
Abstract
Inclusion removal and modification of the 321 stainless steel using Rb2O- and Cs2O-containing novel basic tundish flux has been investigated. The average inclusion diameter was significantly lowered after reaction of the liquid metal with the flux after 45 minutes in an induction furnace set at 1823 K (1550 °C) under an Ar atmosphere. The number of inclusions was also decreased with increased reaction time and the majority of the inherent TiN inclusions were removed after reaction with the proposed novel basic tundish flux. Spinel inclusions were also observed after the reaction, which was due to the reaction of the MgO crucible and the CaO-Al2O3-SiO2-MgO-‘x’wt pct R2O flux system at fixed CaO/(Al2O3 + SiO2) of 1.45. The Rb2O and Cs2O seemed to have allowed significant removal of the TiN inclusions due to its ion compensation effect and the supplement of free oxygen ions, while increasing the viscosity of the slag to retain the absorbed inclusions.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
The steel industry continues to advance its efforts to increase the quality of steel by not only tightening its chemical compositional range but also the number and type of inclusions present in the steels. Much work regarding inclusion control[1–8] and absorption from secondary steelmaking[9–13] to the continuous casting[14–16] has been implemented and process optimization for improved steel cleanliness have shown promise in the removal of steel inclusions. However, beyond existing technologies such as inclusion chemistry control through Ca-Si wire treatment, fluid flow control through tundish furniture redesign, and physical separation through filtration techniques, few have looked at changing the chemical composition of the tundish flux with new components to improve inclusion absorption. Past work[17] has shown that the addition of certain alkali oxides such as K2O within a novel basic tundish flux could selectively remove much of the TiN and large MgO-Al2O3-based spinel inclusions from a 321 stainless steel melt. Both the number of inclusions and the average inclusion diameter were substantially decreased as a result of the interaction between the inclusions and the K2O-containing novel basic tundish flux.
In this study, fundamental work concentrating on the effect of Rb2O and Cs2O on inclusion removal in the novel basic tundish flux has been examined with specific emphasis on the change of the average inclusion diameter with varying reaction times and content of the alkali oxides. Reactions of the designed flux with the 321 stainless steel were analyzed after 15, 30, and 45 minutes in an induction furnace at 1823 K (1550 °C) were quantitatively analyzed.
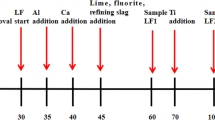
Reagent-grade CaCO3, SiO2, Al2O3, MgO, Rb2O, and Cs2O were used to prepare the novel basic tundish flux samples. Specimens were placed within a Pt-10 wt pct Rh crucible and pre-heated to 1273 K (1000 °C) under 250 sccm of high-purity Ar gas (99.9999 vol pct) to calcine the flux. After calcination was complete, the temperature was raised to 1773 K (1500 °C) to pre-melt the sample for homogenization of the liquid flux. The molten flux is then quenched on a water-cooled copper plate and pulverized. Approximately 1.9 g of the powder is spread on top of a cylindrically pre-machined 9.5 g 321 stainless steel rod placed inside the MgO crucible (O.D. = 1.5 cm, I.D. = 1.1 cm, H. = 7.2 cm) under an Ar flow of 100 sccm, as illustrated in Figure 1 . The chemical composition of the fluxes as weight percent is provided in Table I. The details of the experimental procedure have been provided in previously published work by the authors[17] and no substantial changes in the flux composition could be observed from the post-experimental analysis. However, unlike the past work, the present study at 1823 K (1550 °C) utilized a multi-bored graphite rod as the susceptor and placed four MgO crucibles simultaneously within the susceptor. This allows better absorption of the electromagnetic energy and efficient heating of the sample resulting in less convection compared to past experiments. Using a significantly larger graphite susceptor compared to the steel and slag samples, the induction is typically absorbed mostly by the susceptor and minimal stirring occurs within the samples. Analysis of non-metallic inclusions showed negligible infiltration of the slag into the steel matrix and thus stirring could be neglected. Each graphite susceptor can hold up to four crucibles with each crucible containing different flux concentrations of alkaline oxides, 2.0, 4.0, 6.0, and 8.0 wt pct, respectively. Within a single charge, the four crucibles placed within the graphite susceptor are reacted at fixed times of 15, 30, and 45 minutes at the target temperature of 1823 K (1550 °C). After the reaction is maintained for the set time, induction is turned off and the sample cooled under a 500 sccm flow of Ar gas.

