
Abstract
Welded pipes ordered for wet sour service are required to be manufactured from hydrogen-induced cracking (HIC) resistant steel plates. Pipe manufacturers procure steel plates with HIC testing, and other additional requirements with respect to chemistry, mechanical testing, and non-destructive testing (NDT) to meet client requirements. There have been several worldwide instances when the pipes ordered for wet sour service have failed HIC test at the pipe mill resulting in significant project delays. The causes of HIC test failures range from deliberate mistakes to improper testing practices. Also, subtle changes in steel making and rolling practices contributed to the HIC test failure following the pipe fabrication. Saudi Aramco has established several lines of defense to prevent recurrence of similar failures. Saudi Aramco reservation on mandatory HIC test requirement on seamless pipes as per the latest API 5L 44th edition, is discussed.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
Introduction
Welded pipes ordered for wet sour service ought to be manufactured from hydrogen-induced cracking (HIC) resistant steel. The steel intended for the manufacturing of welded pipe must meet the HIC testing requirements, chemistry control, and NDT restrictions are imposed by client’s specification. Current Saudi Aramco standard for sour service requires HIC testing on the steel plate/skelp in addition to that on the pipe. Saudi Aramco does not conduct further verification by HIC testing on the pipes delivered to the construction site. The steel mill follows several stringent measures to ensure production of high-quality HIC resistant steel. Some of the measures needed include low sulfur (typically below 0.002%), vacuum degassing, magnetic stirring, calcium treatment for inclusion shape control, ladle furnace treatment, close control of casting parameters, soft reduction during continuous casting, precise rolling schedules, and laminar cooling [1–4]. Currently, Saudi Aramco does not stipulate the above-stated restrictions, however, mandates meeting the passing criteria including the crack length ratio (CLR) and crack thickness ration (CTR) of 10 and 3%, respectively. Due to the complexities involved, the numbers of steel mills with established history of supplying of HIC resistant steel are limited. Moreover, the risk of rejection of heats due to failure in HIC testing is high, if the above fabrication measures were not strictly followed. As a result HIC resistant steel as compared to non-HIC resistant steel for the same grade and thickness can be more expensive by about 30%. Saudi Aramco has successfully discovered four instances in the last 5 years when the pipes procured for sour service failed during HIC testing. The measures taken to prevent recurrence of such instances are discussed.Footnote 1
Rejection of Substandard HIC Resistant Pipes Before Installation
Case 1
Purchase order (PO) for API 5L Grade X60 LSAW pipes for 24″ × 0.75″ WT and 32″ × 0.334″ WT were placed on pipe mill PM1. The pipe mill in turn procured the plates from three different steel mills. Plates for manufacturing 24″ diameter pipes were procured from steel mill SM1. Plates for manufacturing 32″ diameter pipes were procured from two steel mills SM2 and SM3. These pipes were intended to be used for transporting wet sour gas that contains 11.86 mol % H2S and 11.51 mol % CO2. The pipes were ordered in accordance with Saudi Aramco standard for the evaluation of steel pipe susceptibility to HIC that was based on NACE TM0284, 1996 version. The applicable Saudi Aramco standard at the time of this incident required HIC testing on the pipes at the pipe mill. No further testing was normally required by Saudi Aramco on received pipes. Because of a fortuitous set of circumstances, the pipes delivered to the construction sites were randomly subjected to HIC testing at the company lab. HIC testing was carried out as per the applicable Saudi Aramco HIC testing standard and NACE TM0284 [5], 1996 using solution B. Three standard specimens were tested from each pipe and evaluated as per NACE TM0284 [5]. The acceptance criteria were a maximum of 15% CLR and crack thickness of 0.1 mm, as mandated by the version of Saudi Aramco HIC test standard current at the time of testing. The initial tests indicated several failures leading to extensive testing by Saudi Aramco as well as third party labs in Europe. The test results are summarized in Table 1.
Twenty pipes of 24″ diameter, manufactured from plates supplied by steel mill SM1, representing five heats were tested for HIC in Saudi Aramco and third party lab in Europe. Fifteen out of the 20 pipes failed the HIC tests.
Eleven pipes of 32″ diameter, represented by four heats, manufactured using plates supplied by steel mill SM2, were HIC tested by Saudi Aramco and third party laboratories. All the 11 pipes tested failed to meet the HIC test acceptance criteria stipulated by the applicable Saudi Aramco standard.
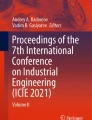
Elongated manganese sulfide inclusion, which is considered the most favorable trap site for hydrogen, is shown in Fig. 1. HIC observed in two metallographic cross sections from the tested 32″ pipe is shown in Figs. 2 and 3.

