
Abstract
Diverse studies were developed in last years about the precision of coordinate measuring machines (CMMs) in order to enhance the calibration method for these testing devices or their application for dimensional verification of manufactured parts, but new research works are needed to identify the effect of the different types of geometric errors that exists in CMMs and deduce the measuring conditions that allow the optimization of CMM performance. The aim of this work consist of analyzing the influence of some of these machine errors such as the straightness errors and position errors associated to the CMM axis displacement, with the purpose of deducing the specific contribution of these errors inside the global uncertainty of these testing devices. This study was focused on coordinate measuring machines with a configuration type FXYZ, and it was carried out using a simplified model that is restricted to the effect of the straightness errors and position errors, without considering the contribution of the rest of CMM geometric errors. The unexpected variations that can be originated in the machine errors between the successive calibration points were described by the numerical model, and their influence on the CMM measuring accuracy were also discussed.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
1 Introduction
The analysis and optimization of coordinate measuring machines (CMMs) presents a great importance for improving the expected accuracy during the dimensional and geometric verification of mechanical parts. For this reason, many studies about these topics were developed in last years.
Among these works, there are several studies dedicated to improve the performance of coordinate measuring machines and describe new methods for a better characterization of errors associated to these equipment, as well as to provide devices that could help to evaluate the CMM performance and numerical models for predicting the expected measuring accuracy.
Huang and Ni proposed a mathematical model that can be applied to describe the main geometric errors associated to the coordinate measuring machines (CMM) [1]. This model can be used for on-time compensation of the errors detected in the CMM. An adequate modelling for different CMM configurations was provided by Zhang for the typical geometric errors of these equipment, including CMMs with rotary working table [2]. The modelling of thermal deformation in the elements of the CMM was also considered.
A model for compensating the geometric dynamic errors in CMMs during fast scanning-probing was presented by Wei and Chen [3]. The angular errors around the Y and Z axes and the positioning and straightness errors of probe tip were considered, and the proposed model can serve to improve the accuracy of CMMs. Meng et al. [4] proposed a method for direct-error-compensation of measuring error in six-freedom-degree parallel mechanism CMM, and the effect on the probe position stance of the original machine errors (in the fixed and motion platform, measuring poles and adjuster motion), measuring process errors (related to the distortion by force and heat and control system) and other stochastic errors is estimated.
Thompson and Cogdell proposed a new method to reduce the probe alignment errors on precision cylindrical coordinate measuring machines. This method can help to determine the intersection error as the normal distance between the probe tip location and the rotation axis [5]. Ahn et al. developed a transformation algorithm for probe tip error compensation during the measuring of curves surfaces with coordinate measuring machines (CMMs). This model serves to compensate the radius of probe tip and pre-travel errors caused by probe slipping, and can be applied to decrease the uncertainty during dimensional verification of lens [6].
The errors involved in the performance of coordinate measuring arms (CMA) have been analysed by several authors like Sładek et al. These authors deduced a kinematic model that allows the correction of errors detected on these devices by means of a correction matrix, and thus serves to enhance the accuracy of CMA [7]. The influence of operators during the application of Articulated Arm Coordinate Measuring Machines (AACMMs) was evaluated by González-Madruga et al. Among the factors contained in this work the operator performance, probe contact force and type of geometric feature were considered, and it was probed that they must be controlled to delimit the measuring precision [8].
The work of Swornowski provides a review about the application of coordinate measuring techniques, and highlights several limitations that should be considered, for example about the testing of ball tip radius, the deflection of stylus, the selection of measurement points or the use of excessive scanning speeds [9]. Echerfaoui et al. studied the influence of dynamic errors during high speed measuring with CMMs. The variations originated on the maximum and residual values of positioning error and approaching error were evaluated, in order to deduce the effect of dynamic parameters such as the approaching velocity, positioning velocity, approaching distance and positioning distance [10].
