
Abstract
Coffee production generates large volumes of residue, reaching 32 million tons per year in Brazil alone. This study aimed to evaluate the parchment of coffee fruit, a residue from the coffee industry, in terms of its chemical composition and potential for kraft pulp production. The parchment was characterized with respect to its carbohydrate, lignin, extractive, and mineral contents. The substance was submitted to the kraft pulping process, targeting a kappa number of 25. The main findings of this study are the following: glycans (38.5%), xylans (21.6%), and lignin (27.1%) were the main components of the raw material, the extractive content was 4.5%, quite similar to those found for hardwood species used for pulp production, and the pulping yield was 42.6%. The lignins from the residual were extracted and characterized by their chemical composition, obtained by elemental and pyrolysis–gas-chromatography–mass–spectrometry (Py-GC/MS) analyses. Py-GC/MS analysis from the decomposition of lignin provided the identification of 26 compounds, categorized into six different groups-acids, aldehydes, amines, furans, ketones, and aromatics. Based on chemical biomass characteristics, the pulping performance was similar to those observed for softwood raw materials, with similar pulp bleachability. These results indicate that the evaluated waste biomass has a good potential for use in pulp production.
Graphical Abstract

Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Statement of Novelty
This research was carried out to evaluate the potential utility of a waste from the coffee industry. Parchment has shown potential as an alternative raw material in pulp production. In this study, the chemical and morphological composition of the biomass of parchment was characterized. This characterization is important for understanding the biomass and how its use can be optimized in the production process. In addition, unbleached and bleached pulps were produced through the kraft process. This study finds that parchment can be utilized for the production of pulp products with high added value, such as cellulosic pulp.
Introduction
Wood is the primary raw material used for pulp production worldwide [1]. However, pulp can also be realized from other lignocellulosic biomasses, such as bamboo, sugar cane bagasse, and sisal, as well as agricultural residues [2]. Pulp production has significantly increased, owing to societal demand. In fact, Brazil has jumped from fourth to second in worldwide pulp production in recent years [2]. All of the large Brazilian mills in the sector have fully consolidated their strategy, indicating that there remains room for growth in industrial production in the country [3].
Currently, Brazil produces 21 million tons per year, trailing only the USA, which produces 42 million of tons per year [2]. Pulp production worldwide was 173 million tons in 2017 [3]. In addition, during the COVID pandemic when activity in many other industries subsided, pulp and paper consumption increased, owing to their role in societal sustainability, as compared to that of plastic materials [4].
Considering that the price of wood is expected to continue to increase [2], attempting to improve the competitiveness of pulp and paper by finding alternative raw materials is a necessary strategy. In addition, this effort conforms with the public demand for sustainable production. Agricultural residues have been used as raw material in pulp production, particularly in developing countries with large agricultural production, owing to its quantity, availability, and the higher cost of wood-based feedstock [5,6,7]. As such, this strategy needs significant attention from researchers in industry and academia. Pulp is a sustainable alternative to petrochemicals and is considered to be a low cost and a rich source of chemicals, fuels, biopolymers, and sugars [6].
Coffee is one of the most important agricultural commodities in the world. Brazil is the largest producer and exporter of green coffee beans, followed by Vietnam, Colombia, Indonesia, and Ethiopia. Brazil produces approximately 3.5 million tons of green coffee beans each year [8, 9]. In 2019–2020, world coffee production was estimated at 10.1 million tons, and Brazil is estimated to be responsible for approximately 35% of the world production of coffee, representing almost 3.6 million tons per year [8].
Coffee refers to the seeds of a small fruit named the coffee cherry, which is composed of an epicarp (red or yellowish peel that surrounds the fruit), mesocarp (thin sugary pulp, also called mucilage), endocarp (cartilaginous membrane surrounding each seed, known as parchment), spermoderm (membrane greatly adhered to the endosperm, better known as silver film or silver skin), and embryo [10]. Figure 1 illustrates the morphology of the coffee cherry.

Morphology of coffee cherry indicating its layers
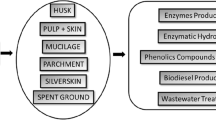
Industrial processing of the coffee cherry can be performed dry or wet, generating different residues such as peel, pulp, parchment, silver film, and wastewater [9, 11]. In the processing of coffee beans, approximately 50% of dried fruit by weight is waste [10]. In producing countries, coffee residues are a large source of contamination, resulting in serious environmental problems [11, 12].
Greater sustainability can be sought through lignocellulosic biorefinery, which involves environmentally friendly processes, bio-based materials, coproduction of chemicals, and self-sufficient generation of energy [13,14,15]. Residues produced by coffee processing can also be also used as a raw material in the production of high-added value materials [5, 16], in that it mainly comprises cellulose, hemicellulose and lignin. These residues can be converted into highly attractive substrates, such as fuels, biogas, and chemical products. For instance, the rapid pyrolysis of biomass yields bio-oil, which is a source of value-added products and is used in the production of hydrocarbons and hydrogen through catalytic processes [17, 18].
Parchment is the fibrous endocarp that covers the two hemispheres of the coffee bean and separates them from each other. This material basically consists of cellulose (40–49%), hemicellulose (25–35%), lignin (22–35%), and ash (0.5–1%) [19]. The main component of the cell wall of plant fibers, cellulose is an attractive natural polymer, owing to its abundance and biodegradability. The use of cellulose in polymers has increased as a result of its wide applicability. Studies have demonstrated the use of coffee pulp in the production of cellulose nanofibers and cellulose nanocrystals [20, 21], illustrating the advancement of nanotechnology and generation of new products with high added value.
The use of the coffee biomass as a raw material to another chain provides benefit to the coffee producer, as the generation of waste and environmental impact is minimized, and the coffee biomass is now considered a valuable material. Furthermore, pulp mills may use this material in pulp production, nanofiber production, production of paper for biodegradable packaging, encapsulation of controlled drugs, and other uses [22,23,24,25,26].
Chemical pulp production is strongly based on alkaline processes, with the kraft process being the technique most used today [27]. In kraft pulping, biomass is treated with sodium hydroxide (NaOH) and sodium sulfide (Na2S) at high temperatures (140–170 °C) and a pH above 12. This chemical process aims to dissolve the lignin, preserving the strength of the fibers. The kraft pulp production process can be used with several lignocellulosic species, applying proven production technology with efficient recovery of black liquor [28].
As previously described, wood cost has grown significantly in the past few decades, emphasizing the need for alternative biomasses in pulp production. However, the use of residues in pulp production, requires the characterization of the raw material and validation of the production process. This characterization is necessary to understand the biomass and optimize its application in the pulp production process. In addition, using a residue to generate a product provides sustainability with high added value. In this context, the objective of this study was to evaluate the coffee processing residue as a raw material for use in pulp production through its complete chemical and morphological characterization and evaluate the performance of the bleached kraft pulp production process.
Materials and Methods
Coffee residues (parchment) from Santa Teresa, ES, Brazil were used. The residues were ground in a Wiley® Mill knife mill and classified according to the TAPPI T257cm-85 standard. Sawdust passing through the 40 Mesh screen and retained in the 60 Mesh screen was selected. The sieved biomass was air-dried in an air-conditioned room (23.0 °C ± 1.0 °C and 50.0% ± 2.0% humidity) to maintain moisture uniformity and stored in polyethylene bags. The methods used in this study are presented below, all procedures were performed in duplicates, and the average values are presented.
Chemical Composition of Biomass
To characterize the chemical composition of parchment, the moisture content, total extractive content, silica content, ash content, metal content, and chloride charge of the sawdust were determined according to TAPPI T 264 om-88, TAPPI T 264 cm-97, TAPPI T245 cm-98, TAPPI T211 om-02, TAPPI T266 om-02, and TAPPI T256 cm-07 standards, respectively. Elemental analysis was performed using CHNS-O model LECO equipment. To analyze the higher and lower heating value of the biomass, the TAPPI T684 om-15 standard was used.
The contents of uronic acids, acetyl groups, and sugars (glucan, mannan, galactan, xylan, and arabinan) were determined according to [29, 30], and SCAN-CM 71:09, respectively. Total lignin was measured by the sum of acid-soluble lignin (TAPPI UM250) and acid-insoluble lignin (TAPPI T222om-02). The lignin syringyl/guaiacyl ratio (lignin S/G ratio) was determined by oxidation with nitrobenzene [31].
