
Abstract
Silver nanoparticles were synthesized by a green method and coated on cotton fabric using dip and ultrasonication processes. The synthesized silver nanoparticles were characterized using ultraviolet visible spectra, X-ray diffractometry and transmission electron microscopy. Through transmission electron microscopy, the nanostructure was confirmed. The prepared silver nanoparticles were about 86 nm in size with a face-centered cubic crystalline nature. The silver nanoparticles coated on cotton fabric were characterized using a scanning electron microscope. The scanning electron microscope images showed uniform coating of silver nanoparticles on the surface of fabrics. The antibacterial activities of the silver nanoparticle-coated fabric were investigated against the strain of Staphylococcus aureus culture, and it exhibited good antibacterial activity. The tensile strength of the cotton fabric increased considerably when the silver nanoparticles were coated on it. The ultrasonication process gave rise to the higher tensile strength.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
Currently, nanoparticles are used in numerous industrial applications including textiles. The preparation of nanomaterials and their immobilization on fabric are active areas of academic and textile industry research.1 Surface modification or immobilization with nanoparticles brings forth some advantageous properties such as water resistance, self-cleaning,2 odor and moisture elimination,2 bacterial resistance,3 and UV light protection4 to the fabric. When the conducting inorganic nanomaterials are coated on fabric or even a sheet of paper, they acquire new properties such as electrical conductivity. These coated materials are cost-effective and versatile materials for making various electronic devices such as solar cells, sensors, electromagnetic interference shielding, electronic sensors, microwave absorption, heat generation, and microelectronics.5 – 8
Different types of materials and coating methods are used to enhance the multifunctional properties of a fabric. However, some of these modifications often damage the primary as well as secondary properties of the fabric. Gorle et al.9 prepared a silver-coated cotton fabric with high electrical conductivity and silver surface area. It was reported that the silver-coated cotton fabric could be used for sulfide detection/monitoring applications by investigating the electrochemical contact between silver-coated cotton fabric and glassy carbon substrate in aqueous phosphate buffer media (with and without sulfide). The coloration process also could be improved by using eco-friendly materials. Gashti et al.10 used bentonite-type clay as a nanoadsorbent and as a promising eco-friendly substitute for mordants in the natural dyeing of wool with madder. The results showed that the color strength of the dyed samples improved with an increase in the amount of clay. Various materials having multifunctional properties are prepared to modify the fabric surface. A ternary nanocomposite substance consisting of clay-Ag-polypyrrole was prepared by chemical reduction and photoreduction. This synthetic substance could be used to impart/enhance the multifunctional properties of fabric.11 Electromagnetic shielding was imparted to a fabric by coating immobilized Fe-pillared clay (Fe-PILC) nanoparticles using the pad-dry method under ultraviolet irradiation. Fe-PILC also enhanced the effective absorption capabilities of cotton textiles.12 The thermal stability of the cotton fiber was improved by embedding silica–kaolinite or nano-ZrO2 on the fabric surface using succinic acid as a crosslinking agent and sodium hypophosphite as a catalyst.13,14 Wool fabric was crosslinked with nano-ZrO2 to attain its self-cleaning capability. ZrO2 activated the photodegradation process of methyl blue due to the production of ·OH radicals under UV irradiation.14 In addition, wool stabilized with nanozirconia particles decreased the average contact angles of water and increased the electromagnetic reflectivity.15 A cationic graphene sheet was fastened on cotton fabric using layer-by-layer spray coating technique and polyvinylphosphonic acid as an anionic thermal-resistant substance. It improved the thermal stability and hydrophobicity of cotton. Moreover, graphene and polyvinylphosphonic acid protected the cotton from solar ultraviolet rays and near-infrared reflectivity. The electrical conductivity and electromagnetic shielding properties were also improved.16 Gashti et al.17 improved the electromagnetic shielding property and thermal stability of wool by coating polypyrrole/silver nanocomposites by a single-step UV-induced polymerization process. The dyeability of cotton could be increased by nanoclay pretreatment. The pretreatment of nanoclay minerals increased the adsorption and fixation of dyes (≈5–15%) resulting in a lower load of dyes in the effluent. On the other hand, an efficient and reproducible dyeing process could be accomplished by a lower consumption of dyes with less timing (≈10–20%) of dyeing process due to their high capacity for dye adsorption.18 The breathability of the textile fibers is one of the important factors for human comfort. It is defined as the moisture transport from the skin to the outer environment through textile. Breathability could be improved by coating the wool fiber with colloidal clay.19 Currently, without any toxicity to humans and the environment, low cost, antimicrobial finishing is one of the most popular finishes practiced in the textile industry.3 Al-doped ZnO/Ag/AZO and Al-doped ZnO/Cu/AZO multilayer-deposited (radio frequency magnetron sputtering technology) polyester fabrics have good hydrophobic properties, a high IR reflection rate, and excellent UV protection with the highest air permeability reduction.20,21 Moreover, Ag- and Al-doped ZnO/Ag/AZO ceramic films deposited on cotton fabrics provide excellent UV radiation protection and infrared reflective properties, which make them promising materials for solar control applications.22 The Ag-coated polyester fabrics also show ultraviolet protection, water repellency, durability, and good hand feel with highest reduction rate of air permeability.23 Among various materials, silver nanoparticles (Ag NPs) are one of the most versatile materials for surface modification.
