
Abstract
Failure of high-pressure compressor rotor blade in an aero gas turbine engine is analyzed to determine its root cause. Forensic and metallurgical investigations are carried out on the blade and failed parts. The failure of the platform ladder is found to the first in the chain of events that led to the compressor blade failure. The mode of failure in the blade is found to be fatigue and has originated from the damaged region on the leading edge caused by dislodgement of platform ladder. The failure has caused extensive damages in high-pressure compressor module and also in downstream turbine blades as a secondary effect.
Similar content being viewed by others
Avoid common mistakes on your manuscript.
Introduction
Aero gas turbine engines employed for combat operations experience high cyclic loads to meet the mission requirements without compromising safety and reliability. The engine components undergo high thermal as well as high mechanical loading which promote creep-fatigue damage at its hot and cold end components. Therefore, the maintaining a high reliability level of the engine and its components is of paramount importance. Though engines and their critical components are subjected to rigorous testing and analysis during design and qualification phase, there are still a significant number of failures occur during service due to operational reasons, lapse in quality measures or maintenance practices and even due to design deficiencies.
High-pressure compressor is one of the critical modules of the engine that is most affected in many cases. Compressor runs at high rotational speed developing the maximum cycle pressure of the engine. The rotor blades are of aerofoil section and any distortion, separation, turbulence or instability in air flow in compressor can lead to deterioration in engine performance and even engine surge [1,2,3]. Ingress of hot gases from fired missile or from engines of other aircrafts during formation flight or even volcanic gases sometimes generate such abnormalities in the airflow in compressor even foreign object debris (FOD), ingestion of birds, ice, hail or sand, etc., and internal object, i.e., dislodgement of any engine parts can cause severe damage in compressor [4]. This leads to compromise the mechanical balance of the rotors and alters the aerodynamic flow over the compressor blade aerofoil. Any change in the aerofoil shape and aerodynamic instability result in sudden loss in compressor performance and flow reversal in compressor which is known as surge [5,6,7,8].
Compressor blades can fail due to fatigue which accounts for about 50% of all component damages in jet engines. HCF is responsible for nearly half of all these failures while LCF and all other modes of fatigue lead to remainder of fatigue failures in almost equal proportions [9, 10]. Failure by HCF affects dominantly to compressor and turbine blades and vanes and disks. Operation at extreme conditions and manufacturing error can initiate fatigue cracks during service which can subsequently propagate leading to catastrophic failure [11, 12]. Therefore, maintaining component integrity for an intended life is very important in aero engines.
The present paper deals with failure analysis of a high-pressure compressor blade on an aero gas turbine engine failed during service. Detailed metallurgical investigations carried out in this case are highlighted in the present paper. The compressor blade has failed by fatigue that had originated from the leading edge of the blade. Physical damage was noticed at the leading edge of the blade at the location corresponding to the failure origin due to impact of objects that were dislodged from compressor.
Engine Configuration
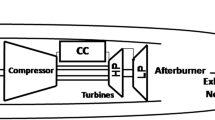
The present study has been carried out on an aero gas turbine engine. It is a low-bypass twin spool afterburner turbo fan engine with multistage axial fan and compressor each driven separately by single stage turbines. It has an annular-type combustion system incorporating duplex atomizers. Schematic layout of the engine is shown in Fig. 1. The high-pressure (HP) compressor comprises of machined disks welded together to form a drum into which rotor blades are keyed and locked in position by blade retaining plates. Compressor stator assembly consists of a series of vanes welded on the outer platform to form a ring behind each row of rotor blades in each stage.

Schematic layout of the engine under investigation
The HP turbine rotor assembly comprises of a disk, blades and drives the HP compressor rotor through high-pressure spool shaft. The low-pressure (LP) turbine rotor assembly consists of a shaft, disk and even number of blades that drives the LP compressor rotor through low-pressure spool shaft. Downstream to LP turbine, there lies the exhaust mixer and cone assembly, afterburner combustion system and jet nozzle.
Description of the Event
During the service exploitation, while accelerating from idle to max dry, high-pressure compressor blade failure occurred causing extensive damage to the engine. The failure was characterized by a loud bang noise with exhaust gas temperature shooting up. The event was fully contained. There was no escape of debris from the engine and did not cause any damage to the fuselage and the second engine. The engine was withdrawn from the aircraft for detail investigation. Air intake of the aircraft was inspected, and no abnormality or marks were noticed.
Engine Failure
On receipt of the engine, forensic investigation carried out as follows [13];
-
Review of the history of components, previous work carried out and any defects, etc., in the said engine has shown that none of the components like compressor drum, turbine disk, combustor liner and high-pressure and low-pressure shafts have exceeded their stipulated life.
-
Engine service hours are found to be within 10% of the time between overhaul (TBO) life since last overhaul.
-
Compressor blades are not life limited components.
-
Between the last overhaul and this event, the engine had no visits to the maintenance shop.
Based on first-hand information of the incident, the engine was cleared for bulk tear-down examination without confirmation run.
Tear-Down Observations
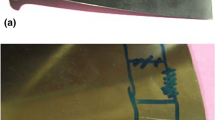
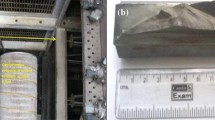
Engine tear-down examination could reveal the extent of damage in different modules of the engine. Heavy damages were seen on last two stages of HP compressor assembly. The platform ladders between the rotors have been dislodged from their positions and are missing as shown in Fig. 2. One of the blades in the last-stage rotor is found sheared off as seen in Fig. 3, and extensive damages are seen in other blades. The remnants of the blade and platform ladders could not be traced. In the HP turbine module, scratches and nick marks are found in many vanes and rotor blades. Few turbine blades have suffered metal chip-off on aerofoil section; one such blade is shown in Fig. 4.

