
Abstract
The compressor is an integral and an important part of an aero-engine. The blades of compressor fail because of several reasons. Failed blades of various aero-engines are subjected to investigations in this work. Results of these investigations are presented in detail. Compressor blade denoted as CB-1 failed because of formation of alpha casing and impact on the casing. Another compressor blade termed as CB-2 was damaged because of impact by foreign object. Sticking of the blade to the casing resulting in tearing of the blade is responsible for failing of third compressor blade referred as CB-3. Thermo-mechanical fatigue caused cracking on a different compressor blade designated as CB-4. Impact by foreign object containing Ca, Al, Zn and O is the reason for the damage of the leading and trailing edges of fifth compressor blade assigned as CB-5.
Similar content being viewed by others
Avoid common mistakes on your manuscript.
Introduction
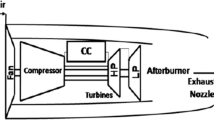
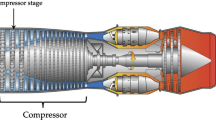
Gas turbine engines are devices having a high power-to-weight ratio. It essentially ingests air from the atmosphere, compresses it to high pressure, injects and burns fuel in combustion chamber to generate hot gases at high velocity. This gas drives the turbine to extract the energy. A gas turbine consists of several systems such as compressor, combustor, turbine and exhaust system. Compressors are important part of aero-engine and its main function is to provide compressed air for the engine to operate. This component is located at the inlet side of the engine. A jet engine during operation, experiences hostile environment characterized by high temperatures, high vibration level, etc. These conditions are responsible for failures of many of its components. An incompatibility between the supply of air flow and the demand of airflow is observed when a compressor fails. In other words, the ratio of pressures is not in commensurate with the engine RPM. Smooth flow of air is impeded, turbulence, and fluctuations of pressures are created within the turbine. Compressor stalls resulting in slowing down of air flow through the compressor and sometimes it results even in reverse flow.
Over last several years’ failure investigations of number of blades of compressors are published [1,2,3,4,5,6,7]. Infante et al. reported failure of compressor blade due to fatigue [1]. High-amplitude fatigue due to severe stall was found to be responsible for fractured and damaged compressor rotor blades by Song et al. [2]. As noted by Mishra et al. [3], low-pressure compressor blade of an engine failed because of fatigue due to high stress concentrations. Investigation of Mishra et al. [4] revealed that failure of high-pressure compressor of an aero-engine was because of fatigue caused by dislodgement of platform ladder. Poursaeidi et al. [5] attributed the blade failure to high cycle fatigue. The experimental and numerical investigations of crack propagation and damage process of the compressor blade subjected to high cycle fatigue due to Witek [6] concluded that the primary cause for fatigue cracks appearance was high stress because of resonance of the blade. Investigation due to Swamy et al. [7] indicated that compressor blade failed because of fatigue.
The above facts indicate that various forms of fatigue are main factor responsible for failure of compressors blades. In previous publications, compilations of failures of bearings and stator vanes of aero-engine are made [8, 9]. Investigations of the failures of several compressor blades of aero-engine have been done in author’s laboratory for last few years. The results of such investigations have been compiled in the present work.
Background
Second stage compressor blade of an aero-engine was received in damaged condition. The engine blade ran 1358.52 h since new and 239.21 h after last overhaul. The material of the blade was informed to be titanium alloy. This blade is designated as CB-1. Third stage compressor blade pertaining to aero-engine No.HDR80393 U was received in defective condition. The details of the prior operation of the engine were not provided. The material of the blade was found to be titanium alloy. This blade is termed as CB-2. First stage compressor blades pertaining to aero-engine, bearing part number 16-96-47, was received in defunct condition. The engine blades ran for 200 h. After servicing a ground run was given to ascertain the health of aircraft systems. Post ground run check of compressor blades revealed that blades of first stage compressors were damaged beyond permissible limit. This blade is assigned the terminology CB-3. First stage compressor blade pertaining to aero-engine SU 30 MKI, was received in cracked condition. The detail of engine running is not available. Damage of the blade was detected during post flight inspection. The material of the blades was found to be titanium alloy Ti-6Al-4V. This blade is denoted as CB-4. Finally, one blade of first stage compressor pertaining to aero-engine no HDR-80271 UAS was found unsuitable for use. The strip examination of aero-engine revealed two cut marks on both the leading and trailing edge leaving 7.0 and 6.8 cm from the tip of the blade as intimated. This blade henceforth is referred as CB-5.
Investigation and Results
Visual Examination
The compressor blade CB-1, in the as-received condition is shown in Fig. 1a. It is seen from the figure that a small U-shaped dent on one of the edges very close to the tip of the aerofoil. A close-up view of the dent portion (Fig. 1b) has shown a U-shaped dent with deformation marks on the edge. The as-received compressor blade CB-2 is illustrated in Fig. 2a and b. It is seen from the figure that a small V-shaped dent on one edge very close to the tip of the aerofoil. A close-up view of the dent portion has revealed a V-shaped dent without any deformation marks on the edge. The compressor blade CB-3 in the as-received condition is provided in Fig. 3a and b. A significant zone on the corner of the tip of the aerofoil is twisted. A close-up view of the damaged portion indicates that a part of the material has undergone a kind of tearing on the corner. The compressor blades CB-4 in the as-received condition is presented in Fig. 4a. A close-up view of the damaged portion is shown in Fig. 4b. A small, damaged portion on the leading edge of the blade with a crack originating from the damaged part of the blade and extending deep in to the blade is the important feature of the figure. The failed blade CB-5 in the as-received condition is provided in Fig. 5. Damage due to impact can be seen on both the leading and the trailing edge of the blade. It also shows that the deformation is due to impact that has taken place in opposite directions of the leading and the trailing edge. There are two damaged marks on both sides of the blade. Damage has occurred as first mark at 7 cm from the tip of the blade at the leading edge separated by 2.5 cm and at 6.8 cm from tip of the blade separated by 1.5 cm at the trailing edge.