The Ag NP is a well-known effective antibacterial agent, which is commonly used in various commercial products including in the textile industry to avoid microbial contamination. Many researchers have recommended Ag NPs as superior disinfectants for steer clear or to prevent microorganisms such as fungi, viruses, and bacteria on fabric. Ag NP-coated fabric strongly decreases the wound dressing. Ag NPs act as powerful antimicrobial agents against nearly 650 strains of bacteria. They are more reactive with proteins. When they come into contact with the bacteria or fungi, they inhibit the cell growth and multiplication, owing to the fact that Ag affects the cellular metabolism. In addition, they suppress the respiration system of microorganisms.24 There are various physical and chemical methods involving different chemicals available for the preparation of Ag NPs. Nanoparticles, prepared using different methods, show different physical–chemical properties.25 – 27 In the chemical synthesis method, toxic chemicals are used and may create side effects in humans and in the environment. Nowadays, various methods such as screen printing, padding squeezing,28 spray, sonochemical,3 and dip coating have been used for the surface modification of fabric with nanoparticles. For enhancing the adsorption and stability of nanoparticles on fabric, various binding chemicals have been used in the coating process.29 It is important that the synthesized NPs should be stable in the colloidal form and also in the metallic state. These parameters are taken into account for coating purposes.28 The researchers focus their attention mainly on the preparation of stable Ag NPs and controlling their size without using any toxic chemicals. In the present study, green-synthesized nanoparticles were used. This avoided the use of chemically synthesized nanoparticles, and thus their side effects were eliminated. In this green synthesis method, no toxic chemicals were used30,31 and the Ag NPs were obtained in colloidal form. In this study, Peltophorum pterocarpum flower extract was used as a nontoxic reducing and binding agent in the Ag NPs synthesis protocol and the green-synthesized Ag NPs were coated on cotton fabric without any binder, using simple dip and ultrasonication methods.
Experimental
Materials
Silver nitrate (AgNO3) analytical grade was purchased from Merck & Co. and used without further purification. Cotton fabric of specifications ends/inch-54, picks/inch-44, warp count-20 s Ne, weft count-20 s Ne, and GSM-125 gm was purchased from local industry. The bacterial strains used and Muller-Hinton agar were purchased from Hi-Media, India.
Synthesis of silver nanoparticles
The silver nanoparticles were prepared according to the previous report.32,33 In the typical preparation of plant extract, about 1 g of fresh P. pterocarpum flowers was washed with de-ionized water to remove the adhering soil and dust. The washed flowers were boiled in 100 mL of de-ionized water at 80°C for 20 min and then filtered to separate them from the broth. The obtained extract was stored at 4°C to avoid any form of contamination. To synthesize the silver nanoparticles, 20 mL of the prepared P. pterocarpum flower extract was dripped into 100 mL of 0.01 M aqueous silver nitrate (aq. AgNO3) solution with constant stirring at room temperature to reduce the Ag+ into Ag0.
Coating of silver nanoparticles on fabric
The cotton fabric was made into 2 × 2 cm2 square pieces and immersed in the prepared colloidal Ag NPs solution and kept for 24 h at dark. In another study, ultrasonication (Cyberlab, CB2020, and ultrasonic-80 W/46 kHz) was performed for 30 min. The treated cotton fabric was washed with ethanol followed by de-ionized water several times to remove the extra and unspent Ag NPs. The washed fabric was dried at 60°C and then characterized.
