
Abstract
Hydrogen assisted cracking (HAC) could lead to catastrophic failures in oil and gas industry piping and pressurized equipment with consequences ranging from heavy financial impact to fatality. Wet sour hydrocarbon services could lead to catastrophic consequences ranging from loss of lives to a heavy financial impact. This paper provides effective measures on raw plate/coil and pipes manufacturing and testing processes to eliminate susceptibility to avoid the occurrence of HAC failures including hydrogen-induced cracking (HIC), stress oriented HIC and sulfide stress cracking. These techniques include the following measures: (1) Quality control of plate/coil (raw product) manufacturing process and testing requirements, (2) quality control of pipe (finished product) manufacturing process and testing requirements, and (3) pipe selection criteria and field application quality control. Implementation of these requirements will result in enhanced oil and gas plants’ safety/reliability, reduced maintenance/inspection costs, and unnecessary usage of corrosion mitigation methods, such as cladding, coating or inhibition systems. Case histories are included in this paper to illustrate the root causes of HAC.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
Introduction
The oil and gas industry has been encountering serious challenges due to equipment damage leading to significant failures in wet sour service applications for the last few decades [1, 2, 4, 5, 13–15]. Hydrogen-induced cracking (HIC) is still a challenging issue that requires careful assessment and utilization of test validation measures. The main driving force for the occurrence of hydrogen-assisted cracking (HAC) is the hydrogen atom formation at the internal surface of the line pipe, which has the smallest radius among all elements [4, 5]. Hydrogen atoms are generated at the internal surface of the line pipe as a byproduct of wet hydrogen sulfide (H2S) corrosion [4, 5, 9, 10]. In the case of HIC and stress oriented HIC (SOHIC), hydrogen atoms adsorbed at the steel surface can permeate the steel. They accumulate and combine at trap sites forming H2 gas, which lead to high internal pressure resulting in cracking [4, 5]. In sulfide stress cracking (SSC), hydrogen atoms embrittle steel under the influence of stress (applied and/or residual) and high hardness. The amount of atomic hydrogen formed depends on the severity of the environment, including pH, H2S partial pressure, operating temperature, and the presence of poisoning species, including elemental sulfur or cyanide.
It becomes vitally important to identify the root causes of all HAC failures in wet H2S applications near-ambient operating temperature. This will enable the line pipe user to establish effective lines of defense to avoid procuring substandard line pipe that may fail by HAC, including HIC, SOHIC or SSC. HIC and SOHIC failure occur in low strength ferrite-pearlite steel of yield strength (YS) ≤ 80 ksi and the failure mode is ductile [4, 5]. HIC occurs in the base metal along the plate rolling direction in the absence of any applied or micro-residual stress [3–5]; however, the stresses that are induced by the pipe forming process or during plant operation possibly aggravate HIC susceptibility.
SOHIC is a special form of HIC that mostly occurs adjacent to the weld seam due to the presence of high residual stresses [4, 5, 8]. This form of environmental cracking failure can develop in either HIC susceptible or resistant steel. High stress fields near the weld fusion line allow hydrogen atoms to accumulate even without the presence of nonmetallic inclusions or clusters. Stacked arrays of HIC can form in these regions, leading to rapid through-thickness stepwise cracking (SWC). The through-thickness cracks in SOHIC are aligned approximately perpendicular to the tensile stress [4, 5, 14]. Non-cold expanded spiral welded pipe exhibits highly stressed regions close to the weld seam, caused during the edge forming and welding processes. It should be highlighted that the technology to expand the spiral pipe is not available currently in the industry. The heat treatment option of spiral pipe to relieve residual stresses is not economically feasible as the pipe cost compared to the cold expanded or heat treated longitudinal pipe will be considerably higher. Additionally, the mechanical properties, straightness, and roundness of spiral pipe subsequent to the heat treatment will deteriorate.
Hydrogen is entrapped mostly in large, elongated, and aligned inclusions that are the most favorable crack initiation sites for HIC [2]. These types of inclusions form during the manufacturing and rolling of the non-HIC resistant plates and coils. Therefore, welded pipes manufactured from non-HIC plates or coils are deemed susceptible to HIC damage during exposure to a wet sour environment. The HIC susceptibility of welded pipes could be further aggravated by the microscopic residual stresses, which develop during the pipe manufacturing processes. These stresses lead to the separation out of the nonmetallic inclusions from the steel matrix due to the de-cohesion effect leading to formation of hydrogen trap sites.
