
Abstract
Clear-coated boards have not been recommended for use in exterior conditions since irradiation with visible and UV radiation darkens them and photodegrades the lignin in the wooden surface beneath the coating, leading to delamination and subsequent catastrophic coating failure due to the continued action of sun, rain, and biological factors. Many approaches to rectify this problem have been explored. Chemical modification of the surface with hexavalent chromium, reaction with various anhydrides, grafting of UV absorbers, and esterification are among the methods attempted. A second approach has been via the clear coating itself where UV absorbers, antioxidants, and ultrafine titanium and iron oxides have been added. However, these have had limited or no success in stopping photodegradation processes. Since the main cause of photodegradation is photooxidation of lignin in the wooden surface as a consequence of free radical reactions initiated by UV irradiation, the approach taken in the present study, in an attempt to enhance the weathering performance of clear-coated boards outdoors, was to delignify the surfaces of wooden boards and then apply clear coatings to try and retard possible photodegradation. Two different pretreatments were used. Firstly, chemical surface delignification with a peracetic acid treatment created a partial delignification to a depth of 2–3 mm while still retaining the structural integrity of the surface. Secondly, a preweathering treatment, which resulted in a 100-μm-deep delignification zone, was compared. The coatings applied to the exposure surface of the pretreated boards were either polyurethane or an acrylic varnish. The clear-coated boards were exposed to exterior and accelerated weathering regimes for 3 years or 3000 h, respectively. Pretreated coated boards did not darken and yellow on exposure but untreated coated boards did. However, despite apparently arresting photodegradative processes on board surfaces, there were no significant gains in the performance ratings of coated pretreated boards over those of coated untreated control boards. Explanations for this involve the effectiveness of design factors incorporated into boards for exposure trials. These factors were the fungicidal dipping of boards before coating, precoating the exposure surface with a reactive primer, and applying a full polyurethane system to the back side and edges of boards. Both pretreatments resulted in clear-coated board surfaces that performed very similarly on exposure outperforming systems reported previously. It was surprising to observe that the preweathering treatment, which resulted in a 100-μm-deep delignification zone, performed as effectively as the chemically pretreated boards with 2- to 3-mm treatment zone. However, preweathered surfaces had lost all lignin in the middle lamella and there was cell separation, whereas in peracetic acid-treated boards, there was more or less complete lignin removal from the cell corner middle lamella only and partial lignin removal from other cell wall regions. Furthermore, it is anticipated that refinements in treatment methods and coating formulations will bring desired benefits and future work should focus in this area.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
Clear coatings, such as varnishes, have a relatively short life in outdoor exposure because solar radiation can readily penetrate through such coatings and reach the wood underneath, causing degradation of cell walls and subsequent cell separation in the surface layers of wood tissues.1 This is the primary cause of failure of clear coatings. Because clear coatings do not mask the visibility of aesthetically pleasing wood surfaces to which they are applied, there is considerable interest in their use in applications where they are exposed to sunlight. Over the years, efforts have been made to develop technologies to prolong the service life of clear coatings in such situations with varying degrees of success. The various wood modification technologies (often for dimensional stabilization of the wooden substrate) and photostabilization technologies that have been employed have been referenced.2–10 Thus, it is fitting that in a description of the state of the art in the field of wood–coating interaction as established during the activities of the European Union COST E18 WG1 program, the most important gap in knowledge identified was how to prevent photochemical degradation of wood to improve the service life of transparent coated wooden materials.11
Successful weathering tests of coated photostabilized wooden surfaces require that these surfaces have two attributes. Firstly, confirmation of the chemical integrity of the wood surface itself and the modifications designed into it. Secondly, the mechanical durability of intact coated wooden materials on either exterior or accelerated exposure. These aspects are typically interlinked in a testing program.4,12,13 For example, the degradation of Pinus radiata wood surfaces during natural weathering changes surface lignin and cellulose, which in turn impacts the adhesion of acrylic latex primers.6 Preweathering effects were quantified by measuring changes in lignin content and the degree of cellulose depolymerization (viscosity method). Weathered radial surfaces, that had been acrylic-topcoated, were found to have greater adhesion failure than did tangential surfaces due to reported greater degradation of radial faces during weathering, as seen in micrographs showing greater loss of middle lamella lignin from radial cell walls.14 The presence of bordered pits, which are prone to microchecking, is one reason for the greater propensity of the radial faces of conifer wood to weather. This type of knowledge is especially important for assessing the performance of coated wooden products exposed to harsh climatic conditions.
