
Abstract
Nowadays, in most of the advanced and developing countries, waste tires have caused serious environmental problems such as fire and environmental contamination. For reusing them in an appropriate and beneficial way, waste tires have been utilized as a lightweight fill material in geotechnical engineering applications such as highway embankments. In this study, Babolsar fine-grained sand and granulated rubber with sizes in the ranges of 1 to 4, 1 to 9, and 4 to 9 mm were used. A series of model footing tests on reinforced sand with different sizes of granulated rubber were carried out. According to the results, 4- to 9-mm granulated rubber had the highest effect on enhancement of bearing capacity and reduction of fine-grained sand settlement. The results showed that sand-granulated rubber mixtures with granulated rubber in the range of 4 to 9 mm and content of 10% by weight of mixture can increase the bearing capacity of sand up to 50%. In addition, for this mixture, a series of laboratory tests were conducted to determine the optimum width and depth of the reinforcement layer consisting of sand-granulated rubber mixture. The results indicate that the optimum width and the most effective depth of this mixture are 5B and 1B, respectively (where B is the footing width).
Similar content being viewed by others


Avoid common mistakes on your manuscript.
Introduction
With the development of societies and the use of various vehicles, many waste tires enter the environment, causing serious problems such as fire and environmental contamination. The unique properties of waste tires such as high flexibility besides their low weight have prompted interest in applying these materials as soil reinforcement. For this reason, in recent years, many searches have been done on characteristics of mixtures consisting of soil and various sizes of rubber.
Ahmed (1993) indicated that shear strength of sand–tire chip mixture is considerably dependent on confining pressure and tire chip content. Ahmed found that the optimum percentage of tire chips to sand is approximately 35% by weight. Consoli et al. (2002) indicated that fiber inclusion causes an increase in friction angle of sand, whereas it does not have any effect on cohesive intercept. Zornberg et al. (2004) found that the highest shear strength of sand–tire chip mixtures occurs under low confining pressure, with tire chip content of about 35% by weight of mixture. Similarly, Rao and Dutta (2006) reached the same conclusion. Hatef and Rahimi (2006) studied the effect of tire chip content and chip aspect ratio on bearing capacity of sand by laboratory model tests. In this research, increase in bearing capacity of sand was observed by adding tire chips. Ghazavi and Sakhi (2009) investigated the influence of dimensions of rectangular tire chips on the shear resistance of sand–tire chip mixtures. They found that with increasing tire chip contents, the shear strength of sand–tire chip mixtures increases. Neaz Sheikh et al. (2012) conducted triaxial tests on sand–tire chip mixtures. Unlike other similar studies, shear strength of mixtures decreased with the increase in the amount of tire chips. They observed that a larger portion of plastic strain develops after the first cycle of unloading and that settlement decreases considerably.
Bosscher et.al (1997) assessed the performance of tire chips as lightweight fill material in highway construction. This study specifies the supportive statement of using tire chips as beneficial fill materials in highway application Tavakoli Mehrjardi et al. (2015). Tafreshi et al. (2012) studied on buried pipes placed in rubber–soil backfill and estimated the combination of geocell reinforcement and rubber–soil mixture as a reinforcement. They reported that rubber inclusion makes sand more compressible and causes improvement in bearing capacity and settlement of sand. Also, Tafreshi et al. (2014) utilized a combination of granulated rubber and geocell layers in sandy soil of pavement foundation and estimated its effects against repeated loading. They showed that in optimized cases, settlement is approximately decreased by 60–70% compared with untreated soil.
Ahmed (1993) found that the content of tire chips considerably affects the compressibility of mixtures. Also, the effect of the compaction method on compressibility of mixtures is insignificant. Edil and Bosscher (1994), Bosscher et al. (1997), and Humphrey et al. (1993) reported high initial plastic strain of sand–tire chip mixtures under loading due to considerable voids of mixtures. For the majority of tests conducted by Foose et al. (1996), a peak shear stress was not observed. Instead, the shear stress continued to increase throughout the test. They reported the shear stress at a horizontal displacement of 2.5 cm as the shear strength for specimens with no peak shear stress. Masad et al. (1996) said, however, that peak shear strength of pure sand occurs at strain of 2–4% and peak shear strength of sand–tire chip mixtures occurs at 10–22% strain. Youwai and Bergado (2003) indicated that when the content of tire chips is less than 30 wt.% of the sand–tire chip mixture, the maximum strength can be determined easily. They also showed that axial strain of sand–tire chip mixtures increases with increasing tire chip content.
A significant consideration of waste tires in geotechnical projects is that such material must be assessed environmentally. Humphrey et al. (1994) studied the water quality effects of tire chip fills placed above the groundwater table and found that most of the inorganic substances that can potentially leach from tires were present at low levels in groundwater. Similarly, OʾShaughnessy and Garga (2000b) and Bosscher et al. (1997) came to the same conclusion. Moo-Young et al. (2003) carried out continuous flow column test on tire shreds which indicated progress in water quality by passing time. However, it is concluded that using rubber–soil embankment below the water table decreases quality of water. Brophy and Graney (2004) placed two downgradient wells and two tire fill sampling ports in construction of a highway exit ramp. Results showed an increase in public concern of using water for human consumption by the increase in iron and manganese content in downgradient groundwater.
Since there are limited literatures in the subject of how granulated rubber inclusion affects shear strength parameters and compressibility of sand and as shear strength and compressibility parameters are important factors which affect the bearing capacity of sand, model footing test was applied in this research.
In this study, load-settlement behaviors of sand–tire mixtures with different sizes and contents of granulated rubber were investigated. Bearing capacity values of sand reinforced with different contents and sizes of granulated rubber were determined, and the most effective case was selected. Then, effects of granulated rubber on the settlement of footing resting on sand-granulated rubber mixture were investigated. At last, the optimum width and the most effective depth of the sand reinforced with granulated rubber could be achieved.
Test materials
Soil
All Babolsar sand used in this study was passed through a 1-in. sieve. The particle size distribution of the sand is shown in Fig. 1. Coefficient of uniformity (Cu), coefficient of curvature (Cc), effective size (D10), mean size (D50), and other engineering properties of the sand are listed in Table 1. The sand is classified as SP by the Unified Soil Classification System (USCS).