Basic and Apparent Density
Basic density is defined as the relationship between the dry weight of a sample and its saturated volume of water. The basic density of the parchment was determined following the methodology of hydrostatic balance, described in the ABNT-NBR 11,941 standard. The apparent density was determined by the SCAN-CM 46:92 standard, based on the relationship between the dry weight and the apparent volume.
Pulping Process
Parchment kraft cooking was performed with 400 g of dry biomass in an MK digester. Table 1 shows the operating conditions of the pulping process.
Cooking was performed to obtain a delignification curve, varying the effective alkali with an H-factor of 492 for the kappa number 60 curve and an H-factor of 1140 for kappa number 25 curve. The residual effective alkali values were set to range between 6 and 8 g/L. The maximum cooking temperatures for kappa numbers 60 and 25 were 158 °C and 168 °C, respectively. For both curve, the time to reach the cooking temperature was 60 min, and the time at the temperature was 80 min.
The operational conditions of the pulping process were set to use preliminary tests to analyze the behavior of the biomass during kraft pulping and apply actual market settings to characterize pulp production.
The pulps were washed with water at room temperature to remove the residual liquor after cooking. The individualization of the fibers was performed in a laboratory hydrapulper with a capacity of 25 L. Pulp screening was performed in a Voith laboratory debugger with plate openings of 0.2 mm, and the rejects were collected. The pulps were dewatered in a centrifuge and stored in plastic polyethylene bags. The parchment pulp and black liquor resulting from the kraft process were characterized according to the parameters described in Table 2.
Bleaching Process
Parchment kraft pulp was submitted to ECF bleaching, using the sequence OQDHT(EP)DP to obtain 90% ISO brightness. Three bleaching curves were performed, with the kappa factor of the DHT stage varied. Then, the best adjustment of the reagent dosage to minimize the consumption of total active chlorine was determined. The conditions for each stage of the bleaching sequence are shown in Table 3.
The conditions of the bleaching process were set to use preliminary tests to analyze the behavior of the biomass and apply actual market settings to characterize the production of bleached pulp.
Oxygen delignification (O2) was performed in a Quantum–Mark reactor under the conditions shown in Table 3. At the end of the reaction sequence, a sample of the residual filtrate was collected for pH analysis. The pulps were washed with distilled water at a proportion of 9 m3/ton of pulp. O2 pulps were characterized for brightness (TAPPI T452 om-08), kappa number (TAPPI T236 om-06), and viscosity (TAPPI T230 om-08). From the values of kappa number and HexA, the corrected kappa number values (based only in lignin) were determined according to the procedure described by Li and Gellerstedst (1997) [32].
From these parameters, the delignification efficiency, selectivity, and brightness gain of the O2-stage were calculated according to Eqs. (1), (2), and (3). Kb, Vb, and Bb represent the kappa number, viscosity, and brightness of the brown pulp, respectively, whereas K, V, and B represent the kappa number, viscosity and brightness of O2-pulp, respectively.
For the chelating (Q), chlorine dioxide (DHT and D), and alkaline extractions in the hydrogen peroxide (EP and P) stages, the pulps were mixed with the reagents from each stage and with H2SO4 or NaOH in polyethylene bags to adjust the pH. The treatments were performed in a water bath at a controlled temperature and maintained there for the pre-established durations, as shown in Table 3. At the end of each step, samples of the filtrate were collected to determine the pH and residual amount. The pulps were washed with distilled water at a proportion of 9 m3/ton of pulp, except in the Q-stage, in which the proportion of 50 m3/ton of pulp was used.
To achieve 90% ISO brightness, in the D-stage, a chlorine dioxide (ClO2) dosage curve was performed. Three different loads of ClO2 were used, adjusting the final pH in the range of 4.5 to 5.5 with H2SO4 and NaOH. Then, the ideal reagent dosage was obtained for each treatment. The parameters evaluated in the stages were: brightness, kappa number, viscosity, and brightness reversion (TAPPI UM200—4 h, 105 °C, 0% RH).
The parameters evaluated in the stages were: brightness (TAPPI T452 om-08), kappa number (TAPPI T236 om-06), viscosity (TAPPI T230 om-08), and brightness reversion (TAPPI UM200—4 h, 105 °C, 0% RH). The total active chlorine (TAC) and bleachability were calculated according to Eqs. (4) and (5), respectively. K represents the kappa number of O2-pulp and Kf represents the kappa number of the bleached pulp.
Py-GC/MS
Sawdust from parchment coffee (approximately 0.1 mg) was subjected to rapid pyrolysis in a pyrolysis–gas-chromatography–mass-spectrometry (Py-GC/MS) device using a micro-furnace pyrolyzer (Frontier Laboratories Ltd., Fukushima, Japan) connected to a GC-system mass spectrometer (Shimadzu, model QP2020). Pyrolysis was carried out at a temperature of 550 °C, with the interface at 290 °C. The GC operating parameters were as follows: injector temperature of 280 °C; Ultra-ALLOY® capillary column (UA5; 30 m × 0.25 mm ID, 0.25 µm film thickness); oven initial temperature of 45 °C for 4 min, heated at 4 °C/min to 240 °C and held for 10 min; and helium carrier gas of 1 mL/min in splitless mode at 20:1 ratio. The mass spectrometer operated in electron impact ionization mode at 70 eV with a mass range of 50–350 daltons. The compounds were identified through comparison with their mass spectra, taken from the GC–MS spectral library (Willey and NIST) and from the literature [33,34,35,36]. The experiment was performed in duplicate, and the 60 peaks with the largest areas were analyzed. The S/G ratio was calculated by dividing the percentage of the syringyl lignin area (S) by the percentage of the guaiacyl area (G).
Fiber morphology
Analysis of the morphology of the parchment fibers was performed. For the individualization of the fibers, the samples were placed in a test tube, with a solution of hydrogen peroxide and glacial acetic acid, according to the method recommended by [37]. Subsequently, temporary blades were mounted to obtain the length (L), width (W), lumen diameter (D), and wall thickness (T) of the fibers. An optical microscope with a camera attached, image acquisition system, and Axio–Vision software was used.
Results and Discussion
Parchment Chemical Composition
An advantage of the kraft process is its versatility in terms of the raw material used. Knowledge of the chemical composition of the wood or biomass is important, as it influences the efficiency of the process, yield, reagent consumption, and pulp quality [38]. The chemical composition of the coffee parchment is shown in Table 4. Zanão [27] reported chemical composition data for eucalyptus and pine wood (Table 4), which was used for comparison with parchment, as they are all widespread raw materials used in pulp production.
Uronic acids were found to represent 4.3% of the dry weight of the parchment. This mainly consists of 4-O-methylglycuronic acid and galacturonic acid, with the former predominating in xylans while the latter serving as constituents of pectin [39]. The content of uronic acids found in parchment was higher than those found in eucalyptus and pine. This fact can be explained by the difference between the xylan content of coffee parchment (20.6%) and the xylan contents of eucalyptus wood (10.2%) and pine (5.9%) [27].
The acid groups are related to the consumption of alkali in pulping, through hydrolysis and dissolution, and to the formation of hexenuronic acids [40, 41]. Hexenuronic acids protect the xylans against terminal depolymerization reactions, preserving the pulping yield [25, 42] but negatively affect the pulp bleaching [25].
The content of acetyl groups in the parchment was 4.4%, higher than the content found in wood-based materials. The xylan content exhibited the same trend as the uronic acid groups. Acetyl groups are structural components of the hemicelluloses and are connected to the xylan chain [45]. These groups negatively affect pulp production, as they are easily removed during cooking, causing loss of yield and alkali consumption [46].
Extractives and lignin are considered undesirable to the pulping process, with their contents directly affecting the process yield and consumption of reagents. The parchment exhibited extractive content (4.5%) similar to that of eucalyptus wood (3.9%) [27]. Reis [25] reported 7% of extractives in coffee parchment, value higher than that found in this study.