Dislodgement of platform ladder in the HP compressor last stage

Sheered-off blade in the HP compressor

Metal chip-off in HP turbine rotor blade
Chemical Analysis
The chemistry of the HP compressor and turbine blades was examined by spectrometric technique. Chemistry of the samples conformed to the specifications of TA8DV and Nimonic 108, respectively, for compressor and turbine blades. Vanes and platforms were also confirming to their original material specification. The chemical composition of the ladders belonging to this engine conformed to the stainless steel material specification Z12CNDV12. It also revealed hardened and tempered microstructure. The average hardness of the ladders was about 260 HV/10 kg load that was lower than the requirement of 286 HBW (~ 302 HV).
Metallurgical Examination
Metallurgical examinations were carried out on the fracture surface of the compressor blade, ladders and turbine blade [14,15,16,17].
Macro-/Micro-Examination of the Compressor Ladders
Macro-/micro-examination of the ladders showed the presence of weldment at the location where the ladders were in contact with the outer ring. The weldment is apparent and is indicated in the photomacrographs in Figs. 5 and 6 that were captured using stereomicroscope. It appears that there is some sharp pin structure insertion through the outer ring and the ladder and the structure are fused resulting into the weldment observed in this area.

Photomacrographs showing weldment between compressor ladder, outer ring and a sharp pin structure

Photomacrographs showing different view of the weldment between compressor ladder, outer ring and a sharp pin structure
Macro-/Micro-Examination of HP Turbine Blade
The HP turbine blade which has suffered metal chip-off was subjected to microscopic examination, viz., overheat check. Only at the location where chipping-off of the material was noticed at the leading edge of the blade, dissolution of gamma prime/dash precipitates was observed as shown in Figs. 7 and 8. At other locations, i.e., away from the chipping-off area; the leading and trailing edges, surfaces of the cooling channels and the interior of the blade did not reveal any significant dissolution of gamma prime/dash precipitates as evident from Fig. 9. Evidence of overheating and microstructure in these locations is acceptable as per the guidelines.

Photomicrographs captured at the location showing chip-off of blade material at the leading edge of the HP turbine blade, with ×200 magnification

Photomicrographs captured at the location showing chip-off of blade material at the leading edge of the HP turbine blade, with ×1000 magnification

Photomicrographs captured at locations away from the area showing chip-off of blade material at the leading edge of the HP turbine blade
Fractographic Studies of Compressor Blade
Photograph showing the fracture surface of the compressor blade is indicated in Fig. 3. Macro-examination under stereomicroscope showed the presence of beach marks that indicates toward failure of the blade due to fatigue. The orientation of the beach marks indicates that the fatigue had probably originated from the damage at the leading edge of the blade. To examine the mode and initiation of failure, the fracture surface was examined under scanning electron microscope (SEM).
Low-magnification SEM images of the fracture surface of the compressor blade are given in Fig. 10. Beach marks indicating fatigue failure was observed on the fracture are evident in Fig. 10. High SEM analysis showed in Fig. 11 indicates that the fracture surface was covered with thick oxide products that were obscuring majority of the fracture features underneath. However, careful examination showed striations, typical of fatigue failure, on the fracture surface of the blade [18, 19]. From the orientation of the beach marks and fatigue striations, it was apparent that fatigue had originated from the leading edge of the blade. Physical damage was noticed at the leading edge of the blade at the location corresponding to the failure origin.