SSC occurs when H2S is present in the water phase, along with the stresses and a hard microstructure. It occurs in the heat affected zone (HAZ), base or weld metal, if the microhardness exceeds 248 Vickers and the service contains ≥0.05 psia partial pressure of H2S at relatively low pH in accordance with ISO 15156. NACE TM0177 is used to test material susceptibility to SSC, but the acceptable hardness limit for carbon steel has been established in ISO 15156. SSC requires applied and/or residual stresses to occur and the fracture mode is brittle and transgranular [14]. ISO 15156-2 defines the SSC severity regions with respect to pH and H2S partial pressure. NACE TM0284 has been lately revised to mandate measurement of H2S concentration in the test solution, but prohibited flattening of the specimen containing the weld.
Qualification of the welding procedure, using proper welding consumables, preheatingand post-weld heat treatment (PWHT) to control hardness of the weld seam and HAZ and to relieve residual stresses around the weld play major roles in preventing SSC in the line pipe.
This paper will establish three precautionary measures to avoid HAC in line pipe based on field and laboratory experience in addition to case histories.
Case Histories
Sohic Failures
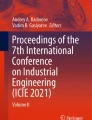
There is no industry or international standard that prohibits the use of spiral pipe in wet sour applications. Spiral welded pipe fabricated from HIC resistant coil failed after 7 months of service by SOHIC in wet sour hydrocarbon gas containing 10 mol% of H2S with the same amount of carbon dioxide (CO2). The calculated pH was 3.4 and the operating pressure and temperature were 390 psig and 52 °F, respectively. The 24-in. outer diameter (OD) with 0.5-in. wall thickness spiral pipe was neither cold expanded nor stress relieved to reduce fabrication and welding residual stresses. Figure 1 shows a ring that was cut from the failed pipe. The ring was split axially showing a circumferential gap of more than 1-in., indicative of compressive macroscopic residual stress. The 24-in. long crack ran parallel to the weld seam. The locations of cracks, as seen in Fig. 2, were 0.2–0.5 in. from the seam weld. Figure 3, the metallurgical examination revealed a stacked array of short HIC-like cracks parallel to the rolling direction linked by cracks perpendicular to the overall resultant stress, a characteristic of SOHIC. It should be noted that no SOHIC cracks were observed in the vicinity of the girth welds. Microscopic residual stress measurements were performed using an unflawed spiral welded pipe section and straight seam pipe using ASTM E-837 Blind Hole Drilling technique at Stress Engineering Services in Houston [12]. The residual stress conducted at the internal diameter (ID) surface of the spiral pipe at the centerline of the weld, HAZ and the far field, were 82, 72, and 6 ksi, respectively. The majority of the residual stresses at the OD surface produced a mixture of tensile residual stresses ranging from −14 to 23 ksi. The actual yield and tensile strengths of the failed pipe were 58 and 74 ksi, respectively; meeting the tensile properties of API 5L grade X52. The maximum Vickers hardness (HV) measured at the base metal, HAZ and weld was 176 HV. The residual stresses at the centerline of the weld and 1/16-in. from the weld at the ID surface of the cold expanded straight seam pipe, which was employed in the same service, but did not fail, were 19 and 16 ksi, respectively. Chemical analysis of the internal corrosion scale inside the pipe using X-ray fluorescence techniques indicated the presence of 10% elemental sulfur. The electron micro probe analysis of inclusions close to the crack location indicated the presence of calcium and aluminum oxides.

Ring cut from failed spiral pipe showing compressive macroscopic residual stress

Locations of SOHIC cracks were 0.2–0.5 in. away from the weld

SOHIC at the tip of one crack showing stacking of cracks perpendicular to the applied stress. As polished, Mag. ×50
A previous SOHIC failure of non-HIC resistant spiral pipe occurred in 1974 within the company [3]. This 24-in. OD with 0.25 wall thickness pipe failed after 25 days of operation. The wet sour hydrocarbon gas was operating at pressure and temperature of 480 psig and 70 °F, respectively, and contained 2.9 mol% H2S and 8.4 mol% CO2. This historical failure was originally considered as SSC type 1.
