
Abstract
Aging of highly β-stabilized titanium alloys commonly leads to the formation of precipitate-free zones being susceptible to fatigue crack initiation. Duplex aging improves the fatigue properties of metastable β titanium alloys by enhancing a homogeneous α phase formation. In this study a duplex-aging cycle was designed for Ti 38-644 (β-C). Depending on the prior processing history heat treatment parameters were adapted on the basis of microstructure studies, hardness measurements and comparative tensile tests. The fatigue limit and fatigue crack growth threshold were determined for duplex-aged β-C. The results indicate that duplex aging promotes a homogeneously precipitated α phase providing excellent values of the fatigue limit. Surface-related fatigue crack initiation was observed. Comparing the fracture surfaces of direct- and duplex-aged β-C a transition of the tensile fracture mode from intergranular to predominantly transgranular was observed accompanied by a gain in ductility at comparable yield strengths. This was assumed to be the reason for the slightly improved fatigue crack growth behavior of duplex-aged as compared to direct-aged β-C. Along the entire heat treatment cycle the microstructure response was evaluated with regard to the particular effects on the fatigue properties. The results indicate clearly that key to success is a completely recrystallized β microstructure and the reasonably controlled aging response.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
1 Introduction
The metastable β titanium alloy Ti 38-644 (β-CTM) is characterized by an excellent corrosion resistance and reasonable room temperature formability. At low weight β-C is capable to be heat-treated to a broad range of strength to ductility ratios. The alloy offers exceptional ductility in the solely solution heat-treated (SHT) and a high ultimate tensile strength (UTS) exceeding 1500 MPa in the solution heat-treated and aged (STA) condition. Combining such properties β-C products were used for structural components in high-strength aerospace and commercial applications but also for gas and petroleum down-hole piping systems.[1,2] However, with respect to fatigue properties highly β-stabilized titanium alloys like β-C are inferior compared to competing near-β titanium alloys such as Ti 10V-2Fe-3Al due to their proneness to an inhomogeneous precipitation of the strengthening α phase within the β matrix and to the formation of a soft α layer along the β grain boundaries. According to the time-temperature-transformation (TTT) diagram for β-C in Figure 1 these locally weak regions within the microstructure, referred to as precipitate-free zones (PFZ) throughout the text of the present study, emerge from the direct nucleation of the α from the β phase (β → α) at higher aging temperatures. Direct formation of the α phase is expected to occur at preferred sites exhibiting an increased driving force for precipitation. Such sites are e.g., the β grain boundaries or dislocation clusters which are directly controlled by the processing of the alloy. The decoration with the grain boundary α phase (α GB) adjacent to the hardened β matrix causes an appreciable loss in ductility thereby limiting the use of β-C components in applications requiring a high cyclic strength since fatigue crack initiation and propagation are affected in an unfavourable manner.[3]

TTT diagram for solution-annealed and water-quenched β-C illustrating the kinetics of the β → α transformation.[4]
Duplex aging is known to produce a more homogeneous distribution of α precipitates in solute-rich β titanium alloys such as β-C.[3,4] However, a detailed description how to obtain accurate heat treatment parameters in terms of annealing times and temperatures is not available due to the very sensitive recrystallization and aging response of this alloy class upon the thermomechanical processing applied. Depending on the degree of β recrystallization, aging parameters have to be adapted carefully so that an auspicious precipitation of the α phase finally leads to the strength level desired combined with sound fatigue properties. Pre-aging the material at low temperatures results in the formation of α phase on β′ precursors according to the transformation β → β + β′ → β + α and a final-aging step ultimately completes the hardening process.
Lütjering and Williams[5] extensively describe the effects of various thermomechanical processing routes on the microstructure of heavily stabilized β titanium alloys. Since the thermomechanical pre-treatment exerts a strong influence on the microstructure response of titanium alloys such as β-C to the subsequent solution heat treatment and aging, it is not surprising that all attempts of heat treating the alloy used in this study according to literature data[2–7] have not been successful in establishing an auspicious microstructure with respect to the fatigue endurance desired. As recommended by Ferrero et al.[2] the solution heat treatment was performed initially slightly above the (α + β)/β transition temperature (T β ) in order to avoid extensive coarsening of the β grains. However, as expected this led to a remarkable fraction of unrecrystallized β grains and neither direct nor duplex aging resulted in a homogeneous distribution of fine α precipitates. Instead extensive formation of the α GB phase especially on the remaining worked grain boundaries in combination with precipitate-free zones occurred.
The objective of the present study was to design a heat treatment cycle for the metastable β titanium alloy β-C aiming at a high fatigue limit. Taking the prior working history of the material into account, a detailed description of how to determine appropriate parameters for the solution heat treatment and for the pre- and final-aging steps is provided. The consideration of the corresponding microstructure response was done by optical (OM), and scanning electron microscopy (SEM), hardness measurements and comparative tensile tests. The endurance limit was selected as an important parameter describing the resistance of β titanium alloys to fatigue reasonably and was determined by performing rotating bending and tension-compression fatigue tests on duplex-aged β-C samples. Further, the effect of the microstructure on crack propagation was characterized. Values of the fatigue crack growth threshold were determined and compared to the respective values obtained in the solution-annealed and direct-aged material.
The results of the present study indicate clearly that at the expense of monotonic strength high values of the fatigue limit are associated with a completely recrystallized β microstructure providing the basis for an auspicious and beneficial precipitation of the α phase.
Referring to the applications of β titanium alloys the findings obtained in this study were used to deduce general statements concerning the improvement of the mechanical properties of β-C by microstructure modification with emphasis on the fatigue limit and the fatigue crack growth threshold. Consequently, the results were used in the design and application of a modified heat treatment concept on metastable β titanium alloys.[8,9]
2 Experimental
The metastable β titanium alloy Ti 38-644 (β-CTM) was received as β-annealed semi-finished product from Gesellschaft für Elektrometallurgie GFE in Nürnberg/Germany. The ingots with an initial diameter of 170 mm and a total length of 500 mm had been bar extruded at Special Metals (GB) at a temperature of 1193 K (920 °C) to a final diameter of 30 mm corresponding to a deformation ratio of 1:38. The punch speed was about 15.4 mm per second and the average exit speed of the extruded bars was specified to be 585 mm per second. Subsequent to the deformation process the material was water quenched immediately down to room temperature. Table I provides data on the chemical composition of the alloy as determined via spark emission spectroscopy and on the degree of β stability in terms of the molybdenum equivalent (m.e.) and the (α + β)/β transition temperature (T β ), which was determined by DSC-analyses supplemented by microstructure studies.
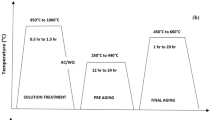
Cylindrical samples having a final diameter of 12 mm were produced by electrodischarge machining (EDM). Oxide scales were removed very efficiently by pickling these cylinders in a diluted solution containing 10 vol-pct hydrogen fluoride (HF) and 70 vol-pct nitric acid (HNO3) in order to prevent “α case” formation during subsequent annealing. The complete heat treatment cycle was performed in a vacuum furnace as schematically shown in Figure 2. Prior to annealing the samples were placed into a fused quartz glass tube being equipped with a tank containing ferritic steel spherules. As illustrated in Figure 2, this glass tube was placed in another outer glass tube in such a way, that the samples remain in the cold zone of the furnace until the temperature set point and a vacuum level of about 10−6mbar have been established. This procedure was considered to be necessary in order to avoid any interaction of the metal surface with oxygen. For that purpose a turbo molecular pump was used. The temperature was measured by using a ceramic-insulated thermocouple connected to an external temperature control unit. Immediately after temperature and vacuum level reached their specified values the samples were carried into the hot zone of the furnace by using an external magnet in order to move the inner fused quartz glass tube. The cylindrical samples were solution annealed and/or aged at various temperatures and subsequently returned to their prior position, where they were either vacuum cooled (VC) supported by an air stream circulating around the fixed outer glass tube or in case the vacuum has been terminated immediately removed from the furnace and water quenched (WQ). In both cases the cooling rate was high enough to retain a complete β microstructure (β + β′).