As polished cross section showing non-metallic inclusions in Pipe No. 4, heat no. A, Mag. 630×, untested sample

Stepwise cracking in specimen no. 6-1, heat no. A, Mag. 6.3×

Stepwise cracking in Pipe No. 5, heat no. B, Mag. 20×
Twenty-one pipes of the 32″ diameter represented by five heats and manufactured using plates supplied from steel mill SM3, were HIC tested at Saudi Aramco and third party laboratory in Europe. The test results indicated that 19 out of the 21 pipes failed. Although welds are immune to HIC, the welded specimens shown in Fig. 4 failed the HIC testing due to non-metallic inclusions in the plate adjacent to the weld. Figure 5 shows HIC due to centerline segregation.

HIC located outside the heat-affected zone in specimen no. 7-W-A, heat no. E, Mag. 32×

HIC due to centerline segregation in specimen U-B, Heat No. G
Further investigation revealed that the PO placed by pipe mill PM1 on all the three steel mills (SM1, SM2, and SM3) did not specify HIC resistant steel. The PO did not include references to Saudi Aramco HIC testing standard or NACE TM0284 [5]. The investigation confirmed that SM1 and SM3 had no experience of manufacturing HIC resistant steel. Steel mill SM2 was capable of manufacturing HIC resistant steel up to API 5L Grade X65. However, since the PO placed by the pipe mill did not specify HIC requirements therefore the steel was made as conventional non-HIC resistant steel and no HIC testing was carried out on the plates by the steel mills. It may be noted that the version of Saudi Aramco standard current at the time of this incidence did not explicitly require HIC testing on the plate or the skelp. HIC testing was mandatory on the pipes. It can be inferred from the above findings that pipe mill intentionally avoided procurement of HIC resistant steel to avoid extra cost of the raw material.
The pipes were tested for HIC susceptibility at the pipe mill before delivery as required by Saudi Aramco specification and NACE TM0284 [5], 1996 version. All tested pipes apparently passed the HIC test with no cracks, as indicated by the mill test certificates (MTC). This is predominantly due the use of Kipp’s apparatus for chemically generating H2S. It was found that the use of Kipps apparatus can result in the H2S concentration of test solution in the range of 400–600 ppm. This concentration of H2S in the test solution would not be inadequate to provide the threshold hydrogen value required to induce HIC. The applicable NACE TM0284 [5], 1996 version at the time of this incident, did not mandate iodometric titration to measure the H2S concentration in the test solution. NACE TM0284 [5] subsequently issued in 2003 mandates measurement of H2S concentration in the solution and specifies a minimum concentration of 2,300 ppm. In addition to HIC testing, the pipes were tested for tensile properties. All the pipes met the tensile requirements of API 5L except for the 32″ diameter pipes manufactured from steel plates supplied by SM2. The yield strength for these pipes was found to be between 53 and 58 ksi against the API 5L 43rd edition requirement of 60 ksi minimum. The tensile testing passed at the pipe mill apparently due to incorrect calibration of the tensile testing machine.
These pipes were nearly completely delivered and laid at the time of testing. The possibility of accepting these pipes using corrosion mitigation measures including internal coating, or inhibition were debated in order to prevent project delay. These measures were neither considered feasible nor allowed by NACE and therefore all pipes were rejected.
Case 2
Purchase order for 10 km of 28″ × 0.281″ WT and 16 km of 24″ × 0.75″ WT LSAW pipes API 5L Grade X60 was placed on pipe mill PM2. The plates were procured from steel mill SM3 (same as in case 1 above). These pipes were intended to be installed at the same wet sour service project as required for case 1. The same version of Saudi Aramco standard and NACE TM0284 [5] were used to procure the pipes. These pipes were randomly tested for HIC susceptibility by Saudi Aramco and third party laboratory along with pipes in case 1 above. The test results are summarized in Table 1.
Twenty-seven pipes of 28″ diameter represented by seven different heats were tested for HIC susceptibility. Twenty-six pipes out of 27 failed the HIC tests. Figure 6 shows stepwise cracking (SWC) in one of the HIC-tested pipe samples.