Part 1 of this series2 dealt with peracetic acid- or accelerated-preweathering treatments to achieve controlled surface delignification in Pinus radiata boards, while retaining surface structural integrity. The delignified board surfaces were characterized by microscopic, chemical, and spectroscopic techniques. In Part 2, we describe the finishing of these boards, which had been surface-delignified with peracetic acid or preweathering treatments, with nonpigmented acrylic or polyurethane coatings. We also incorporate three design factors in the finishing of these boards, namely, a reactive isocyanate primer, fungicidal treatment, and back-sealing of boards with a full polyurethane coating. The overall intent was to design an exterior board surface protection system employing a clear, flexible, durable, and hydrophobic polymer coating that, when applied to a partially delignified surface, could result in enhanced exterior performance. From Part 1 of this work, peracetic acid-treated boards have been characterized as having deeper delignification than the preweathered boards, and so a reasonable hypothesis is that peracetic acid-treated coated boards should therefore be better at enhancing exterior performance than preweathered-coated boards. We provide a comparative assessment of the weathering performance of such boards after three years of exterior exposure or 3000 h in an accelerated weathering chamber seeking to ascertain the photostability and weather resistance of these boards and to test our hypothesis on whether peracetic acid treatment enhanced coating performance more than the preweathering treatment.
Experimental
Materials
Machine-surfaced, kiln-dried, defect-free Pinus radiata sapwood (400 × 100 × 20 mm3; L × T × R) was used for preweathering and peracetic acid treatments.
Peracetic acid treatment of wooden boards
Twenty filleted boards were immersed and treated in 10.7% m/v peracetic acid solution as described in Part 1 of this series. After 40 min, the peracetic acid concentration in the reaction vessel was 0.1%, the reaction had stopped, and the reaction vessel was filled to the top with water to keep samples immersed. The boards were rinsed several times with water and then with 0.1 M sodium hydroxide at 50°C for 1 h, rinsed twice with water, followed by a 1-h acetic acid (0.1% v/v) wash. A second acetic acid wash was then carried out (30 min). Boards were rinsed three times with water. The peracetic acid in the reaction liquid used was neutralized with iron filings. A 7.5-M NaOH solution was added until neutral (pH 6–7). This solution could be disposed of through the normal waste-water channels.
Accelerated weathering pretreatment of wooden boards
Pinus radiata boards [400 × 100 × 20 mm3 (L × T × R) and 230 × 60 × 10 mm3 (L × T × R)] were exposed in a xenon-arc-accelerated weathering chamber (Atlas Wi65 weatherometer) using a standard cycle of 102 min of irradiation followed by 18 min of water spray for a period of 450 h as described in Part 1 of this series.2
Fungicidal treatment
Half of the peracetic acid-treated and preweathered boards were treated with an aqueous antisapstain solution containing the biocides, methylene bisthiocyanate (0.26% v/v) and octylisothiazolinone (0.052% v/v), by immersion for 1 min. All samples, whether fungicide-treated or not, were placed, filleted, in a fume hood at room temperature (23°C) for mild drying by ventilation for 21 days.
Coating application
Surface-delignified boards were conditioned at 20 ± 2°C and relative humidity of 65 ± 5% until constant weight was reached prior to coating. The dimensions of boards for exterior exposure were 375 × 100 × 20 mm3 (L × T × R) and for weatherometer exposure were 230 × 60 × 10 mm3 (L × T × R).
Commercially available coating products were used. The primer and topcoats were spray applied at the manufacturer’s recommended spreading rate. A light sanding was carried out after the first topcoat. The primer was a Duracoat moisture-cured isocyanate from Uroxsys Ltd., New Zealand; the topcoat was either a two-pot polyurethane varnish, Bayer Desmophen A665 (hydroxyl-bearing polyacrylate)/Desmodur N3390 (aliphatic polyisocyanate hardener based on hexamethylene diisocyanate); or an acrylic topcoat, a waterborne thermoplastic, Viscopol 6882, from Nuplex Industries, New Zealand. The boards were weighed immediately before and after each coating application. The reported topcoat coating coverage (m2/L) refers to first and second applications combined, as this relates to the dry film thickness of the whole topcoat. All peracetic acid-treated boards were back- and end-sealed with three coats of the Bayer A665 varnish. Most preweathered boards were also coated in a similar fashion; however, for comparative purposes, a set of preweathered boards was not back-sealed, fungicide-treated, or primer-coated.
Coating thickness
Three 60-μm-thick transverse sections were cut with a sliding microtome from four positions across each board and mounted in glycerol on a glass slide. Dry film thickness measurements were then made at five locations along the coating on each section using a light microscope equipped with a scale, which was calibrated with a micrometer.
Microscopy of coating penetration into delignified surfaces
Microtome-cut sections of samples prepared for dry film thickness measurements were also used to investigate primer and coating penetration into treated and untreated boards prior to the exposure trials. Sections were taken from three places on the boards and for each sample three slides were prepared, each containing three sections. The sections were prepared as described in the first part of this paper.2 They were stained with toluidine blue and Sudan IV to contrast wood cell walls and the coating, respectively. Stained sections were mounted on a glass slide and examined and photographed using a Zeiss Axiovert 200 Inverted Microscope.