Procurement of Substandard HIC Resistant Pipe
Metallurgical and lab testing of newly procured API 5L Gr. X60 pipes indicated that they were susceptible to HIC, and therefore, were considered unsuitable for wet sour application. The straight seam pipes of sizes ranging from 24- to 32-in. were intended for use in hydrocarbon gas application containing more than 12 mol% of H2S. The pipes were previously tested by the manufacturer, indicating that all heat had passed the HIC test and complied with the purchase order specification. The acceptance criteria specified in the purchase order were average crack length ratio (CLR) for each specimen ≤15% and extent of transverse cracking ≤0.1 mm using NACE TM0284 Solution B, which is currently not recognized by API 5L standard. The chemical analysis indicated the presence of significant levels of MnS inclusions, CaS and CaO clusters. Testing conducted by the user and a third party laboratory confirmed that the pipes were highly susceptible to SWC, a more serious form of HIC, in which transverse cracks linking occur, Fig. 4. Also, several HIC metallographic cross sections showed SSC at the weld seam and the HAZ, as shown in Figs. 5 and 6, respectively. These cracks propagated through the hard transformation microstructures, which is a characteristic of SSC. HV tests revealed high values at the weld and HAZ ranging from 251 to 254 HV, i.e., exceeding the maximum allowable hardness of 248 HV, as specified in NACE RP0472. These values are equivalent to bulk hardness values of approximately 22–26 Hardness Rockwell C (HRC), which is adequate to cause SSC of carbon steel equipment employed in wet sour service environment at H2S partial pressure ≥0.05 psia, under the influence of applied and/or residual stress. Accordingly, the pipes were rejected by the user since future cracking by SCC and HIC would be highly expected.

HIC in the SWC form, Mag. ×40, unetched

SSC in the weld seam, Mag. ×20

SSC in the HAZ terminating at the vicinity of the fusion line. Mag. ×16, sample etched
The HIC test was validated by the application of the following: (1) Inclusion of a control sample with the tested specimens in the HIC exposure test. The control sample has high crack susceptibility in NACE TM0284 seawater solution B containing H2S. (2) Measuring the H2S concentration in the test solution. The metallurgical evaluation confirmed that the control sample severely cracked, which indicates that the hydrogen charging generated during the test was adequate to cause HIC. The H2S concentration was maintained in the range of 2317 to 3400 ppm for the 96 h test period, which is above the minimum concentration of 2300 ppm as required by NACE TM0284-2003 [7]. The measured final pH of the H2S saturated seawater solution was 5.67–5.75, which also complies with the above NACE standard. Investigation confirmed that the root causes that led to procurement of the substandard HIC resistant line pipe were as follows:
-
1.
In some cases, the pipe manufacturer had not specified HIC resistant plate/coil in the purchase order from the steel manufacturer.
-
2.
The other cases involved the steel manufacturer’s failure to produce HIC resistant steel. This was attributed to improper additions of Ca to the molten steel for shape control of inclusions. Also, the absence of vacuum degassing treatment process contributed to the formation of imperfections.
-
3.
The pipe manufacturer failed to conduct proper HIC testing due to the following:
-
A.
Inappropriate testing apparatus that was not air tight, leading to oxygen ingress in the solution.
-
B.
Lack of any test validation measures, including control sample or H2S measurement in the test solution.
-
C.
Generation of H2S gas by chemical reaction instead of using pure H2S gas. The H2S concentration in the solution was only 400 to 600 ppm. The minimum H2S concentration required to induce HIC is 2300 ppm as specified by the current NACE TM0284; however, cracking can occur in less concentration.
-
A.