The compressor blade CB-1 in the as-received condition (a) overview and (b) close view

The compressor blade CB-2 in the as-received condition (a) overview and (b) close view

The compressor blade CB-3 in the as-received condition (a) overview and (b) close view

The compressor blade CB-4 in the as-received condition (a) overview and (b) close view

The failed blade CB-5 in the as-received condition
Stereographic Examination
Stereo micrographic view of the dent portion of CB-1 has shown deformation markings along with the U-shaped groove (Fig. 6a). Figure 6b represents the stereo micrographic view of the dent portion of V-shaped groove of CB-2. This V-shaped grove is unlike U-shaped groove as noted in previous case. Abrasion marks can also be seen. Stereo micrographic view of the damaged portion of CB-3 is shown in Fig. 6c. Damaged, torn, bent and highly deformed surface can be seen. Stereo micrographic view of the damaged portion of CB-4 is presented in Fig. 6d. A crack originated from the surface of the leading edge of the blade can be seen. It is to be stated that only one crack can be traced in that zone. The image obtained by stereo microscopy of CB-5 is illustrated in Fig. 6e. Sizes of all the cut marks are equal. Bulging of the cut marks are on both side of the blade.

Stereo micrographs of the failed blades (a) CB-1 (b) CB-2 (c) CB-3 (d) CB-4 and (e) CB-5
Microstructural Examination
Samples were cut from regions near the failed portion and away from the failed portion of the blades, mounted, polished and etched. Etched microstructures were viewed under optical microscope. The etching reagent used was Kroll’s reagent for Ti alloy and 2% nital for Fe-based alloy. The microstructure of CB-1 essentially exhibits equiaxed primary α (white phase) and transformed β (gray/dark phase) structure typical of α-β titanium alloy as shown in Fig. 7a. Figure 7b represents the SEM images of the α–β structure, where the appearance of primary α and transformed β is exactly reverse of their appearance in optical micrographs, i.e., in this case primary α appears as gray phase and transformed β appears as white phase. The optical micrograph obtained from CB-2 is shown in Fig. 7c. The microstructure resembles to that of CB-1. It remains essentially the same throughout the cross section of the blade. The optical micrograph of CB-3 is provided in Fig. 7d. Like CB-1 and CB-2 the microstructure consists of equiaxed primary α (white phase) and transformed β (gray/dark phase) structure. The microstructure is reproducible throughout the cross section of the blades. The optical micrograph of CB-4 is given in Fig. 7e. The microstructure essentially consists of equiaxed primary α and transformed β structure like CB-1. The microstructure is unchanged at various location of the blade. Metallographic samples were prepared from various section of CB-5. A few oxide inclusions were seen in the unetched condition. A typical microstructure is provided in Fig. 7f. The microstructure consists of tempered martensite. The microstructure is similar in various parts of the blade and is not reproduced due to similarity. Further, secondary electron images shown in Fig. 8 reveal existence of α-casing in the region close to one of the edges (Fig. 8a) of the compressor blade CB-1 and its absence along the other edge of the blade (Fig. 8b). However, micrograph of the edges of the blade CB-2 presented in Fig. 8c does not reveal the presence of any alpha casing. Similarly, no alpha casing is seen for blade CB-3 in almost all edges. An optical micrograph showing leading edge of the blade CB-4 is presented in Fig. 8d. It clearly shows highly deformed leading edge, and this deformed edge is severely cracked. This deformed edge is responsible for crack formation on the edge. It also exhibits the absence of alpha casing.