Stepwise cracking observed on specimen 11-W-A, heat No. P, Mag. 25×
Eight pipes of 24″ diameter representing three heats were tested for HIC susceptibility only at Saudi Aramco laboratory. All eight pipes failed the HIC tests. Figure 7 shows SWC in one of the HIC-tested pipe samples. Although welds are immune to HIC due to cast structure, the welded specimens developed HIC apparently due to the presence of high density of non-metallic inclusions in the plate adjacent to the weld. Unexpectedly, two pipes from the same heat developed sulfide stress cracking (SSC) in the HIC specimens containing the weld. Figure 8 shows SSC on these specimens. Microhardness measurement using 50 g load carried out in the vicinity of crack ranged between 252 and 262 Vickers. As shown in Fig. 9, the SSC cracks propagated through the hard transformation microstructure, which is a characteristic of SSC.

Stepwise cracking in Pipe No. D0307882, Heat No. V, Mag. 40×

SSC in the HAZ terminating at the vicinity of the fusion line. Pipe No. D0307143, Heat No. X, Mag. 16×

The cracks shown in the above figures follow the hard transformation structure
The tensile tests conducted by Saudi Aramco on all the pipes met the requirement of API 5L standard.
Further investigation revealed that the PO for steel plates placed on steel mill SM3 was for HIC resistant steel as per the applicable Saudi Aramco and NACE TM0284-96 [5] standards. The steel mill apparently lacks the technical expertise and experience in making HIC resistant steel. Moreover, from the presence of calcium in the steel, it appeared that the steel mill attempted to intentionally manufacture HIC resistant steel. The investigation confirmed that the steel mill was not equipped with vacuum degasser, which is considered one of the most essential equipment for making HIC resistant steel. Also, the steel mill did not have an HIC testing lab. Any steel mill with extensive experience in making HIC resistant steel is expected to be equipped with in-house HIC testing laboratory. HIC testing on the plate were carried out in a third party laboratory and the test results were reportedly satisfactory. Details of testing procedure were not known.
The pipes were tested for HIC susceptibility by the pipe mill as required by the Saudi Aramco and NACE TM0284-96 [5] standards. The pipes passed the HIC tests as the pipe mill was using Kipp’s apparatus, as in case 1 above, for generating H2S. As stated in case 1 above, Kipps apparatus cannot achieve the minimum H2S concentration that is necessary to cause HIC and hence all specimens would pass the test.
The pipes in this case, as in case 1, were rejected for the same reasons as mentioned in case 1 above.
Case 3
About 20 km length of 36″ × 1.062″ WT API 5L Grade X65 LSAW pipes was ordered for wet sour service. The pipe mill PM3 had ordered steel plates in accordance with Saudi Aramco and NACE TM0284-2003 standards [5] from steel mill SM4. This steel mill is highly qualified and has been supplying HIC resistant steel to pipe mills and pressure vessel manufacturers all over the world. Historically, there have been no complaints with respect to the quality of HIC resistant and conventional steel supplied by this mill.
A total number of 1,674 steel plates comprising of 91 heats were supplied to the pipe mill. SA standard required HIC testing on both plates and pipes. Based on the experiences against cases 1 and 2 above, the company standard was revised prior to the occurrence of cases 3 and case 4 below. The details of revision are discussed later in the article. The revised Saudi Aramco HIC testing standard has mandated using solution A of NACE TM0284 [5] with acceptance criteria ≤10% CLR and 3% CTR. As required by the company standard all heats were tested for HIC susceptibility at the steel mill and passed the test with 0 CLR and CTR. The plates were rolled into pipes by three roll bending in the pipe mill. The manufactured pipes were then tested for HIC susceptibility in solution A, as required by the company standard.
All plates that passed the HIC tests failed after pipe fabrication. A detailed investigation was carried out by the steel and pipe mill. The metallurgical examination and steel mill records indicated that HIC failure was due to a lower final rolling temperature of the plates. This was supported by the fact that the HIC was observed closer to outer surface of the pipe. This location of HIC is shown in Fig. 10. The variation in through thickness microstructure is shown in Fig. 11. Low final rolling temperature resulted in a higher percentage of plastic deformation close to the surface as compared to the center of the plate. This in turn resulted in a relatively higher degree of strain in the grains close to the surface. The strain further increased in magnitude during the pipe formation. The amount of strain induced during pipe formation would depend on the wall thickness to diameter ratio (t/D) of the pipe. The highly strained grains close to the surface resulted in non-conventional failure by HIC. It is noted that the HIC was observed only close to the outside surface of pipe because the outside surface is under tensile stress and the inside surface is under compressive stress. This would explain why the plates passed the HIC test whereas the same plates after rolling into pipes failed the same test. The possibility of excessive mechanical expansion contributing to the HIC failure of the pipe is not ruled out.