Grain size distribution curve for Babolsar sand
Rubber
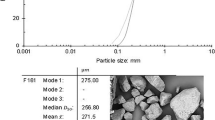
Based on the terminology part of ASTMD6270-08, rubbers that have been transformed by means of mechanical reduction size process are named granulated rubbers, and they are non-spherical particles with size of below 45 μm to 12 mm. As shown in Figs. 2, 3, and 4, granulated rubbers with sizes in the ranges of 1 to 4, 1 to 9, and 4 to 9 mm were used in this study. The average unit weight and specific gravity values for granulated rubbers are 12.05 kN/m3 and 1.32, respectively. Figure 5 shows the particle size distribution of granulated rubbers.

View of granulated rubber with sizes in the range of 1 to 4 mm

View of granulated rubber with sizes in the range of 1 to 9 mm

View of granulated rubber with sizes in the range of 4 to 9 mm

Grain size distribution curve for granulated rubber
In this research, 1–4-mm granulated rubber was used as a smaller size of particles and 4–9-mm granulated rubber was utilized as a greater size of particles. Also, 1–9-mm granulated rubber was used in order to find out whether or not this average size of well-distributed granulated rubber particles (filling voids of sand particles better in compact statues) causes more development in bearing capacity of footing than that with greater size of granulated rubber (4–9 mm).
Unit weight of sand-granulated rubber mixtures
In this research, maximum and minimum unit weights of the sand–granulated rubber mixture are determined according to ASTM D4253 and ASTM D4254, respectively. In order to obtain the maximum unit weight of the sand–granulated rubber mixture, a series of vibratory table tests were performed. In accordance with ASTM D4253, the mold assembly and specimen were vibrated for 10 min at frequency of 50 Hz.
For achieving minimum unit weight of mixture, mixtures were placed as loosely as possible in the cylindrical metal mold by pouring it from the funnel in a steady stream, holding the funnel upright and vertically or nearly vertically. The funnel was moved in a spiral path from the outside to the center of the mold in order to make layers with the same thickness. Finally, maximum and minimum unit weight values of mixtures were calculated using mass and volume achieved from data tests. Data including the maximum and minimum unit weight of various mixtures are given in Table 2.
Testing program
All data from model footing tests is tabulated in Tables 3, 4 and 5. Also, the variation of stress against settlement for all tests is presented in Figs. 6, 7, and 8. It should be emphasized that mixtures of sand–tire chips have the same relative density as pure sand (Dr = 55%) and the reinforced depth and width are 1B and 6B (B is the footing width), respectively. Also, it is important to notice that the percentage of granulated rubber (M%) is referred to the weight of granulated rubber in comparison with the weight of mixture.