Chanthawong et al. applied a new method based on a mode-lock fiber laser with high-frequency repetitions to increase the CMM performance. The obtained results show that fiber-type interferometers are more convenient than conventional techniques for CMM’s axis inspection [11]. Krajewski and Wozniak evaluated the influence of scanning speed on the resultant measuring error [12]. These authors developed a simple master artefact to compensate the dynamic errors of CMM.
Curran and Phelan [13] applied a quick check method that can be used to evaluate the performance of coordinate measuring machines (CMMs), using a telescoping ball-bar instead of laser interferometry in order to simplify the verification procedure. Yang et al. [14] proposed a multi-probe method for calibration of motion errors in micro-coordinate measuring machines, using an autocollimator and two laser interferometers to register the yaw and straightness error during the displacement of the moving stage.
Savio and De Chiffre [15] developed an artefact that can serve to guarantee the traceability of freeform measurements on CMMs, through a CAD model employed as reference for inspection of the freeform surface. Raghunandan and Venkateswara Rao [16] analysed the influence of the sample size and sample points during the estimation of flatness error in mechanical parts, and proposed a strategy that serves to deduce the sampling conditions to be applied depending on the surface roughness using computational techniques.
Ramu et al. [17] developed a parametric model and virtual machine for five-axis multi-sensor CMMs, in order to estimate the parametric errors and deduce strategies that could be applicable for error correction. Sładek and Gąska [18] developed a virtual machine model based on Monte Carlo method to evaluate the uncertainty in coordinate measuring systems (CMS), which considers the residual errors derived from the CMS kinematics and the errors associated to the probe head.
In spite of the diverse previous studies on the accuracy of coordinate measuring machines (CMMs), new research works are needed in order to enhance the performance of these devices. In this sense, the present work is focused specifically on studying the effect of some of the numerous geometric errors involved on dimensional precision of CMMs such as the straightness errors and position errors in the CMM axis displacement, with the purpose of deducing the contribution of these errors in particular inside the global uncertainty that describe the overall deviations of CMMs.
This study was made using a simplified model that uniquely consider the effect of straightness errors that can be observed during the displacement of CMM linear axes, the position errors associated to the machine axis displacement and the geometric deviations that exist on the part surface. This simplified model implements a mathematical random algorithm that serves to represent the errors that can be produced along each CMM linear axis outside the positions that correspond to the CMM calibration points.
2 Modelling of CMM Accuracy from Straightness Errors
The accuracy of the results obtained during the dimensional verification of mechanical components using a coordinate measuring machine (CMM) will depend on diverse factors such as the position errors detected during the displacement of the distinct CMM linear axes, the straightness errors between each pair of linear axes, the squareness errors between the different CMM linear axes, the angular errors during the displacement in each machine axis, the flatness errors in the surface of machine working table, the size and form errors in the tested part, and other different factors associated to the measuring process.
All these error factors should be considered for an adequate modelling of the measuring accuracy of these devices. Nevertheless, the present study is focused on discussing uniquely the influence of some specific CMM errors, for a better understanding about their relevance for the resultant accuracy of coordinate measuring machines.
The error sources related to the CMM axis movement can be summarized in a totality of 21 different error types, which comprise 1 position error, 2 straightness errors and 3 angular errors per each CMM linear axis, as well as 3 squareness errors for the complete coordinate measuring machine [2].
Among the distinct errors associated to the CMM axis movement, this work will analyze the effect of the position and straightness errors, in order to deduce the relation of these axis errors with the measuring accuracy of this equipment. For this purpose, a simplified model will be used to evaluate specifically the influence of the position errors and straightness errors in the CMM linear axes, without including the other possible error sources in this discussion.
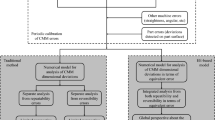
Figures 1 and 2 show a schematic about the main geometric errors that can be observed in CMMs and some details about the meaning of position and straightness errors during the movement of CMM linear axes, respectively.