Characterization
The tensile properties of Ag NP-coated fabric were determined by the strip method (IS EN ISO 29073) on a tensile strength testing machine, ZWICK 1445 (Zwick GmbH & Co., Germany). Fabric samples of 100 × 10 mm size were prepared for the tensile strength test. Samples were tested at R.H. 65 ± 2% and 21 ± 1°C. The rate of traverse was 10 mm/min. The electrical conductivity of silver nanoparticles-coated fabric was measured using an LCR Z (TH2816A) meter from 50 Hz to 200 kHz at room temperature.
Antibacterial activity of silver nanoparticles-incorporated fabric
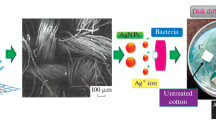
Antibacterial activity of silver nanoparticle-coated cotton fabric was studied by disk diffusion method.4,32 A Gram-positive bacterium, Staphylococcus aureus (S. aureus), was used as the testing organism. Pure cultures were subcultured in Muller-Hinton broth for 24 h at 37°C. The subcultured organism was swabbed uniformly on a plate using sterile cotton swabs. The Ag NP-coated and uncoated fabrics were gently placed on bacteria-inoculated solidified agar gel plates. The plate was incubated at 37°C for 24 h. The antibacterial activity was ensured by observing whether a zone of inhibition was produced around the samples or not. It was recorded by digital photography.
Results and discussions
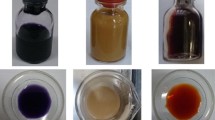
Silver nanoparticles were prepared using P. pterocarpum flower extract as the reducing and capping/binding agent. After adding the P. pterocarpum plant extract into aqueous AgNO3 solution, a visible color change was observed as the colorless solution changed to yellowish brown and then dark brown which indicated the formation of Ag NPs. The color change is the most commonly used indicator for the formation of metal nanoparticles.34 The intensity of color increased with time indicating adequate growth of nanoparticles. The optical property of Ag NPs was studied with the UV–Vis double-beam bio-spectrophotometer (ELICO-BL 198) in the wavelength range of 300–800 nm. Ultraviolet visible (UV–Vis) spectroscopy was used for primary characterization35 to study the reduction in Ag ions from aqueous AgNO3 solution to Ag NPs and optical properties.36 The UV–Vis spectra showed a sharp peak in the visible region around 440 nm, as shown in Fig. 1. This was due to surface plasmon excitation, and it confirmed the formation of Ag NPs. Complete reduction in AgNO3 to Ag NPs was confirmed by the change in color from colorless to colloidal brown.37 Moreover, the formation of Ag NPs was confirmed using UV–Vis spectroscopy.23 The intensity of UV–Vis absorbance increased with the formation of silver nanoparticles.23 After completion of silver nanoparticles formation, the intensity remained constant. Figure 1 shows the UV–Vis absorbance spectra of silver nanoparticles after completion of silver nanoparticles formation. The structural characterization of the Ag NPs was performed using Powder X-ray diffractometry (SEIFERT, XRD with Cu-Kα radiation, λ = 1.540598 Å) analysis.

UV–Vis spectra of silver nanoparticles
Figure 2 depicts the XRD pattern of prepared Ag NPs. The XRD pattern shows the peaks at 2θ angles of around 38.8°, 39.9°, 46.0°, 52.7°, and 61.0° which correspond to (111), (102), (420), (104), and (531) as face-centered cubic crystal planes, respectively. The Ag NPs were analyzed under a transmission electron microscope (FEI, Tecnai F20) to know morphologies and nanostructures. The TEM image (Fig. 3) shows clearly the morphology of Ag NPs and their dispersion. The plant molecules served as capping agents. A capping agent is also called a stabilizing or productive agent. The median diameter of Ag NPs as measured from TEM images was about 86 nm.