Defective Pipe Seam Weld
During the pre-service field hydrostatic test of the new 48″ OD × 0.500″ wall thickness, API 5L X60 longitudinal line pipe failed at a pressure of 1240 psig. The pipe was intended for sour crude applications. The failure occurred at the seam weld that initiated at a weld crack due to a manufacturing defect caused by the use of an incorrect filler metal for a repair weld during fabrication. Figure 7 is a close-up photograph of the OD surface showing a centerline crack in the ground seam weld. Figure 8 is a photomicrograph showing cracking initiating in the hard weld metal deposit and terminating in the base metal HAZ. Microhardness measurements performed at the hard weld metal exceeded 425 HV. Also, elemental analysis of the hard weld was carried out using the scanning electron microscope (SEM). The chemical analysis indicated the presence of 5 wt.% chromium (Cr) in the cracked weld, confirming that incorrect filler metal had been used. The short length and shallow depth of the hard metal layer suggest that it resulted from a welding repair at the ID of the seam. The chemical analysis and excessive hardness indicate that incorrect filler metal (5 Cr) was used for the pipe fabrication repair. The evidence suggests that the crack was a manufacturing defect initially formed in the hard zone by delayed hydrogen cracking. It is possible that the crack may have initiated after the first hydrotest at the pipe mill, and then propagated during pipeline construction and pre-service hydrotesting resulting in a leak. Based on the above, if the pipe passed the hydrotest, it would have failed in sour service by SSC leading to catastrophic consequences. The positive material identification (PMI) Program in the pipe mill could have prevented the use of incorrect high chrome electrode during the seam weld repair.

Close-up photograph of the OD surface showing the location of the centerline crack in the seam after field grinding

Cracking initiated in the hard weld metal deposit and terminated in the base metal HAZ. Mag. 16×, Nital etchant
Generally, to prevent the procurement and installation of line pipe susceptible to HAC, the following measures are established based on case histories and laboratory tests:
-
1.
Quality control of plate manufacturing process and testing requirements.
-
2.
Quality control of pipe manufacturing process, repair, and testing requirements.
-
3.
Pipe selection criteria and field application quality control.
Quality Control of Plate Manufacturing Process and Testing Requirements
Quality Control of Plate Manufacturing Process
HIC resistant steel can be produced by normalizing thermo-mechanical control processing (TMCP) or quenching and tempering using either continuous or ingot casting.
To ensure the production of HIC resistant steel coil or plate, the following measures should be imposed:
-
A.
Steel should be vacuum degassed to remove hydrogen from the molten steel to prevent hydrogen-induced defects. This process improves steel cleanliness by eliminating significant quantity of nitrogen, oxygen, and carbon. Also, the use of vertical caster and argon rinsing prevents the formation of local areas enriched with MnS and minimizes alloying segregation.
-
B.
The plates/coil should be produced using a continuous cast (CC) method to achieve better HIC resistance than ingot casting. CC produces more homogeneous microstructure that reduces HIC susceptibility due to minimizing of centerline segregation and preserving high steel quality. In addition, the utilization of tundish and subsequent water spray cooling in CC allows steel to solidify faster, eliminating the centerline segregation.
-
C.
Applying TMCP on carbon steel plates and coils improves the HIC resistance. TMCP, unlike conventional steel making, produces fine bainitic homogeneous microstructures. In addition, strengthening in TMCP products is achieved by micro-alloying, resulting in final chemistry of less carbon and manganese. On the other hand, conventional steel is strengthened by carbon and manganese, which are known compounds that result in segregations, with ferrite-pearlitec microstructures. Centerline banding is very common in this type of steel, which have a detrimental effect on steel susceptibility to HIC. For low strength steels, further HIC resistance improvement could be attained by applying additional normalizing cycle on the carbon steel products. Normalizing of the TMCP products will eliminate any possible hydrogen trap sites such as martensite/austenite (M/A) islands.
-
D.
The maximum carbon equivalent of the base metal shall be limited to 0.4 for plates meeting the chemical and mechanical requirements of API 5L pipe grades with SMYS < X70 to avoid SSC. One of the most suitable formula for C–Mn steel is Dearden and O’Neill formula, which was adopted by the International Institute for Welding (IIW) in 1967, which is defined in Eq 1:
-
E.
Implementation of quality assurance and control protocol to ensure that steel making process will result in reproducible clean steel with uniform microstructure representing the whole cast. This requirement should be met since the tested steel quantity is negligible when compared to the entire cast. Pseudo steel does not meet this criterion since it is not produced to be homogenous HIC resistant steel. Steel that was vacuum degassed, but has not been initially manufactured to be HIC resistant steel, shall not be used in a wet sour application. Other manufacturing techniques, including heat treatment, chemistry control and rolling process determine the degree of HIC resistance.
-
F.
