reported by same researches that rate of moisture absorption is very low for wood plastic composite [11, 12]. Some studies have clearly mentioned that moisture absorption in these composites is not uniformly distributed throughout the cross section, rather they are found mostly on the edges of the composite [13, 14]. This needs to be studied and controlled properly. If not controlled, there is maximum possibilities of deterioration of physical and mechanical properties of the composite and restrict the use of end products for outdoor applications [15].
Eulaliopsis Binata (EB) fiber, also locally known as “sabai fiber” belongs to “poaceae” kingdom of plant family. This plant is highly beneficial to the ecology as it can be grown in barren lands, sloppy lands and hilly lands thus reducing soil erosion in these areas. This fiber plant is known for its good fiber quality, and it is extensively being used in textiles, paper pulp production and hand knitted utility products. Thermal stability, chemical constitution and morphology of EB fiber have been studied by Khandual et al. and Sahu et al. in detail [16, 17]. They have the opinion that the advantage of this fiber is the fiber structure which has a good water drainage characteristic. Chand et al. have studied the mechanical and thermal behavior of the EB fiber [18]. The authors successfully utilized EB fiber as a reinforcing material in epoxy-based polymer composites. Recently, Acharya et al. have reported about the enhancement of mechanical properties such as tensile strength, flexural strength and impact strength with incorporation of short EB fiber with epoxy resin [19]. The authors have concluded that thirty weight fractions of short EB fiber with epoxy as the matrix material provide optimum mechanical strength.
As mentioned earlier for potential application of this fiber in some structural applications like doors and window panel, false roofing, partition boards, the durability performance of fiber epoxy composite, a comprehensive study on moisture absorption behavior is essential. Therefore, in some structural applications like doors and window panels, false roofing, partition boards, the durability performance of EB fiber epoxy composite has to be carried out. Therefore, a comprehensive study on the moisture absorption behavior is essential. Keeping this in mind, in the present study, an attempt has been made to study the moisture absorption behavior of the short Eulaliopsis Binata (EB) fiber epoxy composites. The composite sample containing 10, 20, 30 and 40 weight fractions of EB fiber with epoxy has been fabricated. The prepared composite sample was exposed to three different environments such as distilled water, saline water (5% NaCl) and subzero temperature. The weight gain and thickness gain behavior of EB fiber-based epoxy composites along with deterioration of mechanical properties in all environments has been studied and reported in this work. The failure mechanism of the composite sample in different scenarios is also analyzed.
2 Experimental Details
2.1 Materials
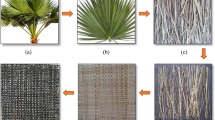
In this study, fresh EB fiber stems were procured from the self-help groups (SHGs) operating in Mayurbhanj district of Odisha. The collected fiber stems were washed with pressurized water to remove unwanted particles adherence to the fiber surface and then were sun dried for further processing (Fig. 1a, b). Short fiber of length 11 mm was prepared from these long fibers. Fiber pull out test was carried out to optimize this length of 11 mm, and the details of fiber preparation are given by Pradhan et al. [20]. The short fibers were kept in an oven at a controlled temperature of 40 °C for 72 h to remove the excess moisture as well as the undesired organic elements present on the fiber surface. The fibers were then stored in an airtight container for further use (Fig. 1c). The epoxy resin of type “Lapox B11” with chemical name “Bisphenol-A-Epichlorohydrin,” density 1.19 g/cm3 and viscosity of 11,000–15,000 mPa s at 25 °C was procured from ATUL industries, India. It was taken as the matrix material due to its widespread application in polymer-based composites. The “K-6” hardener was added to the epoxy resin in a weight ratio of 10:1.