Exposure trials
The exterior exposure was carried out in Rotorua, New Zealand, on racks inclined at an angle of 45° to the horizontal facing north.15 The boards were exposed for a period of three years from 2001. Unexposed boards of each set were stored indoors, in darkness, at 20°C over the exposure period. The samples for accelerated exposure were exposed in an accelerated weathering chamber (Atlas Ci65 weatherometer), using a standard cycle of 102 min of xenon arc irradiation followed by 18 min of water spray, for a period of 3000 h.
Assessment of exposed boards
The mass of coatings applied and the color of boards were determined before exposure. After exposure, the boards were examined and rated for blistering while still on the exposure racks. The samples were then taken into the laboratory, filleted and conditioned for 6 weeks at 20°C and 65% relative humidity. Color and adhesion ratings were made after sponging the exposed panels with clean lukewarm water to remove surface deposits and atmospheric pollutants and then surface drying at ambient temperature of about 23°C for 4 h. The performance criteria assessed16 were blistering, cracking, flaking, and adhesion failure, with samples rated from 0 (no defects) to 5 (severe defects). Additional examination and ratings were carried out to also assess mold growth, color, and coating thickness. A Konica Minolta Chroma Meter CR-400, using the three coordinate CIE L* a* b* color space,17 was used for color measurement. A change in the color was calculated as change in L*, a*, or b* or as the scalar quantity ΔE, which represents the size of color change without giving information about what the color change is. The method for coating thickness measurement was described in a preceding section.
Results
Coating penetration
In the untreated (control) boards, the coating did not penetrate deeply into wood, coating penetration being confined to the exposed lumina of tracheids in the outermost cell layer (Fig. 1). However, the rays penetrated deeply. In comparison, in both peracetic acid-treated and preweathered boards, the coating penetration was deeper (Figs. 2 and 3). The depth of coating penetration was greater in peracetic acid-treated boards (Fig. 2) as compared to preweathered boards (Fig. 3), but the depth was variable. The depth of coating penetration in preweathered boards was more uniform, and was confined to 3–4 outer cell layers, which appeared to be most heavily weathered (Fig. 3). The rays penetrated well in all boards, including the untreated control.

Light micrograph of transverse section through coated untreated (control) board. The coating has penetrated only into rays and the exposed lumina of tracheids in the outermost layer. Bar = 200 μm

Light micrograph of transverse section through coated peracetic acid-treated board. The coating has penetrated tracheids in the surface and subsurface layers, although the depth of coating penetration is variable. Rays are penetrated deeply. In some places, the coating film has detached from the board surface during sectioning. Bar = 200 μm

Light micrograph of transverse section through coated preweathering-treated board. The coating has penetrated into the surface of the board, penetration being confined to the outer 3–4 layers of tracheids. In some places, the coating film has detached from the board surface during sectioning. Bar = 200 μm
It is apparent from the light micrographs illustrated that both pretreatments increased the porosity of the outer cell layers in the board. Consequently, the depth of coating penetration was greater in the pretreated boards as compared to the untreated boards. However, during sectioning the coating tended to detach in places from the surface of pretreated boards, indicating that despite increased porosity, the coating did not interlock into the surface sufficiently for the wood–coating interface to overcome the mechanical stresses generated during sectioning. The tracheids in the surface layers of pretreated boards tended to separate in the region of middle lamella,1,2 being more severe in preweathered boards,1 and this region of cells would be one distinct point of weakness if the coating did not penetrate sufficiently and also uniformly enough to stabilize this region.
Coating coverage, absorption, and dry film thickness
The average coverage rate of peracetic acid-treated boards coated with the primer was 5.8 m2/L and for the preweathered boards 5.0 m2/L compared with 9.6 m2/L for the untreated boards (Tables 1, 2 and 3). The reduced coverage for the treated boards reflects greater absorption of primer by surfaces that have been modified by the treatments. Once the primer had been applied to seal the board surface, the average coverage rate for both topcoats was similar (5.0–6.6 m2/L; Tables 2 and 3).
The greater absorbency of the peracetic acid-treated surfaces resulted in higher coverage rates than the untreated boards leading to a higher dry film thickness of the primer (23 vs 10 μm) on the treated surfaces (measured on the boards that were not topcoated). For peracetic acid-treated boards, the average dry film thickness for the polyurethane topcoat was 90 μm and for the acrylic topcoat 85 μm (Tables 2 and 3), values commensurate with the solids contents of the two topcoats (Table 1).
Change in color
Exterior exposure
If ΔE values are considered, the values for unexposed boards are very similar (3.3–4.3) for primer-only and both topcoated boards (Tables 4 and 5). For peracetic acid-treated and exterior-exposed boards, ΔE values are very similar to their unexposed counterparts, indicating overall only a small color change. With the untreated boards, ΔE values are higher than their unexposed counterparts, indicating a discernible color change, the boards being darker and yellower. On exterior exposure of the back-sealed, preweathered boards, similar patterns for the ΔE values occur again and are larger than for the unexposed controls. However, this time the change is to a lighter and less yellow color. When the preweathered boards were neither back-sealed nor fungicide-treated, there was a considerable jump in the color change, but for these boards there was a milky white color over half the board surface, indicating moisture interaction with the coating and possibly an early stage in a delaminating process.
