
60NiTi is an alloy with 60 wt% of nickel (Ni) and 40 wt% of titanium (Ti). This alloy was developed in the 1950s at the Naval Ordnance Laboratory (NOL) along with 55NiTi (55 wt% of Ni and 45 wt% of Ti). Both of these alloys exhibit the shape memory effect to different extents. The unique properties of 60NiTi, which are suitable for surface engineering (tribological) applications, are enumerated here. With appropriate heat treatment, this alloy can achieve high hardness (between Rc 55 and Rc 63). It has very good corrosion resistance and is resilient. Machinable before its final heat treatment, this alloy can be ground to fine surface finish and to tight dimensions. At one time, due to the popularity and wider applications of 55NiTi, the study of 60NiTi suffered. Recently, 60NiTi alloy gained some technological advantages due to advanced materials synthesis processes and progress in surface engineering. A feasibility study of 60NiTi bearings for space application has shown promise for its further development and suitability for other tribological applications. This report focuses on an overview of the properties and potential tribological and biomedical applications of 60NiTi.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
Introduction
Surface engineering is an interdisciplinary field, which generally deals with the development of surfaces for functional or aesthetic applications. The functionality of surfaces includes hydrophobicity, hydrophilicity, corrosion resistance, wear resistance, low friction, or high friction surfaces. Functional surfaces find their applications in several fields including semiconductors, agriculture, transportation, pharmaceuticals, biomedical, health and safety, and homeland security.
Functional surfaces can be developed using coatings or heat treatment and are used for several applications.1 For instance, in biomedical applications, functional coatings adopted for surgical instruments are low-friction chromium, titanium anodizing, aluminum anodizing, electropolishing, passivation, and various vapor deposition-type coatings.2 In the orthodontic applications, teeth need to have mobility between surrounding wires and brackets. These movements can be facilitated by using low friction materials. Diamond Like Coating (DLC) films are suitable for these applications with high hardness, low coefficient of friction, and biocompatibility.3–5 Diamond coated cutting tools are also used for biomedical applications.6
In the U.S. marine industry, commercial fishing is one of the most hazardous occupations. This work is mostly performed in extreme weather conditions, such as extreme temperatures, too bright light, lack of daylight, long work hours, and on unstable platforms. Deck surfaces can be more slippery due to the presence of water, snow, ice, oils, fish/shellfish body tissues and fluids, and other potential deck contaminants. Surface treatments and/or coatings are some of the most effective methods to address the friction requirement on such work surfaces.7 A flooring (deck) surface that has a coefficient of friction high enough to avoid the slippery conditions can prevent accidents under these working surfaces. Maritime industry often addressed these challenges by the application of nonskid deck coatings on steel surfaces.8
Temperature resistance is another application of functional surfaces. In 1958, the Naval Ordnance Laboratory (NOL) was looking for a suitable material that could withstand the high temperature of a missile reentry nose cone.9 Few binary alloy systems were selected to study their properties for this application. The focus was to select an alloy system that forms one or more high-temperature intermetallic phases. Among all selected alloys, an equiatomic nickel-titanium alloy system was selected for detailed study due to their better impact resistance.9 Ni-Ti alloy with 55 wt% of Ni (50 at.% of Ni) showed the shape memory effect, superelasticity, and very good corrosion resistance. During this study, another Ni-Ti alloy was studied with 60 wt% of Ni (55 at.% of Ni). This alloy had higher brittleness. These alloys are recognized as 55NiTi and 60NiTi based on their weight percentages. 55NiTi is commonly referred as “NITINOL” (NiTi Naval Ordnance Laboratory). It was reported that the discovery of the NiTi alloys at NOL was serendipitous.10,11 However, according to Buehler, who developed these alloys, this discovery was not accidental.9 NITINOL is widely used in biomedical applications. The commercial success of NITINOL is due its superelastic behavior at body temperature12 and biocompatibility.
60NiTi is a promising material for surface engineering applications. These applications include triboelements, bearings, gears, tools, etc. Additionally, NASA’s Engineering and Safety Center is supporting 60NiTi for its shockproof, corrosion-resistant properties as a candidate material for aerospace-bearing applications.13 With its unique properties, this alloy can also be used for several other applications. Its high strength, hardness, and immunity to most corrosive agents 60NiTi are suitable for biomedical applications where superplasticity is not a requirement.12,14 However, this alloy is hitherto, unexplored to that extent for its surface engineering applications.