Stress-settlement curves for 1–4 mm granulated rubber

Stress-Settlement curves for 1–9 mm granulated rubber

Stress-Settlement curves for 4–9 mm granulated rubber
Test setup, test procedure
Figure 9 shows the test setup used in the current study. The system consists of a box, columns, hydraulic jack, dial gauges, two reference beams, and a reaction beam (IPB24) for providing the predicted reaction load. The sand–granulated rubber mixture was poured and compacted in a box with dimensions of 130 by 130 and 100 cm in height. Sand was poured in the box step by step in several layers in order to compact sand. Each layer was tamped by means of a steel plate with a weight of 10 kg, dropping from a 200-mm height. The upper layer tamped by steel plate leads the lower layer compacted to higher values. So, due to the effect of the upper layer on the further compaction of lower layers, layers were compacted by the under-compaction method (Ladd 1978) in order to prepare approximately an equal compaction from top to bottom of the sample. According to the under-compaction method, the height of each layer was calculated and lower layers had higher height than upper layers. In procedure of compaction, all parts of each layer were compacted by a steel plate except the region located under the beam. For compacting of this region, a combination of wooden plate and rubber hammer was used.

Test setup
For each test, the reinforced part in the box was separated by a wooden mold. For instance, in the case in which sand was reinforced by sand–granulated rubber layer with width of 6B and depth of 1B, wooden mold had dimensions of 6B by 6B and 1B in height. First, outside of the steel mold, pure sand was compacted at 55% relative density and then mixture of sand and granulated rubber was poured inside of it. In the next step, after removing the wooden mold from the chamber, eventually mixture was compressed at the same density.
Box walls were made of plexiglass. So, the inside of the box was visible during the test. The model footing was made out of a steel plate, 2.5 cm in thickness, 10 cm in width, and 10 cm in length. As the aim of this study was just the investigation of influence of different sizes of granulated rubber on bearing capacity and settlement of sand, no test was carried out with the other dimensions of the plate load test and the effect of scale effect on results of tests was not estimated in this research. Consequently, however, scale effect is an important issue in experimental researches like this, but this study lacks it. The model footing plate was placed on the surface of the compacted sand–granulated rubber mixture. Square Hollow Structural Sections (HSS) were used in this study as reference beams. Three dial gauges were mounted on reference beams to measure the settlement of footing. In this research, a 50-t hydraulic jack was used. Load was applied with a constant strain rate of 1.0 mm/min. After exerting the load, the settlement increment was recorded at time intervals of 0, 0.5, 1, 2, 4, 8, and 15 min, until the variation of the load stopped. Then, the average displacement from three dial gauge readings and the average load at each settlement increment were recorded until plate settlement reached 10% of the plate diameter. It is important to notify that the depth of the mentioned box and the distance between footing and the wall of the box are greater than four times the footing width. So, the boundary effects on the test results were considered insignificant (according to Boussinesq’s stress distribution theory).
Regarding the maximum and minimum unit weight values of the sand–granulated rubber mixture and relative density of 55%, a natural state dry unit weight of the mixture in each test was obtained. Then, the mixture weight was calculated by using volume and the natural state dry unit weight of the mixture.
Eventually, the granulated rubber content for each mixture was determined by considering the weights of the sand and granulated rubber. The calculated amounts of sand and granulated rubber for each mixture were poured in a container, and water was added to the mixture considering sand optimum water content (14%). Water was added to mixtures in order to form homogenous mixtures and facilitate the procedure of compaction. In order to determine sand’s optimum water content based on ASTM D698, a proctor standard test was conducted. Test results are presented in Fig. 10, optimum water content (W opt) = 14%). Also, in this study, in the process of mixing sand with granulated rubber, for high percentage of granulated rubber, more than 20% (by weight of mixture) segregation was observed. Consequently, it was not feasible to reach a well-combined mixture. For this reason, the highest content of using granulated rubber was 20%.