Total lignin is determined by the sum of two fractions: acid-soluble and acid-insoluble fractions. The parchment comprised 25.9% of the total lignin, with 23.8% as insoluble lignin and 2.1% as soluble lignin. In addition to the amount of lignin, it is important to evaluate its quality, that is, the relationship between the number of units derived from sinapyl alcohols (syringyl lignin) and coniferyl alcohols (guaiacyl lignin), referred to as the lignin S/G ratio.
A lignin S/G ratio of 0.78 was found for the parchment. Meanwhile, Gomes [47] reported higher S/G ratio values (2.50 to 3.12) for eucalyptus wood. However, pine wood has lignin predominantly of the guaiacyl type. Sequeiros and Labidi [48] showed that the speed of wood delignification is influenced by the lignin structure, as directly proportional to the lignin S/G ratio. Syringyl lignin is more reactive and, therefore, easier to be removed during the kraft pulping process, as guaiacyl lignin contains higher amounts of C–C bonds at the C5 position [49].
Gomes et al. [50], studying commercial eucalyptus clones, found good correlation between the S/G ratio and screen yield. Wood desirable for the production of kraft pulp must have low lignin content, associated with a high lignin S/G ratio.
Among the various chemical components of biomass, the most significant fraction of its weight is represented by carbohydrates, mainly cellulose and hemicellulose. Cellulose is composed exclusively of glucans, and its content in the parchment was 36.8%, a lower than that found by Zanão [27] for eucalyptus and pine, which can be a disadvantage, as the cellulose content is directly associated with pulping yield.
Parchment contained xylan as the dominant fraction of hemicellulose, similar to hardwoods. The other sugars (arabinan, mannan, and galactan) presented contents below 1%. In general, eucalyptus has higher levels of glucans and xylans when compared with pine wood. In pine, a predominance of glucans and mannans is observed [27, 51]. The sum of all sugars in the parchment was 58.5%. Lopes et al. [11] reported that cellulose and hemicellulose make up approximately 50% of the dry weight of the coffee grain. Vandeponseele et al. [52] reported that coffee rusk and coffee pulp present 70% of sugars.
The ash content, measured by the complete combustion of the raw material, is the parameter that represents the amount of non-combustible material in the biomass.
An ash content of 0.865% was found in the parchment, slightly higher than that commonly found in the literature for species of eucalyptus. Gomes [53] studied several clones of eucalyptus for pulp production and found an average ash content in the range of 0.1% to 0.24%. However, the parchment exhibited a low value when compared with other lignocellulosic materials, such as agricultural crops (5% to 10%) and agricultural residues (above 30%), e.g., rice husks [54].
The ash content influences pulp production and mill operation, as they can cause corrosion and deposits in the equipment, decrease mill throughput, reduce biomass heating value, and cause problems varying from the clogging caused by the deposition of residual combustion material to more severe damage that can occur in fluidized bed systems [54]. The main elements involved in scale and slag formation are the alkali metals present in the ash, such as potassium and sodium [55].
Calcium, magnesium, and silica are undesirable in most industrial processes owing to their ability to cause deposits in the equipment during liquid evaporation and solid combustion [56]. However, potassium is particularly dangerous because of its ability to decrease the melting temperature of the ash during combustion. This can cause sticky ash problems in recovery boiler systems [57].
Transition metals are particularly important in operating systems in which oxygen-derived chemicals are used in biomass bleaching. These metals are aggressive in relation to the oxygen–oxygen bonds, thus degrading any form of peroxide. Subsequently, highly reactive free radical intermediates are formed, which negatively affect the integrity of the carbohydrate chains [53].
The energy potential produced by a fuel can be expressed by its heating value, which describes the ratio of the energy contained in the material to the amount of mass [56]. Table 5 shows the results of the higher heating value (HHV) and lower heating value (LHV) of the parchment.
HHV is used to refer to the amount of heat available in the fuel, whereas LHV indicates the usable energy. For this reason, HHV values are generally higher than LHV for the same material [58]. For the parchment, the values found for HHV and LHW were 20.2 and 18.8 MJ/kg, respectively. Martinez et al. [9] reported an HHV value of 18.92 for coffee parchment, consistent with what was found in this study.
The heating values for lignocellulosic biomass can vary with respect to their origin, species, harvest conditions, storage, chemical composition, and other environmental factors. Telmo and Lousada [59] reported HHV values varying between 17.6 and 20.8 MJ/kg for hardwoods and between 19.6 and 20.3 MJ/kg for conifers. The parchment presented similar results for wood-based materials.
The parchment consisted of 50.6% carbon, 41.6% oxygen, 6.3% hydrogen, and 0.3% nitrogen (Table 5). These values are close to those found by Oasmaa et al. [60] for eucalyptus wood (50.1% C, 44.0% O, 6.0% H, and 0.1% N). Elemental analysis of wood varies little by species; thus, it can be assumed that the wood comprises approximately 50% carbon, 6% hydrogen, 44% oxygen, and 0.1%–0.5% nitrogen [61].
Hasan et al. [62] reported that there are significant and positive correlations between the levels of carbon and hydrogen and HHV. High levels of oxygen and ash reduce the heating value [63]. Similar elemental analysis results between parchment and eucalyptus imply similar HHV values between these materials.
Basic and Apparent Density
Basic density is directly related to the performance of the pulping process, as well as the quality of the final product [64]. The results of the basic and apparent density of coffee parchment are shown in Table 6. Zanão et al. [27] reported density values for eucalyptus and pine wood, which are also shown in Table 6.
The basic density of the parchment was 522.7 kg/m3, higher than that of wood-based materials commonly used for pulp production. A high density is favorable for pulp production because it results in increased pulp mill production and decreased biomass specific consumption, which is one of the most important parameters of biomass quality in pulp production [65]. However, it may be unfavorable in relation to the penetration of white liquor when the conditions are not properly optimized [65, 66].
Py-GC/MS
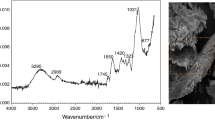
Py-GC/MS analysis of biomass was performed, and the mass spectra obtained were compared with the NIST library, with the specific peak area values for each compound listed in Table 7. The parchment pyrogram is shown in Fig. 2, and the compounds equivalent to the peak number are also listed in Table 7.

Pyrogram of coffee parchment
Thermochemical transformations of lignocellulosic biomasses via pyrolysis result in charcoal, non-condensable gases and bio-oil, which contains a complex mixture of phenolic compounds, organic acids, ketones, aldehydes, and furans [67].
Glycosidic bonds present in cellulose tend to break down at high temperature. Therefore, the cellulose structure degrades markedly during the early stages of fast pyrolysis, with a reduction in the degree of polymerization [68].
The cleavage of β-1,4-glycosidic bonds largely contributes to the formation of furans and levoglucosan (LG) [69]. Studies have shown that the main glucose-based carbohydrate pyrolysis products are LG, 5-hydroxymethylfurfural (HMF), furfural, methylglyoxal, 2-hydroxyacetaldehyde (HAA), and acetic acid [70].
Räisänen [71] revealed that the pyrolysis product distributions of xylose, arabinose, mannose, and galactose are similar in quality but different in quantity. Furans, ketones, and anhydro-sugars are the main products, with furfural as the most abundant.
The pyrolysis products of hardwood and agricultural residues hemicelluloses present high contents of acids, furfural, and five-carbon compounds. Softwood hemicelluloses contain mainly six-carbon compounds, such as glycans, galactans, and anhydro-sugars [71, 72]. It was possible to observe this behavior in the coffee residue, with a high percentage of acetic acid (7.01%) and furfural (4.20%).
Parchment pyrolysis showed an area percentage for compound 2,2-Diethyl-3-methyl-oxazolidine of 9.02%. At high temperatures, there may be a decrease in pyrolysis products with high added value and the formation of O/N-heterocyclic compounds, owing to deoxygenation, demethoxylation, and deamination reactions, as well as the cracking of lower-molecular-weight compounds [73].
Py–GC/MS analysis provided the identification of 26 compounds (Fig. 2), categorized into six different groups—acids, aldehydes, amines, furans, ketones, and aromatics—from the decomposition of lignin. Based on data found in literature, the lignin markers were characterized as catechol (Ca), guaiacyl (G), and syringyl (S) [34,35,36]. Lignin hydroxyphenyl (H) markers were not found (Fig. 3).