Horizontally arranged vacuum furnace with attached gas supply enabling heat treatments in various gas atmospheres
Subsequently the samples were machined mechanically to the final geometry required for the mechanical tests. Figure 3 summarizes all samples used in the mechanical test programs of the present study. In order to eliminate machining effects each sample used in the HCF-tests was electropolished in a Haake C50 system at 253 K (–20 °C) using a standard electrolyte containing 54 vol-pct methyl alcohol, 39 vol-pct butyl alcohol, and 7 vol-pct perchloric acid.

Samples used for the mechanical tests conducted on β-C: (a) standard tensile specimen B6x30 according to DIN 50125, (b) fatigue sample exhibiting a stress-relief notch for cyclic tension-compression loading, (c) fatigue sample for rotating bending tests, and (d) SENB sample according to ASTM E-399 used for long crack propagation measurements
Symmetrical tension-compression load was applied in a MTS servo-hydraulic closed-loop system at a frequency of 20 Hz. In addition rotating bending tests were carried out in a Schenck system at a stress ratio of R = −1 and at a frequency of 50 Hz. The samples used were air cooled along their gauge length. In each case the fatigue limit σ 50 pct corresponding to a maximum number of loading cycles of N = 2 · 106 and the standard deviation s were determined statistically according to the modified staircase method.[10] Tensile tests were carried out according to EN 10002 in a Zwick electromechanical system on cylindrical standard samples with a gauge length being five times the sample diameter. Single edge notch bend (SENB) samples were used to study long crack growth behavior according to ASTM-E399 under 4-point bending load in a Rumul resonance system. According to the load shedding method the fatigue crack growth threshold ΔK th was determined at a constant stress ratio R of 0.1.[11]
Optical (OM) as well as scanning electron microscopy (SEM) complemented by hardness measurements were used in order to interpret the microstructure response to the particular heat treatment step applied and to study the microstructure effects on the fracture mode of β-C under tensile and cyclic load.
3 Results and discussion
In the as-received condition the metastable β titanium alloy β-C solely consists of equiaxed β grains at an average grain size of 62 μm. As already mentioned β-C was initially solution annealed 30 to 40 K above T β according to the data sheet of the alloy.[6] Before, a transition temperature of 1053 K (780 °C) has been determined experimentally and consequently the alloy was solution annealed 35 K above T β for 1 hour at 1088 K (815 °C). As illustrated in Figure 4(a) randomly dispersed particles formed within the β grains and also along β grain boundaries during the solution heat treatment which were detected clearly by SEM in the Backscattered Electron (BSE) contrast. Based on the results of Rack and Headley[12] and Ankem et al.[13] the particles were identified as (Ti,Zr)5Si3 silicides by using energy dispersive X-ray spectroscopy (EDX). Figure 4(b) provides clear evidence of the silicide phase being embedded between small fringes of α phase along the β grain boundaries. The (Ti,Zr)5Si3 particles located on β grain boundaries are intended to reduce β grain coarsening while solution annealing β-C in the single-phase β regime. In accordance with Rack and Headley[12] the silicides, exhibiting a hexagonal crystal structure, were assumed to act as nucleation sites for α precipitates, thereby leading to local formation of the α phase preferentially along the β grain boundaries during aging.

(a) Microstructure of solution-annealed β-C solely consists of equiaxed β grains covered with randomly arranged white particles, (b) These spots were identified by EDX-analyses of decoration-aged samples as the (Ti, Zr)5Si3 phase
The aging response of β-C was studied by determining hardness curves for different aging times and temperatures. In order to obtain fully aged microstructures the alloy was heat treated at least 20 hours at temperatures between 733 K and 833 K (460 °C and 560 °C) and Figure 5(a) shows hardening in β-C due to direct aging as determined by the Vickers method (0.5 kp/10 s). Starting out from 290 HV in the solution-annealed condition aging for 28 hours at 753 K (480 °C) led to a maximum value of 418 HV (see Figure 5(b)) referred to as the peak-aged condition. The hardness decreases with a further increase of the aging temperature in agreement with literature data[2] due to the coarsening of the precipitated lenticular-shaped α phase and in particular due to a rising volume fraction of precipitate-free zones. Following Rack and Headley[12] β-C is hardenable up to 500 HV due to aging at lower temperatures of about 623 K to 673 K (350 °C to 400 °C) but not within reasonable times.