Photomicrographs of the failed blades (a) Optical photograph of CB-1 showing α-β microstructure. (b) SEM micrograph with the α-β structure of CB-1. (c) Optical photograph of CB-2 indicating α-β microstructure. (d) Optical photograph of CB-3 reveals α-β microstructure. (e) Optical photograph of CB-4 having α-β microstructure. (f) Optical photograph of CB-5 showing tempered martensitic microstructure

SEM Micrographs showing (a) the presence of alpha casing at some locations of the blade CB-1 and (b) the same missing at other locations, (c) Micrograph of CB-2 showing no alpha casing, (d) Micrograph of CB-3 showing no alpha casing
Chemical Analysis
The chemical analysis of the samples was done by conventional method. X-ray florescence spectroscopy (XRF) and inductively coupled plasma optical emission spectrophotometer (ICP-OES) were employed to carry out elemental analysis of the test materials. Carbon and sulfur were analyzed using LECO C and S detector. The results of the chemical analysis of the top portion, middle portion and bottom portion of CB-1 and CB-2 are given below in Tables 1 and 2, respectively. A uniform composition throughout the blade can be noted. Material for compressor blade CB-1 can be identified as Ti-6Al-4V alloy. Table 2 indicates that the compressor blade CB-2 contains Al, Zr and Mo as primary alloying element in addition to base material Ti. Material appears to be Russian alloy VT-9. The results of chemical analysis from the top, middle and bottom portion of CB-3 are summarized below in Table 3. The material is essentially Ti-6Al-4V. A uniform composition throughout the blade can be noted. Further, wt.% of V in the blades was found to be higher than what was reported by XRF analysis. The chemical compositions measured from the top, middle and bottom portion of CB-4 are listed in Table 4. The blade CB-4 is fabricated using Ti-6Al-4V alloy. A uniform composition throughout the blade is evident. It is also to be noted that Al and V wt.% is marginally higher than nominal composition. Further, wt.% of O and N was found very low. The obtained composition of the materials of CB-5 is given in Table 5. This blade is made of iron-based alloy containing significant amount of Cr. This indicates that the material is stainless steel. The sulfur content was around 0.005 wt.%.
Hardness Measurement
Bulk hardness measurements of CB-1 were made at three different locations, i.e., top, middle, and bottom and the hardness is found to be in the range 360 to 370 HV. Bulk hardness of CB-2 at top, middle and bottom is found to be in the range 360 ± 10 HV. Bulk hardness measurements were made across entire cross section of CB-3. The hardness is in the range 316 ± 10 HV at top, middle, and bottom. Bulk hardness of CB-4 at different locations is found to be in the range 312 ± 15 HV. The average values of microhardness in three different locations of CB-5 are measured and listed in Table 6. Thus, hardness is uniform in various locations of the blade.
Fractographic Examination
The damaged portion of CB-1 was cut, cleaned ultrasonically using acetone and examined with the help of scanning electron microscope (SEM). The low magnification image of the fracture surface is shown in Fig. 9. Deformation lines and flow of material from top to bottom can be observed (Fig. 9a). The enhanced thickness and shear tip observed indicates that the material has flown from top to bottom with respect to figure of the blade. Magnified view has shown abrasions and scoring marks (Fig. 9b). EDAX spectrum analysis carried out on fracture surface has shown the presence of Ti & Al and other elements (Fig. 9c).