Schematic of CMM axis errors for CMM accuracy analysis

Schematic of CMM axis deviations related to a position errors, b straightness errors
Figure 1 illustrates an example of CMM configuration and the main error sources related to the CMM axis movement, which represents a totality of 21 different error types that can be divided in position errors, straightness errors, angular errors and squareness errors. This figure depicts the symbols that will be employed in this work for the modelling of CMM geometric errors.
The ijk subscripts contained in the machine errors of this figure, denote the coordinates (x, y, z) in which the CMM probe is located inside the CMM overall working volume. (εps,x)i, (εps,y)j and (εps,z)k represent the position errors associated to the CMM movement along the linear axes X, Y and Z respectively. About the straightness errors of a coordinate measuring machine, for instance (εst,xy)i and (εst,xz)i correspond to the straightness errors due to the displacement along the x axis to be registered on both orthogonal axes. The angular errors to be assumed will comprise the roll, pitch and yaw errors that can be identified during the displacement along each linear axis, and for example (εar,x)i, (εap,xz)i and (εay,xy)i denote the roll, pitch and yaw errors provoked during the CMM displacement along the x axis, respectively. Finally, εsq,xy, εsq,yz and εsq,zx represent the squareness errors that exist between each pair of CMM linear axes such as XY, YZ and ZX.
For each linear axis of a coordinate measuring machine, one position error and two different straightness errors should be considered. The position error will be measured along the displacement direction defined by this CMM linear axis, while the straightness errors should be registered in both orthogonal axes.
The geometric error associated to the variations in the shape and finish of the part to be measured will be also considered in this work. The deviations that are denoted in this figure as (ε0,x)i, (ε0,y)j and (ε0,z)k, represent the part errors on the different points of the part surface along the axes X, Y and Z respectively. These errors are conceived as deviations on the part surface in directions not parallel to this surface. The ijk subscripts indicate the coordinates of each point of part surface on the CMM reference system, and so they will depend on the location in which the part is fixed on the working table of CMM.
An schematic about the meaning of position and straightness errors of coordinate measuring machines can be observed in more detail in Fig. 2. Figure 2a shows the deviations associated to the position error during the displacement of the measuring probe along one of the CMM linear axes, which is identified as the displacement axis in this schematic. Meanwhile, the deviations provoked by the straightness errors in one of the CMM orthogonal axes with regards to the displacement axis are depicted in Fig. 2b. A similar figure could be drawn for straightness errors in the other axis orthogonal to this CMM displacement direction.
The mathematical expressions that can be applied to estimate the effect of these CMM errors will depend on the machine configuration. The theoretical model applied in this work is focused on coordinate measuring machines type FXYZ, which correspond to moving bridge CMMs, since they represent the most commonly employed configuration. Some modifications would be need in these expressions in the case of other machine types.
According to the bibliography, the CMM resultant measure caused by these errors can be estimated by separating the influence of errors associated to each linear axis. If a specific reference system is defined for each CMM linear axis, three different reference systems named as O1X1Y1Z1, O2X2Y2Z2 and O3X3Y3Z3 can be considered for linear axes X, Y and Z respectively [2]. The following equations can be defined to model the influence that can carry out the machine errors associated to the linear axes Z, Y and X:
where M3(z), M2(y) and M1(x) are the transformation matrix for the linear axes Z, Y and X respectively, R3(z), R2(y) and R1(x) are the rotation matrix for linear axes Z, Y and X, D3, D2 and D1 are the displacement vector for linear axes Z, Y and X, P3 = (xp3, yp3, zp3), P2 = (xp2, yp2, zp2) and P1 = (xp1, yp1, zp1) are the machine probe coordinates in the reference system O3X3Y3Z3, O2X2Y2Z2 and O1X1Y1Z1, and P = (xp, yp, zp) are the resultant coordinates according to the reference system OXYZ.
From the previous equations, the overall error in the probe position within the CMM working volume will be provided by ∆S = P − (S + P3), which can be expressed in matrix notation according to the following equation, reflecting the contribution of position, straightness, squareness and angular errors:
Due to this work is focused on the analysis of the influence of position and straightness errors on the CMM measuring accuracy, only these machine errors and the deviations on the part surface are considered, while the rest of CMM geometric errors were neglected in this equation.
A similar expression can be considered for calculating the position, straightness and part errors, including the estimation of random errors at the positions covered by the CMM probe. The following expressions will be assumed in this work for these geometric errors during the CMM displacement along the x axis:
where the i subscript represents the position xi inside the CMM working volume, (δps,x)i, (δst,xy)i and (δ0,x)i are random values between 0 and 1 generated by the numerical model for position i, and (εps,x)max, (εst,xy)max and (ε0,x)max correspond to the maximum local deviation for position errors, straightness errors and part errors, respectively.
These equations correspond to the specific case of CMM displacement along the longitudinal axis X, but a similar expression could be applied for the other CMM linear axes, such as the traverse axis Y and vertical axis Z. The random values (δps,x)i, (δst,xy)i and (δ0,x)i are obtained by a mathematical algorithm for generating normal distribution random values based on a Montecarlo method, such as the Marsaglia and Bray’s method.
3 Analysis Procedure
The procedure employed to predict the measuring accuracy of coordinate measuring machines (CMMs) consists of the analysis of CMM performance during the verification of the distance between plane faces on mechanical parts. The proposed methodology was applied to a CMM with three linear axes, to describe the dimensional accuracy in the main axis as a consequence of the straightness error in the other two machine axes. In the totality of the results shown in this study, the dimensional verification of a 50 mm length prismatic part was assumed. Figure 3 illustrates the configuration of measuring tests employed to check the validity of results provided by the numerical model. The part length was measured as the distance between the planes obtained for each opposite face, and firstly these planes were deduced from the points measured on both faces. This analysis is focused on the effect of CMM straightness error on the expected measuring accuracy during the utilization of this equipment for dimensional verification of produced components.