X-ray diffractometry of silver nanoparticles

TEM image of silver nanoparticles
Cotton fabric is a rough, porous substrate made by micrometer-sized cellulose fibers aligned perpendicular to each other. Figure 4 shows the optical microscope image of a single cotton yarn. From the image, the diameter of the single cotton yarn was deduced as 200 µm. The cotton fabric substrate was coated with green-synthesized Ag NPs by immersion and ultrasonication. To incorporate the Ag NPs onto fabric, the fabric was immersed into a well-stabilized colloidal Ag NPs solution prepared from 0.01 M aqueous AgNO3 and 20 ml of P. pterocarpum flower extract at room temperature. In the second study, after immersion of fabric, the ultrasonication was carried out for 30 min. After completing the treatment, the fabric was washed several times with ethanol followed by de-ionized water to remove the excess plant extract and unspent nanoparticles. The Ag NPs were adsorbed on the surface of the cotton fabric. The incorporation of Ag NPs on the cotton fabric was ensured by assessing the color change in the fabric and measuring the reflectance spectra at wavelengths of 350–800 nm. The uncoated (pristine) cotton fabric changed its color from white to brown after treating it with green-synthesized Ag NPs, which indicated the formation of Ag NPs on the surface of the cotton fabric. Figure 5a shows the uncoated cotton fabric. Figures 5b and 5c show the Ag NPs-coated by dip and ultrasonication process, respectively. The results showed a visible color difference between uncoated and Ag NP-coated cotton fabric as shown in Fig. 5. The thickness of coating was controlled by shorter exposure times or nanoparticle concentrations. The colorfulness of fiber could be achieved by coating with anisotropic silver nanoparticles. Different morphologies of silver nanoparticles produced different colors to the fiber, because of changes in the localized surface plasmon resonance of the nanoparticles. In addition, mixing of different silver nanoparticles in different proportions extended the range of colors. This could be achieved at room temperature.38 One of the objectives of this study was to investigate the interaction between the cotton fabric surface and the metallic silver nanoparticles. There are two possibilities available for adsorption of nanoparticles, that is, the formation of chemical bonds between the silver and alcoholic or functional group of cotton and physical adsorption of Ag NPs on the fabric surface.3

Optical microscope image of cotton yarn

Digital photograph image of cotton fabric (a) before and (b) after coating with green-synthesized silver nanoparticles
The incorporation of silver nanoparticles on cotton fabric was confirmed by assessing the color change in the fabric and measuring the UV–Vis spectra (Shimadzu 3101 PC) in the wavelength range of 350–800 nm. Figure 6 shows the UV–Vis of the silver nanoparticle-coated and uncoated cotton fabrics. Surface plasmon resonance peak observed in the UV–Vis spectrometric graph indicated the adhesion of silver nanoparticles. The broad nature of the band of silver nanoparticles-coated sample depicts the wider size distribution due to aggregated particles as well as range of particle sizes. Figure 6a shows the reflectance curves of silver nanoparticle-coated and uncoated fabric. From the spectra, it is gathered that the uncoated specimen showed comparably higher reflectance values ranging from 80 to 90%. For the silver nanoparticles-coated sample, the reflectance value was decreased to 10–50%, due to the decrement of refractive index and the surface roughness of the fabric. The cotton fabric which was coated by the ultrasonication process showed the least reflectance among other samples. It transpired that a higher amount of silver nanoparticles was incorporated by ultrasonication method. It is in good agreement with other data. Figure 6b shows the UV–Vis absorbance spectra of silver nanoparticle-coated and uncoated fabrics. The intensity of absorbance was lower for uncoated fabric. A broad absorption peak was observed in the wavelength range of 400–550 nm for silver nanoparticles-coated fabrics, proving the incorporation of silver nanoparticles in a good manner. The absorbance intensity was higher for ultrasonication-coated fabric than dip-coated fabric confirming the presence of a higher amount of silver nanoparticles.

UV-DRS (a) reflectance and (b) absorbance spectra of the pristine and silver nanoparticles-coated cotton fabrics
Figure 7 shows the XRD patterns of the silver nanoparticle-coated cotton fabric and pristine cotton fabric. Figure 7a shows the diffraction peaks at 2θ values of 15.0°, 16.7°, 23.1°, and 34.1° corresponding to the (110), (110), (200), and (004) planes of pristine cotton, respectively.39 Compared to the pristine fabric, three additional peaks appeared at 2θ values of 38.2°, 45.1°, and 65.0° (Figs. 7b and 7c) for silver nanoparticle-coated fabrics. It is attributed to the values of the planes (111), (200), and (220) of silver nanoparticles, respectively. This confirms that Ag NPs were deposited on cotton fabric.