(a) Effect of aging time and temperature on the hardness response of β-C, SHT 1 h at 1088 K (815 °C) and aged for (i) 20 h, (ii) 24 h, and (iii) 28 h at temperatures between 733 K and 833 K (460 °C and 560 °C), (b) Vickers micro hardness measurements indicate the difference in strength between the fully aged and precipitate-free regions
Commercial near-β titanium alloys generally exhibit a close correlation between the fatigue endurance and the yield strength σ 0.2.[2,5,14] In case of highly β-stabilized β-C the fatigue limit is restricted due to the formation of the α GB phase and precipitate-free zones in the aged condition since such microstructure phenomena do more and more control the fatigue performance of the alloy with advanced degree of hardening.[5,15] The increasing difference in strength between the soft regions mentioned above and the age-hardened β matrix which is indicated in the optical micrograph in Figure 5(b) as well as an increased tendency to inhomogeneous slipping are the main reasons for promoted fatigue crack initiation.[4,5,14] Therefore, optical microscopy was used in order to interpret the particular microstructure of each aged sample with respect to the phenomena mentioned above and the fatigue behavior to be expected. As exemplarily shown in Figure 6 each direct-aging attempt applied according to the heat treatments corresponding to Figure 5(a) led to an inhomogeneous precipitation of the α phase. Without exception all microstructures obtained in β-C exhibit distinctive amounts of α GB phase and precipitate-free zones varying considerably in volume fraction depending on the aging parameters used. Figure 6(a) shows the microstructure of β-C peak aged for 28 hours at 753 K (480 °C) containing a small amount of non-precipitated regions (vol-PFZ ≈ 7 pct). Keeping the aging time constant and increasing the aging temperature to 773 K (500 °C) (vol-PFZ ≈ 12 pct) and 793 K (520 °C) (vol-PFZ ≈ 35 pct) led to appreciable softening. The corresponding microstructures are shown in Figures 6(b) and (c), respectively. The amount and size of precipitate-free zones seem to rise with increasing aging temperature. While aging at 773 K (500 °C) as compared to 753 K (480 °C) resulted only in a marginal increase of the volume fraction of precipitate-free zones and a slight increase concerning the size, the microstructure in β-C aged at 793 K (520 °C) looks different with respect to the appearance of precipitate-free zones. It should be mentioned, that the microstructures shown in Figure 6 are representative with respect to the appearance of the precipitate-free zones. Exemplarily optical micrographs with high magnification were presented in order to show the interesting microstructure features more clearly. Reducing the aging time to 24 hours at 753 K (480 °C) (vol-PFZ ≈ 12 pct) also caused softening compared to the peak-aged condition and the hardness measured was similar to the values previously obtained in β-C aged for 28 hours at 793 K (520 °C). According to Figure 6(d) reducing the aging time at a temperature of 753 K (480 °C) might have led to a slight increase of the volume fraction of the precipitate-free zones formed as compared to the peak-aged condition. Obviously, the amount and size of precipitate-free zones which control the fatigue limit of the solute-rich β titanium alloy β-C are very sensitive to marginal variations of the aging parameters. However, compared to the peak-aged material the lower hardness obtained in β-C aged for 24 hours at 753 K (480 °C) might also be attributed to a less progressive formation of the α phase. The decrease in hardness of β-C which was obtained according to Figure 5(a) by raising the aging temperature is finally attributed to an increased volume fraction of precipitate-free zones but also to coarsening of the precipitated α needles.

Aging response in β-C, SHT for 1 h at 1088 K (815 °C) and subsequently directly aged: (a) 28 h at 753 K (480 °C), (b) 28 h at 773 K (500 °C), (c) 28 h at 793 K (520 °C), (d) 24 h at 753 K (480 °C): The microstructures exhibit different volume fractions of precipitate-free zones (vol-PFZ). The remaining intense driving force for precipitation inherent the worked grain boundaries led to massive formation of the α GB phase
Finally, the micrographs shown in Figure 7 clearly illustrate both microstructure phenomena deteriorating the fatigue properties of the metastable β-titanium alloy β-C utilizing the high resolution FESEM-technique. As exemplarily shown for the intermediate strength condition (UTS = 1255 MPa, el. = 8 pct) the microstructure obtained by direct aging exhibits considerable volume fractions of precipitate-free zones and β grain boundaries being covered completely with a thin layer of the weakening α GB phase (see Figure 7(a)) meaning the extent of these layers directly correlates with the β grain size. The driving force for precipitation of the α GB phase depends sensitively on the particular deformation state of each β grain boundary. In consequence, the solution-annealing temperature is considered to be an important parameter in order to prevent α GB phase layers. Studying the α GB phase at a higher magnification according to Figure 7(b) reveals that these layers spread out to an ultimate average thickness of about 250 nm.