Schematic of measuring tests for CMM performance validation on a prismatic part
This study is focused on the analysis of measuring errors in a three linear axis DEA PIONEER 6.10.6 CMM, with a working volume of 600 × 1000 × 600 mm, maximum probing error of 3.0 μm and maximum measuring error of 6.8 μm. Two different series of simulations with distinct sets of random errors were considered in this work, in order to compare the behavior of two coordinate measuring machines with different values of axis errors. In these numerical simulations a maximum local deviation for part error of 1.0 μm and a maximum local deviation for position errors of 0.2 and 0.5 μm were assumed. Nevertheless, another additional series of simulations without part error and position errors was also included in order to check the influence of CMM straightness error by separate.
4 Results and Discussion
4.1 Characterization of CMM Axis Errors
In order to identify the deviations associated to the CMM axis displacement, the errors related to longitudinal axis (x), traverse axis (y) and vertical axis (z) were measured according to the calibration procedure applicable for this equipment. Figures 4 and 5 illustrate the errors evidenced during the CMM movement along the longitudinal axis. Figure 4 represents the position deviations originated in the direction of this linear axis, while the straightness errors during the displacement of CMM longitudinal axis measured on the traverse and vertical axes are shown in Fig. 5a, b respectively.

Measured position errors during CMM displacement along longitudinal axis (position errors in X axis)

Measured straightness errors during the calibration of CMM displacement along the longitudinal axis: a on CMM traverse axis, b on CMM vertical axis
Similar curves were also obtained for position and straightness errors in the other two linear axes, although only the results associated to the displacement in longitudinal axis are represented in this work. A fluctuation of about 0.30 μm in terms of standard deviation can be identified in the results depicted in Figs. 4 and 5, and similar values were found during the analysis of the CMM movement in traverse and vertical axes.
The results illustrated in these figures correspond to the points adopted for dimensional verification of the coordinate measuring machine, whose deviations can be compensated by the control system of this equipment. In the following sections, the expected deviations inside the measuring interval between each pair of calibration points will be evaluated, considering different levels of possible fluctuations in terms of the maximum local deviation for each type of axis errors. Fluctuation levels similar to those evidenced in Figs. 4 and 5 were assumed for numerical analysis of the CMM performance within its entire working volume.
4.2 Effect of Straightness Errors on CMM Accuracy
In this section, the influence of maximum local deviation for the straightness errors on the CMM accuracy will be discussed. The totality of results presented in this section correspond to a first set of random errors for the straightness deviations related to the CMM displacement axis.
Figures 6, 7, 8, 9, 10, 11, 12 and 13 illustrate the measuring accuracy that can be achieved during the dimensional verification of mechanical components by using a CMM, according to the errors that could be originated in the CMM linear axis. Both curves depicted in each one of these figures reflect the maximum and minimum limits that establish the variation range for the dimensional deviation to be achieved during the measuring process, which depends on the random values that serve to describe the possible errors in the different CMM axes. The random errors along each linear axis were deduced by the Marsaglia and Bray’s method, from the maximum local deviation measured during the CMM calibration.

