
Abstract
Being easily fabricated, welded, biocompatible, having a high strength-to-weight ratio, withstanding comparatively high temperatures up to 800 °C and low modulus of elasticity make grade titanium and its alloys an important choice for automotive, biomedical and aerospace industries. In contempt of the different pleasant assets of Ti–6Al–4V alloy, the operation of this alloy is restricted especially when it comes to tribological and surface morphological characteristics. Enhancing these properties is important, for this purpose, a diversity of attempts and studies have been conducted. This paper mounts a review of morphological and tribological behaviors of titanium alloys including Ti–6Al–4V against different materials counting with carbide tools and other types of materials under dry and lubricated sliding conditions. The surface morphological, wear, and other properties have been discussed in this review article.
Similar content being viewed by others
Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
1 Introduction
After realizing how important titanium alloys are for spacecraft, aircraft, missiles, medical development, automotive, and other applications [1], the US government started funding attempts with titanium. At this time, titanium was considered as the initial structural substance that receives such great scientific, financial, and political alertness. An important development occurred in 1965 as Per-Ingvar Branemark used titanium in the first dental implant [2]. As mentioned above, titanium alloys have many beneficial characteristics; they are used in heat exchangers due to their high temperature withstanding capacity and in aero plane engines as a reason of light in weight. This metal is 45% lighter than steel and as strong as it [3]. In addition, titanium alloys are used in tools and jigs for molten metal since they have low thermal conductivity [4]. Its strengths to weight average makes them appropriate for biomedical and several other applications [5]. Ti alloys have long been considered one of the most desirable materials in the aerospace and automotive industries because of their tremendous weight savings and specific strength advantages over Ni base superalloys. Ti alloys can be made more ductile by including Nb and Cr elements, but they can also be made stronger and more resistant to creep at temperatures more than 800 °C [6, 7].
Titanium alloys exhibit tensile strengths ranging from 20,000 to more than 200,000 psi while the fatigue strength of this metal can have high-rise fatigue cycles and the melting point of titanium alloy is 1668 °C [8]. There are four different categories of titanium Alloys which are alpha, beta, alpha–beta, and pure grades [9]. Each type provides specific assets, which means they will be used for dissimilar projects. Pure titanium does not consist of any alloying element, which makes them very ductile with low strength [10]. Alpha alloys give reliable strength at high temperatures and are easy to be welded; they are mostly created with aluminum [11]. Beta alloys are majorly used for projects that need high tensile strength; they are heat treatable unlike alpha types [12], they use different types of stabilizers such as silicon or molybdenum. Because they combine the greatest qualities of two alloys, alpha–beta alloys are the most often utilized titanium alloys. Alpha and beta alloy bringing a balance between corrosion resistance, weight, and average strength [13]. These alloys are considered as heat treatable, and they combine both beta and alpha stabilizers [14]. Ti–6Al–4V (Ti64) titanium alloy also known as grade 5 titanium alloy [15], which is used worldwide for being able to be applied at very high temperatures around 315.55 °C. In addition to its good ductility, it can be able to increase its strength through heat treatment [16]. This grade is mainly alloyed with 4% vanadium and 6% aluminum [17], it is mainly used in automobiles, reactional equipment’s, aircraft, biomedical applications [18], and in other industries [19].
Titanium and its alloys present meager wear resistance, tribological properties, and poor fretting when acting against even softer materials [20]. Low means of thermal conductivity is one of the causes behind the weak tribological characteristics of titanium, this is chiefly caused by low shear strength and dislocation of the thin film that consists of titanium dioxide leading to subsequent accelerated wear on the alloy’s surface [21]. Other disadvantages of titanium alloys include unstable and high frictional coefficient (COF), limited carrying-load occupation, low adhesive and abrasive wear resistance, and low hardness [22]. All of these flaws in titanium alloys have piqued tribologists’ interest in improving the material’s surface morphological and tribological properties. Many avenues are, thus, addressed, ranging from chemical treatment, thermal oxidation, tribo-film generation, surface hardening, chemical-thermo treatment, surface texturing, coatings, in addition to counter bodies [23].
The tribological behavior of titanium alloys may be determined using a few prior knowledge and approaches; however, depending on the application, relevant procedures should be used to boost the tribological nature of titanium alloys [24]. There upon, it is crucial for comprehensive research of the tribological properties of titanium alloy of the Ti–6Al–4V versus contrary counter bodies at various environmental conditions and under the scope of operating environments [25]. The main tribological contacts and surface morphological parameters to be investigated are friction and wear [26]. Experiments such as abrasive wear method, sliding wear method, and slurry corrosion are some of the most used methods for determining the wear characteristics of titanium alloys. A tribometer can be used to conduct sliding wear tests at elevated room temperature under disc-on-disc, ring-on-disc, pin-on-disc, etc. [27]. Consequently, cutting tools of diverse materials for example CBN, ceramics, carbides, and PCD are liable to wear mechanisms (diffusion, chemical dissolution, and adhesion) [28]. Understandably, the most tribological issue of titanium alloy when machining is tool wear. The most common wear observed during machining is on flank and rake face of the cutting tools [29, 30]. This wear significantly affects the machining performance in terms of power consumption [31], cutting temperature [32], surface finishing, etc. [33]. PVD-TiAlN-coated cutters are being used in cutting titanium alloys to augment the tribological properties of this material, due to their excessive wear resistance, good chemical stability, and top hot hardness [34]. When working with titanium alloys, such as metal cutting, the cutting tool grade and material selection is crucial. Basic knowledge about the performance of cutting tools are significant when performing the right selection of the material to be machined, shape and component type, surface quality level and machining conditions must be considered [35]. For cutting tools, several grades with distinct properties are used to differentiate materials with varying combinations of tensile and wear resistance, as well as hardness. In general, a successful cutting tool in a machining operation should be tough (bulk breakage resistance), hard (deformation and flank wear resistance), chemically stable (diffusion and oxidation resistance), not reactive with thermal changes [36, 37]. Carbide inserts are the utmost used tools in the machining industry [38,39,40], while carbide is a chemical compound formed of carbon with an electronegative element. This material is classified into two sectors, metal carbides such as tungsten, tantalum, vanadium, and titanium [41]; non-metal types such as boron, silicon, and calcium. Metal carbides are the mainly used tools since they are resistant to high temperatures and have an extreme hardness that makes them suitable for cutting, drilling, polishing, and grinding [42, 43].
2 Features and applications of titanium alloys for the aerospace industry
Titanium has been utilized in the aerospace industry for many years because it is light in weight with exceptional resistance to corrosion and good strength. The desire for titanium alloys is rising due to their good compatibility with CFRP (Carbon Fiber Reinforced Polymer) concerning the coefficient of thermal expansion [44]. ITA (International Titanium Association) in 2012 reported that the demand for titanium will increase. In 1985, Sumitomo Metal and Nippon Steel firm started mercantile fabrication of titanium alloys after acquiring qualifications from Rolls-Royce and other domestic big manufacturing industries, these alloys were utilized for aircraft engines. Moreover, the company started supplying the Airbus industry with pure titanium which they used for airframes in 2002 [44]. A microstructure of mostly used titanium alloy (Ti6Al4V) is shown in Fig. 1.

Microstructure of Ti6Al4V (Copyrights reserved) [45]
Titanium could be machined economically depending on the physical parameters of the metal [46]. Since there are various grades of titanium alloys that have different machining characteristics, different production tools and conditions must be served. Better machining and healthy tool life of titanium alloys could be guaranteed if the subsequent recommendations are observed [47]:
-
using rigid setup between workpiece and tool,
-
maintaining sharper tools to decrease galling and heat buildup,
-
using a rich amount of fluids used for cutting to ensure that heat removal is maximum, and
-
removing chips from the machines regularly.
Different grades of titanium alloys and their chemical elements in addition to their properties are registered in Table 1 [48]. Titanium (Ti) alloys are employed in several aircraft applications such as airframes (to reduce weight), engines (engine fans and compressors), and other applications as revealed in Table 1 [44]. When the airplane is flying, the outside temperature can be − 60 °C or even lesser, anyhow, titanium has good resistance to such low temperatures. Moreover, due to the high strength of titanium alloys, it is used in the manufacture of many parts used in aircraft engines and bodies [49]. At the same time, corrosion and fatigue resistance are quite high as well as wear resistance. Experimental and theoretical studies on the wear behavior of titanium alloys continue, since the production of parts produced in aircraft engines and bodies, aerospace and military projects is in the form of casting or machining. The purpose behind the usage of titanium alloys in the aircraft industry is shown in Table 1 [44]. Also, it is deployed in scaffolds, and biomedical implants as shown in Fig. 2.

3 Wear behavior of titanium and its alloys
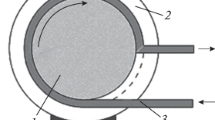
The wear behavior of a material is the interaction that occurs between the surfaces that chiefs to the removal and deformation of material on the faces when sliding [60]. This parameter is also defined as the loss of dimension due to plastic deformation. Erosion, corrosion, chemical processes, or even the combination of these leads to wear [61]. There are various types of wear which include: abrasive wear (scratches or corrugations causing material loss as a reason of sliding of hard surfaces), adhesive wear (debris produced welded on the material), surface fatigue (the cyclic loading weakens the material’s surface), erosive wear (interaction of sharp particles acting on a surface leads to this wear), and fretting wear (witnessed as a little shift of the surface contact under load) [20]. Various standard experimental methods are approved to govern the wear behavior of different metals. For each examination, wear type is to be observed. Examinations should be done at specific times and defined conditions. The wear coefficient is used to correlate and measure the wear of the material [21]. Examinations could be carried out using different devices such as disc-on-disc, ball-on-disc, ring-on-disc, and pin-on-disc. To illustrate, the pin-on-disc apparatus, a pin directed to a disc is shown in Fig. 3. The mechanism involves a force applied to the pin as the sample is rotating. Friction force results are calculated using a strain-gage sensor while the wear coefficient of both the pin and the disc (sample) is calculated depending on the lost material during the experiment. The Pin-on-disc test is important since it helps to estimate the COF of the surface, wear resistance, adhesion, and lubricity parameters of a material [22]. Ti and its alloys are believed to have less wear properties. Especially, Ti surfaces when are in contact with other metals, easily gall under sliding conditions, fretting or contact [62].