Determination of optimum water content of sand
Test results and interpretations
Bearing capacity and settlement of sand–granulated rubber mixtures
By applying load on the model footing, load-settlement curves of sand reinforced with granulated rubber were obtained. In this research, no peak load on load-settlement curves was observed. In accordance with the lack of peak shear strength in stress-settlement curves such as in Figs. 6, 7, and 8 and also relying on the matter expressed by das Braja (1974) that local shear failure occurs in medium density (36 to 65%) of sand and based on slight bulging of soil around the footing which was observed in this study, it can be deducted that type of shear failure in this study alludes to local shear failure.
In this study, because there is no maximum point in stress-settlement curves, the tangent intersection method (Trautmann and Kulhawy 1994) was used for the determination of ultimate bearing capacity. Figure 11 demonstrates the tangent intersection method for the determination of ultimate bearing capacity of mixture containing sand and 4- to 9-mm granulated rubber with content of 5% by weight of mixture. Also, the reinforced depth and width are 1B and 6B (B is the footing width), respectively. Displacement is normalized as S/B where S is the settlement of the footing.

Determination of the ultimate bearing capacity by tangent intersection method
In this study, for various granulated rubber contents, mobilization was occurred approximately at more than 5% granulated rubber by weight of mixture. So the initial of the first part (until 5%) of load-settlement curves is approximately the same, but after that, they begin to take distance from each other until reaching a steady magnitude. By considering this point, if the tangent method is used for the first part of the curves, differences between tangent of curves cannot be specified; consequently, regression was utilized in order to reach more real and logical results.
The percentages of granulated rubber with sizes in the range of 1 to 4 mm to sand were 3, 4, 5, 6, 7, and 10% by weight of mixture. Figure 12 shows the bearing capacity ratio (BCR) of sand reinforced with 1- to 4-mm granulated rubber. It is worth mentioning that BCR is defined as the ultimate bearing capacity of a square footing resting on reinforced sand to the ultimate bearing capacity of the same footing resting on pure sand. In these tests, the reinforced depth and width of sand-granulated rubber mixtures are 10 cm (1B) and 60 cm (6B), respectively. In Figs. 12, 13, and 14, M is the granulated rubber to sand ratio by weight (granulated rubber content). As seen in Fig. 12, for granulated rubber with sizes in the range of 1 to 4 mm, the optimum percentage of granulated rubber to sand is 4% by weight of mixture. However, adding more granulated rubber leads to a decrease in the bearing capacity of sand. Except for the mixture with 4% granulated rubber by weight of mixture which causes very small increment in bearing capacity of fine-grained sand, these results are in good agreement with results reported by Neaz Sheikh et al. (2012) The contents of 1- to 9-mm granulated rubber in order to study the effect of these granulated rubbers on the bearing capacity of the sand were 5, 6, 7, 8, 10, and 15% by weight of mixture. Figure 13 demonstrates the effect of 1- to 9-mm granulated rubber on the bearing capacity ratio of sand. As shown in Fig. 13, adding granulated rubber more than 7% by weight leads to a reduction in the bearing capacity of the reinforced sand. Hence, the optimum granulated rubber content with sizes in the range of 1 to 9 mm is 7% increases the bearing capacity up to 30%. Figure 14 shows the effect of 4- to 9-mm granulated rubber on the bearing capacity ratio of sand. The contents of 4- to 9-mm granulated rubber were 5, 9, 10, 11, 12, and 15% by weight of mixture. Based on Table 3, load-settlement curves of the model footing tests indicate that a 10-cm layer of the reinforced sand (with 4- to 9-mm granulated rubber) can increase bearing capacity and decrease settlement more than the other cases. As shown in Fig. 14, the optimum 4- to 9-mm granulated rubber content is 10% by weight of mixture which increases the bearing capacity up to 50%. However, adding more granulated rubber leads to a decrease in the bearing capacity of sand. Therefore, the optimum granulated rubber content increases with the size of granulated rubber. According to the results of tests, it can be concluded that adding 1- to 9- and 4- to 9-mm granulated rubber up to an optimum granulated rubber content can increase shear strength parameters of mixtures. Beyond optimum value, shear strength parameters decrease gradually.