HIC observed closer to the outer surface of the pipe

Variation in through thickness microstructure
The pipes that failed the HIC test in solution A passed the same test in solution B. Two sets of samples from one of the pipes that failed the HIC test was taken from the same location in accordance with NACE TM0284 [5] (0, 90, and 180° from the weld). One set was stress relieved at 1,200 °F for 1 h. The two sets were then tested for HIC under the same test conditions (solution A). It is noted that all the three specimens tested after stress relieving passed the test with 0 CLR and CTR. All the three samples tested without stress relieving failed. It was neither practically feasible nor economical to stress relieve the entire pipe order.
All plates were rejected and steel mill replaced the plates on priority minimizing project delay. Currently, lab testing is being conducted to study the effect of t/D on HIC susceptibility.
Case 4
About 7,742 MT of 36″ × 1.154″ WT API 5L Grade X65 LSAW pipes were ordered for wet sour service. The pipe mill PM3 (same as in case 3 above) had ordered for steel plates in accordance with Saudi Aramco standard from steel mill SM5. This steel mill is highly qualified and has been supplying HIC resistant steel to pipe mills and pressure vessel manufacturers all over the world. Historically, there have been no complaints with respect to quality of steel.
All plates that had passed HIC testing failed the same test after forming into pipes. A detailed investigation was carried by the steel mill, Saudi Aramco, and pipe mill. It was reported that HIC failure was due to a change in slag composition. The steel mill was rolling the above wall thickness plates for HIC resistant grade API 5L Grade X65 for the first time. During the investigation, a comparison was made with a left over plate of the same grade but a slightly lower wall thickness, which were rolled previously by the steel mill. It was observed that because of a slightly higher wall thickness, Cu and Ni were kept on a higher side (0.16 and 0.17%, respectively) in addition to a slight increase in Mn to achieve the required tensile properties. It is well known that Ni and Cu are detrimental to refractory life. To enhance the life of refractory in the ladle, MgO rich refractory powder was sprayed at the slag line of the ladle. This was done by the refractory department without the knowledge of the engineers involved in design of the steel chemistry. Due to change in slag composition, the composition of inclusions in the steel changed. EDX analysis showed a relatively high proportion of MgO·Al2O3 spinels in place of the expected Calcium aluminates. This was in addition to the calcium and manganese sulfides inclusions. The sample plates were bent to simulate the pipe dimensions with respect to diameter and sections were examined microscopically. MgO·Al2O3 spinels are more brittle and longer and therefore more sensitive to deformation. It was found that on bending the plates, these spinels sheared off resulting in additional hydrogen trap sites. This resulted in failure of HIC tests on all pipes.
Measures to Prevent Recurrence of Similar Instances
The above four cases occurred over a span of about 5 years. The reasons for failure range from deliberate errors to improper testing practices and subtle changes in steel manufacturing process. The common factor between all cases is project delay. To avoid recurrence of similar instances, several measures were taken by Saudi Aramco.
Standard Revision
Company standard for qualification of steels for resistance to HIC was revised to effectively avoid recurrences. The table below shows the comparison between the old and new standard requirements.
Old standard | Revised standard |
|---|---|
Test solution: solution B | Test solution: solution A |
HIC testing on plates/coils was not mandatory | HIC testing on plates/coils made mandatory |
Control sample not required | Control sample of known HIC susceptibility is required to validate the test |
HIC testing permitted in any laboratory | Testing permitted only in laboratories approved by Saudi Aramco |
No explicit restriction on source of H2S | Only gas cylinders must be used as a source of H2S. Use of Kipp’s apparatus for chemically generating H2S is explicitly prohibited |