Pin-on-disc apparatus (Copyrights reserved) [63]
3.1 Wear of titanium and its alloys versus metallic counter bodies
3.1.1 Dry sliding conditions
The current section converges on the wear nature of Ti–6Al–4V alloy concerning distinct metallic bodies at ambient temperature and in a dry sliding environment. In the seek to figure out tribological parameters, Molinari et al. [64] performed dry sliding wear assessment for Ti–6Al–4V. They used the disc-on-disc method at constant humidity and ambient temperature. The materials used were of 40 mm diameter and 10 mm thickness specimens for the assessment. The experiments were done at sliding velocities ranging from 0.3 to 0.8 m/s for a sliding span of 1770 m and both the specimens were Ti–6Al–4V alloys. They noticed that the surge of applied load led to wear volume as shown in Fig. 4. Wear volume variation concerning diverse sliding speeds did not show any changes. On the other hand, a minimum rate of wear was found at an intermediate speed of sliding. The findings indicated that limited plastic deformation even at small loads, as well as low surface oxide protection. They also pointed out that increasing the mechanical characteristics of the surface is important in a way to preclude plastic deformation and to delay thermal softening, since these parameters root for mechanical insecurity of the surface and to elevate delamination. The aggregate concentration of the research was to have a notion of wear transition, from delamination wear to oxidative wear [64].

Sliding test results (Copyrights reserved) [64]
Hager et al. [65] examined Ti–6Al–4V disc against a counter body which is also a Ti–6Al–4V pin. Their purpose was to study fretting wear behavior at ambient temperature and 450 °C. At a 30 Hz oscillation speed, 4 replications were executed with different stroke lengths ranging from 45 to 230 m. A normal load equal to 200 N was applied during each test, this load was decreased every 3 min by 10 N till it reached null. Frictional hysteresis was measured using a piezo-electro transducer and a laser measurement technique. In ambient temperature fretting trials, they discovered that slip fretting occurs at higher loads [65]. When it comes to tribological applications, the major tribo-pairs used are titanium-steel pairs. Numerous studies were conducted to examine this relation. Straffelini et al. [66], examined the tribological relation amid Ti–6Al–4V and AISI M2 steel. The discs used for wear experiments had a thickness equal to 40 mm and the roughness of the specimen’s surface was 0.3 µm. sliding experiments were executed via disc-on-disc layout under the input loads of 50, 100 and 200 N within the sliding speeds varying from 0.3 to 0.8 m/s. When the counter disc was fixed, steady-state conditions were achieved at a sliding length of 1770 m. The counter face discs were constructed of the similar Ti alloy or AISI M2 tool steel that had been quenched and tempered. They found that the wear rate displays the least value at 0.6 m/s when the counter disc is Ti–6Al–4V, while this rate decreased when sliding speed increased in case the counter disc is steel. Moreover, the wear rates enlarged clearly with the rise of input loads, but it was slightly a small rise. Friction coefficients variation was between 0.3 and 0.4, the peak values (0.35–0.4) were obtained at the minimum sliding speed. The SEM pictures of debris formation are presented in Fig. 5 [66].

SEM pictures of produced debris in case of testing counter the AISI M2 body: a at 100 N and 0.3 m/s; b at 100 N and 0.8 m/s (Copyrights reserved) [66]
A further study was carried out by Alam and Haseeb [67] under dry sliding circumstances, and the authors explored the tribological characteristics of Ti–24Al–11NB and Ti–6Al–4V against hardened steel. Ti alloys were submitted to wear testing by utilizing a pin-on-disc device at room temperature with the typical load ranging from 15 to 45 N. Earlier to each trial, the discs and pins were cleaned, and dried with acetone. They discovered that the wear rate Ti–6Al–4V rapidly increases before reaching the steady-state, and the rise in the input load led to a surge in wear rate. The wear rate of Ti–24Al–11NB was significantly lesser than Ti–6Al–4V, and this titanium alloys wear rate is around 48 times lower than Ti–6Al–4V. Moreover, the wear scar on Ti–24Al–11NB is shown in Fig. 6a and the wear debris of both alloys is presented in Fig. 6b and c [67].

a Presence of grayish layer in case of wear scar on Ti–24Al–11NB, b SEM micrographs of wear debris of Ti–6Al–4V, c Ti–24Al–11NB (Copyrights reserved) [67]
Wear behavior is influenced by operating characteristics such as sliding distance, sliding velocity, and normal stresses applied. Qiu et al. [68] surveyed the wear characteristics of Ti–6Al–4V alloy in dry sliding conditions under relatively high sliding speeds between 30 and 70 m/s. The wear and friction testing was done with a pin-on-disc tribometer; the material was Ti–6Al–4V acting as a pin and the disc was of steel GCr15. Sliding wear experiments were conducted at 4 different pressure contacts of 0.33, 0.67, 1, and 1.33 MPa for a duration of 100 s. The friction coefficient (COF) was recorded during these tests, thermal effects generated by friction were studied using thermocouples positioned 3, 6, and 9 mm from the pin center. The authors noted that as the sliding speed went up, the COF went down at a contact pressure of 1 and 1.33 MPa. With the increase of temperature, COF of Ti–6Al–4V rises then falls rapidly while the wear rate slowly increases until it reaches a constant value, then it rises again suddenly. The authors also identified that the tribological properties of Ti–6Al–4V were affected by mechanical-thermal parameters. The velocity of sliding increases the metallic Ti fraction drops and oxides proportion rises on damaged surfaces of Ti–6Al–4V. Cui et al. [69] studied the wear properties of Ti–6Al–4V at varied temperatures from 20 to 400 °C under a dry sliding environment by means of a pin-on-disc wear tester. The counter body was made of GCr15 steel, and trials were executed in ambient air with applied loads of 50, 100, 150, 200, and 250 N at a sliding distance of 1.2 × 103 m and a sliding speed of 1 m/s. They discovered that at 20 °C, wear loss increases in a straight line as load increases, but at 200 °C, wear loss increases linearly throughout a wide range of loads (50–150 N). With a load of 50–100 N, wear loss diminishes abruptly at 400 °C, while it marginally increases from 100 to 200 N but increases faster at loads more than 200 N [69]. Fellah et al. [70] studied the tribological properties of Ti–6Al–4V against a steel ball (100Cr6) for hip prosthesis applications. Tribological experiments, ball-on-disc, and pin-on-disc were conducted; rotational speed and applied load were taken into consideration. Wear and friction tests were steered out in the ambient air condition. The authors found that the periodic and formation fracture of the transfer layer led to large friction fluctuations. Moreover, at higher sliding velocity, higher COF occurred. Jayachandran et al.[71], studied the dry sliding wear performance of the Ti–6Al–4V pin counter to SS316L stainless steel disc at a persistent pressure contact. Pin-on-disc high temperature sliding assessments were done utilizing Ti–6Al–4V pins in counter to the stainless steel discs at varying speeds from 0.01 to 1.5 m/s. It was noted that wear rates dropped marginally concerning sliding velocity up to 0.5 m/s, while benefit effects start to disappear after this speed. Liu et al.[72], conducted wear experiments through pin-on-disc apparatus, the materials used were Ti–6Al–4V pin and GCr15 steel as a disc. Ti–6Al–4V specimen was overheated at 760 °C for 60 min then cooled to obtain a hardness of 35 HRC, while the steel specimen was put in water at a temperature equal to 840 °C then it was pursued by tempering at a temperature equal to 150 °C to attain a hardness of 62 HRC. The pin was of diameter 9 mm, 20 mm long, and it was sliding counter to the disc which had a thickness of 10 mm and a diameter of 70 mm. Both pin and disc surfaces were grinded to secure the roughness of 0.42 µm and 3.20 µm. Wear experiments were carried out at normal loads equal to 30 N within a speed range of 0.2–1.2 m/s, the distance of sliding was 1000 m. The authors noted that the COF varied from 0.33 to 0.56 at low temperature, while it was higher at ambient temperature within a range of 0.68–0.84. The wear rate of Ti–6Al–4V increased as sliding speed raised at both high and low temperatures. This rate showed an approximately linear variation versus sliding speed at ambient temperature. In addition, Ti–6Al–4V surface morphology parameters were affected hence damaged on the surfaces at low temperature. Conradi et al.[73], explored the tribological response of Ti–6Al–4V (laser textured) with dry and lubricated conditions using Hank’s solution. The material used was titanium alloy grade 5 in the aged-and-solution condition. The alloy sheet of thickness equal to 1.55 mm was cut into discs of diameter equal to 25 mm. The surfaces of the discs were subjected to hand grinding utilizing paper with 600 grit ensuing the surface irregularity of 0.185 µm. The laser texturing method was carried out using LPKF nanosecond laser; the processing velocity was 100 mm/s for dimples and 300 mm/s for lines. Tribological experimenting was conducted via a ball-on-flat apparatus under reciprocating sliding situations, tests were done in both lubricated (fully flooded) and dry conditions at room environment under an applied load equal to 5 N. Contact pressure was equal to 1 GPa, sliding velocity was 5 mm/s and a sliding span was 1000 m. The same distance of sliding was applied for both lubricated and dry conditions. The authors pointed out that the surface morphological behavior of Ti grade 5 alloy was improved hence, the frictional coefficient showed the lowest values under dry conditions in case of dimples, whereas, the wear resistance gave promising results for both conditions. Mao et al. [74], conducted dry sliding wear experiments on Ti–6Al–4V alloy using a pin-on-disc method; the applied normal load ranged between 50 and 250 N at a temperature varying from 25 to 500 °C. The authors investigated the worn subsurfaces and surfaces for the composition and morphology of the tribo-layers. The material used was Ti grade 5 alloy (Fig. 7) for making pins and GCr15 steel for the disc. The wear rate rose linearly with increasing load at 25–200 °C. With a load of 50–100 N, the wear rate reduced to the lowest value at 400–500 °C, then increased marginally under 100–200 N, and then speedily raised above 200 N; the worn surfaces were noticed under different conditions. Furthermore, delamination, adhesion, and abrasive wear were found at temperatures varying from 25 to 200 °C, whereas oxidative wear was significant at temperatures varying from 400 to 500 °C.