High resolution FESEM-micrographs illustrating (a) precipitate-free zones within the β grains and a continuous layer of the α GB phase along the β grain boundary. At a higher magnification (b) a final average thickness of about 250 nm was determined for these layers. Both micrographs exemplarily show β-C, directly aged to intermediate strength
With respect to the fatigue properties of β-C all microstructures obtained by direct aging were considered to be unfavorable due to the existence of precipitate-free zones and the α GB phase. Therefore, further heat treatments were accomplished according to literature data[7] but as expected inhomogeneous α phase formation or completely underaged microstructures resulted from these attempts. Consequently, the decision was made to develop an individual duplex-aging cycle for β-C based on the particular working history of the alloy used in this study, in order to optimize the microstructure with respect to a high fatigue limit and to compare the fatigue crack growth rates to the solely solution-annealed and direct-aged conditions.
3.1 Solution Heat Treatment Step Leading to a Completely Recrystallized β Microstructure
In order to set accurate parameters for time and temperature to entirely recrystallize the β microstructure, β-C samples were initially solution annealed for 1 hour at 1053 K (780 °C) and subsequently decoration aged for 6 hours at 753 K (480 °C). Color etching utilizing ammonium bifluoride (NH4HF2) is a proper technique to darken unrecrystallized areas as shown in Figure 8(a). The microstructure obtained consists of a large amount of unrecrystallized β grains. Generally, partially unrecrystallized microstructures exhibit higher monotonic strengths as compared to a fully recrystallized matrix. The stored energy in form of dislocations promotes α phase precipitation but does not contribute towards a high fatigue limit due to the formation of precipitate-free zones and α GB phase during aging. At the expense of monotonic strength the solution heat treatment temperature was raised successively and the fraction of unrecrystallized β grains vanished even at lower annealing times as shown in Figure 8(b) for β-C solution annealed for 30 minutes at 1173 K (900 °C). Finally, Figure 8(c) illustrates a completely recrystallized β microstructure which could be obtained after solution annealing β-C for 30 minutes at 1193 K (920 °C) meaning the solution heat treatment temperature chosen as the starting point for the duplex-aging cycle agreed with the prior hot forming temperature.

Optical micrographs of β-C, SHT: (a) 1 h at 1053 K (780 °C), (b) 30 min at 1173 K (900 °C), (c) 30 min at 1193 K (920 °C): The fraction of unrecrystallized β grains appears as dark areas after decoration aging for 6 h at 753 K (480 °C) and vanishes with an increasing solution heat treatment temperature
Recrystallization at 1193 K (920 °C) led to considerable β grain coarsening which was monitored by optical microscopy and SEM utilizing the Electron Backscattered Diffraction (EBSD-) technique. Figure 9 shows the results in terms of the mean β grain size as a function of recrystallization time illustrating grain coarsening of about 100 pct from initially 62 μm to 120 μm.

Solution annealing β-C at hot working temperature of 1193 K (920 °C) led to complete recrystallization but also to β grain growth as determined by OM and EBSD
The ductility of metastable β titanium alloys such as β-C deteriorates with increasing β grain size, especially if a continuous α GB layer forms during aging.[2,14] In this case monotonic as well as cyclic plastic deformation is concentrated on these weak regions and an increase in grain size means a likewise increase in the slip length for dislocations on β grain boundaries thereby promoting crack initiation and intergranular fracture.[14,16] Therefore, enhanced attention must be paid when determining time and temperature for the pre-aging treatment in order to ensure a homogeneous distribution of α precipitates and to reduce the formation of the α GB phase particularly with regard to a high fatigue limit. As expected, the results from accompanying tensile tests summarized in Table II revealed considerable softening of fully recrystallized β-C as compared to the as-received and partially recrystallized microstructures. It was not possible to relate this effect either to the reduction of residual stresses present in the material after the thermomechanical pre-treatment or to β grain coarsening. Additionally, Table II contains information about the corresponding heat treatment and correlates the solution-annealing temperatures to the (α + β)/β transition temperature.
3.2 Pre-Aging Step Leading to a Homogeneous Precipitation of the α Phase on β′ Precursors
Following Krugmann and Gregory[3] and Wagner and Gregory[4] β-C was pre-aged subsequently to the recrystallization step at temperatures between 698 K and 733 K (425 °C and 460 °C). According to the schematic TTT-diagram shown in Figure 1 the β → α transformation is assumed to initiate on metastable β′-precursors leading to a homogeneous distribution of α precipitates when β-C is subsequently finally aged to the strength level desired. Pre-aging β-C samples for 4 hours in the temperature regime mentioned above did not lead to any transgranular formation of α phase observable by microscopy. Expanding the pre-aging period up to 8 hours did not really lead to an improvement with respect to the α phase precipitation. As documented in Figures 10(a) and (b) at least 12 hours were required to form a significant amount of homogeneously precipitated α phase. The results have also shown that the α phase distribution is very sensitive to the pre-aging temperature applied. Figure 10(c) illustrates that pre-aging did not result in the formation of a fine and homogeneously distributed α phase after 12 hours at 733 K (460 °C). Rather, this increase of the pre-aging temperature by only 20 K led to the formation of the α GB phase and some cluster-like intergranular α phase formation (see Figure 10(d)), which were shown to promote inhomogeneous precipitation of the α phase during the subsequent final-aging step. Consequently, pre-aging for 12 hours at 713 K (440 °C) was considered to be ideal for the β-C alloy used in the present study with respect to an auspicious homogeneous formation of α precipitates acting as initial sites for the further aging response of the alloy. In summary the results of the pre-aging experiments exhibited a very sensitive dependence of the microstructure development in β-C not only on the pre-aging temperature. The reduced driving force for α precipitation caused by the completely recrystallized β microstructure required a pre-aging time being three times the respective value proposed by Wagner and Gregory.[4]