Effect of granulated rubber with sizes in the range of 1 to 4 mm on BCR

Effect of granulated rubber with sizes in the range of 1 to 9 mm on BCR

Effect of granulated rubber with sizes in the range of 4 to 9 mm on BCR
In practice, most foundations are flexible. The settlement of a footing resting on the surface of an elastic half-space can be computed from the theory of elasticity:
where S is the settlement of the footing (m), q is the intensity of contact pressure (kN/m2), B is the width of the footing (m), μ is the Poisson’s ratio of soil, I is the influence factor, and E is the modulus of elasticity (kN/m2). Equation (1) can be rewritten as
Stress-settlement curves in Figs. 6, 7, and 8 are approximately close to each other. For this reason, comparison of settlement variations in sand reinforced by various contents of granulated rubber will be difficult. Consequently, the parameter of E is determined in order to make the comparison of settlements easy in all cases of this research.
E eq and E eqm are the values of the settlement changes versus stress for pure sand and sand–granulated rubber mixture, respectively. E eq and E eqm are calculated from the linear portion of load-settlement relationships of model footing tests. Figure 15 shows the method of determining E eqm for sand–granulated rubber mixture containing 4- to 9-mm granulated rubber with content of 5% by weight of mixture. Figures 16, 17, and 18 illustrate the variation of the E eqm/E eq ratio against granulated rubber content (M %).

Method of determining Eeqm

Eeqm/Eeq versus granulated rubber content (size of granulated rubber 1 to 4 mm)

Eeqm/Eeq versus granulated rubber content (size of granulated rubber 1 to 9 mm)

Eeqm/Eeq versus granulated rubber content (size of granulated rubber 4 to 9 mm)
Figure 16 indicates the variation of E eqm/E eq against 1- to 4-mm granulated rubber content. As seen in the figure, value of E eqm/E eq decreases with increasing granulated rubber content, and at M = 4%, the least settlement of mixtures occurs. Also, the ratio of sand–granulated rubber settlement to pure sand settlement can be obtained by the E eqm/E eq value. So, 1- to 4-mm granulated rubber increases settlement of the footing.
Figure 17 shows the variation of E eqm/E eq against 1- to 9-mm granulated rubber content. The value of E eqm/E eq increases about 16.6% in the optimum granulated rubber content. In this case, the initial modulus for sand–granulated rubber mixture at M = 15% is less than the initial modulus for pure sand.
As shown in Fig. 18, E eqm/E eq increases with increasing granulated rubber content up to M = 10%. However, the E eqm/E eq value reduces with further increase of granulated rubber. It should be noted that in mixtures with granulated rubber in the ranges of 1 to 9 and 4 to 9 mm, the least settlement occurred at the optimum granulated rubber contents. By considering Table 6, it is observed that for each 1- to 9- and 4- to 9-mm average size of granulated rubber, the value of E eqm/E eq was approximately half of the BCR value in the optimum percentages.
As it is observed in both Tafreshi et al. (2012) and Tavakoli Mehrjardi et al. (2015), however, using soil–granulated rubber mixture filled the whole of the trench which has negative influences on soil properties such as settlement and bearing capacity, and applying soil–rubber mixture as a reinforcement layer can progress the corresponding properties of soil that is in good agreement with the results of this study.
Optimum reinforced depth
According to performed tests, sand–granulated rubber mixture containing granulated rubber with sizes in the range of 4 to 9 mm and content of 10% by weight of mixture has the most effect on the increase in the bearing capacity and settlement reduction. Therefore, in order to obtain the most effective reinforced depth, model footing tests with different reinforced depths (D) of 0.5B, 1B, 1.25B, and 1.5B were done on this mixture. Figure 19 shows that bearing capacity increases with increasing reinforced depths up to 1B = 10 cm. However, greater reinforced depths lead to a decrease in the bearing capacity. It is noteworthy to mention that the reinforced width has been 6B = 60 cm in tests.