a Eulaliopsis Binata plant, b long fiber stems, c short EB fiber, d wooden mold and e fabricated EB fiber epoxy composite slab
2.2 Fabrication of Composite
General hand layup technique was used to fabricate the composite using a wooden mold of dimension 150 × 75 × 5 mm3. Composites were casted from short EB fiber (randomly oriented) in different weight fraction of fiber (10, 20, 30 and 40 wt%). For each weight percentage of fibers, a calculated amount of epoxy resin and hardener (in ratio of 10:1) was mixed properly with gentle stirring to avoid entrapment of air bubbles in the mixture. Before pouring the mixture into the mold, a silicon spray (releasing agent) was used and sprayed on the mold surface for easy withdrawal of specimen after curing. After pouring the mixture in the mold, a load of 10 kg was applied from the top and kept for 48 h for curing in the room temperature. After curing, the slabs were taken out of the mold and specimen of required dimensions were cut by using a diamond cutter for different tests. The schematic views of composites fabricated with wooden mold are shown in Fig. 1d, e. In the present investigation, the epoxy-based composites with 10 wt% Eulaliopsis Binata fiber are represented as “EB10” and so on.
2.3 Moisture Absorption Tests and Thickness Gain Behavior
The moisture absorption and thickness gain behavior of the EB fiber epoxy composites have been carried out as per ASTM D570-98. The fabricated composite slabs were cut into a size of 140 × 16 × 5 mm3, and five samples of each fiber weight percent (10, 20, 30 and 40 wt% of EB fiber) were kept in an oven at 60 °C for 48 h to ensure that the composite samples are free of moisture before the testing. The initial weight and thickness of each specimen were noted on an electronic balance to an accuracy of ± 0.001 before they were subjected to different environments. Different environment to which the samples were subjected to were salt water (5% NaCl concentration), distilled water and subzero temperature (− 25 °C) [21]. The detailed procedure followed for measurement of percentage moisture uptake, condition for equilibrium moisture content (EMC) and thickness gain percentages is same as explained by Bera et al. [21]. The percentage of change in weight and thickness were calculated using Eqs. (1) and (2), respectively.
where Mt is Moisture absorbed, Wt is weight of the specimen at time t, W0 is initial weight of the specimen, TG is rate of thickness gain, Ht is thickness of a sample at time t, H0 is the initial thickness of the specimen.
2.4 Tensile, Flexural and Impact Strength Test
After subjecting the samples to different environments, tensile and flexural strength tests were carried out by using an UTM (UTM H 10 KS). Tests carried out in dry, i.e., without subjecting them to any environments were reported by Acharya et al. [22]. Results of this analysis were taken here for comparison with environmentally treated composites. The tensile and flexural tests were carried out as per ASTM D 3039-76 and ASTM D 790-03 standard with a strain rate of 1 mm per minute. The dog bone-shaped specimen with a gauge length of 60 mm and a radius of curvature of 76 mm were used for the tensile strength test. The impact test of the composites was performed on an “Izod impact tester” in accordance with ASTM D 256 standard where the free falling hammer was allowed to strike the composite specimen with an initial energy of 5.234 Joules. The tensile, flexural and impact strength test specimens of EB fiber-based epoxy composites are presented in Fig. 2a–c.

a Tensile, b flexural and c impact strength test samples of EB fiber epoxy-based composites
3 Results and Analysis
3.1 Moisture Absorption Testing
The exposure of EB fiber epoxy composites to different environments (distilled water, saline water and subzero temperature) resulted in an increase in weight and thickness of the samples followed by a steady state where no further moisture absorption has occurred. The moisture intake behavior of the composite sample is found to be different for different environments and is presented in Fig. 3a–c. From the figures, it can be observed that the moisture intake increases with increase in fiber content in all environmental conditions. This is due to the free OH groups present in the cellulose in the fiber. As the cellulose content increases, the moisture intake increases as the free OH groups create hydrogen bonding with the water molecules. The moisture intake increases as the time progresses until a saturation level is attained. The moisture absorption samples lead to increase in weight and thickness of the composite specimens. The saturation time varies for samples in different environments such as approximately 312, 264, 240 h for distilled water, saline water and subzero temperature, respectively. The maximum moisture intake is obtained for 40 wt% EB fiber for all considered environments, and it is found to be 12.2%, 10.6%, 4.25% for distilled water, saline water and subzero temperature environments, respectively. It is certain that with the increase in fiber content, the moisture absorption will also increase. In addition to this, void content and bonding between the interfaces of fiber and matrix sometimes help in enhancing the moisture uptake for the composite. Environment plays a major role in water uptake capacity of the fiber. It is natural that the moisture uptake capacity of natural fiber increases when exposed to different environmental condition. But the interesting part is to know the time taken for stabilization of water uptake. This depends on the cellulose content of fiber. As reported by various authors, time for stabilization for bagasse, luffa cylindrica, lantana camara fibers are 70, 108 and 60 h, respectively [21, 23, 24]. For the present case, it is 312 h.