Microstructure response of fully recrystallized β-C on subsequent pre-aging with various aging parameters: (a) OM: 12 h at 713 K (440 °C), (b) SEM: 12 h at 713 K (440 °C), (c) and (d) OM: 12 h at 733 K (460 °C), show the formation of unfavourable grain boundary α phase and cluster-like α phase formation
3.3 Final-Aging Step Leading to α Phase Precipitation Hardening of the Strength Level Desired
Final aging was intended to complete the hardening process of β-C. The corresponding final-aging parameters were therefore determined with close relation to the tensile test results and the hardness response of the direct-aged material. With increasing hardening the fatigue endurance of β-C is more and more controlled by the presence of the α GB phase. This is assumed to be the reason for the internal fatigue crack initiation at grain boundary interfaces obtained by Ferrero et al.[2] in the fracture surfaces of axial loaded fatigue samples (R = 0.1). Similar results were obtained in this study on direct-aged (28 hours at 773 K (500 °C)) fatigue samples used in the tension-compression tests (R = −1). Referring to Figure 5(a) and Table II a final-aging temperature of 773 K (500 °C) was considered to be ideal with respect to a reasonable combination of strength and ductility which is essential for obtaining high values of the fatigue limit and in maintaining a reasonable fatigue crack growth behavior at the same time, provided that the α phase precipitates homogeneously and that the formation of α GB phase can be suppressed as far as possible. Comparing the S-N curves obtained by Wagner and Gregory[4] on β-C for various strength conditions it becomes obvious that hardening the material to a high monotonic strength does not likewise improve the fatigue limit due to an increasing susceptibility of the alloy to even small regions of inhomogeneously precipitated α phase and also to filmy decorations of the β grain boundaries with the soft α GB phase. In favour of sufficient ductility and at the expense of monotonic strength β-C was consequently finally aged at 773 K (500 °C).
Figure 11 represents the microstructure of duplex-aged β-C. The optical micrograph in Figure 11(a) shows a fully aged microstructure exhibiting a dense and homogeneous arrangement of strengthening α precipitates. Compared to each direct-aged condition specified in Table II and Figure 5(a) the β grain boundaries are much less decorated (see e.g., Figure 10(a)) with the weakening α GB phase. Precipitate-free zones as shown in Figure 6 were not detected. The SEM-micrograph in Figure 11(b) shows the density and homogeneity of the α phase distribution more clearly. Within a seam along the β grain boundaries a thin layer of fine intergranular α precipitates formed. It was shown that the α phase mostly nucleates inside the β grains and spreads towards the β grain boundaries. High resolution (FESEM-) microscopy utilizing the “InLense” BSE-contrast according to Figures 11(c) and (d) revealed that the size of the α precipitates is heterogeneous varying between hundreds of nanometers and a few microns and that very small precipitate-free zones remain near the larger α needles. This heterogeneity was assumed to be the direct impact of the pre-aging cycle on the aging kinetics of the hexagonal α phase.

(a) OM of duplex-aged β-C illustrates complete and homogeneous distribution of α precipitates, (b) SEM-micrograph showing the arrangement of the α phase close to the β grain boundaries and inside the β grains. The morphology and a difference in size of the α phase are clearly observed in the high resolution FESEM-micrographs (c) and (d)
Further, the FESEM-analyses enabled to compare microstructures obtained by heat treating β-C titanium alloy differently with emphasis on the formation of α GB phase. In this context, Figures 12(a) and (b) exemplarily compare microstructures obtained in the peak-aged (UTS = 1320 MPa, el. = 6 pct) condition, whereas exposures (c) and (d) represent the duplex-aged (UTS = 1248 MPa, el. = 11 pct) material. Precipitate-free zones can be observed clearly within the peak-aged β matrix adjacent to the β grain boundaries which are covered completely with α GB phase layers as already shown in Figure 7 for the intermediate strength condition. The upper grain in Figure 12(b) reveals the formation of parallel arranged side plates spreading out from the covered β grain boundaries towards the interior of the grain. Comparing Figure 7 with Figures 12(a) and (b) leads to the conclusion that in contrast to the volume fraction and size of the precipitate-free zones (see also Figure 6) the formation of the α GB phase seems to be almost independent of the direct-aging parameters used. The micrographs shown in Figures 12(c) and (d) clearly reveal the essential benefits concerning microstructure evolution, when β-C is heat treated entirely according to the duplex-aging route introduced in the present study. As illustrated in exposure (c), the microstructure is completely free of precipitate-free zones and a homogeneous and dense arrangement of α precipitates exists adjacent to the illustrated triple point. At a higher magnification (see exposure (d)) the β grain boundaries constituting this triple point can be found to be completely free of the weakening α GB phase. According to Lütjering and Williams[5] the α GB phase is the microstructural key feature determining the fatigue properties of heavily stabilized β titanium alloys. Consequently, the microstructure obtained by duplex aging β-C is considered to be auspicious regarding the fatigue endurance of the material to be expected.

(a) and (b) peak-aged β-C titanium alloy: Precipitate-free zones (PFZ) and the α GB phase are clearly observable within the microstructure. (c) and (d): In contrast, duplex aging led to a homogeneous and complete precipitation of the α phase. The formation of α GB phase layers can not be found on any of the three β grain boundaries adjacent to the triple point depicted
3.4 Tensile Properties
Table II summarizes the results of each tensile test conducted on β-C in terms of values of the ultimate tensile strength (UTS), yield strength (σ 0.2), proportional limit (σ 0.02), Young’s modulus (E), elongation (el.) and reduction in area (RA) depending on the respective heat treatment applied. An increase in the solution-annealing temperature obviously led to a decrease in monotonic strength. The marginal loss in ductility resulting from the solution heat treatment for 1 hour at 1088 K (815 °C) as compared to the as-received condition might be attributed to β grain coarsening, but advanced recrystallization (30 minutes at 1193 K (920 °C)) led to a slight increase in ductility. As opposed to Ferrero et al.[2] the monotonic strength is immediately affected by the solution heat treatment but in contrast to the ductility this effect cannot be directly related to the mechanisms just mentioned.
Compared to the direct-aged material, β-C heat treated entirely according to the duplex route offers a higher ductility at comparable strength levels. According to Figure 13 this gain in tensile ductility is accompanied by a transition of the tensile fracture mode. Direct aging β-C for 28 hours at 773 K (500 °C) led to an ultimate tensile strength of 1255 MPa and a fracture strain of 8 pct. As clearly shown in Figure 13(a) intergranular fracture prevails. The fracture surface shows basically brittle and minor ductile fracture accompanied by secondary cracks. On the other hand, Figure 13(b) shows the fracture surface of duplex-aged β-C exhibiting predominantly transgranular and more ductile fracture. A comparison of the tensile fracture modes might indicate the deteriorating effect of the grain boundary α phase on tensile ductility and the beneficial effect of duplex aging with respect to fracture behavior. Whenever the heat treatment applied resulted in a microstructure exhibiting β grain boundaries covered with the α GB phase, the monotonic plastic deformation is considered to be concentrated on these weak regions. This might explain the fracture behavior shown in Figure 13(a).