Low-magnification SEM images of the fracture surface of the compressor blade

High-magnification SEM images showing fatigue striations on the fracture surface of compressor blade
Conclusions
Based on the present investigation, the following conclusions can be drawn;
-
1.
The chemistry and heat-treatment condition of the affected components conformed to the material specification and requirements. However, hardness of the ladder material was lower than the specified requirement.
-
2.
The fracture surfaces of the ladder showed features of fatigue failure.
-
3.
The compressor blade had failed by fatigue that had originated from the leading edge of the blade. Physical damage was noticed at the leading edge of the blade at the location corresponding to the failure origin.
-
4.
Except in the area showing material chip-off at the leading edge, no other location of the turbine blade showed any significant evidence of overheating, viz., dissolution of gamma prime precipitates under microstructure examination.
-
5.
Quality assurance and strict adherence to drawing dimensions and welding of ladder can eliminate the possibility of such failures.
References
J.P. Longley, E.M. Greitzer, Inlet distortion effects in aircraft propulsion system integration, Aircraft Propulsion and Power, AGARD, USA (1992)
R. Chue, T.P. Hynes, E.M. Greitzer, C.S. Tan, J.P. Langley, Calculation of inlet distortion induced compressor flow field instability. Int. J. Heat Fluid Flow 10(3), 211–223 (1989)
G.J. Hendricks, J.S. Sabnis, M.R. Feulner, Analysis of instability inception in high-speed multistage axial-flow compressors. J. Turbomach. 119(4), 714–722 (1996)
R.K. Mishra, S.I. Ahmed, K. Srinivasan, Bird strike investigation of a bird strike incident of a military gas turbine engine. J. Fail. Anal. Prev. 13(6), 666–672 (2013). https://doi.org/10.1007/s11668-013-9744-8
H. Cohen, G.F.C. Rogers, H.I.H. Saravanamuttoo, Gas Turbine Theory, 5th edn. (Dorling Kinderslay (India) Pvt Ltd, New Delhi, 2001) licensees of Pearson Education in South Asia
M.P. Boyce, Gas Turbine Engineering Handbook, 2nd edn. (Gulf Professional Publishing, Houston, 2002)
R.K. Mishra, R. Raghavendra Bhat, S. Chandel, Analysis of compressor surge in a military turbojet engine: a case study. Int. J. Turbo Jet Engines 34(1), 55–62 (2017). https://doi.org/10.1515/tjj-2015-0053
R.K. Mishra, A. Saktivel, K. Srinivasan, S.A. Iftekar, Investigation of In-Flight Compressor Surge in a Low By-Pass Turbofan Engine, National Propulsion Conference, IIT Madras, Chennai, India (2013)
H. Ozaltun, J. Seidt, et al., An energy-based method for uni-axial fatigue life calculation, GT2009-59512, Proceedings of ASME Turbo Expo 2009, June 2009, Orlando, Florida, USA
A. Koul, et al., Residual life assessment and life cycle management of design life expired discs, GT2009-60352, Proceedings of ASME Turbo Expo 2009, June 2009, Orlando, Florida, USA
B.A. Cowles, High cycle fatigue in aircraft gas turbines—an industry perspective. Int. J. Fract. 80, 147–163 (1996)
A. Kermanpur et al., Failure analysis of Ti6Al4V gas turbine compressor blades. Eng. Fail. Anal. 15(8), 1052–1064 (2008)
R.K. Noon, Forensic Engineering Investigation (CRC Press, Boca Raton, 2001)
R.K. Mishra, K. Srinivasan, T. Johney, S.A. Iftekar, Fatigue failure of LP compressor blade in an aero gas turbine engine. J. Fail. Anal. Prev. 14(3), 296–306 (2014)
R.K. Mishra, J. Thomas, Investigation of compressor failure in a military turbojet engine. J. Fail. Anal. Prev. (2014). https://doi.org/10.1007/s11668-014-9843-1
E. Poursaeidi, A. Babaei, F. Behrouzshad, M.R. Mohammadi, Failure analysis of an axial compressor first row rotating blades. J. Eng. Fail. Anal. 28, 25–33 (2013)
G.H. Farrahi et al., Failure analysis of a gas turbine compressor. Eng. Fail. Anal. 18(1), 474–484 (2011)
S. Suresh, Fatigue of Materials, 2nd edn. (Cambridge University Press, Cambridge, 2003), pp. 256–257
J.A. Bannantine, J.J. Comer, J.L. Handrock, Fundamental of Metal Fatigue Analysis (Prentice Hall Inc, Upper Saddle River, 1990), pp. 40–87
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Mishra, R.K., Nandi, V. & Raghavendra Bhat, R. Failure Analysis of High-Pressure Compressor Blade in an Aero Gas Turbine Engine. J Fail. Anal. and Preven. 18, 465–470 (2018). https://doi.org/10.1007/s11668-018-0425-5
Received:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11668-018-0425-5