X-ray diffractometry of cotton fabric (a) before and after coating of silver nanoparticles by (b) dip and (c) ultrasonication
The surface morphology of the Ag NP-coated fabric was investigated under scanning electron microscope (SEM). Figure 8 shows the SEM micrograph images of the uncoated and Ag NP-coated fabric. In the dip coating, the fabric was immersed in colloidal silver nanoparticles solution. The major challenge in the nanodip coating is controlling the uniformity and thickness of the coating. However, the uniform coating was accomplished using green-synthesized colloidal metallic silver nanoparticles. Figure 8a shows the uncoated fabric with smooth surface and without any contaminating particles on their surfaces. Figure 8b shows the SEM images of Ag NP-coated fabric by dip method. Figures 8c and 8d shows lower and higher magnified SEM images of Ag NPs-coated fabric by ultrasonication process. The images (Figs. 8b–8d) confirmed that a rough surface with a hierarchical structure was formed by deposition of Ag NPs on the surface of the cotton fabric. From the SEM images, it is inferred that the amount of deposited Ag NPs on fabric is significantly higher for ultrasonicated fabric. The silver nanoparticles coated by the dip coating method have large particles of around 800 nm on the surface as shown in Fig. 8b. It may due to the aggregation of nanoparticles. But, in the case of the ultrasonication coating process, the silver nanoparticles uniformly dispersed on the surface of cotton fabric. Moreover, the sizes of deposited particles are smaller (100–200 nm). This might be due to the ultrasonic treatment helping to disperse the nanoparticles during the coating process. Ultrasonication did not aid in the formation of new bonds between the silver and the functional groups of the cotton fabric. Ultrasonication of a liquid caused two primary effects, namely, cavitation and heating.3 It was gleaned that the coating was due to the physical adsorption of the nanoparticles on the substrate because of the ultrasonication. Besides, the ultrasonication accelerated the adsorption of Ag NPs on the cotton fabric’s surface and hence the Ag NPs coating can be accomplished in a very short period by the ultrasonication process rather than dip method. The amount of silver content deposited on the cotton fabric surface was quantified using an inductively coupled plasma mass spectrometry (ICP-MS) instrument. The silver content was determined as 1.53 and 1.67% for dip method and ultrasonication process, respectively.

SEM image of cotton fabric (a) before, (b) dip (c) and (d) ultrasonication coating with green-synthesized silver nanoparticles
Figure 9 shows the tensile strength of the cotton fabric before and after coating of Ag NPs. Warp strength and elongation of fabrics are presented in Table 1. The tensile strength of fabric increased after the incorporation of silver nanoparticles. The uncoated cotton fabric warp strength and elongation were 3.18 kg and 9.43%, respectively. The cotton fabric which was coated by dip and ultrasonication process showed warp strength and elongation were 3.57 kg and 9.61%, and 4.20 kg and 11.10%, respectively. The Ag NP-coated fabric showed quite a high warp strength and elongation compared to the uncoated fabric. The incorporation of silver on cotton fabric was attributed to the electrostatic interaction.38 Tang et al.38 achieved the assembly of silver nanoparticles on fibers by linking of poly (diallyldimethylammonium chloride). This could create an electrostatic interaction between silver and the substrate. Sherazy et al.40 reported that the formation of hydrogen bonding between coating material and substrate leads to higher tensile strength. In this present study, the organic molecule which is surrounded by silver nanoparticles may generate a hydrogen bond with the functional group of cotton. This might be the reason for an increase in tensile strength. In the coating of silver nanoparticles, higher amounts of Ag NPs were incorporated in the ultrasonication process than in the dip method. Due to the presence of higher amounts of Ag NPs, higher tensile strength was imparted. The tensile strength of ultrasonicated fabric was higher than that of fabric coated by dip method. The observed changes in the mechanical properties of the fabric are in a range that is acceptable for standard cotton fabrics. According to these results, it is surmised that the coating of Ag NPs on cotton fabric did not cause any significant damages.

Tensile strength of cotton fabric (a) before and after coating of silver nanoparticles by (b) dip and (c) ultrasonication
Figure 10 shows the frequency dependence of dielectric constant (a), dielectric loss (b), and AC conductivity (c) of pristine cotton fabric and silver nanoparticles-coated cotton fabric. From Fig. 8a, it can be noted that the value of dielectric constant was higher for silver nanoparticles-coated cotton fabric compared with pristine cotton fabric. However, the dielectric constant decreased with an increase in frequency for all the fabrics. It may due to the space charge polarization and charge carrier which is responsible for different mechanisms of polarization. In Fig. 8b, it is observed that the value of dielectric loss is lower for silver nanoparticles-coated cotton fabric compared with pristine cotton fabric and decreases with increase in frequency for all the fabrics. Figure 8c shows the AC electrical conductivity of pristine cotton fabric and silver nanoparticles-coated cotton fabric at room temperature. It can be noted that the AC conductivity increased with an increase in frequency. As frequency increased, hopping between charge carriers increased which resulted in an increase in AC conductivity of all samples. The AC conductivity of dip coated was higher than pristine cotton fabric and lower than the ultrasonication coated. Similarly, the fabric coated by ultrasonication process had higher conductivity than the pristine and dip-coated fabrics. This might be due to the presence of higher amounts of silver. Also, the conductivity was found to increases about 2 × 108 S/cm and decreased resistivity for silver nanoparticles-coated fabric. It was due to more charge produced by silver nanoparticles.