As described by Chris DellaCorte, NASA Glenn Research Center in Cleveland, this mystery alloy is immune to ferrous corrosion (rust), 20% lighter than steel, non-magnetic, electrically conductive, polishes to a Grade 5 or better finish and is readily machined before final hardening to Rockwell C60 or higher. No other bearing material known possesses all these attributes.15
This paper is an overview of properties of 60NiTi and its potential applications (tribological) in select biomedical tools.
Thermomechanical Behavior of 60NiTi
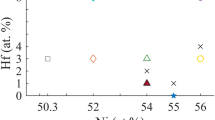
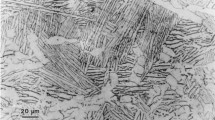
An ordered intermetallic with the B2 crystal structure, 60NiTi has eight nickel atoms, one at each corner of the cubic cell and one titanium atom at the center.16 According to the phase diagram (Fig. 1a), 60NiTi forms several intermetallic phases.17,18 The as-cast microstructure of 60NiTi that consisted of the dark gray background was NiTi phase (Fig. 1b). The light gray second phase segregated at the grain boundaries was identified as Ni3Ti.16 Further information on physical metallurgy of NiTi alloy can be found in Ref. 17.

The Ni content in 60NiTi alloy has a strong influence on the transformation temperature. As discussed by Adharapurapu and Vecchio,12 even a 1% increase in Ni, the transformation temperature (martensite start temperature), reduces to below 100 K.17 Further, the superelasticity of the 60NiTi can also be engineered by thermomechanical treatment.12 The unique difference between the widely used NITINOL and 60NiTi is latter’s sensitivity to the Ni content and heat treatment.12 Its shape memory effect reduces and heat-treatability increases with Ni content.19,20 The dislocation and the intermetallic precipitates hinder the martensitic transformation. Aging leads to the precipitation and grain growth when Ni content is high.12 Aging along with dislocation (work hardening) participates in multi-stage transformations and improves the overall strength.21,22
Limited studies on the thermomechanical behavior of this alloy are available. High-temperature workability of 60NiTi has suffered due to the presence of high percentage of intermetallic phases.14,18,21,23 However, the desired mechanical properties can be achieved with modification in microstructure. Thermomechanical deformation of 60NiTi alloy is facilitated by the dynamic recrystallization, which is characterized by the reduced peak stress with higher strain rate.24 Furthermore, particle-simulated nucleation (PSN) is of importance as it could partially recrystallize grains.21 These recrystallized fine grains increase the room temperature strength of this alloy.
Component Manufacturing for Better Surface Finish
Casting
Buehler et al.25 studied the feasibility of shell mold casting of nominal 60-NiTinol alloy. Shell molding of 60NiTi produced casting with close dimensional tolerances and better surface finish when compared with sand casting provided that the melting and pouring was carried out in vacuum or controlled inert atmosphere. The parts produced by shell molding required less machining. However, this alloy showed higher liquid-to-solid shrinkage.25 Shell-molded components showed better surface finish than green sand mold components. The surface finish of the shell-molded component was found to be between 125 and 250 μ-in (3.17–6.3 μ). The baked sand molded surface showed the surface finish between 250 and 500 μ-in (6.3–12.7 μ), whereas the surface of green sand mold components were rough with a surface finish between 500 and 1000 μ-in (12.7–25.4 μ).25 Shell molding of this alloy can be preferred over forging if the dimensional tolerance obtained during shell molding meets the application demand.25 A recent study had shown that fine surface finish can also be achieved through grinding.26
Powder Processing
The powder metallurgical technique can be used to synthesize 60NiTi near net shape parts. Reports are published on powder processing of NiTi alloy27 and 60NiTi.16,28 The Ni-Ti powders can be produced by atomization technique or ball milling. In one proprietary atomization technique, Ti was added to the liquid Ni in the form of solid mass as wire, rod, bar, etc., or it was added as a liquid feed to form Ni-Ti composition, which then atomized into 60NiTi particles.28 60NiTi powder was hot isostatically pressed into the desired shapes. Machining was carried out after sintering to adjust dimensions. The components were heat treated into a desired hardness.28
Patents on manufacturing of 60NiTi parts, forms14 and the process for making of ball bearing element29 are also published. Several other applications and manufacturing techniques are reported and have been used for the production for example cutting instruments,30,31 ski structures,32 washers,33 and ice blades.24
Properties of 60NiTi