Accelerated exposure
The color of peracetic acid-treated PU-coated boards after 3000 h of accelerated weathering in the weatherometer was similar by eye to that of the unexposed control, although the Δb value showed considerable reduction in yellowness while the unexposed peracetic acid-treated PU-coated board had minimal reduction in yellowness (Fig. 4). The untreated PU-coated boards turned dark brown after 3000 h of accelerated exposure as board color darkened strongly, and became yellower and redder. The color of the untreated PU-coated board, which was not exposed, did not change.

Left: Average (n = 3) changes in L*, a*, and b* color parameters of pine boards with peracetic acid treatment (3—acrylic topcoated; 7—PU topcoated) and without peracetic acid treatment (12—acrylic topcoated; 16—PU topcoated) during 3000 h of weatherometer exposure. Right: Average (n = 3) changes in L*, a*, and b* color parameters of pine boards with weatherometer pretreatment (2, 8—acrylic topcoated; 5, 11—PU topcoated) during 3000 h of weatherometer exposure. Boards 3, 7, 12, 16, and 2 and 5 were immersion-dipped in fungicide, had reactive primer applied and were back-sealed with PU. Boards 8 and 11 were not fungicide-dipped, reactive primer-coated, or back-sealed
The rate of change in L* a* b* values of the peracetic acid-treated boards over exposure time in the weatherometer contrasts sharply with that of the untreated exposed boards (Fig. 4, left). There is minimal change in L* and a* for the treated boards but discoloration increases with time for the untreated boards. For Δb*, the rate of change is greatest in the first 500 h, for both treated and untreated boards, except that treated boards become less yellow while the untreated boards yellow. The weatherometer pretreated boards (Fig. 4, right) have color changes very similar to those of the peracetic acid-treated boards, and lack of primer, fungicide, and back-sealing does not result in significant differences.
Weathering performance
Successful exterior weathering performance is a necessary complement to color-stabilized wooden surfaces to realize a durable clear-coated wooden product for exterior service. The weathering performance factors considered are blistering, flaking, checking, cracking, and mold growth. Chalking was not considered since nonpigmented coatings were used. Adhesion failure was also assessed as a further factor since it is also important to coating performance.
Exposure of peracetic acid-treated boards
The weathering performance factors of blistering, flaking, cracking, and mold growth, on both exterior and accelerated weathering of coated peracetic acid-treated boards that were fungicide-dipped, primed, and back-sealed, resulted in ratings of 0 or 1 in all but one instance when substantial mold grew on acrylic-coated boards on exterior exposure (these boards also had a moderate adhesion failure rating of 3) (Table 6a and 6b). The performance of the acrylic-coated and PU-coated untreated boards (ratings ≤1) was generally very good.
Exposure of preweathered boards
The weathering performance factors of blistering, flaking, cracking, and mold growth, on both exterior and accelerated weathering of coated preweathered boards that were fungicide-dipped, primed, and back-sealed, resulted in ratings of 0 or 1 in all but two instances when substantial checking occurred in PU-coated boards on accelerated exposure (Table 7a and 7b). Furthermore, adhesion failure occurred on acrylic-coated pretreated boards in both weathering situations. Boards not having either peracetic acid or preweathering treatments, but with back-sealing, fungicide treatment, and precoating with a reactive primer and then a varnish, exhibited only minor defects on weathering. The performance of coated untreated control boards was similar to the peracetic acid-treated set.
Discussion
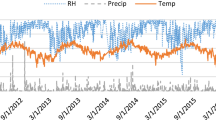
The severity of weathering varies depending on exposure sites. The conditions of exposure in Rotorua, New Zealand are fairly aggressive, as shown previously for the exposure site in Rotorua.18 Climate indice (CI) models were calculated as part of a study comparing the weathering of wood in New Zealand and Germany. Climatic index values for Rotorua, New Zealand were 50% higher than those in Braunschweig, Germany. The CI index is a measure likely to be related to the severity of weathering exposure at various sites around the world.
This trial incorporated several optimization factors, determined through previous trial work, for the exterior performance of clear-coated boards. The systematic design factor was pretreatment of boards to remove much of the surface lignin producing lighter colored boards. This would minimize light and heat absorption and eliminate the need for the use of UV absorbers and pigments. Boards should also be immersion-dipped for fungicidal protection.
Reactive primers should be applied to penetrate and seal the more highly porous pretreated surface, followed by the application of clear varnishes with a dry film build of over 80-μm thick.
