
Abstract
Metastable beta titanium alloys have emerged as a subject of intense research in the last three to four decades. They are epitomized by heat treatability to high strength, high hardenability, and excellent workability. Heat treatment comprises solution treating and aging. In the recent years, there has been much interest in carrying out aging in two steps, rather than in a single step. Duplex aging on different grades of beta alloys resulted in improved microstructure and better combination of mechanical properties. Duplex aging suppresses formation of grain boundary alpha and eliminates precipitate-free zones, leading to improved ductility and fatigue life. There is thus a strong case to adopt duplex aging. A low heating rate to aging temperature may be tantamount to duplex aging. There are a few grades, where duplex aging impairs ductility, becoming counterproductive. The paper reviews the subject of duplex aging of metastable titanium alloys.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
1 Introduction
Among different classes of titanium alloys, the class of β titanium alloys hold the distinction of highest strength levels to which they can be processed. The designers have interest to work with this class of alloys for airframe applications, as it possesses a better strength-toughness combination than alpha alloys and alpha + beta alloys [1,2,3].Some grades of beta titanium alloys are produced in the form of relatively large-sized forged products, due to their high hardenability and ability to develop uniform and high-strength levels over large metal distances [4]. These are referred to as forging grades, and they have important presence in aeronautical/aerospace sector. Latest versions of Boeing aircraft use the forging grade beta alloy Ti5AlMo5V3Cr for production of landing gears. Because of this, the use of beta titanium alloys in Boeing aircrafts has exceeded that of alpha + beta alloys. For example, in Boeing 787, titanium alloys account for 15–16 wt.% and the beta alloys take a major share of it [2]. Some grades of beta titanium alloys are produced in the form of strips, thanks to their excellent cold and hot workability. These are referred as strip grades. It is in general very difficult to produce alpha + beta titanium alloys in the form of strip/sheet and in this context the strip grade beta alloys offer a major advantage [4]. Ti15Mo2.6Nb3al0.2Si and Ti15V3Cr3Al3Sn (abbreviated as Ti15-3) are important among the commercially available sheet alloys in the context of applications in aeronautics [4].
In light of the various attractive attributes the beta titanium alloys possess, they have received focussed attention of researchers all over the world over the last thirty to forty years. There have been a number of publications dealing with this material group in this period. Conference volumes ‘‘Beta Titanium Alloys in 80’s’’ [5] and ‘‘Beta Titanium Alloys in 90’s’’ [6] cover a number of studies carried out on this alloy group. Vol. 14 of Journal of Materials engineering and Performance published in the year 2005 carries a compilation of articles addressing different aspects of beta titanium alloys [1]. The article published by Cotton et al. [3] “State of the Art in Beta Titanium Alloys for Airframe Applications’’, is another important piece of published literature focussing on these alloys. Kolli and Devaraj [7] reviewed the subject of metastable beta titanium alloys. The beta titanium alloys are heat treatable and heat treatment after mechanical working plays a vital role in their manufacture. A number of publications have appeared, which deal with aspects related to heat treatment of these alloys. Santhosh et al.[8]. reviewed recent developments in heat treatment of beta titanium alloys for aerospace applications. Yumak and Aslantaş [9] reviewed the heat treatment efficiency in metastable beta titanium alloys. Sudhagara et al. [10]. recently reviewed the subject of heat treatment of metastable beta titanium alloys.
Solution treatment and aging are the important steps in the heat treatment. While aging was often carried out in single step in the past, aging in two steps has been found to offer many advantages in terms of the quality of the heat-treated product and a number of researchers carried out comparative studies on material quality after single and duplex aging. However, there has been no systematic analysis and critical review of changes brought into the quality of beta titanium alloys compared to single aging. The purpose of the present review is to bridge this gap.
2 Heat Treatment of Beta Titanium Alloys
There are essentially two steps making up the heat treatment of beta titanium alloys—(i) Solution treatment and (ii) Aging.
2.1 Solution Treatment
The purpose of solution treatment is threefold—(i) To take the alloying elements into solution into the beta phase, (ii) To realize a homogeneous beta phase solid solution and (iii) To obtain a supersaturated beta solid solution at room temperature. The objectives (i) and (ii) are achieved by heating the material into the beta phase field and soaking for sufficient time at that temperature. The objective (iii) Is achieved by following up soaking with fast cooling the material to room temperature.