Prevention of hydrogen trap sites formation, including nonmetallic inclusions, CaO and CaS clusters, banding and centerline segregation. This can be achieved by the implementation of the above measures besides chemical composition control. The main elements that should be controlled to reduce HIC susceptibility are sulfur, calcium, oxygen, manganese, phosphorus, and carbon. Increasing the carbon and Mn contents to enhance the strength of steel has a detrimental effect on the HIC resistance due to the development of centerline segregation. The maximum sulfur and manganese content shall be <0.002% and <1%, respectively, to reduce the density of MnS inclusion and segregation bands and enhance the fracture toughness of steel. The final plate rolling temperature effects HIC susceptibility. However, low sulfur steels (0.002%) are not affected by the finishing temperature [3]. Calcium is injected as Ca–Si in the final stage of steel production to change the inclusion morphology from elongated to spherical shape to prevent crack propagation. Ca addition has no effect on altering the morphology of inclusion when sulfur <0.001 [7]. The oxygen content shall be <0.002 to avoid formation of oxides. To avoid formation of CaO and CaS clusters, the atomic concentration ratio (ACR) should be in the optimum range (1–3), which is defined in Eq 2 [11]:
Testing Requirements of Plates and Coils
Selected samples representing all types of heat should be tested for HIC susceptibility in accordance with NACE TM-0284, using Solution A. SOHIC test using the obsolete NACE TM0103-2003 standard is very aggressive and not reproducible, therefore should not be used to test for this cracking mechanism. Plate/coil testing measures consist of the following measures:
-
1.
Use of air tight testing apparatus to avoid H2S reaction with oxygen. The use of the Kipps apparatus or other systems that allows oxygen ingress shall be prohibited.
-
2.
Pure H2S gas shall be used as any reagent generated from the H2S chemical reaction shall be rejected.
-
3.
Test Solution A of NACE TM0284 shall be used. Laboratory experience has confirmed that more than 80% of the heat of improperly calcium treated plates passed HIC test using Solution B failed after pipe fabrication. However, the same heat failed the HIC test as plate material using Solution A, indicating that this solution has more hydrogen charging ability than Solution B. Also, steel containing >0.25% copper can pass NACE test using Solution B and will fail in sour service when exposed to pH less than 5, especially in wet sour gas applications. The presence of copper promotes the formation of a copper-oxide protection layer at the steel surface, which hinders the permeation of hydrogen atoms into steel. This oxide layer is stable at pH higher than 5, which prevents permeation of hydrogen into steel. Subsequently, at a lower pH, this protective layer will be de-passivated leading to HIC damage.
-
4.
Two validation measures shall be imposed to include: (1) mandating the HIC test control sample with a known cracking susceptibility, and (2) H2S concentration in the test solution to be >2300 ppm. These two measures ensure the availability of a conducive wet sour environment to cause HIC. Failure to meet these two criteria will not guarantee the resistance to HIC failures, and therefore, invalidate the test.
-
5.
The maximum acceptable CLR and crack thickness ratio for each HIC tested HIC specimen shall not exceed 10 and 3%, respectively. These values are not stipulated in NACE TM0284 and are mainly based on industry practices and field experience.
-
6.
Finally, specimens intended for HIC testing shall be in the same heat treatment condition of the final intended product. Conducting stress relieving by steel mills on the HIC specimens shall not be allowed on products intended for equipment that does not require subsequent PWHT. Records show that HIC failures were frequently reported on final products, although raw materials passed the HIC test. Investigations revealed that stress relieving was applied on the HIC specimens at the steel mill and was not applied on the final product since many pipe mills apply cold expansion rather than stress relieving.
Establishment of the quality control of the plate/coil manufacturing process and testing measures should ensure resistance to HIC.
Quality Control of Pipe Manufacturing Process and Testing Requirements
Quality Control of Pipe Manufacturing Process
The pipe manufacturing process and testing measure is important to ensure resistance to HAC after the pipe fabrication. Microscopic residual stress generated at the internal surface of the pipe from forming and welding increases susceptibility to SOHIC and SSC. To avoid the occurrence of future failures due to HAC, the manufacturing process of all types of API 5L pipe are reviewed below to address concerns related to pipe susceptibility to HAC:
-
Electric resistant weld (ERW) is fabricated from coil. Significant hardness increase due to rapid cooling rate of the ERW seam can be encountered as a result of the fast fabrication process and possible malfunction of the induction heater. The hard microstructure will be a major factor for the initiation of SSC.