A further coating innovation is to back- and end-grain seal boards with three coats of polyurethane to prevent moisture penetration into the boards. Testing should be challenging to stress the boards and requires 3 years of exterior exposure and 3000 h of accelerated weathering. Finally, preservative treatment was not included in the test boards in anticipation that enhanced penetration and sealing of all board surfaces, including the backs, with fully applied topcoats would prevent entry of water/moisture into the boards and hence also decay.
The coating coverage was consistent with higher coating absorbency for pretreated surfaces. The incorporation of more polymer within the surface layers results in a wood-polymer composite region that could perform more effectively and with greater functionality than achieved with a straight varnish application. The most important functions of this wood-polymer region are no photodegradation, hydrophobicity, and elasticity, which were derived from a combination of factors attributable to the greater penetration of coatings; the use of flexible nonyellowing coatings; and the lighter, less heat-absorbing nature of the delignified wooden surfaces.
Extent to which delignification pretreatments and system design factors improved coating performance
The data presented (Fig. 4; Tables 4 and 5) show that in both peracetic acid-treated and preweathered boards, color stability/photostabilization improved significantly after exposure compared to untreated boards. Weathering performance was also significantly better. Implicit in this is that optimal design factors are employed. These factors are fungicidal treatment, use of a reactive isocyanate primer, and a full coating system on the back side of boards in addition to the clear coatings on the exposed face. The performance achieved with these systems contrasts with the performance of untreated boards without fungicide, reactive primer, and back-sealer, which resulted in failure within a two-year exterior-exposure period (results from earlier trials; unpublished). It also contrasts with the exterior performance of preweathered boards without fungicide, reactive primer, and back-sealer which resulted in 22% increase in moisture content, and ratings of 3 and 4 for flaking and cracking, respectively, after 3 years of exterior exposure (Table 7a).
Differences between the effectiveness of the two selected delignification pretreatments
The slightly different color change on exterior exposure of peracetic acid-treated (constant lightness and less yellow) and preweathered boards (toward lighter and even less yellow appearance) may be related to different residual lignin contents of surface layers in the peracetic acid-treated and preweathered boards, although the lignin concentration in the preweathered sample surfaces was not determined. When preweathering of southern yellow pine with a high-pressure quartz, mercury vapor lamp was carried out for 1000 h, without water washing the wooden surface, the lignin content fell from 28% to 14.5%,19 a number comparable to the lignin content in our work of 13.2%, following oxone treatment of microtomed sections with alkaline washing.2 Acetyl bromide analyses of surface sections from boards showed lignin levels of 4–8%, about 100 μm below peracetic acid-treated surfaces. Our preweathering treatment, while shorter in duration (450 h), but with water washing, produced a 100-μm-thick lignin-depleted surface zone, which appears in a more deformed state than that resulting from the chemical treatment, which may be indicative of weaker cell walls as a consequence of greater lignin loss. The lignin content of this thin delignified zone following preweathering was not quantified, although infrared spectra of these surfaces revealed no skeletal aromatic lignin band at 1510 cm−1 (spectra not shown). Consequently, a comparison of the rates of color change cannot be made on the basis of surface lignin concentration. The different treatments will result in a different residual chemical composition of cell walls (with depth), especially chromophore populations. The impact of exterior irradiation of visible and ultraviolet light with possibly different chromophoric species in the chemically altered surfaces will therefore result in different light absorption and scattering coefficients and the observed rates of color change are a consequence of these.
When weathering performance data were summed for each delignification treatment and exposure type (Table 8), peracetic acid treatment led to sums of zero for both acrylic- and polyurethane-coated systems exposed to 3000 h in a weatherometer as opposed to sums of 2 for both coating types on preweathered boards after exterior exposure. The reverse pattern was seen on exterior exposure where both coating types on preweathered surfaces were rated lower than their peracetic acid-treated counterparts, the polyurethane system having no defects and the acrylic system having a serious adhesion failure. Presumably, three years of exterior weathering is more severe than 3000 h of accelerated weathering as the weathering performance sums are higher for exterior weathering.
In Pinus radiata, photodegradation processes are normally indicated in a darker and yellower color. The finding that the very thin delignification zone in the preweathered boards was equally effective in stopping photodegradation, compared to the peracetic acid-treated boards, suggests that the intensity and the depth of the peracetic acid treatment do not retard photodegradation further after the initial 100 μm has been treated. This could have important implications for peracetic acid treatment since less harsh conditions to effect a shallower delignification may be equally effective. The complete removal of lignin from the middle lamella in the preweathered boards, resulting in cell separation, may therefore result in a region that is effective in blocking photodegradation. In contrast, the removal of lignin from only the cell corner middle lamella of cells but without cell separation, in peracetic acid-treated boards, may indicate that the smaller delignification zone in preweathered boards is more effective, per μm3, than the peracetic acid treatment, in retarding photodegradation.