2.2 Aging
The material is relatively soft and highly ductile in the solution-treated condition. Aging of the solution-treated material is carried out to increase the strength; in the process, however, there is some loss of ductility. Decomposition of beta phase takes place during aging, with accompanying precipitation of alpha phase. Through optimal choice of aging temperature and time, alpha phase can be made to precipitate in a finely distributed form, thereby exploiting a high precipitation hardening effect. Intermediate phases—omega or beta prime—may occur, when relatively low aging temperatures are adopted. In solute-lean beta alloys, i.e., alloys with low value of molybdenum equivalent (Moeq) (e.g. Ti11.5Mo6Zr4.5Zn, Ti10V2Fe3Al, Ti15-3), omega phase is observed. In solute-rich alloys, i.e., alloys with high Moeq (e.g., Ti3Al8V6Cr4Mo4Zr), beta prime phase is observed [8]. Overaging occurs, if too high aging temperatures are employed or if aging is carried out beyond the time at which peak hardness is reached. There are essentially two types of aging—(1) Single aging and (2) Duplex aging.
2.2.1 Single Aging (SA)
Figure 1a shows schematically the single aging treatment. Previous researchers who worked with beta titanium alloys and their heat treatment have used temperatures in the range of 300 to 660 °C for single aging, the aging temperature also depends upon the alloy composition.

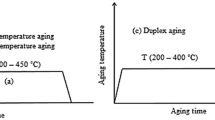
Schematic illustration of (a) solution treatment and single aging, (b) solution treatment and low–high-type double aging, (c) solution treatment and high-low-type double aging
2.2.2 Duplex Aging (DA)
The most commonly studied type of duplex aging treatment consists of two steps of aging, with the first step being carried out at a relatively low aging temperature for a long time and the second step at a relatively high temperature for a short time. Figure 1b shows schematically the duplex aging treatment. The first step of aging was carried out by previous researchers in the range 250–600 °C; the second step was in the range 300–600 °C. The actual temperatures and times chosen by the researchers depended on the alloy grade. It turns out and as will be seen in the subsequent section, the parameters used for duplex aging have an important influence on the mechanical properties obtained.
There is another type of duplex aging treatment, which have received the attention of a few research workers. This comprises aging at a relatively high temperature in the first step, with a second step of aging at a relatively low temperature. Figure 1c is a schematic representation of this type of aging. This has been referred to in the published literature as high-low duplex aging, as opposed to the low–high duplex aging discussed in the previous paragraph. Jiang et al. [11] studied the effect of high-low duplex aging on the mechanical behavior of Ti-15Mo-3Al-2.7Nb-0.2 Si. Du et al. [12] carried out studies on Ti-3.5Al-5Mo-6 V-3Cr-2Sn-0.5Fe with high-low aging sequence. Niwa et al. [13] reported their findings on the effect of high-low duplex aging on the mechanical behavior of Ti-15 V-3Cr-3Sn-Al. All these publications brought out that high-low duplex aging yields a better strength–ductility combination. Boyer et al. [14] reported an improvement in LCF life of Ti-15–3 by high-low duplex aging. Kazanjian and Starke [15] did not find any significant effect of high-low duplex aging on fatigue crack propagation in Ti-15–3. However, studies based on low–high duplex aging have dominated the scene in terms of number of publications and the present review is confined to this type of duplex aging.
3 Results Obtained From Studies on Metastable Beta Titanium Alloys, Comparing the Single Aging and Duplex Aging
Table 1 is a compilation of the beta alloy grades on which comparative studies on single and double aging have been carried out by different authors. Also included in the table are the corresponding β-transus, density and Mo eq.