(a) dielectric constant, (b) dielectric loss, and (c) AC conductivity of pristine cotton fabric and silver nanoparticles-coated cotton fabric
The antibacterial properties of Ag NP-coated cotton fabric were evaluated against Gram-positive S. aureus bacteria strain using the disk diffusion technique.4,32 The uncoated fabric was used as a reference. Figure 11 shows the antimicrobial activity of pristine and silver nanoparticles-coated fabric. The Ag NPs-incorporated fabric showed an inhibition zone of considerable size around the fabric (Fig. 11) for both dip and ultrasonicated specimens. The zone of inhibition represents the antimicrobial activity of Ag NPs-coated fabric. The formation of inhibition zone clearly indicates that the Ag NPs-incorporated fabric possesses antimicrobial action due to the action of Ag NPs on the organism’s membrane. The uncoated reference fabric did not show any antibacterial activity. However, since the diffusion of silver ions from the nanosilver-deposited fabric to the saline was very slow, only a small part of the total amount of silver particles could participate in antibacterial activity. The zone of inhibition was broader for ultrasonicated fabric than the dip-coated fabric. It may due to the presence of higher amounts of Ag NPs in ultrasonicated fabric sample than the dip-coated fabric. The higher diameter of inhibition zone around the sample shows that the Ag NPs-coated fabric has a better antibacterial effect against S. aureus. By increasing the thickness of the coating, it is possible to enhance the antimicrobial activity.

Digital photograph image of antibacterial activity of green-synthesized silver nanoparticle-coated fabric against S. aureus
Conclusion
Silver nanoparticles were successfully synthesized using P. pterocarpum flower extract. The synthesized Ag NPs were coated on cotton fabric so as to enhance the multifunctional properties of the fabric. The deposition of Ag NPs on cotton fabric was accomplished through a dip method and ultrasonication process. The ultrasonic treatment helped to disperse the nanoparticles and allow for homogeneous deposition. Nanoparticles were firmly adsorbed on the surface of the fabric. They were stable and could not be washed away with water. Owing to physical and chemical interaction, the nanoparticles were bound uniformly on the fabric surface. The fabric coated with Ag NPs exhibited good antibacterial activity against S. aureus bacterial strain. The advantages of this process are its ease to carry out and its efficiency. The coating can be carried out using a solution immersion method. The substances involved in this process are nontoxic, low cost, and readily available. The fabrics thus coated with Ag NPs can be used in several applications such as wound dressing, bed lining, medicinal bandages, purification of medical and food equipment, and domestic cleaning.
References
Lee, HJ, Yeo, SY, Jeong, SH, “Antibacterial Effect of Nanosized Silver Colloidal Solution on Textile Fabrics.” J. Mater. Sci., 38 (10) 2199–2204 (2003)
Bozzi, A, Yuranova, T, Kiwi, J, “Self-Cleaning of Wool-Polyamide and Polyester Textiles by TiO2-Rutile Modification Under Daylight Irradiation at Ambient Temperature.” J. Photochem. Photobiol. A, 172 (1) 27–34 (2005)
Perelshtein, I, Applerot, G, Perkas, N, Guibert, G, Mikhailov, S, Gedanken, A, “Sonochemical Coating of Silver Nanoparticles on Textile Fabrics (Nylon, Polyester and Cotton) and Their Antibacterial Activity.” Nanotechnology, 19 (24) 245705 (2008)