Variation of BCR versus reinforced depth
In this study, several direct shear tests on the mixture of granulated rubber (1–6 mm)–sand with 0, 5, 10, and 20 of granulated rubber at a relative density of 50% were conducted in order to determine what amount of shear strength parameters like Q and C increases or decreases. Conclusions indicated, however, that there was not any considerable change in cohesion of sand by inclusion of granulated rubber; friction angle of sand increased from 35° to 39° at 5% content of granulated rubber. Also, beyond that percentage, friction angle value begun to decrease. Figures 20 and 21 are prepared to show results of direct shear tests. However, an increase in internal friction angle of sand which is occurred by adding granulated rubber causes increase in bearing capacity of sand; Fig. 19 indicates that bearing capacity of sand decreases from the reinforced depth of 1B to 1.5B.

Variation of peak shear stress against granulated rubber content at different normal stresses (Dr = 50%)

shear stress envelopes for specimens with different granulated rubber contents (Dr = 50 %)
Adding granulated rubber to sand causes increase in shear strength value and compressibility. These two parameters control bearing capacity of treated sand, simultaneously. By an increase in depth of reinforcement, compressibility becomes more and more. So, with an increment in reinforcement depth, compressibility decreases the influence of shear strength improvement. This adverse effect can be seen in findings of Tafreshi et al. (2012), and Tavakoli Mehrjardi et al. (2015) search which layer of sand–shredded rubber (5% by weight) mixture has effective impact on improvement of bearing capacity and settlement of sand, unlike the use of sand–shredded rubber mixture in the whole backfill. In general, it can be concluded that after 1B depth of reinforcement, compressibility factor dominated on shear strength progress of sand and, consequently, decrease in improvement of bearing capacity of sand occurred.
Optimum reinforced width
In order to determine the optimum reinforced width, model footing tests with different reinforced widths (W) of 1B, 2B, 3B, 4B, 5B, and 6B were performed on the sand–granulated rubber mixture containing granulated rubber with sizes in the range of 4 to 9 mm and content of 10% by weight of mixture. It should be noted that the reinforced depth in these tests was 1B = 10 cm. As observed in Fig. 22, the bearing capacity of sand with reinforced width of 1B = 10 cm is less than the bearing capacity of unreinforced sand. Gray and Ohashi (1983) expressed that shear strain of soil causes mobilizing tensile resistance in the reinforcement. This tensile force is divided into two components, normal and tangential to the shear plane. The normal component by effecting on confining pressure increases the shear resistance indirectly, and the tangential component resists shear directly. By considering planes of failure suggested by Terzaghi, the reinforced sand with width and depth of 1B = 10 cm did not intersect planes of failure under the footing. Consequently, the tensile force was not mobilized in granulated rubber and mixture of sand and granulated rubber did not increase bearing capacity of sand. Also, according to the studies of Ahmed (1993), Edil and Bosscher (1994), Bosscher et al. (1997), Humphrey et al. (1993), Tafreshi et al. (2012), and Tavakoli Mehrjardi et al. (2015), adding granulated rubber increases sand compressibility. So, it can be concluded that the bearing capacity of reinforced sand in this case is less than that for unreinforced sand.