Pin microstructure (Copyrights reserved) [74]
Jozwik [75] investigated the tribological performance of Ti grade 5 alloy at elevated and room temperatures (150 °C). The wear examinations were conducted in ball-on-disc tribometer device, Ti–6Al–4V was considered as disc and the counter material was aluminum oxide (Al2O3) balls. The normal applied load was 5 N, the speed of 0.3 m/s, and the sliding length was equal to 400 m. The author found that the volumetric wear was average at room temperature while this value increased at elevated temperature. At an applied load of 5 N, the wear rate was of high at room temperature, the wear rate was equal to 0.52, whereas this rate decreased at elevated temperature to 0.49. Another study was conducted by Wang et al.[76], the authors examined the wear behavior of 2 different Ti alloys (Ti–6Al–4V, TC11) counter to AISI 52100 steel at a temperature varying from 25 to 600 °C. The normal applied load was of a range equal to 50–250 N and both titanium alloys were subjected to severe-to-mild wear transition. The wear trials were steered under the dry sliding environment on a pin-on-disc device with a sliding speed of 1 m/s and sliding length of 1.2 × 103 m. The authors found that severe–mild transition of wear took place in both Ti alloys at a critical temperature of 400 °C (TC4 alloy) and 300 °C (TC11 alloy), moreover, these alloys gave a better wear performance above the critical temperatures compared to bad wear behavior below them. Feng et al. [77] investigated the quenching’s effect on the wear properties of Ti–6Al–4V alloy. They used Ti–6Al–4V specimens after being heat treated and quenched by means of water, oil, or liquid nitrogen. Wear tests were done by utilizing a pin-on-plate device, the pin used was a diamond tip and the tests took place under a dry sliding environment at a constant sliding velocity of 50 revs/min and a normal applied load of 5 N. The authors indicated that the use of the quenching medium could be implied to rise the surface hardness of the alloy from 400 to 800 VHN. Whereas the increase in surface hardness did not lead to the rise of wear resistance. Other studies were carried out in lubricated conditions and against various materials, Yang et al. [78] examined the tribological performance of Titanium alloys counter to tungsten carbide under oil lubrication and aqueous conditions. The tests were conducted via a ball-on-disc device, the balls were of tungsten carbide and the discs were of TC4 titanium alloy. The authors found that the oil lubrication has a better performance by reducing the friction, while SEE aqueous lubrication has a good anti-wear behavior since it decreased the abrasive and adhesive wear greatly. Luo et al. [79] observed the effect of bio-lubricants and their influence on tribological performance of Ti–6Al–4V alloy. Grade 5 Ti alloy was machined in square shape of 5 mm thickness; Silicon Nitride (Si3N4) ball of diameter 4 mm was chosen for the wear experiment since silicon nitride has excellent wear resistance and well chemical stability. Tests were steered on a ball-on-flat apparatus under a dry condition in addition to three lubricant conditions. The applied load was 9.8 N, with a sliding velocity of 4 mm/s and a sliding length of 6 mm. The authors indicated that the COF was heavily fluctuant with the dry condition and also the wear rate of the Ti alloy was high under the same condition. On the other hand, during lubrication situations including physiological saline, bovine serum, and deionized water, the wear rate and COF were reduced in general at three conditions but bovine serum gave better results. Alagic et al. [80] correlated the tribological performance of orthopedic implant of Ti–13Nb–13Zr with Ti–6Al–4V grade 5 alloy. The experiments were done via a block-on-disc apparatus at ambient temperature. The applied load ranged from 20 to 60 N and the sliding velocity ranged from 0.26 to 1 m/s. They noticed that Ti–6Al–4V alloy had better wear resistance performance when compared to Ti–13Nb–13Zr.
3.2 Wear of titanium and its alloys against carbide
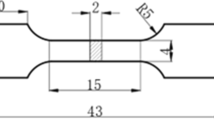
Carbide tools are employed to remove material throughout the machining operation, the coating of carbide tools results in improved physical properties. A sample of the worn carbide tools is shown in Fig. 8. Dry machining produced several parallel abrasion lines along the cutting inserts’ noses as a result of the lack of lubrication and coolant. When cutting at a specific speed under MQL conditions, tool wear was less severe, with no built-up edge or tool fracture. A lubricating layer generated over the cutting tool in MQL mode, reducing the contact between the cutting insert and work piece [81]. Liang et al.[82], conducted chemical and physical analysis to study tribological behavior of WC-6Co cemented carbide counter to Ti–6Al–4V alloy using the pin-on-disc technique at high temperature. The tribological trials were performed by a wear test device where the uncoated carbide pin was sliding against the Ti–6Al–4V disc. The diameter of the disc was 43 mm, and the pin was 4 mm. The temperature of the experiment was regulated by a heating device and ranged as 20, 320, 620, and 920 °C. The pressure was done by a hydraulic drive at 100 N to guarantee the close contact of the pin-on-disc. The authors noticed that lower COF and better stable states were found at high temperature (920 °C) unlike the values found at low temperature (20 °C); where COF was reduced from 0.56 at 20 °C to 0.36 at 920 °C as given in Fig. 9. Tribological traces depth increased 8 times from 27 µm at 20 °C to 253 µm at 920 °C, this situation caused Ti–6Al–4V alloy to be softer, and the resistance to wear was abridged significantly.

Different types of carbide insert (Copyrights reserved) [81]

Variations in friction coefficients against running time under various tribological conditions (Copyrights reserved) [82]
Yang et al. [83] examined the wear and friction accomplishment of Ti alloy counter to tungsten carbide that was oiled with phosphate ester. The materials used were Ti–6Al–4V and WC–Co, which is considered a useful tool for its high strength, elevated thermal conductivity, and against titanium. Friction experiments were executed by a ball-on-disc device under various lubricating environments. The disc was hardened Ti–6Al–4V with 35 HRC, the ball was tungsten carbide of diameter 10 mm. Both specimens were cleaned with ethanol and acetone prior to each test. The applied load was 100 N and the authors pointed out that the results of COF changed depending on the lubricant type used. When using deionized water, COF rises from 0.3 to 0.45 as the sliding time increases. They declared that this lubricant failed to lubricate tungsten carbide and Ti–6Al–4V due to large values of COF. Even though triethanolamine borate was considered as a good lubricant and anti-wear additive, the COF produced was as large as 0.4, which is similar to water. Emulsion gave improved lubricating characteristics compared to other lubricants; hence the COF preserved a stable value of 0.18. The authors also pointed out that adding phosphate ester (PPE) lubricant with a concentration equal to 1 wt % was the best lubrication method. Since the COF was not stable at the beginning of the test, but it decreased rapidly to 0.14 and remained stable till the test was over (see Fig. 10). They concluded that for Ti–6Al–4V and tungsten carbide tribo-pair, PPE could supply efficient lubrication. Figure 11 depicts 3D images of the wear tracks with various lubricants.

Comparing coefficient of friction under emulsion and PPE solution within-increasing temperature (Copyrights reserved) [83]