Weight gain behavior of EB fiber epoxy composites in a distilled water, b saline water, and c subzero temperature environment
The equilibrium moisture content (EMC) of the composites varies with fiber content as well as different environments. The EMC of the samples exposed in different environments with different EB fiber weight percent is presented in Fig. 4. The figure clearly indicates that the equilibrium moisture content has increased with increase in the fiber content. The figure also indicates that EMC is very sensitive to subzero environment for EB fiber in comparison to distilled and saline water exposure. Among all the environments, the composites show maximum EMC for distilled water followed by saline water and subzero temperature environment. The EMC of the composite samples ranges from 5.94 to 12.2%, 4.87–10.62%, 2.33–4.25% for distilled water, saline water and subzero temperature, respectively. The lesser value of EMC in saline as compared to the distilled water happens due to the lesser diffusion of water due to the deposition of NaCl on the surface of the composites. The subzero temperature environment contains lowest moisture among three considered environments. This results in lowest EMC values among all the environments. Deo et al. and Acharya et al. have reported similar observation for lantana camara and bagasse fiber with epoxy resin in different environments [23, 24].

Equilibrium moisture content of composites in all environments
3.2 Moisture Absorption Mechanism
Moisture absorption mechanism for polymeric composites can be categorized into three types. All the three mechanism modifies into a single diffusional mechanism. They are known as Fickian, Relaxation controlled and non-Fickian diffusion [25]. Fick developed a theoretical equation to find out the type of diffusion mechanism. Also, in the Fick’s model, a parameter known as diffusion coefficient (D) has been utilized to show the ability of water molecules to diffuse into the composite structure. In this present investigation, we have followed the procedure as proposed by Merdas et al. [8]. The details of finding out diffusion coefficient (D), thickness gain rate, etc., are provided by several authors [26,27,28,29,30]. The values for coefficient (n) for Fickian diffusion (n = 0.5). Relaxation (n ≥ 1) and non-Fickian anomalous diffusion (0.5 < n < 1) and the values of diffusion (D) are also calculated for different weight fraction of fiber and the environments. The value of D is determined by considering the initial slope of the graph between moisture uptake and square root of time. The diffusion curve fitting for EB fiber-reinforced composite so obtained is given in Fig. 5, and the value for n, k and D is presented in Table 1. From the table, it can be observed that the D value increases with increase in fiber weight percent in composites under all environments under consideration. The composites containing 40 wt% EB fiber exhibits highest diffusivity among all the composite specimens under all tested conditions. The diffusivity of water molecules is found to be maximum for distilled environment followed by saline water and subzero temperature. This increase in D value is for the cellulose content of the EB fiber. Therefore, it is maximum for composites containing 40% of EB fiber.

Curve fitting of moisture absorption behavior according to Fick’s law
3.3 Thickness Gain Behavior
The presence of OH groups in cellulosic content of the natural fiber cause absorption of moisture [21]. Natural fibers with a hydrophilic nature due to hydroxyl (–OH) and other polar groups in their different constituents such as cellulose and hemicellulose are interested in absorbing water. This phenomenon leads to swelling of the fiber, degradation of a fiber-matrix interface, plasticizing effect, expansion of the gap between fiber bundles that reduces the load-transfer efficiency, and results in depletion of biocomposite performance as well as reduction of mechanical properties [22, 23]. When the EB fiber epoxy composites are subjected to distilled water, saline water and subzero temperature environments, the absorption of moisture through the micropores and the hydrophilicity of the fiber material cause swelling of the composites [21, 31]. The thickness gain (TG) behavior of the composite specimens is presented in Fig. 6a–c. The TG rate is found to be in an increasing order with increase in the fiber content in the polymer composites with all environmental conditions (Fig. 7).

Thickness gain behavior of EB fiber epoxy composites in a distilled water, b saline water, and c subzero temperature environment