Variation of BCR versus reinforced width
As shown in Fig. 22, the bearing capacity ratio increases with increasing W/B from 2 to 5 and then becomes nearly constant. So, the optimum reinforced width is 5B = 50 cm.
Conclusion
In order to compare easily the results from the model footing test, three summary test matrixes in the form of a table are prepared as below.
The experimental results obtained in this study led to the following conclusions:
-
1.
The results of model footing tests on unreinforced and reinforced sands indicate that granulated rubber can increase the bearing capacity of sand. By considering the effect of granulated rubber on settlement, except in the case of using 1–4-mm granulated rubber, the other sizes of granulated rubber decrease the settlement of footing, by 17 and 27% compared with untreated sand in cases of using 1–9- and 4–9-mm granulated rubber, respectively. Although the effect of mixtures of sand and 1- to 4-mm granulated rubber on the bearing capacity is not considerable, mixtures of sand and 1- to 9- and 4- to 9-mm granulated rubber can increase the bearing capacity up to 30 and 50%, respectively. Mixture of sand and granulated rubber containing granulated rubber with sizes in the range of 4 to 9 mm and content of 10 wt.% of sand has the most effect on the increase in the bearing capacity.
-
2.
With increasing value of granulated rubber up to a certain value, the bearing capacity of soil–granulated rubber mixtures increases and then the bearing capacity decreases. This certain value is called the optimum percentage of granulated rubber. The optimum percentages of 1- to 4-, 1- to 9-, and 4- to 9-mm granulated rubber are 4, 7, and 10% by weight of mixture, respectively. Therefore, the optimum percentage increases with increasing the size of granulated rubber.
-
3.
The bearing capacity of sand treated by sand–granulated rubber mixture containing granulated rubber with sizes in the range of 4 to 9 mm and content of 10% by weight of mixture increases with increase in the reinforced depths up to 1B = 10 cm. However, greater reinforced depths can decrease the bearing capacity. Hence, the most effective reinforced depth is 1B = 10 cm.
-
4.
According to the results of tests, the optimum reinforced width for sand–granulated rubber mixture having granulated rubber with sizes in the range of 4 to 9 mm and content of 10 wt% of sand is 5B = 50 cm. The reinforced width of 1B = 10 cm increases not only the bearing capacity but also the bearing capacity in this case which is even less than the bearing capacity of unreinforced sand, approximately 30% less in comparison with the value of unreinforced sand. The bearing capacity increases with increasing the reinforced width up to 5B = 50 cm and then becomes approximately constant.
-
5.
Granulated rubber with sizes in the range of 1 to 4 mm increase settlement of footing, while 1- to 9- and 4- to 9-mm granulated rubber decrease it. The optimum granulated rubber contents can reduce the settlement of footing more than other granulated rubber percentages.
References
Ahmed, I. (1993) Laboratory study of properties of rubber-soils, Final report, Indiana Dept. of Transp., Joint Highway Research Project. Purdue University, West Lafayette, Ind
ASTM D Standard D 698., “Standard proctor compaction test.” ASTM International
ASTM D Standard D 1194-94. , “Standard test method for bearing capacity of soil for static load and spread footings.” ASTM International
ASTM D Standard D 4253. , “Standard test method for maximum index density and unit weight of soils using a vibratory table.” ASTM International
ASTM D Standard D 4254. , “Standard test method for minimum index density and unit weight of soils and calculation of relative density.” ASTM International
Balunaini U, Prezzi M (2010) Interaction of ribbed-metal-strip reinforcement with tire shred–sand mixtures. Geotech Geol Eng 28(2):147–163
Balunaini U, Yoon S, Prezzi M, Salgado R (2014) Pullout response of uniaxial geogrid in tire shred–sand mixtures. Geotech Geol Eng 32(2):505–523
Bosscher PJ, Edil TB, Kuraoka S (1994) Engineering properties of tire chips and soil mixtures. Geotech Test J 17(4):453–464
Bosscher PJ, Edil TB, Kuraoka S (1997) Design of highway embankments using tire chips. J Geotech Geoenviron 123(4):295–304