Main compounds present in Py-GC/MS
The decomposition of lignin methoxyl groups can lead to the transformation of S-type phenols into G-type phenols and even into Ca-type and H-type phenols. This transformation is potentiated at high reaction temperature [68].
With respect to lignin type, the parchment consisted of 43.4% S-type lignin and 56.6% G-type lignin, with a lignin S/G ratio value of 0.77. This S/G ratio was similar to that found for oxidation with nitrobenzene methodology (lignin S/G ratio: 0.78) in this study.
Parchment Fiber Morphology and Histology
The study of the anatomy of a biomass is fundamental to the evaluation of the potential of a biomass in pulp production. The morphological characteristic fibers can vary between species, between trees of the same species, and even within the same tree [74]. These variations affect the fiber dimensions, which are important indicators of the potential of a biomass in the manufacturing of pulp and paper [75].
The results of the fiber dimensions of parchment are presented in Table 8.
Pulping Process
The kraft pulping process aims to break the bonds of lignin and solubilize it in the cooking liquor, avoiding the degradation of carbohydrates as much as possible. The main chemical reagents in cooking liquor are sodium hydroxide (NaOH) and sodium sulfide (Na2S) [28, 76,77,78]. Table 9 shows the results obtained for kraft pulping for the delignification curves.
The operational variables of the Kraft process were fixed for each curve (kappa 25 and 60), except the effective alkali. A delignification curve was obtained with an alkaline concentration between 21.5% and 23.5% for kappa 25 and between 19.5% and 21.5% for kappa 60. The objective was to reach an alkaline concentration that would yield kappa numbers near 25 and 60, with adequate yield and moderate consumption of reagents.
It was observed that an increase in effective alkali resulted in a decrease in the kappa number and process yield. The residual effective alkali increased, indicating an excess amount of chemical reagent during the process. The pH of the black liquor for all cooking was maintained at 12.9.
The kraft process was suitable for the production of pulp from parchment, requiring an effective alkali of 22.5% to obtain a kappa of 24.5 and total yield of 42.6%. An effective alkali of 20.5% was needed to obtain a kappa of 61.4 and yield of 47.9%.
The increase in the kappa number resulted in a gain in the pulp yield. Compared to the pulp results for an effective alkali of 23.5%, there was an increase of 1.5% in the yield for the pulp with effective alkali of 22.5%. An increased yield of 2.1% for pulp EA 21.5% compared to pulp EA 23.5% was also observed. During cooking, some of the carbohydrates are also dissolved by chemical reactions, mainly hemicelluloses. The increase in delignification intensity causes a decrease in yield and carbohydrate content at lower kappa numbers [79].
Typical residual effective alkali values by the pulp and paper industries for both curves were maintained. The total yield obtained was near the values found in the literature for pine wood [80], commonly used in the pulp production.
The residual effective alkali (REA) can be an indicator of the efficiency of the process. A low REA ensures greater conservation of carbohydrates (cellulose and hemicellulose), resulting in benefits to the process yield [81,82,83] and the quality of the final product [84]. However, ensuring a satisfactory residual at the end of cooking is necessary in order that lignin does not precipitate on the fibers.
The final pH of the black liquor should be sufficiently high to guarantee good delignification of the wood and avoid lignin precipitation. According to Gomes et al. [85], under normal cooking conditions, precipitation occurs from pH 11.0.
The REA ranged from 6.0 to 8.3 g/L, and the pH remained at 12.9 for all cooking runs, a value that does not permit the precipitation of lignin. The higher kappa number and lower REA results in a lower chemical load for the recovery boiler.
The pulps obtained after the kraft process with kappa 24.5 had a 20.9% ISO brightness, viscosity of 965 dm3/kg, and hexenuronic acids (hexA) of 63.5 mmol/kg. The pulp with kappa 61.4 exhibited a 15.4% ISO brightness, viscosity of 1013 dm3/kg, and hexA of 66.4 mmol/kg.
Almeida [86] reported kraft pulping of eucalyptus wood for kappa number 25. In comparison with parchment, eucalyptus wood required less drastic conditions for the effective alkali (16.0%) and achieved better results in screened yield (54.5%). It was already expected that the pulping of eucalyptus wood would be easier than that of coffee residue, owing to the differences in its chemical compositions. Despite having a lignin content close to that found in hardwood, the parchment exhibited lower cellulose content and a lower lignin S/G ratio.
However, the parchment obtained a yield similar to that obtained for softwood. In general, the yield pulp obtained for softwoods is 40% to 45, whereas it is 45% to 54% for hardwoods [87,88,89].
Bleaching Process
The bleaching process starts with the oxygen delignification process (O2-stage). The results of the O2-stage are shown in Table 10. It is also important to evaluate the lignin remotion in the oxygen delignification stage by removing the interference of the other compounds as HexA, that are also measured in the kappa number. As previously described in the methodology, based on the values of kappa number and HexA, the corrected kappa number values were determined according to the procedure described by Li and Gellerstedst [32].
Oxygen acts preferentially on lignin structures containing free phenols, converting these phenols into dicarboxylic acids, which increase the lignin solubility [90]. This lignin fraction represents only 50% of the total lignin present in the unbleached kraft pulp [91].
The oxygen delignification efficiency of the parchment pulp was 31.0%, with a reduction in the residual lignin in the pulp. However, oxygen is a nucleophilic oxidant; thus, under alkaline conditions it promotes the removal of lignin but does not react with the hexA groups. Therefore, high hexA content in the brown pulp negatively affects the performance of the O2-stage [92]. The hexA content of the unbleached parchment pulp was 63.5 mmol/kg.
During alkaline pulping, uronic acid groups react with alkali to form hexA, which can be defined as a product of alkaline cooking. The kappa number of the cellulosic pulp is derived from hexA and lignin [93]. There is a linear relationship between the kappa number and the hexA content for both long fiber and short fiber pulps, in which a unit of kappa number is equivalent to 11.6 µmol/g of hexA/kg, depending on the methodology of quantification adopted. Aiming to evaluate the oxygen delignification efficiency based on the lignin removal the fraction of the HexA that is included in the kappa number is not considered, generating the called corrected kappa number. When analyzed the oxygen delignification efficiency of the parchment pulp considering the correct kappa number the observed value was 43.7%. Considering this number, it is similar to the values found in literature for the oxygen delignification efficiency [94].
The O2-stage has low selectivity compared to other oxidative processes, with high degradation of cellulose, resulting in viscosity loss [95]. The use of additives such as magnesium sulfate can be applied at this stage to minimize the oxidative cleavage of carbohydrates. Magnesium sulfate reacts with sodium hydroxide to produce magnesium hydroxide, which deactivates the transition metal ions in the pulp [96]. Otherwise, the metal ions would catalyze the decomposition of the peroxides, producing free radicals, which would attack the carbohydrate chains and reduce the pulp viscosity.
The drop-in viscosity for the parchment pulp was only 6.9%, resulting in a pulp viscosity of 898 dm3/kg and oxygen stage selectivity of 4.47. The high selectivity obtained in this step can be due to the magnesium sulfate additive. Furthermore, the hexA protect the xylans against the terminal depolymerization reactions [27, 93, 97].
The results of the pulp bleaching performance are shown in Fig. 4. The pulps bleaching was carried out by QDHT(EP)DP sequence, differentiating between them only in the kappa factor of the DHT-stage aiming brightness of 90% ISO as described in the methodology. For a fair analysis of all pulps, it was used the bleachability of each pulp studied. In this work bleachability has been defined as the ratio between kappa number entering the bleach process and total active chlorine (TAC) required for attaining the target brightness of 90% ISO. Regarding the HexA impact, it is well stablished that the first dioxide chlorine stage performed at a pH of 2.8 to 3.5, high temperature (80 to 95 °C) and long retention time (90–180 min) are efficient for HexA removal [98,99,100,101,102,103]. Concerning the HexA content, its value in the bleached pulp is the most relevant parameter for the final product quality in a pulp mill, affecting brightness reversion [99]. As expected, it was observed in this study that as lower kappa number and HexA contents as the lower brightness reversion of the bleached pulps.

