
Abstract
The fractured and damaged compressor rotor blades of a J79 engine have been examined. Optical, stereoscopic, microhardness testing, and SEM examinations were carried out to find out the causes of the fracture. The material of the blades was STS403 and blades were used without coating. From the 15th through the 17th compressor stages the rotor blades, stator vanes, combustion, and turbine sections were damaged. The fractured surface of the 17th blade show multiple origins, secondary cracking in the blade’s convex surface, and extensive propagation before separation and rougher surfaces. The metallographic analysis of the microstructure suggested work hardening. Based on the results, the cause of the fractured blade was high-amplitude fatigue, due to severe stall. After normal engine usage of 5 months, the blade fractured and blade fragments hit the other compressor blades, stators, and casing, and caused damage in both combustion and turbine sections.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
Introduction
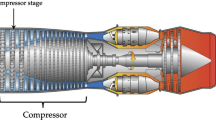
The compressor blade on J79 engine has been investigated to determine the cause of failure. The vibration and sounds were recognized by the pilot during take off, the RPM dropped 72%, and some flare at the rear engine was observed by the run way control tower. While the throttle was moved back to check the problem, the aircraft was apparently operating normally; however, for the sake of safety, the flight was landed. The above symptoms are similar to those anticipated in a stall event, thus the engine was disassembled to check internally for damage (technical orders require inspection after severe stall). The inspection showed that the rear area of the compressor and turbine was damaged and fractured. Figure 1 shows the compressor section of J79 engine schematically and the damaged area. The damage was not caused by foreign objects, because no damage was found on the front compressor section. In order to investigate the cause of failure, the fractured blade was sampled and analyzed.

Schematic of the compressor section of the J79 engine. The yellow or shaded section indicates the area of the damaged and fractured blade
Background
When a compressor operates at rotational speeds well below the design value, the air density in the last few stages is very low, the axial flow velocity becomes excessive, and the blades stall [1–3]. Stalls may lead to aerodynamically induced vibrations resulting in fatigue failures and total engine destruction [4].
Engine stall results from an unstable air condition within the compressor [1, 2]. Stall happens for a short duration, and could correct itself or can be corrected by retarding the throttle or power lever to idle conditions and then advancing the engine speed. High-exhaust gas temperature, low fuel flow, RPM hang up, loud bangs, and engine vibration are symptoms of stalls [5].
There are two kinds of troubleshooting procedure for stall by J79 engine technical order. The difference between the two is decided by the extent of stall, which is determined by the pilot. A mild stall has an easy checking procedure, such as looking for foreign object damage in the compressor or turbine, and a rigging check, while a severe stall requires special inspection, and disassembly of the compressor case.
According to the maintenance history, the engine had experienced stalls approximately 5 months before the failure being investigated. Stall symptoms at the earlier times suggested the mild stall, therefore, the simple procedure was performed. During engine run-up testing after the earlier inspection, there was some problem with the T5 amplifier that was corrected, and stall condition did not repeat on the ground. The engine was then released back into service.
Experimental Procedure
Macroscopic inspection, material verification, microscopic examination, and metallographic analysis were included in the failure analysis [6]. And for these procedures, some specimens were prepared from the fractured blade. Optical microscopy was used to determine the microstructures of a blade, and energy-dispersive X-ray fluorescence, inductively coupled plasma spectrometry (ICP), and energy-dispersive spectroscopy (EDS) in a field emission scanning electron microscope (FE-SEM) were used to verify the microchemical composition.
The fractured surface of the blade was examined using visual stereoscopy and a FE-SEM, while Vickers microhardness tests were used to evaluate the mechanical strength.
Results and Discussion
General Inspection
Visual inspection of the failed engine revealed that the 15th to 17th stage compressor was damaged and fractured. As shown in Fig. 2a, rotor blades are fractured. Additionally, damage of the Vane and scratching and rubbing of the casing were observed (Fig. 2b). The extent of the compressor damage is summarized in Table 1.