Bowles, Joseph E. (1979) Physical and geotechnical properties of soils.
Braja, M Das, (1974) Advanced soil mechanics. Principles of geotechnical engineering 5th edition
Briaud JL, Jeanjean P (1994) Load settlement curve method for spread footings on sand. Vertical and Horizontal Deformations of Foundations and Embankments, ASCE 2:1774–1804
Brophy MOR, Graney J (2004) Groundwater effects from highway tire shred use. Environ Forensic 5(2):79–84
Cerato, Amy B. (2005) Scale effects of shallow foundation bearing capacity on granular material. Department of Civil and Environmental Engineering, University of Massachusetts Amherst
Consoli NC, Montardo JP, Prietto PDM, Pasa GS (2002) Engineering behavior of a sand reinforced with plastic waste. J Geotech Geoenviron 128(6):462–472
Debeer, E.E. (1965) Bearing capacity and settlement of foundations. Lecture 3: bearing capacity and settlement of shallow foundations on sand. PP. 15–34
Edil TB, Bosscher PJ (1994) Engineering properties of granulated rubber and soil mixtures. Geotech Test J 17(4):453–464
Foose GJ, Benson CH, Bosscher PJ (1996) Sand reinforced with shredded with waste tires. J Geotech Eng 122(9):760–767
Ghazavi M, Sakhi MA (2009) Influence of optimized tire shreds on shear strength parameters of sand. Int J Geomechan, ASCE 5:58–65
Gray DH, Ohashi H (1983) Mechanics of fiber reinforcement in sand. J Geotech Div, ASCE 109(3):335–353
Gray DH, Al-Refeai T (1986) Behavior of fabric-vs. fiber reinforced sand. J Geotech Div, ASCE 112(8):804–820
Hatef N, Rahimi MM (2006) Experimental investigation of bearing capacity of sand reinforced with randomly distributed tire shreds. Const Build Mater 20:910–916 Elsevier
Humphrey DN, Sandford TC, Cribbs MM, Manion WP (1993) Shear strength and compressibility of tire chips for use as retaining wall backfill. Transp Res Rec 1422
Humphrey, D.N., Katz, L.E. and Blumenthal, M. (1994) Water quality effects of tire chip fill placed above the groundwater table. ASTM STP 1275, M. A. Wasemiller and K. B. Hoddinott, eds., Philadelphia, 299-313
Ladd RS (1978) Preparing test specimens using under compaction. Geotech Test J 1(1):16–23
Masad E, Taha R, Ho C, Papaginanakis T (1996) Engineering properties of tire/soil mixture as a lightweight material. Geotech Test J 19(3):294–304
Molenaar D, Bosscher JS, Ten Brink B, Driessen AJ, Konings WN (1993) Generation of a proton motive force by histidine decarboxylation and electrogenic histidine/histamine antiport in Lactobacillus buchneri. J Bacteriol 175(10):2864–2870
Moo-Young H, Sellasie K, Zeroka D, Sabnis G (2003) Physical and chemical properties of recycled tire shreds for use in construction. J Environ Eng 129(10):921–929
Neaz Sheikh, M. Mashiri, M S. Vinod, J S. and Hing-Ho Tsang, M. (2012) Shear and compressibility Behaviour of sand-tyre crumb mixtures. J Mater Civil Eng, ASCE
OʾShaughnessy V, Garga VK (2000b) Tire reinforced earthfill. Part 3: Enviromental assessment. Can Geotech J 37:117–131
Rao N, Dutta RK (2006) Compressibility and strength behaviour of sand-tyre chip mixtures. Geotech Geol Eng 24(3):711–724
Tafreshi SM, Khalaj O, Dawson AR (2014) Repeated loading of soil containing granulated rubber and multiple geocell layers. Geotext Geomembr 42(1):25–38
Tafreshi SM, Mehrjardi GT, Dawson AR (2012) Buried pipes in rubber-soil backfilled trenches under cyclic loading. J Geotech Geoenviron 138(11):1346–1356
Tavakoli Mehrjardi G, Moghaddas Tafreshi SN, Dawson AR (2015) Numerical analysis on buried pipes protected by combination of geocell reinforcement and rubber-soil mixture. Int J Civil Eng 13(2):90–104
Trautmann CH, Kulhawy FH (1994) Uplift load-displacement behavior of spread oundations. J Geotech Eng ASCE 114(2):168–183
Zornberg JG, Viratjandr C, Cabral AR (2004) Behaviour of tire shred-sand mixtures. Can Geotech J 41(2):227–241
Youwai S, Bergado DT (2003) Strength and deformation characteristics of shredded rubber tire-sand mixtures. Can Geotech J 40(2):254–264
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Anvari, S.M., Shooshpasha, I. Influence of size of granulated rubber on bearing capacity of fine-grained sand. Arab J Geosci 9, 707 (2016). https://doi.org/10.1007/s12517-016-2744-8
Received:
Accepted:
Published:
DOI: https://doi.org/10.1007/s12517-016-2744-8