Equilibrium thickness gain of composites in all environments
The swelling rate parameter (KSR) is considered to quantify the rate of TG approaching toward the equilibrium. The higher value of this parameter indicates a higher rate of wetting. This also indicates that lesser time is required to reach the equilibrium thickness [28]. The value of KSR is calculated through a nonlinear regression curve fitting method to fit the experimental data using Eq. (3).
where TG (t) is the thickness gain rate at a specific time t. H0 and H∞ are the initial and equilibrium thickness, respectively.
The values of KSR of all types of specimens (EB10, EB20, EB30 and EB40) undergone in different environmental conditions are presented in Table 2. From the table, it is evident that the swelling rate parameter increases with increase in the fiber content for all the environments under consideration. This might have happened due to the presence of more number of microvoids in the interface of fiber and epoxy at higher weight percentage of EB fiber.
3.4 Effect of Weathering on Mechanical Properties
3.4.1 Tensile Strength
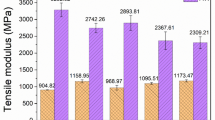
The tensile strength moves in an increasing order with increased fiber content up to 30 wt%. It is observed that the maximum deterioration of tensile strength occurs for the composites containing 40 wt% fiber content. Figure 8 shows the tensile strength for samples with and without subjected to different weathering conditions. From the figure, it is observed that maximum tensile strength is found with 30 wt% fiber content. This trend is observed for all environmental conditions. The decrease in strength for higher fiber content (40 wt%) might have happened due to decrease in matrix material which in turn leads to poor wettability of fibers with matrix material. Poor wettability decreases the load transfer from matrix to fiber and consequently decreases the tensile strength. The deterioration of tensile strength for the composite containing 30 wt% of EB fiber is found to be maximum in distilled water environment (42.9%) followed by saline (29.7%) and subzero temperature (19.9%) environments. The swelling of fiber is maximum for distilled water. This is followed by saline water and subzero temperature environment. The swelling for saline water is affected because of interaction of electrons rich species with sodium ions which forms a monolayer on the surface of the specimens. For subzero temperature, the intermolecular hydrogen bonding is less; hence, time taken to reach saturation temperature is more, and therefore, the strength is higher. When time taken to reach the saturation point is higher, it affects the rigidity of the matrix. This rigidity prevents the debonding of the fiber which in turn increases the strength for the particular composite. This saturation time varies for different environments; hence, the strength also differs. This variation in tensile strength is due to moisture absorption capacity of the composite subjected to different environments. This phenomenon of moisture absorption is already discussed in previous section. Similar type of results have also been reported for different natural fiber and environmental treatments which clearly indicates that tensile strength depends on the type of moisture absorption capacity of the fiber with different environments [32,33,34].

Tensile strength of the exposed and unexposed composites
3.4.2 Flexural Strength
Figure 9 shows the flexural strength of both dry and moisture absorbed composite samples that were exposed to different environments. Maximum flexural strength is observed for 30 wt. percent of fiber content. Further addition of fiber (40 wt%) decreases the flexural strength. This behavior of flexural strength is found to be same for all exposed environments. The decrease in strength for higher weight fraction of fiber (40 wt%) might be due to low bonding strength of the fiber and matrix which arises due to higher weight fraction of fiber. The other reason might be due to agglomeration of fibers (short) during manufacturing process which leads to deterioration in flexural strength. The reduction in value of flexural strength is found to be 24.96% in distilled water, 19.71% in saline water and 11.25% in subzero temperature environment. The least degradation is observed for subzero environment, which bring to the conclusion that lesser amount of moisture uptake has taken place by the fiber at this treatment. This is confirmed from the SEM observation shown at section below where swelling of fiber is much less in comparison to other environmental treatments, which reduces the moisture uptake. Similar observations have been reported by Chaudhary et al. while studying hemp fiber-reinforced epoxy composites [22].

Flexural strength of the exposed and unexposed composites
3.4.3 Impact Strength
The impact strength test results of the composites for all the tested conditions are plotted in Fig. 10. The capacity of the composites to bear shock loads improves as the EB fiber content increases in epoxy-based composite materials till thirty weight fraction of the fiber. The agglomeration of fiber is the main reason which is due to lesser amount of matrix material (60 wt%) in case of 40 wt% of fiber content that causes lower bonding strength between fiber and matrix. This eventually decreases the ability of the composite to absorb shock loads. The exposure of the composite with different environmental condition for impact strength also follows the same trend as it is for tensile and flexural strength. The impact strength reduces by about 29.22% in distilled water, 19.6% in saline water and 8.6% in subzero temperature environment as compared to the unexposed samples. Athijayamani et al. also reported degradation of impact strength while studying sisal and rosselle fiber-reinforced composites exposed to different moisture environments [35].