-
Cold expanded longitudinal seam submerged-arc welded (SAW) pipe fabricated using the UOE process (U forming, O Forming, Expanded fabricated from plate). Cold expansion is conducted to achieve satisfactory roundness and reduce residual stress.
-
Non-cold expanded longitudinal SAW pipe is fabricated using pyramid rolling and contains high residual stress; therefore it is considered susceptible to HAC.
-
Spiral SAW cold expanded is not available. Therefore, spiral SAW non-expanded is considered susceptible to SOHIC.
-
Seamless pipe is not cold expanded as it is fabricated from billets using piercing and rolling at high temperature. Seamless pipe is considered resistant to HAC if furnished in the annealed or quenched condition.
The following quality assurance and quality control safeguards constitute the pipe fabrication line of defense:
-
1.
Perfect induction heater functionality should be ensured during fabrication of the ERW pipe to achieve full PWHT of the weld to avoid SSC or SOHIC.
-
2.
Proper welding and filler metal shall be utilized during fabrication or repair of defective seams. This is to avoid formation of hard microstructure, which will result in SSC. Therefore, PMI shall be established and followed to ensure proper welding consumables are used during the fabrication and repair process.
-
3.
The welding procedure shall be literally utilized and endorsed by the user to assure that the weld seam, HAZ, and base metal hardness of all manufactured pipes are below 248 Vickers to avoid SSC. The HAZ of carbon steel pipe is narrow; therefore, HV is the most suitable method to evaluate hardness of the polished and etched cross section removed from the welding qualification test coupon or production weld.
-
4.
Internal surface inspection nondestructive testing using an ultrasonic test (UT) shall be conducted on 100% of all welds to ensure the absence of defects that could lead to SSC.
-
5.
Cold expansion shall be implemented on each straight seam SAW pipe joint to reduce the microscopic residual stress level, followed by hydrostatic testing to reduce SOHIC susceptibility. Cold expansion strengthens the pipe and generally reduces residual stresses. Also, SOHIC can occur by the presence of stress raisers that could result from SSC, preexisting cracks or notches.
-
6.
Non-expanded pipe, such as spiral welded and pyramid rolled straight seam pipe retains high residual stresses from welding of the seam. These shrinkage stresses develop after welding and upon cooling to ambient temperature between the weld and adjacent material and along the weld joint. Full body stress relief heat treatment shall be applied on these pipes at 620–675 °C for 1 h per 1 in. to reduce residual stresses and recover fracture toughness [20].
Testing Requirements of Line Pipe
Testing the pipe for HIC resistance is considered mandatory according to international code requirements, such as API 5L. This requirement was imposed since the susceptibility of the plate or coil could increase significantly by cold deformation subsequent to the manufacturing process. New hydrogen trap sites could form from fabrication stresses due to the de-cohesion effect that could occur at the inclusions-matrix interface. Also, the test includes edges of the plate and the weld metal. The pipe HIC testing protocol to test all heats shall be applied with identical passing and rejection criteria specified for the plate. Recently, NACE TM0284 prohibited flattening of the HIC specimen containing the weld to avoid the effect of cold working on SOHIC susceptibility. This requirement should be waived as flattening enhances stresses around the weld seam, which induces SSC in the HIC specimen and assisted in detecting high hardness locations in the thick pipe sections.
It should be noted that the SOHIC test method according to NACE TM0103 shall not be used to qualify line pipe for wet sour service applications. As shown in Fig. 8, this test utilizes the double beam specimens that contain electro-discharge machining notches that act as a stress raiser. The drawbacks of this test are the lack of actual representation and aggressiveness. Therefore, application of NACE TM0103 will lead to project delay; therefore, it shall not be utilized or incorporated in sour service standards. Also, this test indicates that HIC resistant steel is more susceptible to SOHIC than conventional steel, which contradicts with our field experience.
Pipe Specification Selection Criteria and Field Application Quality Control
Pipe Specification Selection Criteria
The susceptibility to HAC is mostly influenced by the service pH, operating temperature, H2S partial pressure and the sulfur and cyanide contents in the service media. Field experience has indicated that the majority of HAC failures occurred in wet sour gas services and a few leaks took place in sour crude applications.
The following measures are considered effective safeguards in the materials selection process of pipes intended for sour applications:
-
A.
Seamless or pipes fabricated from plates meeting requirements of the established lines of defense can be safely used in wet service applications.
-
B.