General schematic of the induction furnace containing the Rb2O and Cs2O basic novel tundish flux reacted at 1823 K (1550 °C) under 200 sccm of HP Ar using a graphite susceptor
Inclusions present after reaction with the novel basic tundish flux was analyzed with a scanning electron microscope (SEM; JEOL 6480, JEOL, Tokyo, Japan) attached with an automated EDS (energy-dispersive spectroscopy; Oxford Instruments, UK). The results of the analysis is compared with the initial inclusion condition of the 321 stainless steel sample before reaction with the novel basic tundish flux, which has been provided as the baseline in a past publication.[17] Non-metallic inclusions greater than 1 μm within the metal sample is detected from a scanned selected area of 0.5 cm × 0.5 cm. The operating condition of the automated SEM-EDS is set at 15 kV, 15 mA, and 10 mm working distance.
Figures 2(a) and (b) show the chemical composition of the inclusion in the ternary Ti, Mg, and Al system of a 321 stainless steel reacted with the flux containing 4 and 8 wt pct Rb2O, respectively. The inclusion analysis from the automated SEM-EDS suggests the Ti existing as mostly the TiN with some Mg and Al existing in its oxide form of MgO and Al2O3. But as the specimen reacts with the Rb2O-containing novel basic tundish flux, the inclusions change to the Al-rich spinel and the total number of inclusions decrease. The change in the inclusion chemistry becomes more pronounced with increasing reaction times from 15 to 45 minutes. For reactions of the flux after 15 minutes, there is some decrease in the average size of the inclusions, compared to the initial average size of 5 to 6 μm, but no significant change in the overall chemistry can be observed. With increased reaction time beyond 15 minutes, there seem to be appreciable changes in the inclusion chemistry that deviates from the majority of the TiN inclusions previously observed. The once prevalent MgO and TiN inclusions that are dominant seem to show some movement toward the Mg- and Al-rich inclusions that comprise the spinel. This result was similar to the past work with K2O, where the inclusion chemistry after 45 minutes of reaction was concentrated toward the (Mg + Al) spinel phases. Furthermore, TiN inclusions were significantly removed after being absorbed onto the flux and thus indicated a preferential absorption and refining capacity of the alkali-oxide-containing tundish flux. This trend was similar for the 2 wt pct and 6 wt pct Rb2O experiments not shown in the present work for simplicity.

Inclusion distribution in the 321 stainless steel sample overlaid on a ternary (Ti-Mg-Al) phase diagram as a function of reaction time with the CaO-Al2O3-SiO2-MgO and (a) 4 wt pct and (b) 8 wt pct Rb2O novel tundish flux
The absorption of TiN with a basic tundish flux is both thermodynamically and structurally driven. Highly basic tundish fluxes provide the necessary oxygen ion activity for TiN to react to form TiO x within the flux at 1823 K (1550 °C), which was verified through FactSage® calculations.[18] The reaction mechanism in its ionic form can be expressed as equation (1) modified from well-established thermodynamic dissolution mechanisms and verified by past researchers.[19–21]
The alkali oxides of Rb2O and Cs2O induce an ionic compensation effect that can be incorporated into the slag structure due to the cation deficiency resulting from the redox reactions between Ti3+ and Ti4+, which is subsequently compensated by the Rb+ or Cs+.[22–25] Furthermore, Mysen and Richet[26] speculated that similar to Al3+, Ti4+ has greater affinity for alkali than for alkaline earth cations and the formation of [Ti-O-Si] tetrahedral structural units within the molten oxides will tend to attract the alkali cations preferentially. Furthermore, with the introduction of the large cationic radius of the Rb+ and Cs+ compared to Na+ and Li+, the inclusions can be sufficiently entrained within the alumino-silicate-based slag once absorbed due to the significant increase in the viscosity, as suggested by Higo et al.[25] and Kim et al.[23]