Practical implications of findings
Despite a greater coverage rate of applied coatings and greatly reduced photodegradation of the surfaces after exposure of both peracetic acid-treated and preweathered boards, there were no significant gains in the rated weathering performance coating over coated untreated control boards (except in color stability). This can be attributed to the following factors. Firstly, although delignification rendered the board surfaces more photostable, allowing greater absorption of coating material, the coating penetration and distribution did not appear to be sufficiently uniform to provide effective mechanical interlocking. This is significant, considering that tissue stability, particularly in the outermost layers, is compromised from the delignification treatments. During sectioning, detachment of the coating applied to both types of delignified surfaces supports this view. And secondly, the time of exposure was not sufficiently long for a meaningful comparison. The performance of the coatings applied to untreated boards could well be inferior over a longer exposure period, as cell separation in the outermost tissue layers of boards resulting from photodegradation would be sufficient to initiate coating detachment, leading to accelerated coating failure.1
This study was restricted to the use of flat-sawn Pinus radiata sapwood. During exterior weathering, especially of uncoated boards, the checking resulting from cyclic dimensional change originates in ray cells on the tangential face. In contrast, severe and intense checking is caused by the delignification treatments and is revealed on drying. Compared to the preweathering treatment, peracetic acid pretreatment is a more aggressive treatment creating denser checking especially over the latewood regions. The physical impact of these checks is cause for concern with regard to subsequent coatings and performance. Another important factor to consider is that pretreated wood may be more prone to checking as both chemical and weathering pretreatments are likely to weaken ray cells, which can act as points of initiation of checks.
Due to these effects, there is a real need for improved mechanical stabilization of delignified surface layers and it is improvements in coating formulation and/or application practices that may be able to achieve this through development of a more effective 1- to 3-mm-thick wood-coating interface zone displaying increased penetration and adhesion between the coating polymers and the wood tissue.
The checking and the subsequent mold growth in these regions have proved to be the weakest point in achieving the desired coating performance to date. Weathering-induced checking (dominant in latewood bands) of peracetic acid-treated boards suggests that the primer and the topcoat application were not successful in a robust and completely effective manner in sealing the board surface in a weatherproof way for exterior exposure, which resulted in penetration of water at some points and the weathering effects observed.
This warrants further development in coating formulation and application methods to ensure that the benefits of the photostabilized surfaces can be translated into high performance of the surfaces also in exterior weathering situations. The wood–polymer composite surface zone must retain integrity, while board movement occurs in response to different temperatures and moisture contents (the moisture content of fully coated boards would change slowly due to the permeation of gaseous moisture into and out of boards over weeks and months). The tendency for coatings to detach from the surface of pretreated boards during sectioning also indicates that the applied coatings did not satisfactorily stabilize pretreated surfaces. This is in agreement with a report on adhesion and weathering performance of waterborne coatings,20 which showed that preweathering of softwood substrates had a negative impact on adhesion. Preweathering increases latewood adhesion of film-forming finishes and decreases earlywood adhesion.21,22
It is known that drying check formation is less common in quarter-sawn surfaces compared with flat-sawn surfaces.23 The peracetic acid pretreatment resulted in dense microchecking of flat-sawn faces, but the checking density was greatly reduced on the quarter-sawn edges of the boards, especially since the area of latewood was significantly less than that of earlywood. This factor may be considered in future developments aimed to produce photostable, durable wood–polymer composite surfaces.
If these issues are satisfactorily resolved, then potentially, peracetic acid or preweathering delignification appears to be a suitable technology for controlled surface delignification that can be developed into an industrial process for producing photostable wooden surfaces for subsequent finishing with clear coatings. If such products were to be produced for application in the cladding market, the product would need to be machined to final dimensions before treatment since only a photostabilized surface layer results from delignification and this cannot be subsequently machined or sanded. This is most pertinent to the preweathered board surface since it is only about 100-μm thick. The peracetic surfaces have a 2–3 mm-deep envelope that may survive a light sanding. The design factors for optimal performance included fungicidal treatment; preservation treatment would also be required. The requirement for full-film build on the back side and edges of the board means that a factory-finishing operation is most likely required for the full finishing process. The finished high-value boards would require good protection until installation as part of a cladding system.