Photographs of (a) the damaged and fractured rotor blade on 17th stage (b) damaged stator vane
The compressor section was examined carefully to see if any foreign object was engaged. Generally the common cause of compressor blade damage is FOD (Foreign Object Damage) [7]. No signs of damage were found on the 1st to 14th stage of compressor sections, thus it is apparent that the cause of fracture of the blade was not by FOD.
Material Verification
Using ICP and energy dispersive X-ray fluorescence, the chemical composition of the blade was analyzed. The chemical analysis shows that the blade material is consistent with 403 stainless steel. Quantitative chemical compositions of compressor rotor blades are summarized in Table 2 for comparison with the nominal chemical composition of STS403. The measured composition seems to be in agreement with the nominal composition of STS403.
16th Stage Compressor Rotor Blades Inspection
Fatigue cracks were initiated at the trailing edge on one of the seven fractured blades and at the leading edge on the others. The origin of fatigue is located at the trailing edge, as presented in Fig. 3a. The minute striations were observed on the fractured surface by using SEM, as shown in Fig. 3b. Judging from the minute striations on the fracture surface, the blade had experienced high cycle fatigue (HCF).

(a) Photograph of the fractured rotor blade from the 16th stage showing an origin at the trailing edge. (b) SEM image illustrating the minute fatigue striations
Friction and impact areas at the origin were also observed (Fig. 4a). Energy-dispersive X-ray spectra derived from the impact areas did not suggest any peculiar materials (Fig. 4b), because the spectra were consistent with the composition of the blade.

(a) Photograph of the fractured rotor blade on 16th stage showing dent at the trailing edge. (b) EDS spectrum representative of the dent area
16th Stage Stator Vane Inspection
The fatigue crack was initiated at the leading edge, the trailing edge and the tip, respectively, on the three fractured blades as shown in Fig. 5a. Dents and scratches were also observed near the origin of fractured blade, inferring that the vane was damaged by rubbing with blades. Beach marks were found at fractured blades as shown in Fig. 5b.

(a) Photograph of the fractured stator vane on 16th stage. (b) SEM showing beach marks
17th Stage Compressor Rotor Blades Inspection
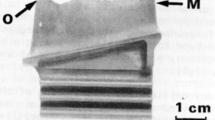
Fatigue cracks initiated at the blade’s convex surface on all 17 fractured blades. The fracture surface of the 17th blade shows the multiple origin at the blade’s convex surface as shown in Fig. 6. It is important that fatigue origin was found not at the both edges but on the convex side of the 17th stage blade. This observation is very different from those made for the 16th stage blade and vane. Additionally, extensive propagation occurred before separation. No evidence of any gross material anomalies was observed at the surface origins.

(a) Photograph of fractured surface on 17th stage blade. (b) Higher magnification showing multiple origins. Also extensive propagation before separation was observed
The striation spacing measurements were performed to confirm the fatigue mode by using FE-SEM. The striation spacing near the origin is similar to that in the last area of propagation as shown in Fig. 7.

SEM image of (a) near the origin, and (b) last area of crack propagation. Striation spacing in both regions is very similar
Secondary cracks at the fractured blade’s convex surface were found as shown in Fig. 8a. It is also observed that a non-fractured blade contained secondary cracks (Fig. 8b). Secondary cracks are generally associated with high stress condition.

(a) Photograph of secondary crack in the fractured blade. (b) Secondary crack in the unbroken blade. Shown at approximately the same magnification as (a). (c) Fracture surface from (a) crack (d) Fracture surface from (b) crack
Cracks observed in the both Fig. 8a and b were lab fractured for inspection. Inspections of the fracture surfaces revealed signs of fatigue as shown in Fig. 8c and d. From the Fig. 8, it is clear that the crack is formed first and the blade separated due to crack propagation.
Metallographic Analysis
The microstructures of the fractured blade and of a normal blade are shown in Fig. 9. It is shown clearly that different sizes of grain, black colored line are appeared on the some of the fractured 17th stage blades as shown in Fig. 9b. The normal microstructure is martensite as shown in Fig. 9c.