SEM images showing (a) flow of materials on the fractured surface (b) magnified view of scoring marks and (c) EDS spectrum of fracture surface of compressor blade CB-1.
The damaged portion of CB-2 was prepared and examined under SEM. The SEM image of the damaged zone is shown in Fig. 10. Damaged area exhibits scattered marks of impact. Highly deformed area along with lip formation and shear dimple can be seen in the impacted area. Parallel grooves indicating abrasion marks around the impacted area are notable. EDAX spectrum analysis carried out on fracture surface is presented in Fig. 10d. It shows the presence of Ti, Al and Mo (Fig. 10d). The composition of the damaged surface is listed in Table 7. Zr is not observed on the damaged surface. However, quantity of Mo and Al was found to be higher than that in the bulk of the material.

SEM images showing the flow of materials on the fractured surface of compressor blade CB-2
The SEM images of the fracture surfaces of the blades of CB-3 at various magnifications are presented in Fig. 11. Low magnification image exhibits (Fig. 11a and b) tearing of blade and flow of materials. High magnification images reveal deformed fracture surface characterizing the presence of shear dimples. Voids which act as nucleation site of crack can be seen (Fig. 11d). The morphologies of the debris collected from the abradable coating of the casing are shown in Fig. 12. Debris are irregularly shaped and are of various sizes. The EDS spectra obtained from the fracture surface and from the debris are given in Fig. 12. Results of composition analysis provided in Table 8, suggest that although composition on the fractured surface of the blade is like Ti-6Al-4V, presences of Ti can be noted on the debris of Al-Si polyester abradable coating.

SEM images showing the flow of materials on the fractured surface of compressor blade CB-3

SEM images showing the morphologies of the debris collected from blade CB-3 and corresponding EDS spectrum from damaged surface and debris
The low magnification and the high magnification SEM images of the cracked surface of CB-4 are shown in Fig. 13. Only one crack originated from the surface can be seen. Crack is surrounded by deformed zone. Magnified view presented in Fig. 13b indicates severely deformed area. EDAX spectrum analysis carried out on fracture surface as shown in Fig. 13c confirms the presence of Ti, Al and V. The composition measured from the fractured surface is like the bulk composition.

The low magnification (a), the high magnification (b) SEM images and (c) EDAX spectrum of the cracked surface of CB-4
The SEM images of fractured surface of CB-5 at different locations are shown in Fig. 14. SEM images reveal severely deformed area (Fig. 14b). It also indicates the presence of debris of foreign object in certain locations (Fig. 14c). There are marks of groves formed by impact followed by abrasion action of foreign object. EDAX spectrum analysis carried out on debris and damaged surface are shown in Fig. 15a and b. The composition measured from the various locations of the damaged surface is summarized in Table 9. Composition of the damaged surface consists of C, Zn, Ca and O which is different from that of the bulk composition of the blade. All damaged surfaces exhibits the presence of high amount of carbon and oxygen. The surface of the debris confirms the presence of Ca.