The properties required for surface engineering specifically triboelement applications such as bearing, gear, etc. are discussed and compared with available commercial bearing materials.26,34,35 Table I is adopted from Refs. 26, 34, and 35. The properties required for triboelements are high strength, hardness, good thermal conductivity, and fine surface finish.36 Other choices of bearing materials are steels (440C, M50, and 52100) and silicon carbide. Steels are susceptible to corrosion if not protected during service conditions. A high density of bearing materials results in high centrifugal forces, which further limits the service life.36 60NiTi is 20% lighter than steel;15 therefore, it can be utilized in extreme environmental applications. Silcon carbide is nonmagnetic36 and electrically insulator. Therefore, 60NiTi is the material that has requisite properties. For detailed physical properties of NiTi alloys, readers are referred to the NASA report on it physical metallurgy, properties, and applications.37
Oxidation of 60NiTi
The oxidation behavior of 60NiTi is not completely understood. However, it can be compared to NITINOL, which has been studied for its oxidation behavior.38,39 At room temperature and 450°C with low oxygen pressure of 10−4 Torr, there was no sign of Ni oxidation. Ti was oxidized to TiO2.38 High-temperature oxidation (500°C and 600°C) of this alloy produced Ni-free zone with protective oxide coating of titanium oxide. Ni exhibited no sign of oxidation.39 60NiTi has high Ni content, which might provide additional resistance to oxidation. Even up to 600°C, NiTi alloys have good oxidation resistance, which makes them suitable for room-temperature applications.
Machinability
A study on grinding machinability of NiTi alloy, other than 60NiTi using SiC abrasive, has shown ground surface free of crack and burn.40 Gould’s work on machining of NiTi alloys including 60NiTi suggested that the specific machining conditions are required to successfully machine these alloys.41 It is not recommended to machine 60NiTi with high-speed tools steel. It can be turned 10–20 times faster with carbide tool when compared to high-speed tool steel with turning speed between 0.003 and 0.005 in./rev. Surface grinding using silicon carbide wheel and highly chlorinated oil is recommended.41 Recent study reported that 60NiTi can be readily machined prior to final heat-treatment; however, authors did not specify the machining parameters. They have also mentioned that it can be ground to the tight dimensional tolerances and fine surface finish after hardening.15,28,42,43
Surface Properties (Tribological)
A tribological study was undertaken to understand the feasibility of 60NiTi for bearing applications in space using a spiral orbit tribometer (SOT).26,28,35,36,44 The 60NiTi ball was prepared using the powder metallurgy technique. In SOT, the bearing ball slid between two parallel rotating disks. A 60NiTi-bearing ball was tested against 440C plates under boundary lubricated conditions using Pennzane 2001A oil (Nye Synthetic Lubricants, Fairhaven, MA). Under these conditions, 60NiTi friction behavior was comparable to the high-performance 440C-bearing balls. Friction was lower than 440C. Overall, 60NiTi proved to be a promising material for triboelements. There was no galling when the surface of 60NiTi ball was operated well beyond the lubricant life of the oil. However, it showed mild abrasive wear.26 Figure 2 adopted from the NASA TM-2011-217105 gives the friction behavior comparison of several bearing materials. 60NiTi was proved to be better than all of the others.

Coefficient of friction of different bearing ball against 440C plate under Pennzane 2001A oil lubrication35
We have studied a typical dry sliding of thermally sprayed NITINOL coating against a 52100-bearing ball.45 It was observed that the friction was suddenly reduced after sometime during the test, which might be the indication of phase transformation. The coefficient of friction was found to be very high (Fig. 3a).45 This behavior could limit NITINOL’s applications as triboelement.

(a) Friction coefficient with time plot for NITINOL in dry test and (b) an atomic force microscopic image of worn NITINOL surface45
The topological study of the worn surface of NITINOL depicts grain boundary failure. The hard Ni3Ti phases along grain boundary16 might have influenced this failure. The debris generated was very fine due the brittle fracture of these particles (Fig. 3b).45
Static Indentation Load Capacity
NASA’s study34 on 60NiTi showed that this alloy has high tolerance to static indentation loads. The service conditions in space are similar to these conditions. It was found in this study that 60NiTi could withstand the load at which conventional bearing materials produced permanent deformation. During the indentation load, the contact area increased due to lower elastic modulus of 60NiTi, and that led to lower contact stress and increased the static load capacity.34 The contact load capacity of 12.7 mm (0.5 in) diameter ball on plate (race material) both made up of 60NiTi exhibited the highest performance when compared with other bearing materials.35
Applications of 60NiTi
The preliminary design and synthesis of 60NiTi ball bearings for water recycling system (distillation assembly centrifuge) that is part of the ISS Environmental Control System on the International Space Station (ISS) was published.46 The conditions are light service load with low speed but highly corrosive. This study has shown potential of 60NiTi for future development for space applications including components manufacturing.