(a) SEM-fractography of direct-aged β-C at intermediate strength (UTS = 1255 MPa, el. = 8 pct) illustrates intergranular fracture, (b) SEM-fractography of duplex-aged β-C clearly shows a transition to transgranular and more ductile fracture (UTS = 1248 MPa, el. = 11 pct)
3.5 Fatigue Crack Initiation
The fatigue limit reflects the resistance of metastable β titanium alloys to fatigue crack initiation reasonably.[4,5,14] In the present study a mean value of the fatigue limit was determined by the modified staircase method which can be interpreted as a fifty-fifty failure probability. Figure 14 shows the failure probability for (a) the tension-compression tests conducted on duplex-aged β-C yielding an excellent value of σ 50 pct of 700 MPa. Under (b) rotating bending load duplex-aged β-C exhibits a higher fatigue limit of 745 MPa. Both values obtained correspond to a limiting number of loading cycles of N = 2 · 106. Table III summarizes the results of the tension-compression and the rotating bending fatigue tests conducted on duplex-aged β-C.

Results of the High-Cycle-Fatigue (HCF)-tests: Statistical determination of the fatigue limit σ 50 pct (N = 2 · 106) by the modified staircase method: Failure probability for duplex-aged β-C under (a) tension-compression and (b) rotating bending load
A comparison of the fracture surfaces of the fatigue samples failed under tension-compression load (see Figure 15) clearly shows different locations for fatigue crack initiation. Figure 15(a) illustrates that fatigue crack initiation is surface-related in the duplex-aged samples. This observation holds true without exception for all failed samples of this condition. However, β-C directly aged to intermediate strength offered poor values of the fatigue limit of about 400 MPa and hence the test series were aborted. According to Figure 15(b), SEM-fractography revealed fatigue crack initiation at subsurface sites due to the direct impact of precipitate-free zones existing within the β grains. Wagner and Gregory[4] have shown, that fatigue crack initiation occurs within these weak regions along planar slip bands. Subsurface crack initiation is also attributed to extensive α GB phase formation in highly β-stabilized titanium alloys such as β-C.[2,5,14] Both microstructure phenomena lead to localized cyclic plastic deformation and the large β grains facilitate extensive slip lengths for dislocations along these soft regions being detrimental with respect to the fatigue crack initiation resistance.

Comparison of the fatigue crack nucleation sites in tension-compression fatigue samples: (a) fatigue crack nucleates at the surface in duplex-aged β-C, (b) subsurface crack nucleation in β-C directly aged for 28 h at 773 K (500 °C)
Obviously, duplex aging diminishes the impact of precipitate-free zones and α GB phase on fatigue crack nucleation. The negative effect of larger β grains, which are according to Figure 9 associated with a fully recrystallized duplex-aged microstructure, on the fatigue life of the material seems to be counterbalanced by the completely and homogeneously distributed α phase and by the drastically reduction of layer-like grain boundary α phase formation.
3.6 Fatigue Crack Propagation
Long crack propagation in duplex-aged β-C was studied applying the indirect electric potential method. ΔK th-values were determined and compared to corresponding values obtained in the solution-annealed and direct-aged material as shown in Figure 16. For the sake of clarity the results were illustrated as scatter bands with exception of the fatigue crack growth rates of the duplex-aged condition.

Crack propagation curves da/dN vs ΔK obtained for fully recrystallized, direct-aged and duplex-aged β-C. The inserts illustrate fatigue crack propagation profiles in relation to the prevailing microstructure feature in (a) duplex-aged and (b) solution-annealed β-C
Consistent with the results of Krugmann et al.[3] ΔK th-values for β-C fully recrystallized for 30 minutes at 1193 K (920 °C) are ranging between 4.0 and 4.5 MPa\( \sqrt {\text{m}} \). Aging led to a deterioration of the da/dN vs ΔK behavior compared to the solely solution-annealed material at R = 0.1 which is attributed to the significant loss in ductility. As opposed to the single β phase the aged material is not able to form large deformation zones in front of the crack tip. The ΔK th-values obtained in duplex-aged β-C (2.9 to 3.3 MPa\( \sqrt {\text{m}} \)) are slightly higher as compared to the values for the direct-aged material ranging between 2.3 and 2.7 MPa\( \sqrt {\text{m}} \) at intermediate strength. This tendency correlates again reasonably with the tensile ductility obtained in β-C depending on the heat treatment applied according to Table II. The lower tensile ductility of the direct-aged condition has to be attributed to microstructure phenomena, namely a partially unrecrystallized β matrix which is immediately controlled by the solution-annealing temperature as well as the smaller size of the α needles formed and in particular to the extensive formation of the α GB phase which is also considered to be a reasonable explanation for the transition from intergranular to transgranular fracture observed in the corresponding tensile tests. The formation of α phase as well as α GB phase is ultimately controlled by the solution-annealing and aging temperature. Table IV summarizes the ΔK th-values obtained by the load shedding method for β-C alloy for various heat treatment conditions.
In order to explain the results mentioned in conjunction with long crack growth behavior in β-C, fatigue crack paths and crack propagation profiles were studied using OM and SEM. The inserts of Figure 16 exemplarily show fatigue crack propagation profiles in (a) duplex-aged β-C and (b) the solution-annealed alloy. The precipitation-hardened microstructure exhibits clearly transgranular crack propagation and the crack is straight-lined. Near the threshold value corresponding to a growth rate of 10−2 nm/cycle the crack branches and seems to change his growth direction at the grain boundaries of the matrix. The solution-annealed condition solely consisting of the bcc β phase showed a predominantly transgranular crack propagation, but there were some intergranular parts visible within the crack front profile. The fatigue crack exhibits a more irregular profile when the alloy only consists of the β phase indicating that more energy is needed for creating new crack surfaces due to a better plasticity of the non-hardened matrix. This could be an explanation for the better da/dN vs ΔK behavior of the solution-annealed material as compared to the aged conditions.
Finally, Figures 17(a) and (b) show long crack paths (fracture surfaces) obtained in the solution-annealed alloy and Figures 17(c) and (d) show the corresponding results after duplex aging. β-C solely containing the β phase shows a jagged and rough fracture surface similar to the results obtained by Krugmann and Gregory[3] Crack propagation obviously led to a pronounced formation of microstructure phenomena within the pure β microstructure. It is suggested, that striations might have formed during cyclic loading. It is also considered possible, that cyclic deformation has been accompanied by the formation of crystallographic terraces or flutes, which are normally known to occur in the hex α phase of titanium alloys as shown by Van Stone et al.[18,19] or recently by Pilchak and Williams[20] In contrast, the fractographs of the duplex-aged alloy show a smooth crack path and the flamboyant microstructure features obtained in conjunction with the pure β phase have not been detected within the β grains.