Pulp bleaching performance, where: A indicates the bleachability, total active chlorine and final pulp viscosity; and B indicates final kappa number, brightness reversion and hexenuronic acid content
Regarding the total active chlorine (TAC) was lower for the kappa factor 0.20 pulp sample (71 kg/odt), which also presented a higher value of pulp bleachability (0.23).
The coffee tree belongs to the group of angiosperm (hardwood) plants, as does eucalyptus wood, and its lignin consists of S and G units, whereas in gymnosperms, such as pine, G units are predominant [104]. The relative proportions of S and G units, and the nature of the bonds between them are highly variable, influencing the lignin reactivity during the pulping and bleaching process [105].
S-type lignin has two methoxyl groups at the C3 and C5 positions, which makes S-type lignin more reactive than the G-type [105]. G-type lignin has aromatic carbon at the C5 position available to make carbon–carbon bonds, which contributes to a high degree of condensation and, consequently, to a greater resistance to delignification [106, 107].
An effect of the kappa factor on the brightness stability and hexA content was also observed. When syringyl lignin units were applied in a study with Eucalyptus globulus clones, [95] confirmed their effect in the pulping and bleaching process when comparing the lignin S/G ratio with the chemical charges used. It was observed that the clone with the highest lignin S/G ratio had the best pulping and bleaching performance. Therefore, pulps with high content of S-type lignin are believed to be easier to delignify during ECF bleaching [108, 109].
Conclusion
Our analysis of the density and chemical properties of the parchment residue from coffee production reveals that this material has potential for use as a raw material in pulp production. Parchment was found to contain extractives (4.5%), ash (0.9%), and lignin (25.9%) at levels similar to those of the raw materials most used in pulp production, as eucalypt. Despite its low cellulose content (36.4%), it has high hemicellulose content (30.8%), compared to that of pine and eucalyptus wood, contributing to the 42.1% yield in kraft pulping. ECF bleaching of the parchment with the OQD(EP)DP sequence was demonstrated to be adequate for the production of 90% ISO bleached pulp. Despite its TAC content of 71.0 kg/odt, parchment was found to exhibit a bleachability of 0.23, a value similar to that found for eucalyptus wood and higher than that for pine wood. These results indicate that the evaluated waste biomass has good potential for use in pulp production.
Data Availability
The data that support the findings of this study are available from the corresponding author on reasonable request.
References
Balkissoon, S., Andrew, J., Sithole, B.: Dissolving wood pulp production: a review. Biomass Conver. Biorefinery. (2022). https://doi.org/10.1007/s13399-022-02442-z
Iba: https://iba.org/celulose-2 (2021). Accessed 22 March 221
Funchal, M.: Comportamento da produção mundial de celulose e as oportunidades para o Brasil. In: Revista O Papel, Coluna estratégia e gestão (2018).
Oliveira, B.Y.: Papel e cellulose e a indústria 4.0: mitos e verdade, in: Revista O Papel, 2021.
Bian, H., Gao, Y., Luo, J., Jiao, L., Wu, W., Fang, G., Dai, H.: Lignocellulosic nanofibrils produced using wheat straw and their pulping solid residue: from agricultural waste to cellulose nanomaterials. Waste Manage. 91, 1–8 (2019). https://doi.org/10.1016/j.wasman.2019.04.052
Cherif, M.F., Trache, D., Brosse, N., Benaliouche, F., Tarchoun, A.F.: Comparison of the physicochemical properties and thermal stability of organosolv and kraft lignins from hardwood and softwood biomass for their potential valorization. Waste Biomass Valoriz. (2020). https://doi.org/10.1007/s12649-020-00955-0
Haroni, S., Dizaji, H.Z., Bahrami, H., Alriols, M.G.: Sustainable production of cellulose nanofiber from sugarcane trash: A quality and life cycle assessment. Indus. Crops Prod. 173, 114084 (2021). https://doi.org/10.1016/j.indcrop.2021.114084
Embrapa: https://www.embrapa.br/busca-denoticias/-/noticia/56523064/produção-mundial-de-cafe-no-ano-cafeeiro-2019-2020-estáestimada-em-16934-milhoes-de-sacas-de-60kg (2020). Accessed 22 March 2021
Martinez, C.L.M., Saari, J., Melo, Y., Cardoso, M., Almeida, G.M., Vakkilainen, E.: Evaluation of thermochemical routes for the valorization of solid coffee residues to produce biofuels: a Brazilian case. Renew. Sustain. Energy Rev. 137, 110585 (2021). https://doi.org/10.1016/j.rser.2020.110585
Hall, R.D., Trevisan, F., Vos, R.C.H.: Coffee berry and green bean chemistry—opportunities for improving cup quality and crop circularity. Food Research International 151, 110825 (2022). https://doi.org/10.1016/j.foodres.2021.110825
Lopes, A.C.A., Andrade, R.P., Casagrande, M.R., Santiago, W.D., Resende, M.L.V., Cardoso, M.G., Vilanova, M., Duarte, W.F.: Production and characterization of a new distilled beverage from green coffee seed residue. Food Chemistry 377, 131960 (2022). https://doi.org/10.1016/j.foodchem.2021.131960
Sermyagina, E., Martinez, C.L.M., Nikku, M., Vakkilainen, E.: Spent coffee grounds and tea leaf residues: characterization, evaluation of thermal reactivity and recovery of high-value compounds. Biomass Bioenergy 150, 106141 (2021). https://doi.org/10.1016/j.biombioe.2021.106141
Bhowmick, G.D., Sarmah, A.K., Sen, R.: Lignocellulosic biorefinery as a model for sustainable development of biofuels and value added products. Biores. Technol. 247, 1144–1154 (2018). https://doi.org/10.1016/j.biortech.2017.09.163
Mongkhonsiri, G., Anantpinijwatna, A., Charoensuppanimit, P., Arpornwichanop, A., Gani, R., Assabumrungrat, S.: Novel biorefinery-Integrated-Kraft-pulping network for sustainable development. Chem. Eng. Process. Process Intensif. (2021). https://doi.org/10.1016/j.cep.2021.108373
Naresh, K.M., Ravikumar, R., Thenmozhi, S., Kumar, M.R., Shankar, M.K.: Choice of pretreatment technology for sustainable production of bioethanol from lignocellulosic biomass: bottle necks and recommendations. Waste Biomass Valoriz. 10, 1693–1709 (2019). https://doi.org/10.1007/s12649-017-0177-6
Corrêa, C.L.O., Penha, E.M., Freitas-Silva, O., Luna, A.S., Gottschalk, L.M.F.: Enzymatic technology application on coffee co-products: a Review. Waste Biomass Valoriz. 12, 3521–3540 (2021). https://doi.org/10.1007/s12649-020-01208-w
Alvarez, J., Amutio, M., Lopez, G., Santamaria, L., Bilbao, J., Olazar, M.: Improving bio-oil properties through the fast co-pyrolysis of lignocellulosic biomass and waste tyres. Waste Manage. 85, 385–395 (2019). https://doi.org/10.1016/j.wasman.2019.01.003
Saini, J.K., Himanshu, H., Kaur, A., Mathur, A.: Strategies to enchance enzymatic hydrolysis of lignocellulosic biomass for biorefinery applications: a review. Bioresource Technol. (2022). https://doi.org/10.1016/j.biortech.2022.127517
Brum, S.S.: Caracterização e modificação química de resíduos sólidos do beneficiamento do café para produção de novos materiais. Masters dissertation, Universidade Federal de Lavras, Lavras, Brasil (2007)
Kanai, N., Honda, T., Yoshihara, N., Oyama, T., Naito, A., Ueda, K., Kawamura, I.: Structural characterization of cellulose nanofibers isolated from spent coffee grounds and their composite films with poly (vinyl alcohol): a new non-wood source. Cellulose 27, 5017–5028 (2020). https://doi.org/10.1007/s10570-020-03113-w