Expected measuring errors for real resolution from straightness errors in both normal axis (first set of random errors and maximum local deviation for position errors of 0.2 and 0.5 μm)

Expected measuring errors for higher resolution from straightness errors in both normal axis (first set of random errors and maximum local deviation for position errors of 0.2 and 0.5 μm)

Expected measuring errors for real resolution from straightness errors in one normal axis (first set of random errors and maximum local deviation for position errors of 0.2 and 0.5 μm)

Expected measuring errors for higher resolution from straightness errors in one normal axis (first set of random errors and maximum local deviation for position errors of 0.2 and 0.5 μm)

Expected measuring errors for real resolution without position errors (first set of random errors and straightness errors in both or one normal axis)

Expected measuring errors for higher resolution without position errors (first set of random errors and straightness errors in both or one normal axis)

Expected measuring errors for real resolution with second set of random errors (straightness errors in both normal axis and maximum local deviation for position errors of 0.2 and 0.5 μm)

Expected measuring errors for higher resolution with second set of random errors (straightness errors in both normal axis and maximum local deviation for position errors of 0.2 and 0.5 μm)
Figures 6 and 7 represent the expected results from the straightness errors in both CMM linear axes normal to the part orientation, while the influence of straightness errors in a unique normal axis by separate are depicted on Figs. 8 and 9.
Figure 6a, b illustrate the measuring errors when a maximum local deviation for position errors of 0.2 μm is assumed, and the results for a maximum local deviation of 0.5 μm are shown in Fig. 6c, d. In the case of Fig. 6a, c the influence of straightness errors is represented in a wide range of maximum local deviation associated to these machine errors, while Fig. 6b, d illustrate the tendency of expected results in a closer range of straightness errors.
From a maximum local deviation for straightness errors between 0 and 2 μm, similar predictions were apparently achieved for both levels of positions errors (Fig. 6a, c), but higher differences were evidenced when straightness errors are between 0 and 1 μm (Fig. 6b, d). Almost constant results were registered if straightness errors from 0 to 0.5 μm are considered, while a stronger increase was produced between 0.5 and 2 μm. In addition, a linear increase can be observed in the measuring errors when maximum local deviation in straightness error is between 1 and 2 μm.
When the straightness errors are between 0 and 1 μm (Fig. 6b, d), a variation in the measuring error of about 20% was encountered among the results that correspond to position errors of 0.2 and 0.5 μm. Nevertheless, a lower influence of about 14% was evidenced for straightness errors between 1 and 2 μm (Fig. 6a, c).
Figures 6 and 7 show the simulation results for the real resolution of CMM (3 digits) and a higher resolution from mathematical computing (4 digits), respectively. Figure 7 illustrates the expected results with a CMM higher resolution of 0.1 μm, while the results limited to the real resolution of 1 μm is represented in Fig. 6. The results depicted in Fig. 7 serve to explain the CMM performance from the numerical modelling, since smoother curves are obtained when the computing resolution was assumed, avoiding the fluctuations of Fig. 6.
The results of Fig. 7 follow an increasing tendency in the complete range of maximum local deviation for straightness errors between 0 and 2 μm, although a greater slope is shown between 1 and 2 μm. According to Fig. 7a, c, a linear tendency is registered for straightness errors from 1 to 2 μm. Differences in the measuring error of about 12% can be observed from a maximum local deviation for straightness errors between 0 and 1 μm, while these discrepancies are about 7% for straightness errors between 1 and 2 μm.
In order to analyze the influence of straightness errors in each CMM linear normal axis, the results obtained by separate for straightness errors associated to a unique normal axis are reflected in Figs. 8 and 9. The results depicted in these figures correspond to the same conditions of Figs. 6 and 7, although the influence of a unique normal axis was assumed in this case.
When the maximum local deviations for straightness errors is between 1 and 2 μm, the curves obtained for both axes (Fig. 6a, c) or a unique normal axis (Fig. 8a, c) present a similar tendency, although a lower slope was evidenced in numerical results for a unique axis. A decrease in the measuring error of about 8% was observed in the curves that correspond to a unique axis if compared to both normal axes.
Figure 9 depicts the results that correspond to numerical simulation with a unique normal axis and a CMM higher resolution of 0.1 μm. From the numerical results for a higher resolution with both axes or a unique normal axis (Figs. 7, 9), again a decrease of about 7% is evidenced in the measuring error in the case of a unique normal axis.