Figure 3 shows the changes in the average equivalent circle diameter (ECD) or the average inclusion diameter typically used for automated inclusion analysis. The horizontal dashed line specified as the inclusion reference line at 15 minutes is provided as a guide to better distinguish the inclusion count ratio change with respect to the baseline value taken to be 15 minutes. Overall, the inclusion diameter was decreased compared to the initial average inclusion diameter found without the reaction with the Rb2O-containing tundish flux. The overall inclusion population specified by the ratio of the inclusion count to that of 15 minutes continued to decrease with respect to the reference point of 15 minutes suggesting the overall quality of the steel was improved with prolonged reaction with the Rb2O-containing novel basic tundish flux. However, for the 8 wt pct Rb2O-containing flux, improvement in the number of inclusions with increased reactions times could not be ascertained and a slight increase in the number of inclusions was observed although the overall average inclusion diameter was decreased. The direct cause of this phenomenon has yet to be fully understood, but could be related to the significant increase in the viscosity with considerable amounts of Rb2O oxide additions. Unlike Li2O and Na2O, alkali oxides such as K2O, Rb2O, and Cs2O increase the viscosity of slags, as suggested by Higo et al.[25] and Kim et al.[23] This increase in the viscosity with additions of K2O, Rb2O, and Cs2O was suggested to be a result of the increase in complex alumino-silicate anions. However, excessive increases in the viscosity of the flux may hinder the absorption ability of the inclusions as momentum and mass transport of the flux may decrease during slag/metal interface contact. Thus, the overall trend seems to show that both the average inclusion diameter and the number of inclusions can be decreased by applying the Rb2O-containing novel basic tundish fluxes, but excessive amounts of the alkali oxides may also inhibit absorption abilities of the inclusions and an optimal concentration may exist. Furthermore, as was observed with past work,[17] the general chemistry of the inclusions is modified toward the (Mg + Al)-rich spinel phases with the dominant TiN inclusions removed from the steel. The introduction of the spinel inclusions is likely related to the interaction of the Al2O3 in the slag or steel with the MgO refractory. Guo et al.[27,28] has shown the formation of a dense spinel layer with varying compositions on the MgO refractory, when an Al2O3-rich VOD slag is in contact with MgO. Furthermore, considering the thermodynamic saturation limit of MgO in the flux at 1823 K (1550 °C) was not reached at the initial flux composition, dissolution of MgO during the proposed reaction time could be possible. However, XRF preliminary studies of the spent flux showed no significant change in the post-experimental composition.

Modification of the equivalent circle diameter (ECD) and inclusion count ratio from the reference of 15 minutes as a function of time for the 321 stainless steel sample reacted at 1823 K (1550 °C) with the CaO-Al2O3-SiO2-MgO-based novel tundish flux containing (a) 2 wt pct, (b) 4 wt pct, (c) 6 wt pct, and (d) 8 wt pct Rb2O
Similar trends with the Cs2O-containing fluxes were examined after 15, 30, and 45 minutes of reactions with the 321 stainless steel melts. Figure 4 compares the change in the inclusion chemistry within the Ti, Mg, and Al ternary phase diagram after 15 and 45 minutes with varying amounts of Cs2O additions spanning from 2 to 8 wt pct. Results of the 30-minute reaction time have been omitted for simplicity. Compared to the inclusion chemistry observed for 15 minutes of reaction, the population of inclusions is redirected from the (Ti + Mg)-rich inclusions toward the (Mg + Al)-rich spinel inclusions. Thus, the majority of the TiN inclusions that were initially dominant throughout the sample have been absorbed by the flux and smaller number of spinel inclusions were redistributed into the steel.

Inclusion distribution in the 321 stainless steel sample overlaid on a ternary (Ti-Mg-Al) phase diagram as a function of reaction time with the CaO-Al2O3-SiO2-MgO containing 2 to 8 wt pct Cs2O
The analysis of the average inclusion diameter shows reduction with respect to the initial size of 5–6 μm using Cs2O-containing novel basic tundish fluxes, as observed from Figure 5. The trend also indicates a reduction in the average inclusion diameter with increased reaction time from 15 to 45 minutes. This is similar to the results of the Rb2O-containing fluxes shown previously in Figure 3, but is consistent up to additions of 8wt pct Cs2O.