3.1 Tensile Testing and Hardness Testing
Furuhara et al. [16] carried out studies on Ti15-3 alloy and reported that duplex aging, in comparison with single aging, resulted in a higher hardness, except when the single aging/second step of duplex aging was carried out at a high temperature of 600 °C. Ivasishin et al. [17] carried out duplex aging treatments on Ti15-3 alloy, consisting of 8 h at 300 °C as the first step and a second step aging at 450 and 538 °C. They reported an increase in 0.2% proof strength, ultimate tensile strength, % elongation and % reduction in area, compared to single aging. Their studies also covered another beta titanium alloy, β-21S. Even with this alloy, duplex aging led to improvements in both strength and ductility. Schmidt et al. [18] and Chaikh et al. [19] carried out studies on Ti3Al8V6Cr4Mo4Zr alloy. They reported that duplex aging led to gain in ductility at comparable strength levels. An intergranular fracture after single aging was replaced by a predominantly transgranular fracture after duplex aging. Santhosh et al. [20, 21] carried out detailed studies on Ti15-3 alloy, with focus on comparing single aging and double aging in terms of mechanical properties obtained. Duplex aging resulted in increased hardness and monotonic strength. They also reported that optimally chosen set of duplex aging parameters gave rise to a better combination of strength and ductility in this alloy. Campanelli et al. [22] studied the beta alloy Ti5Al5Mo5V3Cr; they compared the performance of the alloy after BASCA treatment and a double aging treatment. Compared to BASCA treatment, double aging treatment yielded major improvement in hardness. Yumak et al. [23] carried out studies on the effect of heat treatment on mechanical properties of Ti-15–3. When a cryogenic treatment was carried out after solution treatment, there was an improvement in tensile strength and % elongation after duplex aging, compared to single aging. There was a drop in strength when no such cryogenic treatment preceded the aging. Ji et al. [24] looked into the effects of double aging heat treatments on the mechanical behavior of Ti3.5Al5Mo4V alloy. They reported that duplex aging gave rise to increased hardness compared to single aging. There have been a few reports, particularly in the recent years, bringing out that duplex aging does not always lead to improved strength–ductility combination. Ren et al. [25] studied the influence of duplex aging heat treatments on mechanical properties of the near beta alloy Ti55531. The strength was higher after duplex aging than that obtained after single aging. But the material was found to fail without any plastic deformation. The fracture mode changed from predominantly dimple fracture in the single-aged condition to predominantly facetted and cleavage type in the duplex-aged condition. Salvador et al. [26] studied the effects of double aging heat treatments on the mechanical behavior of niobium-modified Ti5553 alloy and reported similar findings. Higher hardness and notably higher strength were achieved after duplex aging. However, the % elongation obtained after duplex aging was abysmally low (1.2). Mantri et al. [27] studied the transformations in Ti-15Mo-3Nb-2.7Al-0.2Si. Duplex aging led to higher strength compared to the strength obtained after single aging. Increase in the preaging time resulted in increase in strength. Table 2 is a compilation of the results obtained by different authors on comparative study of tensile test results and hardness values obtained after single aging and double aging.
3.2 Microstructure
Studies by Krugmann and Gregory [28] and Wagner and Gregory [29] on the Ti3Al8V6Cr4Mo4Zr alloy brought out that duplex aging leads to a more homogenous precipitation of alpha phase. Furuhara et al. [16] carried out studies on Ti15-3 alloy and reported that duplex aging, in comparison with single aging, resulted in a finer and more uniform distribution of alpha precipitates. Schmidt et al. [18] and Chaikh et al. [19] carried out studies on Ti3Al8V6Cr4Mo4Zr alloy. They reported that after duplex aging, alpha phase precipitated in a finer manner with a higher degree of homogeneity, compared to single aging. Duplex aging also eliminated precipitate-free zones (PFZs) present in the microstructure after single aging. The authors also reported that duplex aging resulted in a reduction in grain boundary alpha. Precipitation of alpha phase at grain boundaries in the beta alloy Ti5Al5-Mo5V3Cr alloy received the attention of Wain et al. [30]. They found that duplex aging helped in suppressing such precipitation. Figure 2a and b shows the SEM backscattered electron images after single aging and duplex aging, respectively. It is clearly seen that double aging suppressed the precipitation of alpha at grain boundaries. Santhosh et al. [20, 21] carried out detailed studies on Ti15-3 alloy, with focus on comparing single aging and double aging. They reported that duplex aging led to finer alpha particle size on the one hand and higher volume fraction of alpha phase on the other hand. Figure 3a and b shows the TEM images of the alloy after single aging and duplex aging, respectively. In addition, they reported that (i) there was a reduction in grain boundary alpha after duplex aging and (ii) micro-PFZs present after single aging were not to be seen after duplex aging. Mantri et al. [27] studied the scale of alpha precipitates in beta titanium alloys. They reported that after duplex aging of β21S alloy, the precipitation of alpha phase was characterized by high density and extremely fine scale. Yumak et al. [23] carried out studies on microstructure, and duplex aging was found to result in fine, high-volume fraction of alpha phase, with alpha phase dispersed in beta matrix more uniformly. Ji et al. [24] reported that double aging of Ti3.5Al5Mo4V alloy resulted in refined alpha precipitation. Figure 4 shows a reproduction of their findings. Figure 4a gives the microstructure after single aging; Fig. 4b and c gives the microstructure after double aging with preaging for 4 h and 12 h at 300 °C, respectively. The refinement of alpha precipitation after double aging could be clearly seen, and the degree of refinement was higher with a longer preaging time. Salvador et al. [26] studied the effects of double aging on the microstructure of niobium-modified Ti5553 alloy. Compared to single aging, duplex aging resulted in finer and disperse alpha distribution. Large alpha precipitates present after single aging were absent after double aging. Ivasishin et al. [17] studied the precipitation phenomena in Ti-15–3 and β-21S alloys. Single aging led to coarse alpha precipitation; in contrast, duplex aging resulted in fine and uniform distribution of alpha phase. Table 3 is a compilation of the comparative microstructure studies carried out by different authors in single-aged and duplex-aged conditions.