Long crack paths (fracture surfaces) obtained in (a)–(b) solution-annealed β-C exhibiting a complete β microstructure, (c)–(d) duplex-aged β-C, consisting of α and β phase
4 Conclusions
-
1.
Typically, the fatigue limit of titanium alloys is expected to increase with increasing yield strength of the material. According to Ferrero et al.[2] the β grain size is the primary factor controlling the fatigue life of β-C alloy and precipitation of the α phase is considered to be less important. Consequently, direct aging of a partially unrecrystallized β microstructure should improve both monotonic and cyclic strength.
-
2.
However, the results of the present study indicate clearly that in the case of highly stabilized β titanium alloys such as β-C, fatigue crack initiation becomes increasingly controlled by microstructure features such as precipitate-free zones and the formation of α phase along the β grain boundaries (α GB phase) with increasing strength of the material. Consequently, direct aging of β-C leads to poor values of the fatigue limit. The heat treatment of β-C aiming at good fatigue properties differs strongly with respect to the solution heat treatment and the aging parameters, which are favorable to achieve maximum monotonic strength.
-
3.
Each attempt to age β-C titanium alloy directly led to the formation of precipitate-free zones and β grain boundaries being decorated completely with small fringes of α GB phase. The amount and size of precipitate-free zones were shown to be very sensitive to marginal variations of aging time and temperature. In contrast, the formation of α GB phase appears to be almost independent of the direct-aging treatment applied. The average thickness of the α GB phase layers was determined to be about a few hundred nanometers.
-
4.
Consequently, a coarse β microstructure affects the fatigue crack initiation resistance of β-C titanium alloy adversely, especially if the β grain boundaries are covered with a continuous α GB phase, which was also shown to reduce the tensile ductility of the material. These findings are in good agreement with those of other authors.[5,14,16]
-
5.
In the present study, a duplex-aging cycle was designed. The results show clearly that duplex aging of β-C leads to superior fatigue limits and a slightly better fatigue crack growth behavior as compared to the direct-aged material. The key to success is a completely recrystallized β microstructure enabling a homogeneous distribution of the α phase within the β grains during aging and reducing the α GB phase formation.
-
6.
Lütjering and Williams[5] designate the α GB phase to be the microstructural key feature determining the fatigue properties of metastable β titanium alloys. As clearly shown in the present study, the solution annealing and the pre-aging temperature control the formation of α GB phase layers. Accordingly, both heat treatment parameters have to be determined with extreme care.
-
7.
Therefore, β-C was fully recrystallized in the first heat treatment step at the expense of β grain size, which is often considered to be the controlling factor determining the fatigue life. Subsequent pre-aging led to an intergranular precipitation of the α phase based on β′ precursors. It is important to mention that this procedure reduces the driving force for α phase precipitation along β grain boundaries, but the α GB phase could not be avoided completely due to the existence of hexagonal (Ti,Zr)5Si3 particles, which are assumed to act as precursors for α phase nucleation. Final aging leads to the strength level desired by completing the α phase precipitation hardening process.
-
8.
Since the prior working history exerts a strong influence on the recrystallization behavior of β-C, thorough attention must be paid when determining the time and temperature for the pre-aging treatment in order to ensure a homogeneous distribution of α precipitates and to reduce the formation of the α GB phase. Advanced recrystallization generally reduces the driving force for α precipitation. In this study, a pre-aging time of 12 hours was necessary to result in a reasonable aging response of the completely recrystallized β microstructure. Slight variations of the pre-aging temperature, which was finally set to 713 K (440 °C), can easily lead to a disadvantageous α phase morphology such as α cluster formation.
-
9.
At comparable monotonic strength, duplex-aged β-C offers a slightly better tensile ductility as compared to the direct-aged material, and a transition of the tensile fracture mode from intergranular toward predominantly transgranular was observed. The gain in tensile ductility obtained in duplex-aged β-C is caused by (a) the fully recrystallized β microstructure and (b) the reduction of the α GB phase. Both phenomena (a) and (b) are associated to occur as a result of the duplex-aging cycle applied.
-
10.
The duplex-aging cycle applied on β-C samples in this study led to excellent fatigue limits of 700 MPa under tension compression and 745 MPa under rotating bending load at a limiting number of loading cycles of N = 2 · 106. The values obtained are very reasonable as compared to the literature data.[4,7]
-
11.
All duplex-aged samples showed surface-related fatigue crack initiation in the tension-compression and the rotating bending tests. In contrast, the study of the fracture surfaces of the direct-aged fatigue samples (intermediate strength) used in the tension-compression tests exhibited in accordance with the results obtained by Ferrero et al.[2] subsurface crack initiation sites, which are related to microstructure phenomena such as precipitate-free zones and the grain boundary α phase.