From the results discussed in this section, it can be concluded that the measuring error remains almost constant when the maximum local deviation for straightness errors is between 0 and 0.5 μm, but it is increased until a value three times greater within the range of straightness errors from 0.5 to 2 μm. In addition, a variation in the measuring error until a 20% can be detected if maximum local deviations for position errors of 0.2 and 0.5 μm are compared. The position errors in both axes or a unique normal axis has an effect of about 19% in the CMM accuracy. Meanwhile, the influence of random errors is about 9% for straightness errors between 0 and 1 μm, and it can be neglected for higher values of maximum local deviation for random errors.
4.3 Effect of Part Errors on CMM Accuracy
The influence of straightness errors should be checked separately by the numerical model in order to clarify its relevance on the overall dimensional uncertainty of coordinate measuring machines (CMMs). For this purpose, Figs. 10 and 11 illustrate the expected results for different values of straightness errors, if the effect of the rest of possible error sources is not considered. Figure 10 shows the measuring errors for the CMM real resolution of 1 μm, while the numerical results of Fig. 11 correspond to a higher resolution of 0.1 μm. The results depicted in these figures correspond to the numerical simulation of measuring process in the case that the influence of position and part errors could be neglected in comparison with straightness errors.
The curves of Fig. 10a, b depict the results for straightness errors in both normal axes, and a unique normal axis is assumed in Fig. 10c, d.
Since a unique source error is considered in Fig. 10, a linear increment can be expected in the measuring error as a function of the maximum local deviation for straightness errors. Certainly, Fig. 10a, c describe a linear relationship between the measuring error and the straightness error adopted during the numerical modelling within the range of straightness errors from 0.25 to 2 μm.
In the case of low values of maximum local deviation for straightness errors, a non-linear variation is apparently obtained as can be seen in Fig. 10b, d. Nevertheless, this is caused by the rounding of computational results to the CMM real resolution, while a linear increment is shown in the curves of Fig. 11b, d.
From Figs. 10 and 11, a difference of about 19% is evidenced between the measuring error obtained by numerical simulation for both axes or a unique normal axis when only the maximum local deviation for part error is studied.
4.4 Effect of Random Errors on CMM Accuracy
The measuring accuracy that could be obtained if different CMMs were applied for dimensional inspection of a certain mechanical component, can be predicted by using a distinct set of random values that characterizes the errors present in this equipment. For this purpose, in this section the results obtained from distinct set of random errors are discussed.
Figures 12 and 13 show the predictions provided by the numerical simulation of CMM performance for the real resolution of CMM (3 digits) and a higher resolution from mathematical computing (4 digits), respectively. Figures 12a, b and 13a, b represent the results obtained for a maximum local deviation for position errors of 0.2 μm, while Figs. 12c, d and 13c, d correspond to position errors of 0.5 μm.
The results obtained for the first set of random errors considered in the previous sections of this work, will be compared to the predictions of the numerical model from this second set of random errors. Similar curves were registered for both sets of random errors when straightness errors between 1 and 2 μm are represented. A slight difference of about 3% was evidenced among the results that correspond to a CMM with the first set of random errors (Figs. 6a, c, 7a, c) and a CMM characterized by this second set of random errors (Figs. 12a, c, 13a, c) for high values of straightness errors.
Nevertheless, when a maximum local deviation for straightness errors between 0 and 1 μm is assumed, the discrepancies among the curves for both sets of random errors will be of about 9%, and so the specific geometrical errors associated to the CMM axis movement should be considered for an adequate modelling of the CMM measuring accuracy.
5 Conclusions