Normalized or quenched and tempered seamless pipes are resistant to HIC as they are manufactured from billets, which contain small, globular, and randomly dispersed nonmetallic inclusions. Additionally, the microscopic residual stresses due to the processes of manufacturing seamless pipes are negligible due to heat treatment. Therefore, the morphology and distribution of the nonmetallic inclusion hydrogen trap sites made the installed seamless pipes resistant to HIC during the exposure to wet sour service at suitable hydrogen charging temperatures, which are mostly less than 80 °C.
-
C.
Non-cold expanded or non-PWHT welded HIC resistant pipes shall not be used in wet sour service due to the presence of internal stresses around the weld seam.
-
D.
Spiral-welded pipes shall not be used in sour service. This type of pipe contains significant microscopic stresses around the weld seam, which could accelerate SSC and SOHIC failures.
Several major oil and gas industries prohibit using ERW pipes in sour or corrosive services. This prohibition is due to the possibility of high hardness at the seam weld and residual stresses developed by mechanical squeezing forces.
Field Application Quality Control
Pipes and pressurized equipment fabricated from non-HIC resistant pipes have been installed in sour service prior to 1984 due to the nonavailability of a standard requirement such as NACE TM0284 at that time. Therefore, an advanced UT can be used to assess the welds and base metals of these materials. If the nondestructive test (NDT) indicates the presence of severe HIC damage in the form of SWC, immediate process control shall be implemented to avoid failures, crack propagation or unscheduled plant shutdown. To avoid catastrophic consequences, a fitness for service (FFS) evaluation for the cracked pipes/equipment is deemed necessary. Depending of the crack severity, reduction of the maximum allowable operating pressure (MAOP) and de-rating the operating pressure could be used to prolong the service line of the cracked pipe or equipment. Also, increasing the operating temperature, if possible, above 100 °C would be another option to reduce the crack growth rate. This increase in operating temperature will dramatically minimize the mono-atomic hydrogen charging and consequently result in no HIC damage due to the following reasons:
-
High temperature enhances the diffusion of the formed mono-atomic hydrogen atoms at the steel surface. The mechanism will result in the formation of molecular hydrogen, which has a large volume and which will not permeate steel to cause HIC.
-
The solubility of H2S at high temperature is extremely low, which will not allow atomic hydrogen to permeate the steel, therefore HIC will not occur.
-
The iron sulfide protective layer becomes adherent at high temperature, which will significantly minimize the amount of mono-atomic hydrogen atoms to permeate the steel.
The new process parameters stipulated by the FFS for the pressurized equipment and pipes will mandate close monitoring using advanced NDT, such as the phased array technique to evaluate the extent of SWC, which may necessitate equipment replacement with HIC resistant steel as per the new standards’ requirements.
Measures to be considered after the installation and during the operation of the pipes or pressurized components are highlighted below:
-
A.
NACE RP0472 “Methods and Controls to Prevent In-Service Environmental Cracking of Carbon Steel Weldments in Corrosive Petroleum Refining” shall be utilized to ensure that the girth weld hardness has not exceeded 248 HV [6]. The use of a portable hardness tester for field application is recommended. The Brinell tester with large indenters may not be suitable for HAZ hardness measurement.
-
B.
Keeping the operating temperature above the gas dew point is recommended to prevent condensation that leads to corrosion, especially for sour services containing cyanide or elemental sulfur.
-
C.
Removal of hydrostatic water before the startup of a sour system is mandatory to prevent high hydrogen charging.
Concluding Remarks
-
1.
The three protective measures to avoid HAC were established covering the entire manufacturing, testing, and selection guidelines for line pipe intended for sour service applications.
-
2.
The quality control of the plate pertaining to the manufacturing process and testing requirements is considered the primary line of defense to avoid HAC and requires involvement of the pipe user. This can be achieved by implementation of a quality assurance and control protocol to ensure that the steel making process will result in clean, reproducible steel with low carbon content, and uniform microstructure that represents the whole cast.
-
3.
The main testing requirements of the plate require using NACE TM0284 Solution A with a pure H2S gas source and the imposition of two validation measures, namely HIC control sample and H2S concentration monitoring in the test solution.
-
4.
The pipe fabrication and testing line of defense is important to ensure that the internal residual stress developed by manufacturing and welding will not increase susceptibility to HAC.
-
5.