NITINOL is famously used in many biomedical applications. In some applications, it was being used due to corrosion resistance and its super elasticity was not desirable. But this alloy cannot be engineered to eliminate its superelasticity. On the other hand, 60NiTi can bridge the gap because when suitably heat treated, it does not exhibit superelastic properties. Additionally, it has high strength, has high hardness, and holds stable dimensional tolerance.26 Some applications where 60NiTi is suitable due to its promising properties are discussed below.
Surgical Instruments
In some surgical tools, surface engineering plays important role during their design, synthesis, and application. These tools are used during operative and invasive procedures. The primary function of these tools is to manipulate biological materials (bone, cartilage, tissues, plaque, etc.) without trauma. In these tools, tribological properties, corrosion resistance, and strength are required. These tools include sharps, forceps, clamps, retractors, and suture devices (Fig. 4). Sharps with cutting edges are used to cut, incise, and excise tissues.48 Sharps include chisel, curette (adenoid, bone, ear, dermal, and uterine), cutter, etc. Elevators are a type of sharps that are used to separate the tissue from the cartilage and scrape off plaque from arteries during cardiovascular surgery. Rasp used to make the bone surface smooth to facilitate the prosthesis insertion.48 Forceps are used for grasping blood vessels, bowel, and skin suturing. Clamps are used for grasping soft tissues. Scissors are used for tissue cutting. Retractors require adequate holding power and thus need appropriate strength. Additionally, sharps are required for edge retention for longer service life. Due to its high hardness and corrosion resistance, 60NiTi showed edge retention.49 It is already being proposed and demonstrated for commercial production of high-quality knifes.49

Surgical tool where surface engineering plays a role (a) sharp (operating, dissecting scissor), (b) artery forceps, (c) bull dog clamp, and (d) retractor47
Traditionally, these tools are made up of stainless steel (420), tungsten carbide, plastics, aluminum, or titanium.50 Stainless steel can also be subjected to corrosion over a period of time if not protected. Even though aluminum tools are anodized to provide protective layer of oxide, they are susceptible to damage. The protective layer can be damaged due to some chemicals or mechanical forces involved during and postprocedure. Most of these tools are forged, turned, or milled to the semifinished shape and followed by heat treatment based on the materials used. This is followed by finishing to final dimensions such as polishing and grinding. Finally, the parts are assembled if the tool has more than one part.50
Recently, a propelling mechanism for endoscopic robot is proposed. This system can effectively move inside the intestinal track with minimal tissue damage.51 In one such approach, the spiral body robot was designed. The materials properties required for this type of applications are strength, light weight, and corrosion resistance, and 60NiTi holds promise for such and similar applications.
Endodontic Instruments
Applications of 60NiTi in endodontic were suggested in 1975.19 The applications of 60NiTi include reamers, files (H-files and K-files), anvils, hammers, etc. Reamers and files are hand-operated tools and are used for preparation of the root canal system. Baumann52 discussed the international standards organization’s recommendation for the design of tools specifically used for the preparation of the root canal system. These include reamer and files. The common features of both these types of tools are the cutting length (16 mm) and 2% of taper. Additionally, cutting edges should be placed equidistant. This is very similar to the screw design. These edges meet with the cutting surface at different angles, i.e., reamer at 20°, K-files at 40°, and H-files at 60°. This provides different cutting forces and materials removal rates. Engine-driven instruments include a motorized rotary handpiece with reduction gear assembly and micromotors. Giromatics are the reciprocating devices. Several other applications are discussed in the literature.52 These applications require better edge retention, strength, and corrosion resistance.