3D images of the tracks on Ti alloy lubricated by a water, b triethanolamine borate, c emulsion and d PPE (Copyrights reserved) [83]
Egana et al.[84], studied both heat partition and friction characterization coefficients of Ti–6Al–4V and cemented carbide during machining. The test material Ti–6Al–4V was made as a cylindrical bar, cutting tools are done with cemented carbide pins; the pins were exposed to a polishing method to get rid of surface irregularity. The duration of each friction experiment was 10 s, sliding velocity ranged from 10 to 100 m/min at a contact pressure of 750, 1300, and 1500 MPa. A load of 100, 600, and 1000 N was applied and most of the experiments were applied under dry condition. Other tests were subjected to emulsion lubrication of 5% concentration. The authors indicated that the COF dropped as sliding speed rises. Also, they found that Ti has adhered on cemented carbide pins. This adhesion turned out denser as contact pressure or sliding speed increased (over 0.75 GPa or 60 m/min). In addition, shearing of Ti exists between the in-movement bulk material and adhesive layer. This effective adhesion is the major reason behind cutting tools rapid wear beyond sliding speed of 60 m/min. They also noticed a decrease from 50 to 30% in heat partition coefficient as the sliding speed rises from 10 to 100 m/min. Courbon et al. [85] examined the tribological characteristics of Ti–6Al–4V and Inconel 718 under both cryogenic and dry conditions against carbide tools while machining. The materials used in the tests were a cylindrical bar of Inconel 718 and Ti–6Al–4V, where Ti–6Al–4V used was annealed and quenched whereas Inconel718 which is difficult to cut material [86] was hot rolled, aged, and solution treated. Pins were used as cutting tools, having a spherical shape and of cemented carbide material with grade (10% CO, 90% WC). The pins were coated with TiN, a layer thickness equal to 4 µm during the Inconel718 test, whereas the pins remained uncoated during the Ti–6Al–4V test. The duration of each friction test was 10 s and cutting speeds were between 10 and 100 m/min. A 1000 N normal load was performed; 3 conditions took place during the tests (dry, cryo gas, and cryo liquid). The authors noticed that the COF for Ti–6Al–4V slightly drops as sliding speed increases, while the addition of cryogenic fluid (gas or liquid nitrogen) did not have any impact on the COF since it remained in the range of 0.2–0.3. Heat transmission was reduced due to the liquid nitrogen’s high cooling potential. Patil[87] experimented with the tribological performance of solid WC–Co carbide in dry sliding condition. The applied materials were cemented carbide as pins, titanium Ti–6Al–4V alloy as discs, and Molybdenum Disulphide as a lubricant (powder form) in addition to an oil lubricant (SAE-40). The author used M.D lubricant to ensure damage protection and to decrease wear and friction. Sliding trials were executed using a pin-on-disc device in 3 distinct conditions, dry condition, lubricant condition (solid) and oil lubricant condition as shown in Table 2. The author investigated the behavior of COF against sliding velocity, wear behavior against sliding speed, and maximum temperature against sliding speed. The author found that COF and tool wear gave better results in the case of solid lubrication condition in comparison to other environments. The author pointed out that the performance of both disc (Ti–6Al–4V) and pin (WC-Co) was preferable in the presence of solid lubricant. Temperature values were nearly linear stable in the case of this lubricant, whereas it increased slightly in cases of oil lubricant and rapidly in cases of the dry sliding condition.
Jadhav et al. [88] experimented with the wear performance of coated carbide tools. They used the Electrostatic spray coating (ESC) method which is done by depositing electrostatic nanoparticles on the substrate. The material used in this study was tungsten carbide coated with YSZ nanoparticles. The coating acts as a thermal partition since it supplies outstanding performance at high-temperature purposes. Moreover, Ti–6Al–4V alloy was utilized in the trials, the authors performed 2 tests. In the first test, the Ti–6Al–4V specimen acted as a disc against tungsten carbide (uncoated condition) pin, and in the second test, the Ti–6Al–4V disc versus tungsten carbide pin coated with YSZ nanoparticles. Both tests took place in dry sliding environment using pin-on-disc apparatus where the hardness of the pin was 1903.37 HV and the disc was 379.23 HV. The tribological experiments were performed at different sliding velocities at a given rotational velocity of 500 rpm under a fixed load equal to 20 N. They investigated wear rate, pin temperature, COF and wear volume results by taking into consideration the sliding speeds of 0.75, 1.25, 1.75, 2.25, and 2.75 m/s, the experiment duration was 30 min. The authors noticed a better performance of parameters in the case of coated pins while worn surfaces occurred in uncoated pins hence damage described as degradation at the surface topside took place, deep groover and wear debris took place in the sliding direction. In addition, the authors found that in the presence of YSZ coating, tungsten carbide gave healthy thermal shock durability. Niu et al. [89] inspected the wear and friction characteristics of different Ti alloys versus tungsten carbide under water lubrication and dry sliding environments. Unlike previous studies, the authors investigated the behavior of TC4, TC18, and TA19 titanium alloys instead of Ti–6Al–4V counter to tungsten carbide in an ambient environment. Reciprocating-sliding friction experiments were performed, and the materials used were 3 flat titanium specimens (TC4, TC18, and TA19) in addition to the tungsten carbide ball. Tests were carried out with water lubrication (26 °C, 30% humidity) and at dry-sliding conditions. The friction experiments were performed at a sliding velocity of 112 m/s for 20 min under a load of 3 N. They found that the COF raised from 0.24 to 0.32 for TC4 specimen during the dry sliding condition, for TC18, the COF varied from 0.28 to 0.40, while as the sliding time increased, the COF of TA19 against WC–Co increased to 0.34 in 2 min. With water lubrication, COF and wear size dropped for both TC4 and TA19 titanium alloys. Nevertheless, the COF of TC18 titanium alloy was not affected during the water lubrication condition.
Qu et al.[90] decided to explore the sliding wear and friction characteristics of Ti alloys against polymer, ceramic, and metal counter faces. The materials used were Ti–6Al–4V and Ti–6Al–2SN–4Z4–2MO (ti6242) is shown in Fig. 12. Wear and friction trials were carried out via pin-on-disc device, stainless steel represented the metal, silicon nitride and alumina represented the ceramic, and polytetrafluoroethylene (PTFE) represented the polymer substance. The titanium specimen discs had a diameter of 63.5 mm and a thickness of 12.7 mm, the normal load applied was 10 N and the experiment was conducted at a sliding span of 500 m. The trials were performed in ambient air environment with humidity and temperature of ranges 52–62% and 18–22 °C, respectively. The authors found that both Ti alloys had the same wear and friction performance no matter about their compositions. Similarly, the friction fluctuations were large in cases of ceramic and metal balls sliding concerning titanium discs. In addition, they noticed that at lower sliding velocities, the COF was higher with considerable fluctuation.

Microstructures of both Titanium alloys (Copyrights reserved) [90]
Xuedong et al. [91] investigated the tribo-chemical behavior of the titanium/tungsten carbide, tribo-pairs under an aqueous lubrication condition. Wear and friction assessments were performed at high speed on a block-ring tester, the tests were conducted under a normal applied load of 100 N and the rotating velocity was 1.28 m/s, whereas the period of the test was 300 s. The authors pointed out that the boron which contained additive showed the best effective anti-wear behavior. H. Çalışkan and M. Küçükköse investigated the outcome of aCN/TiAlN coating on the chip morphology, surface finish and cutter wear in face milling of Ti grade 5 alloy. They used AISI D2 steel discs of 3 mm thickness and 25 mm diameter, also carbide milling specimens were used for the cutting tests. The deposition of the coating was done via a magnetron sputtering system. The wear trials were performed with dry sliding environment on a pin-on-disc device at a sliding velocity of 10 cm/s and a load of 5 N. The tests were done at ambient temperature (25 °C). The authors found that the aCN/TiAlN coating gave a higher (19%) value of adhesion compared to AISI D2 steel in the scratch examination, the aCN coating exhibited a lower wear rate of 95% and a 76% lower COF counter the Alumina balls. In addition, the aCN/TiAlN coating showed a higher resultant cutting force compared to commercial tools. Cadena et al. [92] inspected the effect of PVD (AlCrN) coating on decreasing the tool deterioration when machining Ti alloys. The trials were done on a pin-on-disc device and the authors found that the coating exhibited a low wear rate and COF when compared to previous studies [93]. Medina et al. [94] examined the tribological behavior of grade 5 Ti alloy counter with various coated CW pins. The material used was Ti–6Al–4V alloy sheets and pins made of 3 various types of inserts (H13A, 1105, and 4025), these CW tools were covered with (Ti, Al)N2 and TiN, respectively. Tribological experiments were steered on a pin-on-disc device under both lubricated and dry conditions, where molybdenum disulfide was considered as a solid lubricant and SAE 5W-30 oil as a liquid lubricant. The sliding velocity was 0.55 m/s and the force applied was 50 N. The authors found that the usage of oil lubrication increased the COF but it generated a layer of debris and oil which protected the pin entirety. The COF value was smaller when tests were executed in dry or solid lubrication conditions. El-Tayeb et al. [95] examined the outcome of cryogenic performance on Ti alloys. The materials used for their study were two specimens of Ti–5Al–4V–0.6Mo–0.4Fe (Ti54) and Ti–6Al–4V as shown in Fig. 13, pins made of Ti alloys, and the plates were of tungsten carbide. Tribological trials were performed via a pin-on-ring device at dry and cryogenic (liquid nitrogen) environments at different ranges of applied load, speed, and duration. It was found that the general COF of Ti54 alloy lessened at different loads, speeds, and times of sliding however, the COF of Ti–6Al–4V increased at high loads and sliding time. Summarization of previous studies and research are given in Table 3.

SEM micrographs of alpha and beta particles in Ti54 and Ti64 alloys (Copyrights reserved) [94]
4 Overview on surface modifications and tribological behavior improvement methods of titanium and its alloys
4.1 Different methods to improve surface and tribological characteristics
Surface characteristics of various materials are often inconvenient in terms of adhesion properties, biocompatibility, wettability, etc., in this matter it is important to modify the tribological behavior, surface morphology, and material structure to gain a demanded surface finish. Several treatment methods have been implemented in the manner of improving these important parameters of Ti and its alloys. Revankar et al. proposed a technique for enhancing the wear resistance of Ti–6Al–4V by ball burnishing. The bars used were Ti–6Al–4V having a diameter of 12 mm. The ‘Ace turn-mill CNC Fanuc lathe’ was used for burnishing and turning tests. In addition to the range of each parameters, they evaluated the burnishing feed, power, speed, and the number of passes. During the investigation, ball burnishing trials were carried out in lubricated environments with an oil lubricant (SAE-40). They discovered that the ball burnishing approach has promising potential as an effective surface treatment method for Ti alloys. Furthermore, the scientists discovered that after using the burnishing approach, surface microhardness rose from 340 to 405 m, while surface irregularity abridged from 0.45 to 0.12 µm. As the burnishing force rose, the COF reduced. Another study to improve tribological and surface morphological behavior of titanium alloy was conducted by Quan et al.[101]. The authors developed a promising and effective lubricant, which consists of polyethylene glycol (PEG) and Zn nanoparticles. Wear and friction trials were executed by a ball-on-disc device under an applied load of 100 N for 60 min, friction experiments were performed at ambient air condition (25 °C and 20–30% humidity). Ti–6Al–4V disc was polished and mechanically abraded in a way to attain a smoother surface. The author’s concluded that Zn nanoparticles with PEG could lead to a low COF, also the steady and strong oxide films can beneficially prohibit straight contact between friction pairs which will supply better boundary lubrication. Ion implantation, a method usually economical and viable that was utilized to enhance the surface morphological and tribological accomplishment of engineering materials. In this technique, ions of carbon or nitrogen accelerate and get attached to the surface of a material to improve its wear behavior, this technique is not a coating method but a method in which ions are implanted below the substrate surface and into the substrate materials matrix. The depth of implantation normally ranges between 0.1 and 0.3 µm, this process mainly takes from 2 to 10 h to be done. Allen et al.[102] examined the consequence of implanted ion in ultra-high molecular polyethylene counters grade 5 Ti alloy. The wear test was performed via a pin-on-disc machine with water-lubricated and dry environments with a load of 5 MPa at a sliding speed of 0.25 m/s. Few pins were ion-implanted and the discs were made of Ti–6Al–4V alloy, discs were either oxidized or ion-implanted. Before each test, all specimens were conditioned in air and water, cleaned with acetone and dried. The authors stated that oxidation of Ti alloy resulted in improved mechanical properties and surface hardness boosted the wear behavior. Whereas, ion implantation gave a much better surface performance and wear resistance. Yilbas et al. [103] inspected the mechanical and tribological effect of Ti–6Al–4V alloy after undergoing plasma nitriding. Ti specimens were either nitrided or left untreated, the wear trials were done in a pin-on-disc device under ET025 oil lubrication condition. The rotational velocity was 35 rev/min and the applied load was 1 N whereas, the sliding speed was equal to 25 mm/s and 30 mm/s. AISI 52100 steel acted as ball material and the discs were titanium alloy specimens. The authors concluded that the plasma nitriding method improves the wear resistance. Onate et al. [104] examined the part of ion implantation in improving the tribological performance on different alloys including Ti–6Al–4V, they found that this method reduces frictional coefficient. Itoh et al. [105] also studied the impact of ion (nitrogen) implantation on the tribological features of Ti–6Al–4V. The specimens were used as discs of 3 mm thickness, some samples were implanted with nitrogen ions. Trials were conducted on ball-on-disc apparatus using ASTM 52100 steel balls. The load applied was 460 N and the sliding speed was equal to 0.04 m/s with a duration of 1 h under lubrication condition (SAE 7.5W-30 oil). The authors indicated that the COF in the instance of Ti–6Al–4V alloy implanted with ions was lower than in the case of unimplanted specimens. Moreover, the implantation abridged the volumetric wear rate of both steel balls and titanium discs.
Another method to enhance the tribological behavior of Ti alloys was executed by Azghandi et al. [106]. They studied the influence of friction stir processing on the surface improvement of pure Ti alloy. Ti grade 2 specimens were used as shoulder tools and tungsten carbide acted as pins. They pointed out that the drop in worn and debris as a consequence of the rise in friction stir processing resulted in the wear rate drop and also the wear mechanism transformed from adhesive state to abrasive wear. Guleryuz et al. [107] calculated the effect of thermal oxidation on the wear performance of grade 5 titanium alloy under the dry sliding environment. They indicate that the surface rigidity of the alloy improved from 450 to 1300 HV before oxidation for 60 h and at a temperature equal to 600 °C. Moreover, this rise in surface hardness caused an improvement in the wear resistance. The outcome of wear tracks for untreated and oxidized alloys are shown in Fig. 14.