Modification of the equivalent circle diameter (ECD) and ratio of change in the inclusion diameter from the reference of 15 minutes for the 321 stainless steel sample reacted at 1823 K (1550 °C) for 45 minutes with the CaO-Al2O3-SiO2-MgO-based novel tundish flux containing 2 to 8 wt pct Cs2O
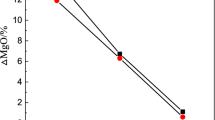
Figure 6 provides the effect on the average inclusion diameter of the 321 stainless steel melt after 45 minutes according to the various concentrations of Rb2O and Cs2O, respectively. The results of the Li2O, Na2O, and K2O have also been plotted with the present work. The results indicate lower average inclusion diameter with K2O, Rb2O, and Cs2O and greater effectiveness of achieving lower average inclusion diameter with alkali oxides of higher molecular weight. Reactions of the 321 stainless steel specimens with Li2O and Na2O showed an opposite trend. Considering the ionic size of the K+ (0.138 nm), Rb+ (0.152 nm), and Cs+ (0.167 nm) compared to the Li+ (0.076 nm) and Na+ (0.102 nm), the structural units incorporated with the alkali oxides of K, Rb, and Cs may be larger and thus higher viscosity is characteristically observed compared to the Li2O and Na2O added flux systems. According to Kim et al.[23] and Saito et al.,[24] K2O, Rb2O, and Cs2O additions indeed increases the viscosity contrary to Li2O and Na2O. In a highly basic flux system, the viscosity of the flux may be excessively low resulting in simple network structures that are unable to absorb and retain inclusions unless the inclusions have sufficient time to chemically bond with the constituents of the flux. The addition of K2O, Rb2O, and Cs2O may provide sufficient free oxygen ions to flux system for TiN modification and subsequent absorption into the structural units of the flux and improve the cleanliness of the steel. It should be noted that further work needs to be done with less reactive refractory materials, so that spinel inclusions are not subsequently formed and that only the TiN inclusions are removed without the complication of new inclusions forming within the steel specimens. This will be a topic of future research. In addition, the scale and longer reaction times of the present work does not completely reflect the casting conditions during operations. However, the focus of this fundamental work was to highlight the possible influence of alkali metal oxide additions to the inclusion absorption ability of tundish fluxes. From the aforementioned results, the alkali oxides of K2O, Rb2O, and Cs2O do seem to have increased absorption ability and could possibly be utilized to improve steel cleanliness. With respect to the economics of utilizing Rb2O and Cs2O, the cost would likely out-weigh the benefits of utilizing these alkali oxides, but the use of K2O in the form of K2CO3 in low amounts could be economically feasible and beneficial for obtaining ultra clean steels.

Average inclusion diameter after 45-minute reaction with the various alkali-oxide-containing CaO-Al2O3-SiO2-MgO system novel basic tundish flux at 1823 K (1550 °C) under an Ar atmosphere
In this study, the Rb2O- and Cs2O-containing novel basic tundish fluxes were reacted with 321 stainless steel specimens under an Ar atmosphere using an induction furnace at 1823 K (1550 °C) to modify the inclusions pre-existing within the specimens. Reactions with the Rb2O- and Cs 2 O-containing fluxes ranging from 2 to 8 wt pct resulted in lower average inclusion diameter from the initial average of 5 to 6 μm and the number of inclusions decreased with reaction time compared to the baseline of 15-minute reaction. The majority of the Ti-rich inclusions were removed from within the steel, but spinel inclusions were observed due to the reaction of the slag with the MgO refractory. The alkali oxide added to the basic tundish flux seemed to allow significant removal of the TiN inclusions speculated to be due to its ion compensation effect and the supplement of free oxygen ions while increasing the viscosity of the slag to retain the absorbed inclusions. Increased content and reaction time of the alkali oxides also resulted in a decreasing trend of the inclusion diameter. Utilization of K2O-, Rb2O-, and Cs2O-containing novel basic tundish fluxes could possibly be an alternative method to remove significant TiN inclusions at the final stages of quality control for 321 stainless steels within the steelmaking process before solidification.
References
P. Kaushik, J. Lehmann, and M. Nadif: Metall. Mater. Trans. B, 2012, vol. 43B, pp. 710-25.
A. Harada, N. Maruoka, H. Shibata, and S. Kitamura: ISIJ Int., 2013, vol. 53, pp. 2110-17.
J.S. Park and J.H. Park: Metall. Mater. Trans. B, 2014, vol. 45, pp. 953-60.
W. Yan, H.-C. Xu, W.-Q. Chen: Steel Res. Int., 2014, vol. 85, pp. 53-9.
E. Zinngrebe, C. Van Hoek, H. Visser, A. Westendorp, and I.-H. Jung: ISIJ Int., 2012, vol. 52, pp. 52-61.
J.H. Park and D.S. Kim: Metall. Mater. Trans. B, 2005, vol. 36B, pp. 495-502.