Other applications of 60NiTi where tribological properties and corrosion resistance are required may include components of offshore wind turbines where the premature failure of the gearbox component is a costlier, artificial prostheses, components of pumps, or vanes. 60NiTi can also potentially be used in veterinary and in vivo meteorological (Seismology) applications. Further, the potential applications of superelastic and shape memory materials for adaptive structure (smart structures) has gained attention in recent years.27,53–55 The National Research Council’s TIGER standing committee conducted a workshop July 11–12, 2012 to explore the potential uses of adaptive structural materials science and technology for military applications.56 Various topics related to functional materials and their use for adaptive structures were discussed including shape memory, structural monitoring, energy harvesting, origami structures, and multifunctional hybrids.56 60NiTi in close association with NITINOL can be a candidate as adaptive structural materials.
Conclusions
60NiTi has legendary corrosion resistance, low density, strength, edge retention, and high hardness. It is a proven material for bearing applications. Also, it is a candidate material for surface engineering applications specifically for the biomedical industry. 60NiTi meets the property requirements of most of the applications discussed above, but there is lack of understanding of its microstructure, processing, and properties co-relationship. There is a need for a detailed study of this co-relationship. Appropriate efforts in this direction may change the scope of applications of 60NiTi for biomedical applications.
References
R. Paluri and S. Ingole, JOM 63 (6), 77 (2011).
R. Harris and W. Roberts (Paper presented at the Surface Engineering Proceedings, 2006), pp. 201–209, 220
T.-H. Huang, J.-U. Guo, and C.-T. Kao, Surf. Coat. Technol. 205, 1917 (2010).
S. Kobayashi, Y. Ohgoe, K. Ozeki, K. Sato, T. Sumiya, K.K. Hirakuri, and H. Aoki, Diamond Rel. Mater. 14, 1094 (2005).
T. Muguruma, M. Iijima, W.A. Brantley, and I. Mizoguchi, Angle Orthodont. 81, 141 (2011).
M.J. Jackson, L.J. Hyde, W. Ahmed, H. Sein, and R.P. Flaxman, J. Mater. Eng. Perf. 13, 421 (2004).
C.J.D. Spitzer, Fishing Vessel Casualty Task Force Report (Washington, DC: U.S. Coast Guard, 1999).
C. William English, Pedestrian Slip Resistance: How to Measure It and How to Improve It, 2nd ed. (Alva, FL: William English, Inc., 2003).
W.J. Buehler, WOL oral history supplement—NITINOL re-examination, WOLAA LEAF VIII( I) (Olney, MD: White Oak Laboratory Alumni Association Inc, 2006).
G. Kauffman and I. Mayo, Chem. Educ. 2, 1 (1997).
A. Sickinger (Paper presented at SMST-2003: The International Conference on Shape Memory and Superelastic Technologies, 2004)
R.R. Adharapurapu and K.S. Vecchio, Experimen. Mech. 47, 365 (2007).
Industry Updates, J. Failure Anal. Prevent. 11, 645 (2011).
G.J. Julien, U.S. patent US6422010B1 (2002)
C. DellaCorte, Lubricat. Eng. 65, 26 (2009).
M.K. Stanford, F. Thomas, and C. DellaCorte, Processing Issues for Preliminary Melts of the Intermetallic Compound 60-NITINOL (Washington, DC: NASA, 2012).
K. Otsuka and X. Ren, Progr. Mater. Sci. 50, 511 (2005).
A.A. Khamei and K. Dehghani, Mater. Chem. Phys. 123, 269 (2010).
S. Civjan, E.F. Huget, and L.B. DeSimon, J. Dental Res. 54, 89 (1975).
S.A. Thompson, Int. Endodont. J. 33, 297 (2000).
K. Dehghani and A.A. Khamei, Mater. Sci. Eng., A 527, 684 (2010).
R.R. Adharapurapu, Phase Transformations in Nickel-Rich Nickel-Titanium Alloys: Influence of Strain-Rate, Temperature, Thermomechanical Treatment and Nickel Composition on the Shape Memory and Superelastic Characteristics (2007), Ph.D. Dissertation, University of California, San Diego.
A. Khamei and K. Dehghani, Metall. Mater. Trans. A 41, 2595 (2010).
G.J. Julien, U.S. patent US8047552B2 (2011)
W.J. Buehler, R.E. Jones, E.F. Heintzelman, and R.H. Lundsten, DTIC Document (White Oak, MD: Naval Ordinance Lab, 1973).
C. DellaCorte, S. Pepper, R. Noebe, D. Hull, and G. Glennon, Intermetallic Nickel-Titanium Alloys for Oil-Lubricated Bearing Applications (Cleveland, OH: NASA, 2009).