Shi, C., Chen, Y., Yu, Z., Li, S., Chan, H., Sun, S., Chen, G., He, M., Tian, J.: Sustainable and superhydrophobic spent coffee ground-derived holocellulose nanofibers foam for continuous oil/water separation. Sustain. Mater. Technol. 28, e00277 (2021). https://doi.org/10.1016/j.susmat.2021.e00277
Aristizábal-Marulanda, V., Chacón-Perez, Y., Alzate, C.A.C.: The biorefinery concept for the industrial valorization of coffee processing by-products. In: Galanakis, C.M. (eds.) Handbook of Coffee Processing by-Products Sustainable Applications, 1st edn, pp. 63–92. Academic Press, Amsterdam (2017). https://doi.org/10.1016/B978-0-12-811290-8.00003-7
Elba, C., Ana, R.B., Eva, G.: Coffee berry processing by-product valorization: coffee parchment as a potential fiber source to enrich bakery goods. J. Food Nutr. Popul. Health 1, 12 (2017)
Dadi, D., Beyene, A., Simoens, K., Soares, J., Demeke, M.M., Thevelein, J.M., Bernaerts, K., Luis, P., Van Der Bruggen, B.: Valorization of coffee byproducts for bioethanol production using lignocellulosic yeast fermentation and pervaporation. Int. J. Environ. Sci. Technol. (2018). https://doi.org/10.1007/s13762-017-1440-x
Reis, R.S., Tienne, L.G.P., Souza, D.H.S., Marques, M.F.V., Monteiro, S.N.: Characterization of coffee parchment and innovative steam explosion treatment to obtain microfibrillated cellulose as potential composite reinforcement. J. Market. Res. 9, 9412–9421 (2020). https://doi.org/10.1016/j.jmrt.2020.05.099
Mboowa, D.: A review of the traditional pulping methods and the recent improvements in the pulping processes. Biomass Conversion Biorefinery (2021). https://doi.org/10.1007/s13399-020-01243-6
Zanão, M., Colodette, J.L., Oliveira, R.C., Almeida, D.P., Gomes, F.J.B., Carvalho, D.M.: Evaluation of kraft-PS cooking for eucalypt and pine wood chip mixtures. J. Wood Chem. Technol. 39, 149–165 (2019). https://doi.org/10.1080/02773813.2018.1533979
Demuner, I.F., Gomes, F.J.B., Gomes, J.S., Coura, M.R., Borges, F.P., Carvalho, A.M.M.L., Silva, C.M.: Improving kraft pulp mill sustainability by lignosulfonates production from processes residues. J. Cleaner Prod. 317, 128286 (2021). https://doi.org/10.1016/j.jclepro.2021.128286
Scot, R.W.: Colorimetric determination of hexenuronic acids in plant materials. Anal. Chem. 7, 936–941 (1979)
Solar, R., Kacik, F., Melcer, I.: Simple semi-micro method for the determination of O-Acetyl groups in wood and related materials. Nord. Pulp Pap. Res. J. 4, 139–141 (1987)
Lin, S.Y.: Commercial spent pulping liquors. In: Dence, C.W., Lin, S.Y. (eds.) Methods in lignin chemistry, pp. 75–80. Springer-Verlag, Berlin (1992)
Li, J., Gellerstedst, G.: On the structural significance of kappa number measurement. In: International Symposium on Wood Pulping Cehmical. Tappi, pp 56–71. Montreal, (1997)
Barbosa, L.C.A., Maltha, C.R.A., Silva, V.L., Colodette, J.L.: Determinação da relação Siringila/Guaiacila da lignina em madeiras de eucalipto por pirólise acoplada à cromatografia gasosa e espectrometria de massas (Pi-CG/EM). Quim. Nova 31, 2035–2041 (2008). https://doi.org/10.1590/S0100-40422008000800023
Fernandez-Rodríguez, J., Erdocia, X., Hernandez-Ramos, F., Gordobil, O., Alriols, M.G., Labidi, J.: Direct lignin depolymerization process from sulfur-free black liquors. Fuel Process. Technol. 197, 106201 (2020). https://doi.org/10.1016/j.fuproc.2019.106201
Silva, S.H.F., Gordobil, O., Labidi, J.: Organic acids as a greener alternative for the precipitation of hardwood kraft lignins from the industrial black liquor. Int. J. Biol. Macromol. 142, 583–591 (2020). https://doi.org/10.1016/j.ijbiomac.2019.09.133
Demuner, I.F., Gomes, F.J.B., Coura, M.R., Gomes, J.S., Demuner, A.J., Carvalho, A.M.M.L., Silva, C.M.: Determination of chemical modification of eucalypt lignin after thermal treatment by Py-GC/MS. J. Anal. Appl. Pyrolysis 156, 105158 (2021). https://doi.org/10.1016/j.jaap.2021.105158
Dadswell, H.E.: The anatomy of eucalypt wood. CSIRO Forest Products Laboratory 1–28 (1972).
Xu, L., Zhang, S.-J., Zhong, C., Li, B.Z., Yuan, Y.J.: Alkali-based pretreatment-facilitated lignin valorization: a review. Indus. e Eng. Chem. Res. 59, 16923–16938 (2020). https://doi.org/10.1021/acs.iecr.0c01456
Evangelista, D.E., Estudos funcionais e estruturais de pectinases e xilanases com potencial para aplicações biotecnológicas. Doctoral thesis, Instituto de Física de São Carlos, Universidade de São Paulo, São Carlos, Brasil (2017)
Li, J., Zhang, C., Hu, H., Chai, X.-S.: Effect of shortening kraft pulping integrated with extended oxygen delignification on biorefinery process performance of eucalyptus. Biores. Technol. 202, 119–124 (2016). https://doi.org/10.1016/j.biortech.2015.11.074
Zhang, H., Nie, S., Qin, C., Wang, S.: Removal of hexenuronic acid to reduce AOX formation in hot chlorine dioxide bleaching of bagasse pulp. Ind. Crops Prod. 128, 338–345 (2019). https://doi.org/10.1016/j.indcrop.2018.11.025
Bacarin, G.B., Cabrera, F.C., Silva, M.R., Job, A.E.: The distribution of lignin and xylan in the inner and surface layers of the fiber from eucalyptus kraft pulp and its effects on oxygen delignification. Mater. Res. 20, 945–950 (2017). https://doi.org/10.1590/1980-5373-MR-2016-0687
Zanuncio, A.J.V., Colodette, J.L., Gomes, F.J.B., Carneiro, A.C.O., Vital, B.R.: Composição química da madeira de eucalipto com diferentes níveis de desbaste. Ciência Florestal 23, 755–760 (2013)
Jardim, J.M., Gomes, F.J.B., Colodette, J.L., Brahim, B.P.: Avaliação da qualidade e desempenho de clones de eucalipto na produção de celulose. O papel 78, 122–129 (2017)
Qaseem, M.F., Wu, A.M.: Balanced xylan acetylation is the key regulator of plant growth and development, and cell wall structure and for industrial utilization. Int. J. Mol. Sci. 21, 7875 (2020). https://doi.org/10.3390/ijms21217875
Alves, I.C.N., Gomide, J.L., Colodette, J.L., Da Silva, H.D.: Caracterização tecnológica da madeira de Eucalyptus benthamii para produção de celulose Kraft. Ciência Florestal 21, 167–174 (2011). https://doi.org/10.5902/198050982759
Nunes, C.A., Lima, C.F., Barbosa, L.C.A., Colodette, J.L., Gouveia, A.F.G., Silvério, F.O.: Determination of Eucalyptus spp lignin S/G ratio: A comparison between methods. Biores. Technol. 101, 4056–4061 (2010). https://doi.org/10.1016/j.biortech.2010.01.012
Sequeiros, A., Labidi, J.: Characterization and determination of the S/G ratio via Py-GC/MS of agricultural and industrial residues. Ind. Crops Prod. 97, 469–476 (2017). https://doi.org/10.1016/j.indcrop.2016.12.056
Sjöström, E.: Wood chemistry: fundamentals and applications. Academic Press Inc., San Diego (1993)
Gomes, F.J.B., Gomes, A.F., Colodette, J.L., Gomide, J.L., Carvalho, A.M.M.L., Trugilho, P.F., Gomes, C.M., Rosado, A.M.: Influence of content and S/G relation of the wood lignin on kraft pulping performance. O Papel 12, 95–105 (2008)
Colodette, J.L., Gomide, J.L., Carvalho, D.M.: Composição química de materiais lignocelulósicos. In: Colodette, J.L., Gomes, F.J.B., UFV (Ed.), Branqueamento de Polpa Celulósica, pp. 33–58 (2015)
Vandeponseele, A., Draye, M., Piot, C., Chatel, G.: Subcritical water and supercritical carbon dioxide: efficient and selective eco-compatible solvents for coffee and coffee by-products valorization. Green Chem. 22, 8544–8571 (2020). https://doi.org/10.1039/D0GC03146A