Our work focused on a surface delignification pretreatment to eliminate the source of photoinstability rather than employ clear coatings loaded with UV absorbers or pigments to combat and possibly mitigate photodegradation effects. In the work reported here, clear-coated boards were exposed for three years outdoors in Rotorua, New Zealand. The climate index for this site reflects a 50% more severe weathering environment than that in Braunschweig, Germany, indicating that a challenging set of climatic forces were present. When the 3000 h of xenon arc exposure is also considered, the photostability and the durability reported here appear to reflect an increase over previously achieved performance of clear-coated boards. However, much of the previous chemical modification work focused on achieving dimensional stability of wood, rather than on wood appearance and aesthetics. Very little if any work on clear-coated Pinus radiata is in the literature. Studies on other pine species included use of ultrafine iron oxides in highly extensible clear alkyds24 or modification with a polystyrene–maleic anhydride copolymer prior to clear coating.25 For other species, studies have involved nanoparticle-sized TiO2 pigments in clear water-based acrylic and isocyanate-based acrylic coatings,26 acetylated or alkylated sugi, finished with a transparent acrylic silicon varnish,27 and grafted UV absorbers finished with clear spar varnish, or clear exterior polyurethane4; however, exterior performance was not significantly advanced. One fruitful area involved the use of hexavalent chromium ions—known to photostabilize timber surfaces and to also waterproof them.28–30 However, the use of hexavalent chromium has two disadvantages, it is not acceptable environmentally and the use of transition metals results in strongly colored wooden surfaces.
Conclusions
Pinus radiata surfaces, delignified by two treatments, peracetic acid and preweathering, were characterized in Part 1 of this series. In Part 2, boards from those treatments were clear-coated. The board preparation also incorporated design factors (all-side fungicidal treatment, a reactive isocyanate primer prior to topcoating, and a full back-side coating) that proved to be very effective in their own right since untreated boards with these factors performed very well on exposure. The clear-coated boards were exposed to either 3000 h of xenon arc irradiation or 3 years of exterior exposure in Rotorua, New Zealand. Board assessment after exposure showed that both delignification treatments resulted in clear-coated boards with very similar exposure ratings, with peracetic acid treatments being marginally better than preweathering treatment following xenon arc exposure and preweathering treatment being slightly better than peracetic acid treatment following exterior exposure. That the peracetic acid treatment did not perform significantly better than the preweathering delignification treatment was a surprise since the reaction zone was 2–3 mm deep compared to 100 μm for the preweathering treatment. This could mean that the preweathering treatment is a more effective treatment on a volume basis. A conclusion from this is that the thinner envelope affords the same photoprotection as the thicker one suggesting perhaps that the peracetic acid delignification treatment could be carried out to a lesser degree without sacrificing protection effectiveness while also preserving a more mechanically sound surface. It is still unclear as to whether one pretreatment is better than the other. While weathering performance appears similar, further work is required to determine whether a shorter preweathering period less than 450 h would be as effective and whether a shorter treatment time under the same conditions would produce an effective peracetic acid-delignified zone. The answers to these questions may be a good guide for optimizing conditions to develop a high-performing working system. In comparison with previous treatments and designs, the performance of the boards in the current work represents the best performance of clear-coated boards to date by a considerable margin.
References
Singh AP, Dawson BSW, The Mechanism of Failure of Clear Coated Wooden Boards as Revealed by Microscopy. IAWA J., 24(1), 1–11 (2003)
Dawson, BSW, Singh, AP, Kroese, HW, Schwitzer, MA, Gallagher, S, Riddiough, SJ, Wu, S, “Enhancing Exterior Performance of Clear Coatings Through Photostabilisation of Wooden Surfaces. Part 1: Treatment and Characterisation.” J. Coat. Technol. Res., 5 (2) (2008)
Derbyshire H, Miller ER, The Photodegradation of Wood During Solar Irradiation. Holz als Roh- und Werkstoff 39, 341–350 (1981)
Williams RS, Effect of Grafted UV Stabilizers on Wood Surface Erosion and Clear Coating Performance. J. Appl. Polym. Sci., 28, 2093–2103 (1983)
Evans PD, Michell AJ, Schmalzl KJ, Studies of the Degradation and Protection of Wood Surfaces. Wood Sci. Technol., 26, 151–163 (1992)