Microstructure of the fractured 17th stage blade. (a) Cross-section inspection shows dark line across the blade. Additionally, the microstructure of the blade (b) is clearly different than the microstructure of a normal blade (c). (b) and (c) are shown at approximately the same magnification
The microstructure of the blade can be changed by exposure to abnormal high temperatures. When the microstructure change is caused by temperature, the extent of the change is very sensitive to the distance from the surface, because the surface is hotter than the inner area, but as shown in Fig. 9, the most severely changed region is not located at the surface but the inner area, thus the microstructure change is not caused by temperature.
Hardness Test
The result of microhardness tests on several blades is shown in Fig. 10. Blades for 17 stage show a large variance. The hardness number increased where embrittlement had occurred and decreased toward the flexural point on a damaged blade. Physical damage to a blade due to stall may weaken the blade’s resistance to flexure, which can greatly increase strain on the part at the damaged section. As a result from the abnormal back-and-forth bending, material microstructure may be altered around the applicable damaged area. This alteration is often termed work hardening [7].

The result of hardness test
Fatigue Mode
In general, both multiple origins and secondary cracking suggest low cycle fatigue at high stresses. However, the large fatigue zone, small overload zone and rather constant striation spacing are characterized by high cycle fatigue. The 17th stage fractured blade has the characteristics of both. The results of the examination indicate that multiple origin on the convex side, secondary crack, constant striation spacing, and extensive propagation before separation is a feature of the high-amplitude fatigue. The high-amplitude fatigue at a high stress and at a high frequency is usually related to stall or unbalanced event [7, 8].
Conclusions
The following conclusions were reached as the result of this failure analysis
-
No evidence of any gross material anomalies was observed at the surface origin.
-
Inspection of the fracture surface confirmed multiple origin fatigue crack initiation, secondary cracking, relatively constant striation spacing, and extensive propagation before separation. These observations are consistent with the characteristics of a high-amplitude fatigue due to stall.
Microstructure and hardness of the 17th stage blade were changed by the plastic deformation during reverse bending as a result of previous stall.
-
The damaged 17th stage blade then fractures during normal engine service during the 5 months of operation after the “mild stall” inspection.
-
The damaged blade fractures and initiates the damage in the other components.
References
Cohen, H., Rogers, G.F.C., Saravanamutto, H.I.H.: Gas Turbine Theory, 2nd edn., pp. 111–119. Longman, London (1981).
Huenecke, K.: Fundamentals of theory, design and operation. In: Jet Engines, 4th edn., pp.110–114. Motorbooks International, Osceola (2000).
Scherer, R.: Blade design aspect. Renew. Ener. 16, 1272–1277 (1999).
Schmidtmann, O., Anders, J.M.: Route to surge for a throttled compressor – a numerical study. J. Fluid Struct. 15, 1105–1121 (2001).
Maggiore, M., Ordóñez, R., Passino, K.M., Adibhatla, S.: Estimator design in jet engine applications. Eng. Appl. Artif. Intell. 16, 579–593 (2003).
Kubiak Sz., J., Gonzales, G.R., Juarea, D.R., Nebradt, G., Sierra, F.E.: An investigation on the failure of an L-0 steam turbine blade. J. Fail. Anal. Prev. 4(3), 47–51 (2004).
Olson, D.: Captain Song’ (ROKAF) J79 Engine stall questions and GE responses. GE.letter2006-DBO-001 (2006).
Doug Pridemore, W.: Basic metallurgy and failure analysis of gas turbine engine components. GEAE ROKAF Training Book, pp. 117–124 (2006).
Acknowledgments
The authors are grateful to Dennis S. Eliasen, Darrel Olson and W. Doug Pridemore, GE-Aviation military system, for discussion and responses. Sincere appreciation is due to Kyoung-Suk Sohn for the scanning electron microscopy.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article
Cite this article
Song, KS., Kim, SG. & Hwang, YH. Failure of the J79 Engine Compressor Blade Due to Stall. J Fail. Anal. and Preven. 7, 212–217 (2007). https://doi.org/10.1007/s11668-007-9034-4
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11668-007-9034-4