SEM images of blade CB-5 (a) low magnification image of deformed area (b) severely deformed area at higher magnification and (c) showing debris of foreign object

EDAX spectrum analysis carried out on debris and damaged surface of compressor blade CB-5
Discussion
The EDAX analysis and analysis of chemical composition of the blade CB-1 indicate that the blade is fabricated using titanium alloy Ti-6AL-4V. The microstructure and hardness revealed that the blade is used in heat treated condition. The microstructure evaluation at different location right from root to the failed region did not provide any observable variation in the microstructure confirming that no metallurgical deficiency exists in the blade. The U-shaped notch / deformation and associated abrasions on the edge of the blade to a certain length, indicate that the blade has rubbed against another object. The U-shaped notch and deformation associated with it show that some impact could be the reason for this damage. However, EDAX analysis carried out has shown no foreign debris. The presence of alpha casing on one of the edges of the compressor blade makes the surface brittle, compared to the remaining area. Alpha casing might have formed during processing of the blade. The brittle alpha casing and impact on the alpha casing is the reason for the dent / deformation associated with the blade.
It is therefore advisable to prevent formation of alpha casing during manufacturing. During casting of Ti alloy, formation of alpha case layer is eliminated using ceramics namely aluminum oxide (Al2O3), calcium oxide (CaO), zirconium oxide (ZrO2) and zirconium orthosilicate (ZrSiO4) as mold materials [10]. Other alternative is to apply thin coatings obtained by various physical vapor deposition techniques [11,12,13,14,15] such as TiAlN and TiCrN. [16, 17]. Metallic coatings [18] are important for such kind of applications. Another alternative approach to prevent alpha case formation is to use sodium silicate (Na2SiO3) as an oxygen barrier coating [19]. These coatings do not alter mechanical properties. Further, if applied as very thin film, they do deform in the same way as the substrate material [20]. Few investigators tried to remove alpha casing successfully by acid leaching.
The chemical analysis carried out on the blade CB-2 has shown that the blade is manufactured from Russian titanium alloy VT-9. The microstructure and hardness revealed that the blade is used in heat treated condition. No observable variation in the microstructure at different locations right from root to the failed region has been observed suggesting that metallurgical defect is not responsible for failure of the blade. Similarly, composition is also found uniform throughout the blade. The V-shaped notch / damaged zone on the leading edge of the blade, shows that the blade has been impacted and abraded by a harder material possibly from casing. The V-shaped notch and deformation associated with it show that some impact abrasion could be the reason for formation of this damaged zone [21]. SEM images and EDAX analysis carried out do not show evidence of the presence of foreign debris. However, enhanced amount of Mo and Al on damaged surface indicates impact was due to some internal object. No alpha casing can be seen in any edge of the blade. The degradation due to impact abrasion can be reduced by improvement of hardness [22] and strain hardening exponent [23].
The XRF analysis carried out on the blade CB-3 has shown that the blade is made of titanium alloy Ti-6Al-4V. The fact that the blade is used in heat treated condition has been confirmed by microstructure and hardness of the blade. The microstructure evaluation and hardness measurement performed at various regions, right from root to the failed location of the blade, reveal similarity across various locations. Similarly, consistency is also noted in the chemical composition throughout the blade. This indicates that the blade is free from any kind of metallurgical deficiency. The damaged portion exhibits sever plastic deformation which is a result of sticking of the blade with casing due to insufficient gap between casing and top edge of the blade or due to high and abnormal vibration of the engine. This resulted in tearing of the blade under action of rotating force. EDS analysis of the coating of the casing did show the presence of high amount of Ti and Al confirming sticking of the blade to the casing. However, SEM EDAX analysis carried out has shown no foreign debris eliminating foreign object damage. No alpha casing was noted in any edge of the blade. As there were no traces of Ca or P, there was no contact with living object like bird strike etc. for which tearing can be observed. Similar type of failures of compressor blades was reported by Kermanpur et al. [24] and Feifei et al. [25].