S.R. Story, and R.I. Asfahani: Iron Steel Tech., 2013, vol. 10, pp. 86-99.
W. Kim and I. Sohn: ISIJ Int., 2011, vol. 51, pp. 63-70.
B.H. Reis, W. V. Bielefeldt, and A.C.F. Vilela: J. Mater. Res. Technol., 2014, vol. 3, pp. 179-185.
X.F. He, X.H. Wang, S.H. Chen, M. Jiang, F.X. Huang, and W.J. Wang: Ironmak. Steelmak., 2014, vol. 41, pp. 676-84.
P.R. Scheller and Q. Shu: Steel Res. Int., 2014, vol. 85, pp. 1310-6.
S. Nurmi, S. Louhenkilpi, and L. Holappa: Steel Res. Int., 2009, vol. 80, pp. 436-40.
N. Verma, P.C. Pistorius, R.J. Fruehan, M. Potter, M. Lind, and S.R. Story: Metall. Mater. Trans. B, 2011, vol. 42B, pp. 711-9.
M. Burty, J.F. Domgin, C. Pusse, B. Gommers, J.M. Detry, U. Sjoestrom, and O. Puetz: European Commission Report EUR 21971, 2006, pp. 1-141.
G. Yang, X. Wang, F. Huang, W. Wang, Y. Yin, and C. Tang: Steel Res. Int., 2014, vol. 85, pp. 784-92.
J. J. Becker, M. A. Madden, T. T. Natarajan, T. J. Piccone, E. J. Serrano, and S. R. Story: AISTech 2005, Proc. Iron Steel Technol. Conf., Charlotte, NC, May 9–12, 2005, vol. 2, pp. 99–106.
J.Y. Yu, Y. Kang, and I. Sohn: Metall. Mater. Trans. B, 2014, vol. 45B, pp. 113-122.
C.W. Bale, A.D. Pelton, and W.T. Thompson: FactSage. Ecole Polytechnique, Montreal, http://www.crct.polymtl. Ca (2002).
T. Shimoo, H. Kimura and M. Kawai: J. Jpn. Inst. Metals, 1972, vol. 36, pp. 723-7.
K. Ito and R. J. Fruehan: Metal. Trans. B, 1988, vol. 19B, pp. 419-25.
C. Allertz, N. Kojola, W. Hui, and D. Sichen: Steel Res. Int., 2014, vol. 85, pp. 689-96.
I. Sohn and D.J. Min: Steel Res. Int., 2012, vol. 83, pp. 611-30.
W.H. Kim, I. Sohn, and D.J. Min: Steel Res. Int., 2010, vol. 81, pp. 735-41.
N. Saito, S. Yoshimura, S. Haruki, Y. Yamaoka, S. Sukenaga, and K. Nakashima: Tetsu to Hagane, 2009, vol. 95, pp. 282-8.
T. Higo, S. Sukenaga, K. Kanehashi, H. Shibata, T. Osugi, N. Saito, and K. Nakashima: ISIJ Int., 2014, vol. 54, pp. 2039-44.
B.O. Mysen and P. Richet: Silicate Glasses and Melts-Properties and Structure, Elsevier Amsterdam Netherlands, 2005, pp. 357–81.
M. Guo, S. Parada, P.T. Jones, E. Boydens, J.V. Dyck, B. Blanpain, and P. Wollants: J. Eur. Ceram. Soc., 2009, vol. 29, pp. 1053-60.
M. Guo, S. Parada, P.T. Jones, E. Boydens, J.V. Dyck, D. Durinck, B. Blanpain, and P. Wollants: Ceram. Int., 2007, vol.33, pp.1007-18.
This study was partially supported by the Brain Korea 21 PLUS (BK21 PLUS) Project at the Division of the Eco-Humantronics Information Materials and the National Research Foundation of Korea Grant (2013R1A1A2009967).
Author information
Authors and Affiliations
Corresponding author
Additional information
Manuscript submitted May 3, 2015.
Rights and permissions
About this article

Cite this article
Choi, K., Kang, Y. & Sohn, I. Effect of Rb2O and Cs2O on Inclusion Removal in 321 Stainless Steels Using Novel Basic Tundish Fluxes. Metall Mater Trans B 47, 1520–1526 (2016). https://doi.org/10.1007/s11663-016-0604-2
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11663-016-0604-2