Impact strength of the exposed and unexposed composites
4 Microstructure Analysis
The microscopic analysis of the fractured surfaces of the composite samples under different environments is carried out using a field emission scanning electron microscope (FESEM). Fig. 11a–d, e–h and i–l represents the failure mechanism of the specimens containing 30 wt% of EB fiber with epoxy under tensile, flexural and impact loads, respectively. Figure 11a depicts the tensile failure mechanism of the unexposed sample. The pull out of the intact fiber structure reveals that a major share of the applied load is carried by the fibers. The fractured surface of the specimen exposed to distilled water environment is presented in Fig. 11b. The portion of the fiber pulled out from the matrix can be seen with localized deformation. The moisture absorption by the fibers is less in the saline environment than that in distilled water because of the deposition of sodium chloride on the surface of the fiber as shown in Fig. 11c. The swelling of the fiber also causes weakening and debonding of fiber-matrix interface thus lowering the resistance of the composite to tensile loads. Although lesser moisture is absorbed by the composite samples in subzero temperature environment as compared to distilled and saline water environment, still the fiber-matrix interface of the exposed composite deteriorates (Fig. 11d). The swelling of the fiber lowers the load bearing capacity of the fiber as well as the composite specimen. The bending of the fiber strands is observed at the fracture surface of the unexposed sample under flexural load which signifies that the fiber offer maximum resistance to the externally applied flexural load (Fig. 11e). The detachment of the fiber from the matrix is found to be the main reason for the flexural failure of the sample. The improvement of the fiber-matrix interface bonding may contribute to better flexural strength of the composite. Figure 11f presents the failure mechanism of the composite exposed to distilled water environment. The riverine structure on the matrix represents the lack of resistance to stress propagation due to the applied load. The deposition of sodium chloride on the sample surface exposed in saline water environment can be observed as shown in Fig. 11g. The fiber pullout along with microcracks in the matrix cause failure of the specimen under flexural load. Figure 11h shows the failure mechanism of EB fiber epoxy composite exposed in subzero temperature environment under flexural load. The propagation of stress waves due to impact load causes formation of riverine structure and microcracks in the matrix as observed in case of exposed specimen (Fig. 11i). The fiber absorbs the stress generated due to the impact and resists the deformation. The intake of moisture by the fiber cause swelling and fracture in the fiber structure in the distilled water environment (Fig. 11j). The propagation of stress waves causes severe damage to the fiber and at the interface with epoxy which lowers the resistance offered by the composite to shock loads. In saline environment, the erosion of strength due to the corrosion caused by deposited sodium chloride on the fiber surface along with swelling of fiber affect the resistance of the composite to impact loads in such environments (Fig. 11k). The breakage of fiber structure due to impact stress is observed. In subzero temperature, it is observed that the fiber swelling is least among the considered environments. Still, the swollen fiber structure lacks the strength to bear the impact stress which causes separation of fiber fibrils as shown in Fig. 11l. The impact failure mechanisms in such environments includes pull out of the fiber and fiber breakage along with propagation of microcracks in the base material. Similar type of failure mechanisms were also observed by Acharya et al. while studying the weathering behavior of bagasse fiber-reinforced epoxy-based composites [26].