SEM pictures of the produced wear tracks after test duration of 300 min: a untreated alloy; b oxidized alloy (Copyrights reserved) [107]
4.2 Surface texturing to improve the surface and tribological characteristics
This procedure is applied to augment the tribological and friction behavior of materials where micro-structures like lubricant storage are produced on the surface of a material. In addition, this technique lessens the wear of the material surface. Pratap and Patra [108] identified that the surface wettability and tribological behavior of Ti–6Al–4V alloy were enhanced under mechanical surface modification [109]. Their study employed 3 sorts of mechanical micro-tools having various geometries (micro drill, micro flat end mill, and micro ball end mill) in a way to produce micro-dimples. They noticed that the micromachining process had an efficient effect on developing micro-dimpled surfaces of various end geometries. They added that the wettability improvement of Ti–6Al–4V alloy is a result of the roughness factor because of the surface texture. Other methods such as micro drill textured surface (MDTS) and micro ball-end textured surface (MBETS) have shown improved wettability when compared to other surfaces. The authors pointed out, that these 2 surface methods are suitable for biomedical implants. Also, the MBETS method has shown the lowest COF compared to the rest of the surfaces, this low COF was due to improved wettability, increased surface hardness, and able to lock wear debris within the micro-dimples. Ghosh et al. [110], in contrast, identified that surface texturing is not able to create worth wear resistance when undergoing high loads. Kang et al. [111] examined the tribological effect of Ti alloy that was treated by surface texturing and nitriding methods. They investigated the influence of the surface texturing technique on the tribological performance of nitrated Ti–6Al–4V. Samples of Ti–6Al–4V were nitrated at diverse temperatures ranges (750–950 °C) for 10 h in a special furnace (plasma nitriding type). The tribological effect of the specimen was identified by a ball-on-disc apparatus. The authors explained that the wear resistance of Ti–6Al–4V was improved effectively; the wear rate values dropped then increased as a nitriding temperature increased, this rate reached its minimum value at 900 °C whereas, COF increased due to the rise in roughness. In addition, they found that the blend of surface texturing and nitriding methods could lessen the wear rate and COF at high nitriding temperatures. Singh et al. [112] inspected the wear impact of textured tools when cutting Ti–6Al–4V alloy under a graphene-assisted lubrication system. The authors concluded that under lubrication environment, better performance of wear resistance was found as displayed in Fig. 15.

SEM images of carbide tools after turning of Ti6Al4V alloy (Copyrights reserved) [112]
4.3 Surface coatings to improve the surface and tribological characteristics
With an aim to improve the surface characteristics, and to reduce the wear rates and friction, there are different coating procedures for instance wear-resistant coating methods (plasma nitriding, metal nitriding, sputtering, laser cladding, laser treatments, and laser gas alloying). These techniques are used to boost mutually the physical and mechanical properties of the surface. Choosing the most suitable coating procedure plays a key role in attaining a good surface. Hsu and Li [113] pointed out that treating Ti–6Al–4V surfaces with hydrothermal treatment improved the tribological performance of Ti–6Al–4V alloy. The surface of Ti–6Al–4V alloy was managed in urea solution with subsequent heat treatment or even without it. They found that increasing urea concentration leads to the drop of hydrophilicity, higher hardness, and lessening in surface roughness. In Fig. 16, the T0.5 sample displays the least contact angle. The contact angle on the treated Ti–6Al–4V surface rises with urea solution content.