Khalilabad, MS, Yazdanshenas, ME, Etemadifar, A, “Fabricating Multifunctional Silver Nanoparticles-Coated Cotton Fabric”. Arab. J. Chem., in press, Corrected Proof (2013)
Lin, T, Wang, L, Wang, X, Kaynak, A, “Polymerising Pyrrole on Polyester Textiles and Controlling the Conductivity Through Coating Thickness.” Thin Solid Films, 479 (1–2) 77–82 (2005)
Varesano, A, Aluigi, A, Florio, L, Fabris, R, “Multifunctional Cotton Fabrics.” Synth. Met., 159 (11) 1082–1089 (2009)
Babu, KF, Senthilkumar, R, Noel, M, Kulandainathan, MA, “Polypyrrole Microstructure Deposited by Chemical and Electrochemical Methods on Cotton Fabrics.” Synth. Met., 159 (13) 1353–1358 (2009)
Molina, J, Delrio, A, Bonastre, J, Cases, F, “Electrochemical Polymerisation of Aniline on Conducting Textiles of Polyester Covered with Polypyrrole/AQSA.” Eur. Polym. J., 45 (4) 1302–1315 (2009)
Gorle, DB, Karuppusamy, S, Kulandainathan, MA, Heb, AD, Marken, F, “An Investigation of Electrochemical Contact Processes for Silver-Wire|Glassy Carbon and Silver-Coated Cotton Textile|Glassy Carbon.” New J. Chem., 40 2814–2822 (2016)
Gashti, MP, Katozian, B, Shaverb, M, Kiumarsic, A, “Clay Nanoadsorbent as an Environmentally Friendly Substitute for Mordants in the Natural Dyeing of Carpet Piles.” Color. Technol., 130 (1) 54–61 (2014)
Ebrahimi, I, Gashti, MP, “Chemically Reduced Versus Photo-Reduced Clay-Ag-Polypyrrole Ternary Nanocomposites: Comparing Thermal, Optical, Electrical and Electromagnetic Shielding Properties.” Mater. Res. Bull., 83 96–107 (2016)
Gashti, MP, Eslami, S, “A Robust Method for Producing Electromagnetic Shielding Cellulose via Iron Oxide Pillared Clay Coating Under Ultraviolet Irradiation”, Funct. Mater. Lett. 08 1550073(1–4) (2015)
Gashti, MP, Elahi, A, Gashti, MP, “UV Radiation Inducing Succinic Acid/Silica–Kaolinite Network on Cellulose Fiber to Improve the Functionality.” Composites: Part B, 48 158–166 (2013)
Gashti, MP, Almasian, A, “Citric Acid/ZrO2 Nanocomposite Inducing Thermal Barrier and Self-Cleaning Properties on Protein Fibers.” Composites: Part B, 52 340–349 (2013)
Gashti, MP, Almasian, A, Gashti, MP, “Preparation of Electromagnetic Reflective Wool Using Nano-ZrO2/Citric Acid as Inorganic/Organic Hybrid Coating.” Sensors Actuators A, 187 1–9 (2012)
Nooralian, Z, Gashti, MP, Ebrahimi, I, “Fabrication of a Multifunctional Graphene/Polyvinylphosphonic Acid/Cotton Nanocomposite via Facile Spray Layer-by-Layer Assembly.” RSC Adv., 6 (28) 23288–23299 (2016)
Gashti, MP, Ghehi, ST, Arekhloo, SV, Mirsmaeeli, A, Kiumarsi, A, “Electromagnetic Shielding Response of UV-Induced Polypyrrole/Silver Coated Wool.” Fibers Polym., 16 (3) 585–592 (2015)
Gashti, MP, Rashidian, R, Almasian, A, Zohouri, AB, “A Novel Method for Colouration of Cotton Using Clay Nano-adsorbent Treatment.” Pigment Resin Technol., 42 (3) 175–185 (2013)
Gashti, MP, Gashti, MP, “Effect of Colloidal Dispersion of Clay on Some Properties of Wool Fiber.” J. Dispers. Sci. Technol., 34 853–858 (2013)
Miaoa, D, Zhaob, H, Penga, Q, Shanga, S, Jianga, S, “Fabrication of High Infrared Reflective Ceramic Films on Polyester Fabrics by RF Magnetrons Puttering.” Ceram. Int., 41 1595–1601 (2015)
Miao, D, Jiang, S, Zhao, H, Shang, S, Zhu, P, “Fabrication of High Infrared Reflective AZO/Ag/AZO Films on Polyester Fabrics.” J. Mater. Sci.: Mater. Electron., 26 (2) 1198–1204 (2015)
Miao, D, Li, A, Jiangn, S, Shang, S, “Fabrication of Ag and AZO/Ag/AZO Ceramic Films on Cotton Fabrics for Solar Control.” Ceram. Int., 41 6312–6317 (2015)
Jiang, S, Miao, D, Yang, G, Chen, Z, Li, A, Shang, S, “Fabrication of Ag Thin Film on Polyester Fabric by Roll to Roll Magnetron Sputtering System.” J. Mater. Sci.: Mater. Electron., 26 3364–3369 (2015)