M.D. McNeese, D.C. Lagoudas, and T.C. Pollock, Mater. Sci. Eng., A 280, 334 (2000).
C. DellaCorte and G.N. Glennon, U.S. patent 8182741 (2012)
G.J. Julien, EP patent 1,224,045 (2002)
G.J. Julien, U.S. patent US6293020B1 (2001)
G.J. Julien, U.S. patent US6571665B2 (2003)
G.J. Julien, U.S. patent US6267402B1 (2001)
G.J. Julien, U.S. patent US2002/0187020A1 (2002)
C. DellaCorte, E. Lewis III, and J.S. Clifton, Static Indentation Load Capacity of the Superelastic 60NiTi for Rolling Element Bearings (2012)
C. DellaCorte, R.D. Noebe, M. Stanford, and S.A. Padula (Paper presented at the 2011 Symposium on Rolling Element Bearings sponsored by the American Society of Testing and Materials, Anaheim, CA, 13–14 April 2011)
S.V. Pepper, C. DellaCorte, R.D. Noebe, D.R. Hull, and G. Glennon, ESMATS (Washington, DC: NASA, 2009).
C.M. Jackson, H. Wagner, and R.J. Wasilewski, NASA SP-5110 NASA Special Publication 5110 (Washington, DC: NASA, 1972).
C.M. Chan, S. Trigwell, and T. Duerig, Surf. Interf. Anal. 15, 349 (2004).
G. Firstov, R. Vitchev, H. Kumar, B. Blanpain, and J. Van Humbeeck, Biomaterials 23, 4863 (2002).
G.G. Guo, X. Zheng, Z. Liu, Q.L. An, and M. Chen, Key Eng. Mater. 487, 34 (2011).
J.V. Gould, Machinability of Nickel-Titanium Alloys (Cincinnati, OH: DTIC Document, Metcut Research Associates, Inc., 1963).
Nitinol 60 Machined to Tight Tolerances, http://asmcommunity.asminternational.org/portal/site/www/NewsItem/?vgnextoid=1a32455d023e7210VgnVCM100000621e010aRCRD
Abbott Ball Solves Nitinol 60 Machining Problems, 2013, http://news.thomasnet.com/companystory/Abbott-Ball-Solves-Nitinol-60-Machining-Problems-573917
S.V. Pepper, C. DellaCorte, and G. Glennon, Lubrication of Nitinol 60 (2010)
S. Ingole, H. Liang, and P. Mohanty (Paper presented at the 4th ASM International Surface Engineering Congress and 19th International Conference on Surface Modification Technologies, 1–3 August 2005)
C. DellaCorte and W.A. Wozniak (Paper presented at the 41st Aerospace Mechanisms Symposium, 2012)
Golden Star Surgical Industries homepage, 2013, http://goldenstarsurgical.com/enterwebsite/
M.P. Wells, Surgical Instruments: A Pocket Guide (St. Louis, MO: Saunders, 2010).
SM-100 Knives, Summit Materials, LLC, website, 2013, http://www.summitmaterials.com/sm-100/knives/
H. Kapczynski, Surgical Instruments 101-An Introduction to KMedic Certified Instruments, 1997, http://www.teleflex.com/en/usa/pdf/KMedic_Surgical_Instruments_101.pdf
Y.-T. Kim and D.-E. Kim, Advanced Tribology, ed. J. Luo, et al. (Berlin: Springer, 2010), p. 859–60
M.A. Baumann, Dental Clin. North Am. 48, 55 (2004).
S. Saito, T. Wachi, and S. Hanada, Mater. Sci. Eng., A 161, 91 (1993).
Y. Furuya, A. Sasaki, and M. Taya, JIM, Mater. Trans. 34, 224 (1993).
M. Taya, A. Shimamoto, Y. Furuya, and O.-g. Okabe-cho, Proceedings of the 10th International Conference on Composite Materials, ICCM-10, ed. A. Poursatip and K. Street (Cambridge, U.K.: Woodhead Publishing Limited, 1995)
Committee for a Review of Adaptive Structure Materials Research That Could Pose a Threat to US National Security, Adaptive Materials and Structures: A Workshop Report (Washington, DC: The National Academies Press, 2013)
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article
Cite this article
Ingole, S. 60NiTi Alloy for Tribological and Biomedical Surface Engineering Applications. JOM 65, 792–798 (2013). https://doi.org/10.1007/s11837-013-0610-7
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11837-013-0610-7