H2S concentration measurement was not required even by NACE TM0284 [5], 1996 version. NACE TM0284-2003 [5] requires measurement of H2S concentration in the solution following saturation | In addition to measurement of H2S concentration of test solution after saturation as required by NACE TM0284 [5], measurement is also required after completion of test. For test to be valid, both measurements must show a minimum concentration of 2,300 ppm |
Acceptance criteria: maximum CLR ≤15% and transverse cracking 0.1 mm using solution B | Maximum CLR ≤10% and CTR ≤3% using solution A |
Training and Development
Cases 3 and 4 above occurred after the standard was revised as shown above. As a further measure, presentations were given on HIC requirements to company project management and inspection personnel located at several parts of the world. A company course has been developed for the concerned inspection and project personnel.
Implications of ISO3183/API 5L 44th Edition on Procurement of Seamless Pipes for Sour Service
API 5L 44th edition/ISO 3183 recognizes pipes for wet sour service through additional requirements stated in annex H and K for sour service and NDT, respectively. The requirements stated in annex H and K has been adopted by Saudi Aramco with certain modifications and additions. One major exception pertains to seamless pipes. Annex H mandates HIC testing for all seamless pipes intended for wet sour service in addition to hardness testing, heat treatment and additional NDT requirements stated in annex K. It has been experienced that adoption of these requirements increase the cost of seamless pipes for sour service by about 15%. The extensive company experience for the last several decades confirms no HIC damage has been observed in seamless pipes employed in the most severe wet sour services without HIC testing. Saudi Aramco continues to procure seamless pipes without HIC testing as it is neither technically nor financially justified. Hardness testing and additional NDT testing requirement of annex K have been adopted.
Conclusions
Pipes ordered for sour service may fail HIC tests at the pipe mill leading to significant project delays due to late pipe delivery. The reasons for failure can be due to deliberate mistakes, improper testing or due to subtle changes during making, shaping, or treating of steel. This can happen even with steel mills and pipe mills having a long history of producing material for sour service. A tight company standard along with regulation of competent steel suppliers and awareness campaign about HIC resistant steels would help in preventing such failures.
Notes
Private conversation with all the pipe mills and steel mills referred to above.
References
Schwinn, V., Thieme, A.: TMCP Steel Plates for Sour Service Linepipe Application. Pipe Seminar Moscow, 15 March 2006
Schwinn, V., Streisslberger, A.: Characteristics marks and production methods of HIC resistant pressure vessel steels. In: NACE Conference “Corrosion 98”
Luxenburger, G., Streisselberger, A., Schwinn, V., Demmerath, A.: Plates with homogeneous HIC-resistance. In: Hydrocarbon Engineering, May 1998
Moore, E.M., Warga, J.J.: Factors influencing the hydrogen cracking sensitivity of pipeline steels. Mater. Perform. 5(6), 17–23 (1976)
NACE TM0284: Evaluation of Pipeline and Pressure Vessel Steels for Resistance to Hydrogen-Induced Cracking (1996 and 2003 issues)
Acknowledgments
The authors would like to express gratitude to Inspection Department, Saudi Aramco. The authors also acknowledge extensive involvement of Shuler Cox (retired), Consulting Services Department, Saudi Aramco. The efforts of entire CSD lab staff involved in this work are highly appreciated. The cooperation from the steel and pipe mills during the investigation of this work is also acknowledged.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article
Cite this article
Al-Anezi, M.A., Rao, S. Challenges in Procurement of HIC Resistant Steel Pipes. J Fail. Anal. and Preven. 11, 385–392 (2011). https://doi.org/10.1007/s11668-011-9475-7
Received:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11668-011-9475-7