Cheng, Q, Li, C, Pavlinek, V, Saha, P, Wang, H, “Surface-Modified Antibacterial TiO2/Ag+ Nanoparticles: Preparation and Properties.” Appl. Surf. Sci., 252 (12) 4154–4160 (2006)
Mandal, S, Rautaray, D, Sastry, M, “Ag+–Keggin Ion Colloidal Particles as Novel Templates for the Growth of Silver Nanoparticle Assemblies.” Mater. Chem., 13 (12) 3002–3005 (2003)
Behrens, S, Wu, J, Habicht, W, Unger, E, “Silver Nanoparticle and Nanowire Formation by Microtubule Templates.” Chem. Mater., 16 (16) 3085–3090 (2004)
Babapour, A, Akhavan, O, Moshfegh, AZ, Hosseini, AA, “Size Variation and Optical Absorption of Sol–Gel Ag Nanoparticles Doped SiO2 Thin Film.” Thin Solid Films, 515 (2) 771–774 (2006)
Ulacha, AB, Rybicki, E, Zgondek, EM, Pawlaczyk, A, Szynkowska, MI, “A New Method of Finishing of Cotton Fabric by in Situ Synthesis of Silver Nanoparticles.” Ind. Eng. Chem. Res., 53 (11) 4147–4155 (2014)
Tomsic, B, Simoncic, B, Orel, B, Cerne, L, Tavcer, PF, Zorko, M, Jerman, I, Vilcnik, A, Kovac, J, “Sol–Gel Coating of Cellulose Fibres with Antimicrobial and Repellent Properties.” J. Sol–Gel Sci. Technol., 47 (1) 44–57 (2008)
Bhattacharya, D, Gupta, RK, “Nanotechnology and Potential of Microorganisms.” Crit. Rev. Biotechnol., 25 (4) 199–204 (2005)
Goodsell, DS, Bionanotechnology: Lessons from Nature. Wiley, Hoboken (2004)
Balamurugan, M, Kandasamy, N, Saravanan, S, Ohtani, N, “Synthesis of Uniform and High-Density Silver Nanoparticles by Using Peltophorum pterocarpum Plant Extract”, Jpn. J. Appl. Phys. 53 (5S1) 05FB19 1–7 (2014)
Balamurugan, M, Saravanan, S, Ohtani, N, “Synthesis of Uniform and High Density Silver Nanoparticles by Using Peltophorum pterocarpum Flower Extract”. MRS Proceedings, 1584 jsapmrs13-1584-7162 (2014)
Toshima, N, Yonezawa, T, “Bimetallic Nanoparticles Novel Materials for Chemical and Physical Applications.” New J. Chem., 22 (11) 1179–1201 (1998)
Prathna, TC, Chandrasekaran, N, Raichur, AM, Mukherjee, A, “Biomimetic Synthesis of Silver Nanoparticles by Citrus Limon (Lemon) Aqueous Extract and Theoretical Prediction of Particle Size.” Colloid Surface B., 82 (1) 152–159 (2011)
Sathishkumar, M, Sneha, K, Won, SW, Cho, CW, Kim, S, Yun, YS, “Cinnamon Zeylanicum Bark Extract and Powder Mediated Green Synthesis of Nano-crystalline Silver Particles and Its Bactericidal Activity.” Colloid Surface B., 73 (2) 332–338 (2009)
Banerjee, P, Satapathy, M, Mukhopahayay, A, Das, P, “Leaf Extract Mediated Green Synthesis of Silver Nanoparticles from Widely Available Indian Plants: Synthesis, Characterization, Antimicrobial Property and Toxicity Analysis.” Bioresour. Bioprocess., 1 (3) 1–10 (2014)
Tang, B, Li, J, Hou, X, Afrin, T, Sun, L, Wang, X, “Colorful and Antibacterial Silk Fiber from Anisotropic Silver Nanoparticles.” Ind. Eng. Chem. Res., 52 (12) 4556–4563 (2013)
Kwak, WG, Hwan, Oh, Gong, MS, “Preparation of Silver-Coated Cotton Fabrics Using Silver Carbamate via Thermal Reduction and Their Properties.” Carbohydr. Polym., 115 317–324 (2015)
Sherazy, EH, Saad, MM, Kobesy, OM, Almetwally, AA, Aly, NM, “Characterization of the Tensile Strength Properties of Hybrid Sandwich Composites.” Int. Design J., 5 1285–1292 (2015)
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Balamurugan, M., Saravanan, S. & Soga, T. Coating of green-synthesized silver nanoparticles on cotton fabric. J Coat Technol Res 14, 735–745 (2017). https://doi.org/10.1007/s11998-016-9894-1
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11998-016-9894-1