Gomes, F.J.B., Colodette, J.L., Burnet, A., Batalha, L.A.R., Barbosa, B.M.: Potential of elephant grass for pulp production. BioResources, 8, 4359–4379 (2013) https://doi.org/10.15376/biores.8.3.4359-4379
Quaak, P., Knoef, H., Stassen, H.: Biomass as a fuel. In: Quaak, P., Knoef, H., Stassen, H. (eds.) Energy from biomass, a review of combustion and gasification technologies, 1st edn., pp. 02–05. The World Bank, Washington (1999)
Jenkins, B.M., Baxter, L.L., Miles, T.R., Jr., Miles, T.R.: Combustion properties of biomass. Fuel Process. Technol. 54, 17–46 (1998)
Tomeleri, J.O.P.: Consequências do uso de madeira tratada com CCA e de painéis de MDF como combustível em processo de combustão. Masters dissertation, Universidade Federal de São Carlos, Sorocaba, Brasil (2019)
Mu, L., Li, T., Wang, Z., Shang, Y., Yin, H.: Influence of water/acid washing pretreatment of aquatic biomass on ash transformation and slagging behavior during co-firing with bituminous coal. Energy, 234, 121286 (2021) https://doi.org/10.1016/j.energy.2021.121286
Hugot 1986 apud J.V. Lizcano, Poder calorífico, energia e cinzas da biomassa de cana-de-açúcar irrigada por gotejamento, para diferentes variedades, lâminas e processos de maturação. Masters dissertation, Universidade de São Paulo, Piracicaba, Brasil (2015)
Telmo, C., Lousada, J.: Heating values of wood pellets from different species. Biomass Bioenerg. 35, 2634–2639 (2011). https://doi.org/10.1016/j.biombioe.2011.02.043
Oasmaa, A., Solantausta, Y., Arpiainen, V., Kuoppala, E., Sipila, K.: Fast pyrolysis bio-oils from wood and agricultural residues. Energy Fuels 24, 1380–1388 (2010). https://doi.org/10.1021/ef901107f
Brito, J.O., Barrichelo, L.E.G.: Considerações sobre a produção de carvão vegetal com madeiras da Amazônia. Série Técnica IPEF, Piracicaba 2, 1–25 (1981)
Hasan, M., Haseli, Y., Karadogan, E.: Correlations to predict elemental compositions and heating value of torrefied biomass. Energies 11, 2443 (2018). https://doi.org/10.3390/en11092443
Huang, C., Han, L., Yang, Z., Liu, X.: Ultimate analysis and heating value prediction of straw by near infrared spectroscopy. Waste Manage. 29, 1793–1797 (2009). https://doi.org/10.1016/j.wasman.2008.11.027
Souza, F.M.L., Sansígolo, C.A., Pupo, C.H., Sereghetti, G.C.: Wood and pulping properties of Eucalyptus urophylla and its hybrid grown by silvopastoral and conventional forest production models. Cellul. Chem. Technol. 51, 347–353 (2017)
Gallo, R., Pantuza, I.B., Santos, G.A., Resende, M.D.V., Xavier, A., Simiqueli, G.F., Baldin, T., Santos, O.P., Valente, B.M.R.T.: Growth and wood quality traits in the genetic selection of potential Eucalyptus dunnii Maiden clones for pulp production. Ind. Crops Prod. 123, 434–441 (2018). https://doi.org/10.1016/j.indcrop.2018.07.016
Batalha, L.A.R., Colodette, J.L., Gomide, J.L., Barbosa, L.C.A., Maltha, C.R.A., Gomes, F.J.B.: Dissolving pulp production from bamboo. BioResources 7, 640–651 (2012)
Silveira Junior, E.G., Da Silva, N.R.F., Perez, V.H., David, G.F., Olivares, F.L., Fernandes, S.A., Justo, O.R., Simionatto, E.: Fast pyrolysis of peanut husk agroindustrial waste: intensifcation of anhydro sugar (Levoglucosan) production. Waste and Biomass Valorization, 12, 5573–5585 (2021) https://doi.org/10.1007/s12649-021-01403-3
Wang, S., Dai, G., Yang, H., Luo, Z.: Lignocellulosic biomass pyrolysis mechanism: a state-of-the-art review. Prog. Energy Combust. Sci. 62, 33–86 (2017). https://doi.org/10.1016/j.pecs.2017.05.004
Wu, S.L., Shen, D.K., Hu, J., Zhang, H.Y., Xiao, R.: Role of beta-O-4-glycosidic bond on thermal degradation of cellulose. J. Anal. Appl. Pyrolysis 119, 147–156 (2016). https://doi.org/10.1016/j.jaap.2016.03.006
Mettler, M.S., Paulsen, A.D., Vlachos, D.G., Dauenhauer, P.J.: The chain length effect in pyrolysis: bridging the gap between glucose and cellulose. Green Chem. 14, 1284 (2012)
Räisänen, U., Pitkänen, I., Halttunen, H., Hurtta, M.: Formation of the main degradation compounds from arabinose, xylose, mannose and arabinitol during pyrolysis. J. Therm. Anal. Calorim. 72, 481–488 (2003). https://doi.org/10.1023/A:1024557011975
Wang, S.R., Ru, B., Dai, G., Sun, W., Qiu, K., Zhou, J.: Pyrolysis mechanism study of minimally damaged hemicellulose polymers isolated from agricultural waste straw samples. Biores. Technol. 190, 211–218 (2015). https://doi.org/10.1016/j.biortech.2015.04.098
Mishra, R.K., Mohanty, K., Wang, X.: Pyrolysis kinetic behavior and Py-GC/MS analysis of waste dahlia flowers into renewable fuel and value-added chemicals. Fuel 260, 116338 (2020). https://doi.org/10.1016/j.fuel.2019.116338
Metcalfe, C.R., Chalk, L.: Anatomy of dicotiledons: wood structure and conclusion of the general introduction, 2nd edn. Claredon Press, Oxford (1989)
Gonçalez, J.C., Santos, G.L., Silva Júnior, F.G., Martins, I.S., Costa, J.: Relações entre dimensões de fibras e de densidade da madeira ao longo do tronco de Eucalyptus urograndis. Scientia Forestalis 42, 81–89 (2014)
Bijok, N., Fiskari, J., Gustafson, R.R., Alopaeus, V.: Modelling the kraft pulping process on a fibre scale by considering the intrinsic heterogeneous nature of the lignocellulosic feedstock. Chem. Eng. J. 438, 135548 (2022). https://doi.org/10.1016/j.cej.2022.135548
Gouvêa, A.D.F.G., Trugilo, P.F., Colodette, J.L., Lima, J.T., Silva, J.R.M.D., Gomide, J.L.: Avaliação da madeira e da polpação kraft em clones de eucaliptos. Revista Árvore 33, 1175–1185 (2009). https://doi.org/10.1590/S0100-67622009000600020
Gomide, J.L., Gomes, F.J.B.: Polpas químicas para papel. In: Colodette, J.L., Gomes, F.J.B. (eds.) Editora UFV, Branqueamento de Polpa Celulósica, pp. 61–115 (2015)
Ventorim, G., Favaro, J.S.C., Frigieri, T.C.: Effect of Kraft pulping temperature and alkalinity on eucalyptus ECF bleaching. Cellul. Chem. Technol. 50, 1025–1033 (2016)
Demuner, I.F., Colodette, J.L., Gomes, F.J.B., de Oliveira, R.C.: Study of LCNF and CNF from pine and eucalyptus pulps. Nord. Pulp Pap. Res. J. 35, 670–684 (2020). https://doi.org/10.1515/npprj-2019-0075
Achrén, S., Hultholm, T., Lomberg, B.: Improved pulp yield by optimized alkaline profiles in kraft delignification of birch wood, in: Breaking the pulp yield barrier symposium. Proceedings Atlanta, pp. 91–99 (1998)
Shin, N.H, Stromberg, B.: Impact of cooking conditions on pulp yield and other parameters, in: Colóquio Internacional sobre cellulose kraft de eucalipto. Anais...Viçosa-MG: UFV, pp. 59–74 (2003)
Ribeiro, R.A., Vaz Junior, S., Jameel, H., Chang, H.M., Narron, R., Jiang, X., Colodette, J.L.: Chemical study of kraft lignin during alkaline delignification of E. urophylla x E. grandis hybrid in low and high residual effective alkali. ACS Sustain. Chem. Eng. 7, 10274–10282 (2019). https://doi.org/10.1021/acssuschemeng.8b06635
Shin, N.H., Stromberg, B.: Impact of conditions on physical strength of Eucalyptus pulp, in: Colóquio Internacional sobre cellulose kraft de eucalipto. Anais Concepción (2005)
Gomes, C.M., Mokfienski, A., Mounteer, A., Colodette, J.L.: Can lignin precipitate during kraft pulping and washing? in: ISWPC International Symposium on Wood and Pulping Chemistry. Proceedings France: Nice, pp. 337–340 (2001)
Almeida, D.P.: Influência do grau de deslignificação na produção de polpa kraft branqueada de eucalipto. Masters dissertation, Universidade Federal de Viçosa, Viçosa, Brasil (2010)
D’almeida, M.L.O.: Celulose e papel: Tecnologia de fabricação do papel. 2. edn. São Paulo: SENAI-IPT, 2 (1988).