The contact angles on a PT, b T0.5, c T1, d T3, e T0.5H, f T1H, and g T3H (Copyrights reserved) [113]
In another work, Datta et al. [114], considered cathodic arc deposition procedure to apply TiN coatings onto the Ti–6Al–4V. They identified the hardness of coating (33.41 ± 10 GPa) was approximately 7 times larger than Ti–6Al–4V alloy hardness with no coating, also the wear rate dropped in the case of TiN coating around 4 times lesser than that of uncoated Ti–6Al–4V. Danisman et al. [115] examined the effect of various coatings on Ti–6Al–4V. They used TiAlN, TiCN, and TiN coatings and applied them on Ti–6Al–4V. The wear resistance of Ti–6Al–4V was studied in the presence and absence of coatings. Different loads and sliding speeds were performed during the test at room temperature in dry sliding environment. TiCN coating gave the least surface roughness among other coatings. Better roughness values can be ordered by TiN coating, Ti–6Al–4V uncoated alloy, TiAlN then lastly TiCN coating. The authors pointed out that TiN coating gave a better wear rate and friction results concerning uncoated and coated. Shao et al. [116] inspected the character of surface coating in improving the wear performance of Ti–6Al–4V alloy. The authors first coated the alloy using the CS-coating method with alumina-reinforced aluminum by cold spraying, then the coated alloy was processed using PEO (plasma electrolytic oxidation). They concluded that the formed PEO coating on the Ti alloy and CS-coating together exhibited the finest wear resistance compared to untreated Ti–6Al–4V alloy. In addition, they carried out that the blend of both cold spraying and PEO, a promising method when it comes to the improvement of Ti alloy wear performance. Roy et al. [117], investigated the impact of Hank’s solution on the wear performance of Ti grade 5 alloy coated with Cr3C2-NiCr. The authors noticed a development in resistance to wear and hardness of the coated specimen when compared to the substrate. Briefly, surface texturing methods show an efficient drop in the coefficient of friction for various biomedical implants and applications (Table 4).
5 Conclusions
Titanium, a metal with many desirable characteristics from lightweight, great strength, and good resistance against corrosive conditions. Titanium alloys have higher strength compared to material types such as light metal alloys, steels, nickel alloys, etc., according to the relationship between a certain yield strength and density (σ0.2/density).
-
This metal is divided into several types and grades of various chemical compositions and mechanical properties. The wide use of titanium alloys especially grade 5 alloy in biomedical, automotive, aerospace, etc., makes this alloy an important material due to its important characteristics especially for lightweight applications even though it is considered a hard alloy to be machined.
-
According to the importance of titanium and its alloys, it is preferable to be aware of tribological behavior knowledge of this metal and how to improve both their wear and friction coefficient performance.
-
Titanium alloys exhibit strong adhesion, severe adhesive wear, and high and unstable friction when sliding against nearly any technical material as a result of their crystal and electronic structure, poor lubrication, and low thermal conductivity.
-
Besides being susceptible to abrasion wear, titanium and its alloys also have a poor hardness that cannot be significantly improved by heat treatment, either in bulk or at the surface. As a result of their high tendency for adhesion and friction, titanium and its alloys are prone to fretting damage when combined with stainless steels such as austenitic or martensitic steels. Surface damage created by fretting wear will serve as fracture initiation sites in titanium and comparable alloys because of the high adhesion-induced damaging mixed fretting wear that occurs in these materials.
-
The current work is an endeavor to sum various studies carried out on the tribological characteristics of titanium alloys especially Ti–6Al–4V during dry and lubricant sliding conditions against different counter materials in diverse environmental conditions.
-
The review focuses on the various used counter bodies, their input characteristics, their tribological performance, type of test performed, environmental conditions, lubricants used, behavior of titanium alloys against such counter bodies, and other notable closures. Moreover, the review also encompasses surface modification and improvement techniques used to enhance the tribological and surface morphological behavior of titanium alloys.
-
In the future, more work related to different materials and their tribological characteristics could be portrayed. The new technological development such as environmental-friendly lubricants, greases, etc. could be implemented in the future to solve the tribological issues of other materials.
References
Krajewska-Śpiewak J, Gawlik J, Piekoszewski W, Stachura K. Identification of residual stresses in a surface layer of Ti6AL4V and inconel 718 after process of peripheral milling. Tehnički vjesnik. 2018;25(1):88. https://link.gale.com/apps/doc/A534958063/AONE?u=anon~ec0705f8&sid=googleScholar&xid=13c2027a.
Sullivan RM. Implant dentistry and the concept of osseointegration: a historical perspective. J Calif Dent Assoc. 2001;29:737–45.
Lyasota I, Kozub B, Gawlik J. Identification of the tensile damage of degraded carbon steel and ferritic alloy-steel by acoustic emission with in situ microscopic investigations. Arch Civ Mech Eng. 2019;19:274–85. https://doi.org/10.1016/j.acme.2018.09.011.
Saleem W, Salah B, Velay X, Ahmad R, Khan R, Pruncu CI. Numerical modeling and analysis of Ti6Al4V alloy chip for biomedical applications. Materials. 2020. https://doi.org/10.3390/ma13225236.
Pradeep NB, Hegde MMR, Manjunath Patel GC, Giasin K, Pimenov DY, Wojciechowski S. Synthesis and characterization of mechanically alloyed nanostructured ternary titanium based alloy for bio-medical applications. J Mater Res Technol. 2022;16:88–101. https://doi.org/10.1016/j.jmrt.2021.11.101.
Straumal B, Korneva A, Zieęba P. Phase transitions in metallic alloys driven by the high pressure torsion. Arch Civ Mech Eng. 2014;14:242–9. https://doi.org/10.1016/j.acme.2013.07.002.
Dong D, Xu H, Zhu D, Wang G, He Q, Lin J. Microstructure and mechanical properties of TiC/Ti matrix composites and Ti-48Al-2Cr-2Nb alloy joints brazed with Ti-28Ni eutectic filler alloy. Arch Civ Mech Eng. 2019;19:1259–67. https://doi.org/10.1016/j.acme.2019.07.005.
Fashu S, Lototskyy M, Davids MW, Pickering L, Linkov V, Tai S, Renheng T, Fangming X, Fursikov PV, Tarasov BP. A review on crucibles for induction melting of titanium alloys. Mater Des. 2020;186: 108295. https://doi.org/10.1016/j.matdes.2019.108295.
Gupta NK, Somani N, Prakash C, Singh R, Walia AS, Singh S, Pruncu CI. Revealing the WEDM process parameters for the machining of pure and heat-treated titanium (Ti–6Al–4V) alloy. Materials. 2021. https://doi.org/10.3390/ma14092292.
Kopec M, Brodecki A, Szczęsny G, Kowalewski ZL. Microstructural analysis of fractured orthopedic implants. Materials. 2021. https://doi.org/10.3390/ma14092209.
Dutta Majumdar J, Manna I. Laser surface engineering of titanium and its alloys for improved wear, corrosion and high-temperature oxidation resistance. Sawston: Woodhead Publishing; 2015. p. 483–521.
Su C, Yu H, Wang Z, Yang J, Zeng X. Controlling the tensile and fatigue properties of selective laser melted Ti–6Al–4V alloy by post treatment. J Alloys Compd. 2021;857: 157552. https://doi.org/10.1016/j.jallcom.2020.157552.
Hémery S, Stinville J-C. Microstructural and load hold effects on small fatigue crack growth in α+β dual phase Ti alloys. Int J Fatigue. 2021. https://doi.org/10.1016/j.ijfatigue.2021.106699.
Korkmaz ME, Gupta MK, Waqar S, Kuntoğlu M, Krolczyk GM, Maruda RW, Pimenov DY. A short review on thermal treatments of titanium & nickel based alloys processed by selective laser melting. J Mater Res Technol. 2022;16:1090–101. https://doi.org/10.1016/j.jmrt.2021.12.061.
Józwik J, Ostrowski D, Milczarczyk R, Krolczyk GM. Analysis of relation between the 3D printer laser beam power and the surface morphology properties in Ti–6Al–4V titanium alloy parts. J Braz Soc Mech Sci Eng. 2018;40:215. https://doi.org/10.1007/s40430-018-1144-2.
Yaşar N, Korkmaz ME, Gupta MK, Boy M, Günay M. A novel method for improving drilling performance of CFRP/Ti6AL4V stacked materials. Int J Adv Manuf Technol. 2021;117:653–73. https://doi.org/10.1007/s00170-021-07758-0.
Mia M, Gupta MK, Lozano JA, Carou D, Pimenov DY, Królczyk G, Khan AM, Dhar NR. Multi-objective optimization and life cycle assessment of eco-friendly cryogenic N2 assisted turning of Ti–6Al–4V. J Clean Prod. 2019;210:121–33. https://doi.org/10.1016/j.jclepro.2018.10.334.
Singla AK, Singh J, Sharma VS, Gupta MK, Song Q, Rozumek D, Krolczyk GM. Impact of cryogenic treatment on HCF and FCP performance of β-solution treated Ti–6Al–4V ELI biomaterial. Materials. 2020. https://doi.org/10.3390/ma13030500.
Garbiec D, Siwak P, Mróz A. Effect of compaction pressure and heating rate on microstructure and mechanical properties of spark plasma sintered Ti6Al4V alloy. Arch Civ Mech Eng. 2016;16:702–7. https://doi.org/10.1016/j.acme.2016.04.009.
Krolczyk G, Sedmak A, Kumar U, Chattopadhyaya S, Das AK, Pramanik A. Study of heat-affected zone and mechanical properties of Nd-YAG laser welding process of thin titanium alloy sheet. Nat Resour Eng. 2016;1:51–8. https://doi.org/10.1080/23802693.2016.1246278.
Chauhan SR, Dass K. Dry sliding wear behaviour of titanium (Grade 5) alloy by using response surface methodology. Adv Tribol. 2013. https://doi.org/10.1155/2013/272106.
Łȩpicka M, Gradzka-Dahlke M. Surface modification of Ti6Al4V titanium alloy for biomedical applications and its effect on tribological performance—a review. Rev Adv Mater Sci. 2016;46:86–103.
Sreesha RB, Kumar D, Chandraker S, Agrawal A. Room temperature sliding wear behavior of Ti6Al4V: a review. AIP Conf Proc. 2021. https://doi.org/10.1063/5.0049962.
Kaur S, Ghadirinejad K, Oskouei RH. An overview on the tribological performance of titanium alloys with surface modifications for biomedical applications. Lubricants. 2019. https://doi.org/10.3390/lubricants7080065.