Evans PD, Thay PD, Schmalzl KJ, Degradation of Wood Surfaces During Natural Weathering. Effects on Lignin and Cellulose and on the Adhesion of Acrylic Latex Primers. Wood Sci. Technol., 30, 411–422 (1996)
Hill CAS, Cetin NS, Quinnery RF, Derbyshire H, Ewen RJ, An Investigation of the Potential for Chemical Modification and Subsequent Grafting as a Means of Protecting Wood Against Photodegradation. Polym. Degrad. Stab., 72, 133–139 (2001)
Evans PD, Owen NL, Schmid S, Webster RD, Weathering and Photostability of Benzoylated Wood. Polym. Degrad. Stab. 76, 291–303 (2002)
George B, Suttie E, Merlin A, Deglise X, Photodegradation and Photostabilisation of Wood – The State of the Art. Polym. Degrad. Stab. 88, 268–274 (2005)
Xie Y, Krause A, Mai C, Militz H, Richter K, Urban K, Evans PD, Weathering of Wood Modified with the N-methylol Compound 1,3-Dimethylol-4,5-dihydroxyethyleneurea. Polym. Degrad. Stab. 89, 189–199 (2005)
de Meijer, M, “Wood Coating Interaction.” Proc. Fourth International Woodcoatings Congress, The Hague, October 2004
MacLeod IT, Scully AD, Ghiggino KP, Ritchie PJA, Paravagna OM, Leary B, Photodegradation at the Wood-Clearcoat Interface. Wood Sci. Technol. 29, 183–189 (1995)
Kiguchi M, Evans PD, Ekstedt J, Williams RS, Kataoka Y, Improvement of the Durability of Clear Coatings by Grafting of UV-Absorbers on to Wood. Surf. Coat. Int. Part B: Coat. Trans., 84 (4), 263–270 (2001)
Kuo M-L, Hu H, Ultrastructural Changes of Photodegradation of Wood Surfaces Exposed to UV. Holzforschung, 45 (5), 347–353 (1991)
ISO 2810-1974, “Paints and Varnishes – Notes for Guidance on the Conduct of Natural Weathering Tests.” ISO Standards Handbook 24, Paints and Varnishes, 1st ed. ISO (1985)
EN 927-3:2000, “Paints and Varnishes – Coating Materials and Coating Systems for Exterior Wood. Part 3. Natural Weathering Test” (2000)
Colorimetry, 2nd ed., CIE Publication No. 15, Supplement No. 2, “Recommendations on Uniform Color Spaces – Color Difference Equations – Psychometric Color Terms.” Central Bureau of the Commission Internationale de I’Eclairage, Vienna (1986)
Dawson BSW, Goettgens A, Hora G, Natural Weathering Performance of Exterior Wood Coatings on Pinus sylvestris and Pinus radiata in Germany and New Zealand. J. Coat. Technol. Res., 2 (7), 539–546 (2005)
Hon N-S, Chang S-T, Surface Degradation of Wood by Ultraviolet Light. J. Polym. Sci., 22, 2227–2241 (1984)
Van den Bulcke J, Rijckaert V, Van Acker J, Stevens M, Adhesion and Weathering Performance of Waterborne Coatings Applied to Different Temperate and Tropical Wood Species. J. Coat. Technol. Res., 3 (3), 185–191 (2006)
Williams RS, Winandy JE, Feist WC, Paint Adhesion to Weathered Wood. J. Coat. Technol., 59 (749), 43–49 (1987)
Thay PD, Evans PD, The Adhesion of an Acrylic Primer to Weathered Radiata Pine Services. Wood Fiber Sci., 30 (2), 198–204 (1998)
Walker, JCF, “The Drying of Timber.” In Primary Wood Processing, Principles and Practice, pp. 247–284. Walker, JCF, co-authors, Butterfield, BG, Langrish, TAG, Harris, JM, and Uprichard, JM. Chapman and Hall, London (1993)
O’Hara K, Newton L, The Formulation of High Durability Exterior Varnish Stains. JOCCA 2, 44–54 (1987)
Grelier S, Castellan A, Podgorski L, Use of Low Molecular Weight Modified Polystyrene to Prevent Photodegradation of Clear Softwoods for Outdoor Use. Polym. Degrad. Stab. 92, 1520–1527 (2007)
Allen NS, Edge M, Ortega A, Liauw CM, Stratton J, McIntyre RB, Behaviour of Nanoparticle (Ultrafine) Titanium Dioxide Pigments and Stabilisers on the Photooxidative Stability of Water Based Acrylic and Isocyanate Based Acrylic Coatings. Polym. Degrad. Stab. 78, 467–478 (2002)
Kiguchi M, Photo-deterioration of Chemically Modified Wood Surfaces: Acetylated Wood and Alkylated Wood. JARQ, 31 (2), 147–154 (1997)
Williams RS, Weathering of Wood. in Handbook of Wood Chemistry and Wood Composites, RM Rowell (Ed.), CRC Press, Boca Raton, 2005
Schmalzl KJ, Forsyth CM, Evans PD, Evidence for the Formation of Chromium (III) Diphenoquinone Complexes During Oxidation of Guaiacol and 2,6-Dimethoxyphenol with Chromic Acid. Polym. Degrad. Stab. 82, 399–407 (2003)
Hon DN-S, Chang S-T, Photoprotection of Wood Surfaces by Wood-Ion Complexes. Wood Fiber Sci., 17 (1), 92–100 (1985)
Acknowledgments
Paul Armistead of Bayer New Zealand and Phil Coveny of Nuplex Industries are thanked for provision of resins and assistance in formulating of topcoats. Anni Ratz of Ensis is thanked for assistance in producing light micrographs. This work was funded by the New Zealand Foundation for Research, Science and Technology.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article
Cite this article
Dawson, B.S.W., Singh, A.P., Kroese, H.W. et al. Enhancing exterior performance of clear coatings through photostabilization of wood. Part 2: coating and weathering performance. J Coat Technol Res 5, 207–219 (2008). https://doi.org/10.1007/s11998-008-9090-z
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11998-008-9090-z