Smook, G.A.: Handbook for pulp & paper technologists, 6th edn. TAPPI Press, Atlanta (1989)
Sixta, H.: Handbook of Pulp, 1st edn., p. 1316p. Wiley-VCH Verlag, Weinheim (2006)
Colodette, J.L., Martino, D.C.: Oxygen bleaching. In: Valentin Popa. (Org.). Pulp Production and Processing: From Papermaking to High-Tech Products, 1edn. Smithers Rapra Technology Ltd., pp. 119–154 (2013)
White, B.: Carbon dioxide on pulp during washing in the minimum impact mill, in: Tappi Pulping Washing Symposium. Proceedings, pp. 53–56 (1996)
Vuorinen, T., Teleman, A., Fagerstrom, P., Buchert, J., Tenkanen, M.: Selective Hydrolysis of hexenuronic acid groups and its applications in ECF and TCF bleaching of kraft pulps. In: international Pulp Bleaching Conference. TAPPI Press, Atlanta, pp. 43–51 (1996)
Favaro, J.S.C., Ventorim, G., Oliveira, I.R., Oliveira, C.R.: Temperature and effective alkali effect on brown pulp kraft cooking. Nord. Pulp Pap. Res. J. 36, 227–233 (2021). https://doi.org/10.1515/npprj-2020-0085
Colodette, J.L., Gomes, C.M., Rabelo, M.S., Eiras, K.M.M.: Gomes, A.F., Oliveira, K.D.: Eucalyptus Kraft pulp bleaching: state-of-the-art and new developments. Tappi J. (2008).
Rabelo, M.S.: Tecnologias avançadas para pré-branqueamento de polpa kraft de eucalipto. Doctoral thesis, Universidade Federal de Viçosa, Viçosa, Brasil (2006)
Thakore, A., Oei, J., Ringrose, B., Gibson, A., Wajer, M.: The use magnesium hydroxide as a cost effective cellulose protector in the pressurized alkaline peroxide (Eop) bleaching stage. Pulp paper Canada 106, 46–49 (2005)
Gomes, F.J.B., Colodette, J.L., Burnet, A., Batalha, L.A.R., Barbosa, B.M.: Potential of elephant grass for pulp production. BioResources 8, 4359–4379 (2013). https://doi.org/10.15376/biores.8.3.4359-4379
Colodette, J.L., Henricson, K.O.: The hot acid stage for hexenuronic acid removal. In: Hart, P.W., Rudie, A.W. (eds.) The bleaching of pulp, 5th edn., pp. 103–146. Tappi Press (2012)
Davies, D., Lally, J., Suess, H.U.: A Comparison of options to improve brightness stability of chemical pulp. Pulp Paper Canada 110, 142–148 (2009)
Eiras, K.M.M., Colodette, J.L.: Eucalyptus kraft pulp bleaching with chlorine dioxide at high temperature. J. Pulp Paper Sci. 29, 64–69 (2003)
Fredette, M.C.: Bleaching Chemicals: Chlorine Dioxide. In: Dence, C.W., Reeve, D.W.: (eds.) Pulp bleaching: principles and practice. Tappi Press, Atlanta, pp. 61–69 (2006)
Gordon, G., Rosenblatt, A.A.: Chlorine dioxide: the current state of the art. Ozone Sci. Eng. 27, 203–207 (2005)
Hart, P., Connell, D.: Improving chlorine dioxide bleaching efficiency by selecting the optimum pH targets. Tappi J. 7, 3–11 (2008)
Sarkanen, K.V., Hergert, H.L.: Lignins: occurrence, formation, structure and reaction. Wiley, New York (1971)
Pinto, P.C., Evtuguin, D.V., Neto, C.P.: Effect of structural features of wood biopolymers on hardwood pulping and bleaching performance. Ind. Eng. Chem. Res. 44, 9777–9784 (2005). https://doi.org/10.1021/ie050760o
Collins, D.J., Pilotti, C.A., Wallis, A.F.A.: Correlation of chemical composition and Kraft pulping proprieties of some papua New Guinea reforestation woods. Appita J. 43, 193–198 (1990)
Gutiérrez, A., Rodríguez, I.M., Del Rio, J.C.: Chemical characterization of lignin and lipid fractions in industrial hemp bast fibers used for manufacturing high quality paper. J. Agric. Food Chem. 54, 2138–2144 (2006). https://doi.org/10.1021/jf052935a
Tsutsumi, Y., Sakai, K., Imamura, H.: The difference of reactivity between syringyl lignin and guaiacyl lignin in alkaline systems. Holzforschung 49, 423–428 (1995). https://doi.org/10.1515/hfsg.1995.49.5.423
Del Rio, J.C., Gutiérrez, A., Romero, J., Martínez, M.J., Martínez, A.T.: Determining the influence of eucalypt lignin composition in paper pulp yield using Py-GC/MS. J. Anal. Appl. Pyrol. 74, 104–109 (2005). https://doi.org/10.1016/j.jaap.2004.10.010
Acknowledgements
The authors are greatfully for financial support provided by the National Council for Scientific and Technological Development (CNPq), Higher Education Personnel Improvement Coordination (CAPES), Embrapa Consórcio-Café, and Minas Gerais State Research Support Foundation (FAPEMIG).
Author information
Authors and Affiliations
Contributions
MC: conceptualization, investigation, methodology, visualization, writing original draft. AD: resources, writing review & editing, funding acquisition. ID: investigation, writing review & editing. MF: investigation, methodology. FG: data curation, writing review & editing. AC: writing review & editing. MC: writing review & editing. CM: resources, writing review & editing. DB: investigation, methodology. MS: funding acquisition, conceptualization, writing review & editing.
Corresponding author
Ethics declarations
Conflict of interest
The authors declare that they have no known competing financial interests or personal relationships that could have appeared to influence the work reported in this paper.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Springer Nature or its licensor (e.g. a society or other partner) holds exclusive rights to this article under a publishing agreement with the author(s) or other rightsholder(s); author self-archiving of the accepted manuscript version of this article is solely governed by the terms of such publishing agreement and applicable law.
About this article

Cite this article
Coura, M.R., Demuner, A.J., Demuner, I.F. et al. Coffee Biomass Residue as a Raw Material for Cellulose Production and Py-GC/MS Analysis. Waste Biomass Valor 15, 349–364 (2024). https://doi.org/10.1007/s12649-023-02156-x
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s12649-023-02156-x