Monitoring of vibration is widely practiced for reducing this kind of failure. To reduce vibration, it is pertinent to reduce damage of the aircraft and reduce wear and tear of parts. Vibration is primarily caused by rotating parts such as fan and core. Although the fan rotates at a rate much slower than the core, the diameter of the fan is much larger and is usually the main cause for engine vibration. The reason for increased vibration of the core is foreign object damage. In contrast, fan vibration increase due to dirt, contamination, lack of lubrication, improper fixing of the blades, migration of fan blade tang or fan disk bushing, etc. Engineer responsible for engine condition trend monitoring (ECTM) will receive an early indication of enhanced vibrations. Using instruments such as a tachometer source, a vibration pick-up or accelerometer, test harnesses and vibration computer. the relevant imbalance can be rectified, and vibration can be monitored. Thus, periodic and regular inspection and maintenance can help in avoiding failures of many components of engine.
The EDAX analysis and wet chemical analysis carried out on the blade has shown that the CB-4 blade was manufactured from titanium alloy Ti-6Al-4V. The microstructure and hardness indicated that heat treated blade is used. The microstructural characterization at different regions including the root to the failed portion has shown no perceptible changes in the microstructure in the blade. Similarly, the chemical composition is also found to be consistent across various regions of the blade. These facts suggest that there is no metallurgical deficiency. No alpha casing was noted in any edge of the blade. This implies that blade failure is not due to formation of brittle alpha casing at the edge. SEM EDAX analysis from the fractured surface of the blade did not reveal the presence of any foreign debris. Hence the failure is also not because of foreign object damage. The crack is originated at the highly deformed edge of the blade. Thus, it can be concluded that the blade has failed, or the crack is initiated because of thermo-mechanical fatigue. Due to the different cooling rates at the edge and at the center, the blades experience thermo-mechanical fatigue which causes failure of compressor blades. If the blade failed due to creep, multiple cracks should have been present. In such cases several cracks can be seen, and this was not the case for present blade.
Thermal fatigue properties can be improved by imparting residual compressive stresses on the blade surface [26]. Another important way of improving the thermal fatigue properties is to subject the components to subzero temperature [27, 28] particularly for iron base alloys. Application of surface treatment [29] and coatings can be potential techniques for improving thermal fatigue life. Vibration monitoring as described in the previous paragraph is an excellent and widely used method for reducing thermal fatigue. Inspection should be done as frequently as possible. Compressor blades need to be thoroughly inspected during engine overhauls more rigorously than just visual inspection. There are certain actions to be performed during operation of the engine. Starting of engines while it is hot should be avoided. Rapid acceleration or deceleration should be minimized. Only under exceptional circumstances, full throttle can be employed. All this will help in minimizing failure of compressor blades by thermal fatigue.