Jozwik J. Evaluation of tribological properties and condition of Ti6Al4V titanium alloy surface. Teh Vjesn TechGaz. 2018. https://doi.org/10.17559/TV-20160521145125.
Krolczyk GM, Nieslony P, Legutko S. Determination of tool life and research wear during duplex stainless steel turning. Arch Civ Mech Eng. 2015;15:347–54. https://doi.org/10.1016/j.acme.2014.05.001.
Sreesha RB, Kumar D, Chandraker S, Agrawal A. Room temperature sliding wear behavior of Ti6Al4V: a review. AIP Conf Proc. 2021. https://doi.org/10.1063/5.0049962.
Nabhani F. Wear mechanisms of ultra-hard cutting tools materials. J Mater Process Technol. 2001;115:402–12. https://doi.org/10.1016/S0924-0136(01)00851-2.
Kuntoğlu M, Sağlam H. Investigation of progressive tool wear for determining of optimized machining parameters in turning. Measurement. 2019;140:427–36. https://doi.org/10.1016/j.measurement.2019.04.022.
Salur E, Aslan A, Kuntoglu M, Gunes A, Sahin OS. Experimental study and analysis of machinability characteristics of metal matrix composites during drilling. Compos Part B Eng. 2019;166:401–13. https://doi.org/10.1016/j.compositesb.2019.02.023.
Salur E, Kuntoğlu M, Aslan A, Pimenov DY. The effects of MQL and dry environments on tool wear, cutting temperature, and power consumption during end milling of AISI 1040 steel. Metals (Basel). 2021;11:1674.
Kuntoğlu M, Sağlam H. ANOVA and fuzzy rule based evaluation and estimation of flank wear, temperature and acoustic emission in turning. CIRP J Manuf Sci Technol. 2021;35:589–603. https://doi.org/10.1016/j.cirpj.2021.07.011.
Kuntoğlu M, Sağlam H. Investigation of signal behaviors for sensor fusion with tool condition monitoring system in turning. Measurement. 2021;173: 108582. https://doi.org/10.1016/j.measurement.2020.108582.
Grzesik W, Małecka J, Zalisz Z, Zak K, Niesłony P. Investigation of friction and wear mechanisms of TiAlV coated carbide against Ti6Al4V titanium alloy using pin-on-disc tribometer. Arch Mech Eng. 2016;63:113–27. https://doi.org/10.1515/meceng-2016-0006.
Astakhov VP. Tribology of cutting tools. Tribol Manuf Technol. 2012. https://doi.org/10.1007/978-3-642-31683-8_1.
Ghazali MF, Abdullah MM, Abd Rahim SZ, Gondro J, Pietrusiewicz P, Garus S, Stachowiak T, Sandu AV, Mohd Tahir MF, Korkmaz ME, Osman MS. Tool wear and surface evaluation in drilling fly ash geopolymer using HSS, HSS-Co, and HSS-TiN cutting tools. Materials. 2021. https://doi.org/10.3390/ma14071628.
Korkmaz ME, Gupta MK, Boy M, Yaşar N, Krolczyk GM, Günay M. Influence of duplex jets MQL and nano-MQL cooling system on machining performance of Nimonic 80A. J Manuf Process. 2021;69:112–24. https://doi.org/10.1016/j.jmapro.2021.07.039.
Wojciechowski S, Chwalczuk T, Twardowski P, Krolczyk GM. Modeling of cutter displacements during ball end milling of inclined surfaces. Arch Civ Mech Eng. 2015;15:798–805. https://doi.org/10.1016/j.acme.2015.06.008.
Sharma S, Singh J, Gupta MK, Mia M, Dwivedi SP, Saxena A, Chattopadhyaya S, Singh R, Pimenov DY, Korkmaz ME. Investigation on mechanical, tribological and microstructural properties of Al–Mg–Si–T6/SiC/muscovite-hybrid metal-matrix composites for high strength applications. J Mater Res Technol. 2021;12:1564–81. https://doi.org/10.1016/j.jmrt.2021.03.095.
Korkmaz ME, Yaşar N, Günay M. Numerical and experimental investigation of cutting forces in turning of Nimonic 80A superalloy. Eng Sci Technol an Int J. 2020;23:664–73. https://doi.org/10.1016/j.jestch.2020.02.001.
Korkmaz ME, Günay M. Experimental and statistical analysis on machinability of nimonic80A superalloy with PVD coated carbide. Sigma J Eng Nat Sci. 2018;36:1141–52.
Korkmaz ME. Verification of Johnson-Cook parameters of ferritic stainless steel by drilling process: experimental and finite element simulations. J Mater Res Technol. 2020;9:6322–30. https://doi.org/10.1016/j.jmrt.2020.03.045.
Günay M, Korkmaz ME, Yaşar N. Performance analysis of coated carbide tool in turning of Nimonic 80A superalloy under different cutting environments. J Manuf Process. 2020;56:678–87. https://doi.org/10.1016/j.jmapro.2020.05.031.
Inagaki I, Takechi T, Shirai Y, Ariyasu N. Application and features of titanium for the aerospace industry, nippon steel sumitomo. Met Tech Rep. 2014;106:22–7.
Murr LE, Quinones SA, Gaytan SM, Lopez MI, Rodela A, Martinez EY, Hernandez DH, Martinez E, Medina F, Wicker RB. Microstructure and mechanical behavior of Ti–6Al–4V produced by rapid-layer manufacturing, for biomedical applications. J Mech Behav Biomed Mater. 2009;2:20–32. https://doi.org/10.1016/j.jmbbm.2008.05.004.
Trevisan F, Calignano F, Aversa A, Marchese G, Lombardi M, Biamino S, Ugues D, Manfredi D. Additive manufacturing of titanium alloys in the biomedical field: processes, properties and applications. J Appl Biomater Funct Mater. 2018;16:57–67. https://doi.org/10.5301/jabfm.5000371.
RTI International Metals - Wikipedia, (n.d.).
Titanium Facts & Characteristics: Manufacturers Guide | Ulbrich, (n.d.).
Pradhan S, Singh S, Prakash C, Królczyk G, Pramanik A, Pruncu CI. Investigation of machining characteristics of hard-to-machine Ti–6Al–4V-ELI alloy for biomedical applications. J Mater Res Technol. 2019;8:4849–62. https://doi.org/10.1016/j.jmrt.2019.08.033.
Mouritz AP. Titanium alloys for aerospace structures and engines. Introduction to aerospace materials. Sawston: Woodhead Publishing; 2012. p. 202–23.
Zhou Z, Fei Y, Lai M, Kou H, Chang H, Shang G, Zhu Z, Li J, Zhou L. Microstructure and mechanical properties of new metastable β type titanium alloy. Trans Nonferrous Met Soc China. 2010;20:2253–8. https://doi.org/10.1016/S1003-6326(10)60637-1.
Singh SK, Muneshwar P, Kumar KN, Pant B, Sreekumar K, Sinha PP. Development and characterization of Ti5Al2.5Sn-ELI alloy hemispherical domes for high-pressure cold helium tanks. Mater Sci Forum. 2012;710:113–8. https://doi.org/10.4028/www.scientific.net/MSF.710.113.
Williams JC, Boyer RR. Opportunities and issues in the application of titanium alloys for aerospace components. Metals. 2020. https://doi.org/10.3390/met10060705.
Pitchi CS, Priyadarshini A, Sana G, Narala SKR. A review on alloy composition and synthesis of β-titanium alloys for biomedical applications. Mater Today Proc. 2020;26:3297–304. https://doi.org/10.1016/j.matpr.2020.02.468.
Antunes RA, Salvador CAF, de Oliveira MCL. Materials selection of optimized titanium alloys for aircraft applications. Mater Res. 2018. https://doi.org/10.1590/1980-5373-mr-2017-0979.
Fan H, Liu Y, Yang S. Martensite decomposition during post-heat treatments and the aging response of near-α Ti–6Al–2Sn–4Zr–2Mo (Ti-6242) titanium alloy processed by selective laser melting (SLM). J Micromech Mol Phys. 2021. https://doi.org/10.1142/S2424913020500186.
Cotton JD, Briggs RD, Boyer RR, Tamirisakandala S, Russo P, Shchetnikov N, Fanning JC. State of the art in beta titanium alloys for airframe applications. JOM. 2015;67:1281–303. https://doi.org/10.1007/s11837-015-1442-4.
Ouyang P, Dong H, He X, Cai X, Wang Y, Li J, Li H, Jin Z. Hydromechanical mechanism behind the effect of pore size of porous titanium scaffolds on osteoblast response and bone ingrowth. Mater Des. 2019;183: 108151. https://doi.org/10.1016/j.matdes.2019.108151.
Geetha M, Singh AK, Asokamani R, Gogia AK. Ti based biomaterials, the ultimate choice for orthopaedic implants—a review. Prog Mater Sci. 2009;54:397–425. https://doi.org/10.1016/j.pmatsci.2008.06.004.
Demirsöz R, Korkmaz ME, Gupta MK, Collado AG, Krolczyk GM. Erosion characteristics on surface texture of additively manufactured AlSi10Mg alloy in SiO quartz added slurry environment. Rapid Prototyp J. 2021. https://doi.org/10.1108/RPJ-10-2021-0283.
Demirsöz R, Polat R, Türk A, Erdoğan G. Investigation of erosive wear behavior of granulated blast furnace slag on hard coated and uncoated steels. J Fac Eng Archit Gazi Univ. 2019;34:103–13. https://doi.org/10.17341/gazimmfd.416467.
Titanium Alloys—Wear Resistance, (n.d.).
Wood RJ, Ramkumar P, Wang L, Wang TJ, Nelson K, Yamaguchi ES, Harrison JJ, Powrie HE, Otin N. Electrostatic monitoring of the effects of carbon black on lubricated steel/steel sliding contacts. In: Dowson D, Priest M, Dalmaz G, Lubrecht AA, editors. Life cycle tribol. New York: Elsevier; 2005. p. 109–21.
Molinari A, Straffelini G, Tesi B, Bacci T. Dry sliding wear mechanisms of the Ti6A14V alloy. Wear. 1997;208:105–12. https://doi.org/10.1016/S0043-1648(96)07454-6.
Hager CH, Sanders JH, Sharma S. Effect of high temperature on the characterization of fretting wear regimes at Ti6Al4V interfaces. Wear. 2006;260:493–508. https://doi.org/10.1016/j.wear.2005.03.011.
Straffelini G, Molinari A. Dry sliding wear of Ti–6Al–4V alloy as influenced by the counterface and sliding conditions. Wear. 1999;236:328–38. https://doi.org/10.1016/S0043-1648(99)00292-6.
Alam MO, Haseeb ASMA. Response of Ti–6Al–4V and Ti–24Al–11NB alloys to dry sliding wear against hardened steel. Tribol Int. 2002;35:357–62. https://doi.org/10.1016/S0301-679X(02)00015-4.
Qiu M, Zhang Y, Zhu J, Yang J. Dry friction characteristics of Ti–6Al–4V alloy under high sliding velocity. J Wuhan Univ Technol Mater Sci Ed. 2007;22:582–5. https://doi.org/10.1007/s11595-006-4582-0.
Cui XH, Mao YS, Wei MX, Wang SQ. Wear characteristics of Ti–6Al–4V Alloy at 20–400°C. Tribol Trans. 2012;55:185–90. https://doi.org/10.1080/10402004.2011.647387.
Fellah M, Labaïz M, Assala O, Dekhil L, Taleb A, Rezag H, Iost A. Tribological behavior of Ti–6Al–4V and Ti-6Al-7Nb alloys for total hip prosthesis. Adv Tribol. 2014. https://doi.org/10.1155/2014/451387.
Ashok Raj J, Pottirayil A, Kailas SV. Dry sliding wear behavior of Ti–6Al–4V pin against ss316l disk at constant contact pressure. J Tribol. 2017. https://doi.org/10.1115/1.4033363.
Liu Y, Yang D, He S, Ye Z. Dry sliding wear of Ti–6Al–4V alloy at low temperature in vacuum Bt—protection of materials and structures from the space environment. Dordrecht: Springer; 2006. p. 309–16.
Conradi M, Kocijan A, Klobčar D, Podgornik B. Tribological response of laser-textured Ti6Al4V alloy under dry conditions and lubricated with Hank’s solution. Tribol Int. 2021. https://doi.org/10.1016/j.triboint.2021.107049.
Mao YS, Wang L, Chen KM, Wang SQ, Cui XH. Tribo-layer and its role in dry sliding wear of Ti–6Al–4V alloy. Wear. 2013;297:1032–9. https://doi.org/10.1016/j.wear.2012.11.063.
Jozwik J. Evaluation of tribological properties and condition of TI6AL4V titanium alloy surface. Teh Vjesn. 2018;25:170–5. https://doi.org/10.17559/TV-20160521145125.