-
12.
Duplex-aged β-C exhibits a ratio of the fatigue limit to ultimate tensile strength of 60 pct at a β grain size of 120 μm. At comparable β grain sizes, duplex-aged β-C offers a better fatigue limit to the ultimate tensile strength ratio as compared to each direct-aged condition. This indicates clearly the positive effect of the duplex-aged microstructure on the fatigue behavior. An optimized α precipitation based on a fully recrystallized β microstructure is concluded to be the controlling factor determining the fatigue limit in β-C.
-
13.
Long crack propagation was studied by determining the fatigue crack growth threshold ΔK th. Duplex-aged β-C exhibits a slightly better long crack propagation behavior as compared to the direct-aged conditions. Taking the results of the corresponding tensile tests into account, there seems to be a correlation between tensile ductility and the ΔK th values, suggesting that the microstructure features controlling the behavior of β-C under tensile load also determine the resistance of the material to fatigue crack growth. As already mentioned, the α GB phase is commonly known to reduce the tensile ductility of titanium alloys.[5,14,17] Moreover, all samples used for direct aging in the present study exhibit, as opposed to the duplex-aged condition, continuous α phase layers along the β grain boundaries within the microstructure, reducing the tensile ductility of the alloy and leading to intergranular fracture. These results favor the α GB phase to exert the most deteriorating effect not only on tensile ductility but also on the resistance of β-C to fatigue crack growth.
-
14.
Long cracks propagate primarily via transgranular crack growth, as shown experimentally for the solution-annealed and duplex-aged condition. However, the corresponding microstructures do not feature the α GB phase.
-
15.
In solution-annealed β-C, cracks propagate more jagged and the fracture surfaces contain tortuous parts, and microstructure phenomena occurred within the β grains, which are assumed to be striations. However, these microstructure features are also considered possibly to be flutes, which are according to Van Stone et al.[18,19] and Pilchak and Williams[20] known to occur in α and near-α titanium alloys. In contrast, duplex aging has led to a straight-lined crack propagation and a smooth crack path, which can be seen clearly by comparing the corresponding fractographs.
References
P. Schmidt and H.-J. Christ: Int. J. Mater. Res., 2008, vol. 99, pp. 1098–1106.
J.G. Ferrero, J.R. Wood, and P.A. Russo: in Beta Titanium Alloys in the 1990’s, D. Eylon, R.R. Boyer, and D.A. Koss, eds., TMS, Warrendale, PA, 1993, pp. 211–26.
H.-E. Krugmann and J.K. Gregory: in Microstructure/Property Relationships in Titanium Aluminides and Alloys, Y.-W. Kim and R.R. Boyer, eds., TMS, Warrendale, PA, 1991, pp. 549–61.
L. Wagner and J.K. Gregory: Beta Titanium Alloys in the 1990’s, D. Eylon, R.R. Boyer, and D.A. Koss, eds., TMS, Warrendale, PA, 1993, pp. 199–209.
G. Lütjering and J.C. Williams: Titanium, Springer-Verlag, Berlin-Heidelberg, 2003, pp. 247–81.
R. Boyer, G. Welsch, and E.W. Collings: Materials Properties Handbook: Titanium Alloys, ASM International, Materials Park, OH, 1994, pp. 797–827.
P. Schmidt, G.M. Lohse, and H.-J. Christ: in Ti-2007 Science and Technology, M. Niinomi, S. Akiyama, M. Hagiwara, M. Ikeda, and K. Maruyama, eds., The Japan Institute of Metals (JIM), Sendai, 2007, pp. 769–72.
P. Schmidt and H.-J. Christ: Effects of Hydrogen on Materials, B. Somerday, P. Sofronis, and R. Jones, eds., ASM INTERNATIONAL, Materials Park, OH, 2009, pp. 227–34.
E. Deubelbeiss: Materialprüfung, 1974, vol. 16, pp. 240–44.
A. Saxena, S.J. Hudak, J.K. Donald, and D.W. Schmidt: J. Test. Evol., 1978, vol. 6, pp. 167–74.
H.J. Rack and T.J. Headley: Metall. Trans. A, 1979, vol. 10A, pp. 909–20.
S. Ankem, D. Banerjee, D.J. McNeish, J.C. Williams, and S.R. Seagle: Metall. Trans. A, 1987, vol. 18A, pp. 2015–25.
M. Peters and C. Leyens: Titanium and Titanium Alloys: Fundamentals and Applications, Wiley-VCH, Weinheim, 2003, pp. 153–82.
R.R. Boyer and R. Bajoraitis: in Beta Titanium Alloys in the 1980’s, R.R. Boyer and H.W. Rosenberg, eds., TMS, Warrendale, PA, 1984, pp. 295–305.
Y. Kawabe and S. Muneki: in Beta Titanium Alloys in the 1990’s, D. Eylon, R.R. Boyer, and D.A. Koss, eds., TMS, Warrendale, PA, 1993, pp. 187–97.
M. Niiomi, B. Gong, T. Kobayashi, Y. Ohyabu, and O. Toriyama: Metall. Mater. Trans. A, 1995, vol. 26A, pp. 1141–51.
R.H. Van Stone, J.R. Low Jr., and J.L. Shannon, Jr.: Metall. Trans. A, 1978, vol. 9A, pp. 539–47.
R.H. Van Stone and T.B. Cox: ASTM STP 600, ASTM, Philadelphia, PA, 1976, pp. 5–29.
A.L. Pilchak and J.C. Williams: Metall. Mater. Trans. A, 2010, vol. 41A, pp. 22–25.
Acknowledgments
The authors thank Deutsche Forschungsgemeinschaft (DFG) for financially supporting this research work.
Author information
Authors and Affiliations
Corresponding author
Additional information
Manuscript submitted March 3, 2010
Rights and permissions
About this article
Cite this article
Schmidt, P., El-Chaikh, A. & Christ, HJ. Effect of Duplex Aging on the Initiation and Propagation of Fatigue Cracks in the Solute-rich Metastable β Titanium Alloy Ti 38-644. Metall Mater Trans A 42, 2652–2667 (2011). https://doi.org/10.1007/s11661-011-0662-7
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11661-011-0662-7