Chemical analysis, microstructural studies and hardness of the blade CB-5 confirmed that the blade material is AISI 422 variety of martensitic stainless steel and were used in the hardened and tempered condition. The microstructure evaluation carried out at different regions from root to the failed region did not reveal perceptible alteration in the microstructure suggesting that there is no metallurgical deficiency in the blade. Similarly, composition is also found uniform throughout the blade. The damaged zones on the leading edge and trailing edge of the blade show that the blade has been impacted by a foreign material containing Ca, Al, Zn and O. All damaged surfaces exhibits the presence of high amount of carbon and oxygen. The surface of the debris confirms the presence of Ca. Thus, the failure can be because of impact of living object such as bird. Silveira et al. [30] and Sharma et al. [31] noted similar type of failure of compressor blades due to impact by foreign object.
Deformation of materials under such impact is characterized by certain important features. The stress state is compressive and multi-axial. The deformed zone beneath the impacting erodent is completely confined making the plastic flow constrained under compressive stresses [32]. The presence of high compressive stress is responsible for the deformation to take place at strain larger than tensile fracture strain. High strain rate under which deformation takes place is responsible for enhancing temperature to ensure deformation to be adiabatic. Important ways to improve degradation rate under impact is to ensure higher strain-hardening exponent, higher melting temperature of the material used as long as the degradation is deformation controlled [33]. Dynamic hardness is a better indicator of strength under such condition [34]. If the degradation during impact is governed by interaction of erosion and oxidation, ways for improving performances are elaborated in separate publication [35].
Conclusions
-
(1)
The brittle alpha casing is observed on one end of the blade. This brittle alpha casing and impact on the casing of the engine is the reason for the dent / deformation associated with the blade CB-1.
-
(2)
V-notch and deformation of material on the edge indicates that impact has taken place on leading edge of the blade by an object present in the engine internally. SEM images and EDAX analysis has confirmed the absence of foreign material on the damaged side. No alpha casing can be seen at any edge in case of CB-2
-
(3)
Damaged portion of the blade CB-3 indicates degradation is due to sticking of the blade to the casing and this resulted in tearing of the stick corner of the blade. This was evident from the composition of the debris of the abradable Al-Si polyester coating of casing.
-
(4)
The blade designated as CB-4 has failed or the crack is initiated because of thermo-mechanical fatigue. This was evident from the fact that a single crack is originated from the edge and propagated to the interior of the blade.
-
(5)
The compressor blade CB-5 is manufactured from AISI 422 martensitic stainless steel and no metallurgical deficiency of the blade is found. The damage of the leading and trailing edge of the compressor blade is due to impact of foreign object containing Ca, Al, Zn and O possibly by bird hitting.
References
V. Infante, J.M. Silva, M. de Freitas, L. Reis, Failures analysis of compressor blades of aeroengines due to service. Eng. Fail. Anal. 16, 1118–1125 (2009)
K.S. Song, S.G. Kim, Y.H. Hwang, Failure of the J79 engine compressor blade due to stall. J. Fail. Anal. Prev. 7, 212–217 (2007)
K. Mishra, K. Johney Thomas, S.S.I. Ahmed, Fatigue Failure of LP Compressor Blade in an Aero Gas. J. Fail. Anal. Prev. 14, 296–302 (2014)
R.K. Mishra, V. Nandi, R. Raghavendra Bhat, Failure analysis of high-pressure compressor blade in, an aero gas turbine engine. J. Fail. Anal. Prev. 18, 465–470 (2018)
E. Poursaeidi, A. Babaei, F. Behrouzshad, M.R. Mohammadi Arhani, Failure analysis of an axial compressor first row rotating blades. Eng. Fail. Anal. 28, 25–33 (2013)
L. Witek, Experimental crack propagation and failure analysis of the first stage compressor blade subjected to vibration. Eng. Fail. Anal. 16, 2163–2217 (2009)
M. Swamy, A.H.V. Kulvir Singh, M.C. Pavan Antony Harison, G. Jayaraman, Failure investigation of frame 6FA gas turbine compressor blades. Trans. Ind. Inst. Met. 69, 647–651 (2016)
M. Roy, Failure analysis of bearings of aero engine. J. Fail. Anal. Prev. 19, 1615–1629 (2019)
S. Madhav, M. Roy, Failure analysis of turbine stator vanes of aero-engine. Eng. Fail. Anal. 117, 104783 (2020)
S. Sung, Y. Kim, Alpha-case formation mechanism on titanium investment castings. Mater. Sci. Eng. A. 405, 173 (2005)