HIC and non-HIC resistant materials are susceptible to SOHIC if the pipe contains excessive residual stresses and the sour environment is severe.
-
6.
There is no practical test method for SOHIC. The main preventive measure of this cracking mechanism could be implemented by avoiding formation of internal stresses during the manufacturing process.
-
7.
The surface residual stress qualification technique could be imposed on pipe manufacturers during the Manufacturing Procedure Qualification Test (MPQT) using ASTM E-837 blind hole drilling technique or other practical methods.
-
8.
Seamless or pipes fabricated from plates meeting requirements of the established lines of defense can be safely used in wet sour service applications due to small, globular, and randomly dispersed nonmetallic inclusions and negligible microscopic residual stresses.
-
9.
Keeping the operating temperature above the gas dew point is recommended to prevent condensation that leads to corrosion, especially for sour services containing cyanide or elemental sulfur. Also, removal of hydrostatic water before the start up system containing sour service is mandatory to prevent high hydrogen charging.
-
10.
PMI testing on the weld shall be conducted subsequent to the pipe repair process to ensure that the electrodes are not mixed up to avoid SSC.
References
F. Terasaki, H. Ohtani, A. Alkeda, M. Nakashani: Steel Plates for Pressure Vessels in Sour Environment Applications. In: Proceedings of the Institution of Mechanical Engineers, Part A: Power and Process Engineering, 1986, pp. 141–158
G.J. Biefer, The stepwise cracking of line pipe steels in sour environments. Mater. Perform. 21(6), 19–34 (1982)
J. McHaney, et al.: Recommended practice for sour service piping, RP252-9605, PRCI, October 1998
M.A. Al-Anezi, G.S. Frankel, A.K. Agrawal, Investigation of the susceptibility of conventional ASTM A515-70 pressure vessel steel to HIC and SOHIC in H2S—containing DGA solutions, Corrosion 99, NACE-99430, San Antonio, TX
M.A. Al-Anezi, The Susceptibility of Conventional ASTM 516-70 Steel to HIC and SOHIC in DGA Environment, MS thesis, Ohio State University, August 1998
NACE Recommended Practice RP0472: Methods and controls to prevent in-service environmental cracking of carbon steel weldments in corrosive petroleum refining, 2000, NACE, Houston, TX
NACE Test Method TM0284-2003: Evaluation of pipeline and pressure vessel steels for resistance to hydrogen induced cracking, 2003, NACE: Houston, Texas
R.D. Merrick, An overview of hydrogen damage to steel at low temperature. Mater. Perform. 28(2), 53–55 (1989)
R.R. Petrie, E.M. Moore, Determining the suitability of existing pipelines and producing facilities for wet sour service. Mater. Perform. 28(6), 59–65 (1989)
R.W. Revie, V.S. Sastri, R.R. Lafreniere, M. Elboujdaini, Hydrogen induced cracking of line pipe steels used in sour service. Corrosion 49(7), 531–535 (1993)
S. Deshimaru, O. Tanigawa, Y. Mishiro, Serviceability of Petroleum, Process and Power Equipment (ASME, New York, 1992), pp. 155–162
Stress Engineering Services, Inc., Residual stress measurement report, Project No. 198601CA, April 1999
T.G. Martin, Hydrogen Induced Cracking Failure of SA 516 Grade 70 Steel in Near Neutral to High pH Solution. NACE Corrosion 2003, Paper No. 3532
W.K. Kim, S.U. Koh: Effects of H2S partial pressure and pH of test solution on the hydrogen induced cracking of line pipe steels. In: Proceeding of the 15th IO&PEC, S. Korea, 2005
W.K. Kim, S.U. Koh, B.Y. Yang, K.Y. Kim, Effect of environmental and metallurgical factors on hydrogen induced cracking of HSLA steels. Corros. Sci. 50, 3336–3342 (2008)
Acknowledgments
The authors would like to acknowledge the Ministry of Petroleum and Minerals and Saudi Aramco management for permission to publish this technical paper.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Al-Anezi, M.A., Al-Ghamdi, T.A., Al-Otaibi, W.L. et al. Prevention of Hydrogen Assisted Damage in Sour Service. J Fail. Anal. and Preven. 14, 736–745 (2014). https://doi.org/10.1007/s11668-014-9877-4
Received:
Revised:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11668-014-9877-4