SEM images of fractured surfaces of thirty weight fraction epoxy composite under tensile loading (a–d), flexural loading (e–h), Impact loading (i–l) of unexposed specimen along with exposed specimens in distilled water, saline water and subzero temperature environment, respectively
5 Conclusions
In the present work, the effect of different aging conditions on Eulaliopsis Binata fiber-reinforced epoxy composites and its mechanical properties were investigated. From the present experimental investigation, the following conclusions were drawn.
-
1.
As the fiber weight fraction increased, the moisture uptake for the composite increased and it was found to be valid for all environments. This happened because of increase in cellulose content with the weight fraction of fiber. Minimum moisture absorption was found in subzero environment in comparison to distilled water and salt water environment.
-
2.
The obtained results indicated conformance to Fickian diffusion behavior of the composite subjected to different environment under study. The diffusion behavior found to be in the order of distilled water > saline water > subzero temperature.
-
3.
For swelling rate parameter (KSR) of the composite, the diffusion behavior changed and it was found to be in the order saline water > distilled water > subzero temperature environment.
-
4.
It was noticed that the fibers contributed to the enhancement of both tensile and flexural strengths of the composites along with the modulus of elasticity and flexural modulus. The composites containing 30% fiber fraction by weight were the optimum ones.
-
5.
It was found that deterioration of tensile, flexural and impact strength occurred when the composites were subjected to different environments. The mechanical property degradation was found to be maximum for distilled water in comparison to saline water and subzero temperature environment.
-
6.
The analysis of failure mechanism of composite samples through FESEM for different environmental conditions indicated that the swelling of fiber, poor bonding at fiber-matrix interface and damage of fiber structure under loading were some of the prominent mechanisms of material failure.
-
7.
Surface modification of Eulaliopsis Binata fiber with different chemical agents have an influence on the weathering behavior of the fibers as well as its composites. The authors are of the view that the chemical modification of fibers also may help in enhancing the mechanical properties of Eulaliopsis Binata fiber composites exposed to different moisture environments.
References
Rohit K, and Dixit S, Polym Renew Resour 7 (2016) 43.
Siakeng R, Jawaid M, Ariffin H, Sapuan SM, Asim M, and Saba N, Polym Compos 40 (2019) 446.
Bharath KN, Pasha M, and Nizamuddin BA, J Ind Text 45 (2016) 1.
Ali A, Shaker K, Nawab Y, Jabbar M, Hussain T, Militky J, and Baheti V, J Ind Text 47 (2018) 549.
Thyavihalli Girijappa YG, Mavinkere Rangappa S, Parameswaranpillai J, and Siengchin S, Front Mater 6 (2019) 226.
Suryanto H, Marsyahyo E, Irawan YS, and Soenoko R, J Nat Fibers 11 (2014) 333.
Chokshi S, Parmar V, and Gohil P, J Nat Fibers (2020) 1.
Merdas I, Thominette F, Tcharkhtchi A, and Verdu J, Compos Sci Technol 62 (2002) 487.
Joseph K, Thomas S, and Pavithran C, Compos Sci Technol 53 (1995) 99.
Stark N, J Thermoplast Compos Mater 14 (2001) 421.
Shi SQ, Gardner DJ, and Wang JZ, Wood Fiber Sci 32 (2000) 269.
Lin Q, Zhou X, and Dai G, J Appl Polym Sci 85 (2002) 1587.
Wang W, and Morrell JJ, For Prod J 54 (2004) 50.
Pan Y, and Zhong Z, Compos Sci Technol 110 (2015) 132.
Al-Maharma A, and Al-Huniti N, J Compos Sci 3 (2019) 27.
Khandual A, and Sahu S, Environmental Footprints and Eco-Design of Products and Processes (2016), pp 1–5.
Sahu S, and Behera L, Int J Adv Chem Sci Appl 4 (2016) 661.
Chand N, and Rohatgi PK, J Mater Sci Lett 11 (1992) 138.
Pradhan S, Acharya SK, and Prakash V, J Appl Polym Sci 138 (2021) 50094.
Pradhan S, and Acharya SK, Proc Inst Mech Eng Part J J Eng Tribol 235 (2021) 208.
Bera T, Mohanta N, Prakash V, Pradhan S, and Acharya SK, J Reinf Plast Compos 38 (2019) 923.
Acharya SK, and Pradhan S, Mater Today Proc 19 (2019).
Dhakal HN, Zhang ZY, and Richardson MOW, Compos Sci Technol 67 (2007) 1674.
Chaudhary V, Bajpai PK, and Maheshwari S, J Nat Fibers 17 (2020).
Deo C, and Acharya SK, J Reinf Plast Compos 29 (2010) 2513.
Acharya SK, Mishra P, Mehar SK, and Dikshit V, J Reinf Plast Compos 27 (2008) 839.
Shi SQ, Wood Sci Technol 41 (2007) 645.
Shakeri A, and Ghasemian A, Appl Compos Mater 17 (2010) 183.
Bond DA, and Smith PA, Appl Mech Rev 59 (2006) 249.
Wang W, Sain M, and Cooper PA, Compos Sci Technol 66 (2006) 379.
Raghavendra G, Kumar KA, Kumar MH, RaghuKumar B, and Ojha S, Polym Compos 38 (2017) 516.
Nosbi N, Akil HM, Ishak ZM, and Bakar AA, Adv Compos Lett 20 (2011) 231.
Alamri H, and Low IM, Polym Test 31 (2012) 620.
Gujjala R, Ojha S, Acharya SK, and Pal SK, J Compos Mater 48 (2014).
Athijayamani A, Thiruchitrambalam M, Natarajan U, and Pazhanivel B, Mater Sci Eng A 517 (2009) 344.
Acknowledgements
The authors are grateful to the authorities of Department of Mechanical Engineering, National Institute of Technology, Rourkela, for providing facilities to carry out the experimental work.
Funding
The authors declare that no funds have been received from any source for the present research work.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
The authors declare that they have no conflict of interest.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Pradhan, S., Prakash, V. & Acharya, S.K. Effect of Weathering on Physical and Mechanical Characteristics of Eulaliopsis Binata Fiber/Epoxy Composites. Trans Indian Inst Met 75, 337–349 (2022). https://doi.org/10.1007/s12666-021-02422-3
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s12666-021-02422-3