C. Tomastic, M. Lackner, A. Pauschitz, M. Roy, Structural, chemical and nanomechanical investigations of SiC/polymeric a-C: H films deposited by reactive RF unbalanced magnetron sputtering. Solid State Sci. 53, 1–8 (2016)
P. Cosemans, X. Zhu, J.P. Celis, M.V. Stappen, Development of low friction wear-resistant coatings. Surf. Coat. Technol. 174–175, 416–420 (2003)
M. Roy, S. Kvasnica, C. Eisenmenger-Stittner, G. Vorlaufer, A. Pauschitz, An analysis of nano tribological study of Ti-containing hard carbon film. Surf. Eng. 21(3), 257–264 (2005)
T. Sampath Kumar, S. Balasivanandha Prabu, S. Madhavan, K.A. Padmanabhan, Thermal stability of cathodic arc vapour deposited TiAlN/AlCrN and AlCrN/TiAlN coatings on tungsten carbide tool. Trans. Ind. Inst. Met. 71, 665–676 (2018)
A.K. Krella, Cavitation erosion of monolayer PVD coatings – An influence of deposition technique on the degradation process. Wear. 478–479, 203762 (2021)
M. Roy, S. Saha, K. Valleti, Microstructure and wear of cathodic arc physical vapor deposited TiAlN, TiCrN and n-TiAlN/α-Si3N4 films. Def. Sci. J. 70(6), 656–663 (2020)
H.A. Jehn, Multicomponent and multiphase hard coatings for tribological applications. Surf. Coat. Technol. 131, 433–440 (2000)
M. Palaniappa, M. Roy, Plating and Tribology, Surface Engineering for Enhanced Performance against Wear. (Springer Verlag, Austria, 2013)
S.N. Patankar, Y.T. Kwang, T.M. Jen, Alpha casing and super plastic behavior of Ti-6-4. J. Mater. Proces. Technol. 112, 24–28 (2001)
M. Roy, K.K. Ray, G. Sundararajan, An analysis of the transition from metal erosion to oxide erosion. Wear. 217, 312–320 (1998)
S. Sarkar, E. Badisch, R. Mitra, M. Roy, Impact abrasive wear response of carbon/carbon composites at elevated temperatures. Tribology Letter. 37, 445–451 (2010)
M. Roy, D. Subba Rao, S. Rao, G. Sundararajan, Abrasive wear behaviour of detonation sprayed WC-Co coatings on mild steel. Surf. Eng. 15, 129–136 (1999)
M. Roy, Y. Tirupataiah, G. Sundararajan, Effect of particle shape on the erosion of Cu and its alloys. Mater. Sci. Eng., A. 165, 51–63 (1993)
A. Kermanpur, H. Sepehri Amin, S. Ziaei-Rad, N. Nourbakhshnia, M. Mosaddeghfar, Failure analysis of Ti6Al4V gas turbine compressor blades. Eng. Fail. Anal. 15, 1052–1064 (2008)
W. Feifei, C. Yunyong, W. Zhiqing, C. Lulu, M. Jin, Failure analysis of rubbing of the fan tip and case of an engine. Proc. Eng. 99, 1289–1296 (2015)
D. Lao, W. Jia, S. Li, D. Heiand, R. Chen, Effect of residual compressive stress on thermal shock resistance and microstructure of Al2O3–ZrO2 reticulated porous ceramics. Mater. Res. Express. 6(10), 105209 (2019)
D. Senthilkumar, I. Rajendrana, M. Pellizzari, J. Siiriainen, Influence of shallow and deep cryogenic treatment on the residual state of stress of 4140 steel. J. Mater. Process. Technol. 211, 396–401 (2011)
I. Gunes, A. Cicek, K. Aslantas, F. Kara, Effect of deep cryogenic treatment on wear resistance of AISI 52100 bearing steel. Trans. Ind. Inst. Met. 67, 909–917 (2014)
N. Krishnaraj, M. Roy, Tribology of Diffusion Treated Surfaces, Surface Engineering for Enhanced Performance against Wear. (Springer Verlag, Austria, 2013)
E. Silveira, G. Atxaga, A.M. Irisarri, Failure analysis of a set of compressor blades. Eng. Fail. Anal. 15, 666–674 (2008)
R. Sharma, P. Manda, S. Singh, A.K. Singh, Failure analysis of variable inlet guide vane and compressor rotor blade of helicopter engine. Mater. Today Proc. 5, 5124–5130 (2018)
P. Mukhopadhyay, M. Srinivas, M. Roy, Microstructural development during erosion of tribological steel. Mater. Charact. 113, 43–51 (2016)
M. Roy, Dynamic hardness of detonation sprayed WC-Co coating. J. Therm. Spray Technol. 11, 393–399 (2002)
M. Roy, Y. Tirupataiah, G. Sundararajan, The influence of solid solution and dispersion strengthening mechanisms on the room temperature erosion behaviour of Nickel. Mater. Sci. Technol. 11, 791–797 (1995)
M. Roy, Approaches to enhance elevated temperature erosion resistance of Ni-base super alloys. Mater. High Temp. 36(2), 142–156 (2019)
Acknowledgment
Authors are grateful to the Director, DMRL for giving permission to publish the manuscript.
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Madhav, S., Roy, M. Failure Analysis of Compressor Blades of Aero-Engine. J Fail. Anal. and Preven. 22, 968–982 (2022). https://doi.org/10.1007/s11668-022-01405-w
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11668-022-01405-w