Wang L, Zhang QY, Li XX, Cui XH, Wang SQ. Severe-to-mild wear transition of titanium alloys as a function of temperature. Tribol Lett. 2014;53:511–20. https://doi.org/10.1007/s11249-013-0289-5.
Feng C, Khan TI. The effect of quenching medium on the wear behaviour of a Ti–6Al–4V alloy. J Mater Sci. 2008;43:788–92. https://doi.org/10.1007/s10853-007-2298-y.
Yang Y, Zhang C, Dai Y, Luo J. Tribological properties of titanium alloys under lubrication of SEE oil and aqueous solutions. Tribol Int. 2017;109:40–7. https://doi.org/10.1016/j.triboint.2016.11.040.
Luo Y, Yang L, Tian M. Influence of bio-lubricants on the tribological properties of Ti6Al4V alloy. J Bionic Eng. 2013;10:84–9. https://doi.org/10.1016/S1672-6529(13)60202-4.
Cvijović-Alagić I, Cvijović Z, Mitrović S, Rakin M, Veljović D, Babić M. Tribological behaviour of orthopaedic Ti–13Nb–13Zr and Ti–6Al–4V alloys. Tribol Lett. 2010;40:59–70. https://doi.org/10.1007/s11249-010-9639-8.
Chetan BC, Behera S, Ghosh PV. Wear behavior of PVD TiN coated carbide inserts during machining of Nimonic 90 and Ti6Al4V superalloys under dry and MQL conditions. Ceram Int. 2016;42:14873–85. https://doi.org/10.1016/j.ceramint.2016.06.124.
Liang X, Liu Z, Wang B. Physic-chemical analysis for high-temperature tribology of WC-6Co against Ti–6Al–4V by pin-on-disc method. Tribol Int. 2020;146: 106242. https://doi.org/10.1016/j.triboint.2020.106242.
Yang Y, Zhang C, Wang Y, Dai Y, Luo J. Friction and wear performance of titanium alloy against tungsten carbide lubricated with phosphate ester. Tribol Int. 2016;95:27–34. https://doi.org/10.1016/j.triboint.2015.10.031.
Egaña A, Rech J, Arrazola PJ. Characterization of friction and heat partition coefficients during machining of a TiAl6V4 titanium alloy and a cemented carbide. Tribol Trans. 2012;55:665–76. https://doi.org/10.1080/10402004.2012.692007.
Courbon C, Pusavec F, Dumont F, Rech J, Kopac J. Tribology International Tribological behaviour of Ti6Al4V and Inconel718 under dry and cryogenic conditions—application to the context of machining with carbide tools. Tribiology Int. 2013;66:72–82. https://doi.org/10.1016/j.triboint.2013.04.010.
Krajewska-Spiewak J, Gawlik J. Effect of residual stresses in surface layer of nickel-based alloy—inconel 718 on the safety factor of construction BT—advances in manufacturing. In: Hamrol A, Ciszak O, Legutko S, Jurczyk M, editors. Advances in manufacturing. Cham: Springer International Publishing; 2018. p. 933–40.
Patil A. Tribological behavior of WC-CO carbide filled with solid lubricant in dry sliding. Int Res J Eng Technol. 2020;7:3975–80.
Jadhav PM, Kumar Reddy NS. Wear behavior of carbide tool coated with Yttria-stabilized zirconia nano particles. IOP Conf Ser Mater Sci Eng. 2018;346:12007. https://doi.org/10.1088/1757-899x/346/1/012007.
Niu QL, Zheng XH, Ming WW, Chen M. Friction and wear performance of titanium alloys against tungsten carbide under dry sliding and water lubrication. Tribol Trans. 2013;56:101–8. https://doi.org/10.1080/10402004.2012.729296.
Qu J, Blau PJ, Watkins TR, Cavin OB, Kulkarni NS. Friction and wear of titanium alloys sliding against metal, polymer, and ceramic counterfaces. Wear. 2005;258:1348–56. https://doi.org/10.1016/j.wear.2004.09.062.
Xuedong W, Dapu W, Shengrong Y, Qunji X. Tribochemical investigation of tungsten carbide/titanium alloy tribo-couples under aqueous lubrication. Wear. 2000;237:28–32. https://doi.org/10.1016/S0043-1648(99)00288-4.
Cadena NL, Cue-Sampedro R, Siller HR, Arizmendi-Morquecho AM, Rivera-Solorio CI, Di-Nardo S. Study of PVD AlCrN coating for reducing carbide cutting tool deterioration in the machining of titanium alloys. Materials (Basel). 2013;6:2143–54. https://doi.org/10.3390/ma6062143.
Mo JL, Zhu MH, Lei B, Leng YX, Huang N. Comparison of tribological behaviours of AlCrN and TiAlN coatings—deposited by physical vapor deposition. Wear. 2007;263:1423–9. https://doi.org/10.1016/J.WEAR.2007.01.051.
Medina N, Miguel V, Martínez A, Coello J, Manjabacas MC. Methodology to evaluate the tribology of pairs coated CW based tools and Ti6Al4V alloy. Procedia Manuf. 2017;13:631–8. https://doi.org/10.1016/j.promfg.2017.09.132.
El-Tayeb NSM, Yap TC, Venkatesh VC, Brevern PV. Modeling of cryogenic frictional behaviour of titanium alloys using response surface methodology approach. Mater Des. 2009;30:4023–34. https://doi.org/10.1016/j.matdes.2009.05.020.
Liu Y, Yang D, He S, Ye Z. Dry sliding wear of Ti-6Al-4V alloy at low temperature in vacuum. In: protection of materials and structures from the space environment. Dordrecht: Springer; 2006. p. 309–16.
Thamizhmanii S, Mohideen R, Zaidi AMA. Wear behavior of carbide tool coated with Yttria- stabilized zirconia nano particles. IOP Conf Ser. 2018. https://doi.org/10.1088/1757-899X/346/1/012007.
Qu J, Blau PJ, Watkins TR, Cavin OB, Kulkarni NS. Friction and wear of titanium alloys sliding against metal, polymer, and ceramic counterfaces. Wear. 2008;258:1348–56. https://doi.org/10.1016/j.wear.2004.09.062.
Çalişkan H, Küçükköse M. The effect of aCN/TiAlN coating on tool wear, cutting force, surface finish and chip morphology in face milling of Ti6Al4V superalloy. Int J Refract Met Hard Mater. 2015;50:304–12. https://doi.org/10.1016/j.ijrmhm.2015.02.012.
Luo Y, Chai W, Yang L, Tian M, Xu H, Chen W. The surface characterization of microporous titanium carbide coating on titanium alloys. Proc Inst Mech Eng Part J J Eng Tribol. 2014;228:521–8. https://doi.org/10.1177/1350650113517375.
Quan X, Xie H, Xu X, Tang J. Study on the enhanced tribological performance for titanium alloys by PEG oil/Zn-nanoparticles. Mater Res Express. 2020. https://doi.org/10.1088/2053-1591/abcd59.
Allen C, Bloyce A, Bell T. Sliding wear behaviour of ion implanted ultra high molecular weight polyethylene against a surface modified titanium alloy Ti–6Al–4V. Tribol Int. 1996;29:527–34. https://doi.org/10.1016/0301-679X(95)00116-L.
Yilbas BS, Sahin AZ, Al-Garni AZ, Said SAM, Ahmed Z, Abdulaleem BJ, Sami M. Plasma nitriding of Ti–6Al–4V alloy to improve some tribological properties. Surf Coatings Technol. 1996;80:287–92. https://doi.org/10.1016/0257-8972(95)02472-7.
Oñate JI, Alonso F, García A. Improvement of tribological properties by ion implantation. Thin Solid Films. 1998;317:471–6. https://doi.org/10.1016/S0040-6090(97)00564-6.
Itoh Y, Itoh A, Azuma H, Hioki T. Improving the tribological properties of Ti–6Al–4V alloy by nitrogen-ion implantation. Surf Coatings Technol. 1999;111:172–6. https://doi.org/10.1016/S0257-8972(98)00728-2.
Vakili-Azghandi M, Roknian M, Szpunar JA, Mousavizade SM. Surface modification of pure titanium via friction stir processing: microstructure evolution and dry sliding wear performance. J Alloys Compd. 2020;816: 152557. https://doi.org/10.1016/j.jallcom.2019.152557.
Guleryuz H, Cimenoglu H. Surface modification of a Ti–6Al–4V alloy by thermal oxidation. Surf Coatings Technol. 2005;192:164–70. https://doi.org/10.1016/j.surfcoat.2004.05.018.
Pratap T, Patra K. Mechanical micro-texturing of Ti–6Al–4V surfaces for improved wettability and bio-tribological performances. Surf Coatings Technol. 2018;349:71–81. https://doi.org/10.1016/j.surfcoat.2018.05.056.
Prakash C, Singh S, Pruncu CI, Mishra V, Królczyk G, Pimenov DY, Pramanik A. Surface modification of Ti–6Al–4V alloy by electrical discharge coating process using partially sintered Ti-Nb electrode. Materials. 2019. https://doi.org/10.3390/ma12071006.
Ghosh S, Choudhury D, Roy T, Bin Mamat A, Masjuki HH, Pingguan-Murphy B. Tribological investigation of diamond-like carbon coated micro-dimpled surface under bovine serum and osteoarthritis oriented synovial fluid. Sci Technol Adv Mater. 2015;16:1–11. https://doi.org/10.1088/1468-6996/16/3/035002.
Kang J, Wang M, Yue W, Fu Z, Zhu L, She D, Wang C. Tribological behavior of titanium alloy treated by nitriding and surface texturing composite technology. Materials (Basel). 2019. https://doi.org/10.3390/ma12020301.
Singh R, Dureja JS, Dogra M, Gupta MK, Mia M, Song Q. Wear behavior of textured tools under graphene-assisted minimum quantity lubrication system in machining Ti–6Al–4V alloy. Tribol Int. 2020;145: 106183. https://doi.org/10.1016/j.triboint.2020.106183.
Hsu CS, Li Q. Surface modification of Ti64 through hydrothermal treatment in urea solutions. Mater Lett. 2018;216:299–302. https://doi.org/10.1016/j.matlet.2018.01.114.
Datta S, Das M, Balla VK, Bodhak S, Murugesan VK. Mechanical, wear, corrosion and biological properties of arc deposited titanium nitride coatings. Surf Coatings Technol. 2018;344:214–22. https://doi.org/10.1016/j.surfcoat.2018.03.019.
Danişman D, Odabas M. The effect of coatings on the wear behavior of Ti6Al4V alloy used in biomedical applications. IOP Conf Ser Mater Sci Eng. 2018;295:12. https://doi.org/10.1088/1757-899X/295/1/012044.
Shao M, Wang W, Yang H, Zhang X, He X. Preparation of wear-resistant coating on Ti6Al4V alloy by cold spraying and plasma electrolytic oxidation. Coatings. 2021. https://doi.org/10.3390/coatings11111288.
Roy MR, Ramanaiah N, Rao BSK. Effect of Hank’s solution on sliding wear behaviour of Cr 3 C 2 -NiCr coated Ti6Al4V alloy. Int J Mech Eng. 2017;1:304–9.
Revankar GD, Shetty R, Rao SS, Gaitonde VN. Wear resistance enhancement of titanium alloy (Ti–6Al–4V) by ball burnishing process. J Mater Res Technol. 2017;6:13–32. https://doi.org/10.1016/j.jmrt.2016.03.007.
Shao M, Wang W, Yang H, Zhang X, He X. Preparation of Wear-Resistant Coating on Ti6Al4V Alloy by Cold Spraying and Plasma Electrolytic Oxidation. Coatings. 2021;11(11):1288.
Funding
The authors would like to thank “Polısh Natıonal Agency For Academıc Exchange (NAWA) No. PPN/ULM/2020/1/00121” and National Science Centre (NCN) Project No. UMO-2020/37/K/ST8/02795 for financial supports. This work was also supported by the National Centre of Science decision No. 2017/25/B/ST8/00962.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
The authors declare that they have no competing interests.
Ethics approval
Authors state that the research was conducted according to ethical standards.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Gupta, M.K., Etri, H.E., Korkmaz, M.E. et al. Tribological and surface morphological characteristics of titanium alloys: a review. Archiv.Civ.Mech.Eng 22, 72 (2022). https://doi.org/10.1007/s43452-022-00392-x
Received:
Revised:
Accepted:
Published:
DOI: https://doi.org/10.1007/s43452-022-00392-x