In this work, the specific effect of some of the main errors associated to the CMM axis movement (such as the straightness errors and position errors) is analyzed, with the purpose of identifying the contribution of these CMM axis errors inside the global uncertainty of the coordinate measuring machine. A simplified model restricted solely to the influence of the straightness errors and position errors of CMM linear axes was employed, avoiding the contribution of the other diverse errors of this equipment. This model is focused on coordinate measuring machines type FXYZ, although it could be modified for CMMs with other structural configurations. The measuring accuracy that can be obtained during the dimensional inspection of mechanical parts according to the geometrical errors of the CMM was evaluated, and the effect of straightness errors and position errors on the expected CMM measuring accuracy was deduced. According to the results of this work, an almost constant measuring error was evidenced for a maximum local deviation for straightness errors between 0 and 0.5 μm. Nevertheless, the measuring error shows an increasing tendency from 0.5 to 2 μm, and it can be until three times greater at the end of the range of straightness error. A variation in the measuring error until a 20% can be detected from CMM performance with position errors of 0.2 and 0.5 μm, depending on the geometrical errors of CMM to be considered. If only the part errors are assumed, a difference of about 19% can be found in the measuring error between the numerical modeling of part errors in both axes or a unique normal axis of CMM. The effect of random errors could be neglected for the higher values of straightness errors, but a difference of about 9% was registered when the maximum local deviation for straightness errors is between 0 and 1 μm.
References
Zhang, G. (2012). Error compensation of coordinate measuring machines. In R. J. Hocken & P. H. Pereira (Eds.), Coordinate measuring machines and systems. Boca Raton: CRC Press. (Chapter).
Huang, P. S., & Ni, J. (1995). On-line error compensation of coordinate measuring machines. International Journal of Machine Tools and Manufacture, 35(5), 725–738.
Wei, J., & Chen, Y. (2011). The geometric dynamic errors of CMMs in fast scanning-probing. Measurement, 44, 511–517.
Meng, Z., Che, R. S., Huang, Q. C., & Yu, Z. J. (2002). The direct-error-compensation method of measuring the error of a six-freedom-degree parallel mechanism CMM. Journal of Materials Processing Technology, 129, 574–578.
Thompson, M. N., & Cogdell, J. D. (2007). Measuring probe alignment errors on cylindrical coordinate measuring machines. Precision Engineering, 31, 376–379.
Ahn, H. K., Kang, H., Ghim, Y.-S., & Yang, H.-S. (2019). Touch probe tip compensation using a novel transformation algorithm for coordinate measurements of curved surfaces. International Journal of Precision Engineering and Manufacturing, 20, 193–199.
Sładek, J., Ostrowska, K., & Gąska, A. (2013). Modeling and identification of errors of coordinate measuring arms with the use of a metrological model. Measurement, 46, 667–679.
González-Madruga, D., Barreiro, J., Cuesta, E., & Martínez-Pellitero, S. (2014). Influence of human factor in the AACMM performance: A new evaluation methodology. International Journal of Precision Engineering and Manufacturing, 15, 1283–1291.
Swornowski, P. J. (2014). A new concept of continuous measurement and error correction in coordinate measuring technique using a PC. Measurement, 50, 99–105.
Echerfaoui, Y., El Ouafi, A., & Chebak, A. (2018). Experimental investigation of dynamic errors in coordinate measuring machines for high speed measurement. International Journal of Precision Engineering and Manufacturing, 19, 1115–1124.
Chanthawong, N., Takahashi, S., Takamasu, K., & Matsumoto, H. (2014). Performance evaluation of a coordinate measuring machine’s axis using a high-frequency repetition mode of a mode-locked fiber laser. International Journal of Precision Engineering and Manufacturing, 15(8), 1507–1512.
Krajewski, G., & Wozniak, A. (2014). Simple master artefact for CMM dynamic error identification. Precision Engineering, 38, 64–70.
Curran, E., & Phelan, P. (2004). Quick check error verification of coordinate measuring machines. Journal of Materials Processing Technology, 155–156, 1207–1213.
Yang, P., Takamura, T., Takahashi, S., Takamasu, K., Sato, O., Osawa, S., et al. (2011). Development of high-precision micro-coordinate measuring machine: Multi-probe measurement system for measuring yaw and straightness motion error of XY linear stage. Precision Engineering, 35, 424–430.
Savio, E., & De Chiffre, L. (2002). An artefact for traceable freeform measurements on coordinate measuring machines. Precision Engineering, 26, 58–68.
Raghunandan, R., & Venkateswara Rao, P. (2008). Selection of sampling points for accurate evaluation of flatness error using coordinate measuring machine. Journal of Materials Processing Technology, 202, 240–245.
Ramu, P., Yagüe, J. A., Hocken, R. J., & Miller, J. (2011). Development of a parametric model and virtual machine to estimate task specific measurement uncertainty for a five-axis multi-sensor coordinate measuring machine. Precision Engineering, 35, 431–439.
Sładek, J., & Gąska, A. (2012). Evaluation of coordinate measurement uncertainty with use of virtual machine model based on Monte Carlo method. Measurement, 45, 1564–1575.
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Franco, P., Jodar, J. Theoretical Analysis of Straightness Errors in Coordinate Measuring Machines (CMM) with Three Linear Axes. Int. J. Precis. Eng. Manuf. 22, 63–72 (2021). https://doi.org/10.1007/s12541-019-00264-0
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s12541-019-00264-0