SEM backscattered electron images (a) 500 °C/2 h and (b) 250 °C/16 h followed by 500 °C/2 h, reproduced from Wain et al. [30], with permission from Elsevier, 2010

TEM micrographs of Ti15-3 alloy in heat-treated condition; (a) After single aging (b) After duplex aging, reproduced from Santhosh et al. [21], with permission from Elsevier, 2014

SEM images of microstructure (a) single aging and (b and c) duplex aging with preaging time of 4 h and 12 h, respectively [24]
3.3 Fatigue Testing
Schmidt et al. [18] and Chaikh et al. [19] carried out studies on Ti3Al8V6Cr4Mo4Zr alloy. There was some improvement in fatigue life after duplex aging; threshold stress intensity factor after duplex aging was higher than that after single aging. Santhosh et al. [20, 21] carried out detailed studies on Ti15-3 alloy, with focus on comparing single aging and double aging. There was an impressive increase in high-cycle fatigue life after duplex aging. What is important to note, this improvement in fatigue life was seen not only at an R value of -1, but also at a higher value (0.3). Campanelli et al. [22] studied the beta alloy Ti5Al5Mo5V3Cr from the point of view of high-cycle fatigue. They compared the performance of the alloy after BASCA treatment and a double aging treatment. Compared to BASCA treatment, double aging treatment yielded major improvement in fatigue limit. Table 4 is a compilation of the comparative fatigue studies carried out by different authors in single-aged and duplex-aged conditions.
4 Discussion
4.1 Microstructure
There is a consensus among various workers that duplex aging, in comparison with single aging, leads to more homogenous alpha precipitation, finer size of alpha particles and higher volume fraction of alpha phase. Aging at relatively low aging temperatures results in formation of either omega or beta prime phase, and there is agreement among different workers [16,17,18, 31,32,33,34] to this effect. It is hence believed that the first step of aging in duplex aging leads to the formation of one of these intermediate phases, with their dispersion in the beta matrix being extremely fine and uniform all over the volume of the material. The published literature [16, 31, 33, 35, 36] also provides strong evidence that this intermediate phase serves as nucleating site for equilibrium alpha, given enough thermal activation. It is thus believed that the second step aging leads to the finely and uniformly dispersed intermediate phase transforming into equilibrium phase, also distributed in the beta matrix in a fine and uniform manner. Duplex aging thus harnesses the formation of intermediate phases at relatively low aging temperatures to advantage and leads to finer and more uniform alpha phase precipitation in beta matrix, compared to single aging.
In this context, it is easy to understand the effect of rate of heating to aging temperature on microstructure evolution in beta titanium alloys. Ivasishin et al. [34] carried out studies on Ti4.5Fe6.8Mo1.5Al, Ti5V5Mo1Cr1Fe5Al and Ti15-3 alloys. They reported that low heating rates lead to fine and uniform precipitation of alpha phase, whereas a high heating rate give rise to a relatively coarse and non-uniform precipitation. Wu et al. [37] and Pande et al. [38] reported similar effect of heating rate on alpha precipitation in Ti15-3 alloy. Similar are the findings of Wain et al. [30] on Ti5Al5Mo5V3Cr alloy. Figure 5a and b shows the microstructure after a high heating rate (~ 100 °C/min) and a low heating rate (10 °C/min) to aging temperature, respectively. At relatively low heating rates, material spends enough time at relatively low temperatures and intermediate phase precipitates. The effect is equivalent to carrying out first step of the duplex aging treatment. At higher heating rates, the material does not spend enough time at the low temperatures, where the intermediate phases form. The low cooling rate is thus in effect a duplex aging treatment, giving rise to a fine and uniform dispersion of alpha phase.

SEM backscattered electron images: (a) heated at 100 °C /min to 600 °C; (b) heated at 10 °C /min to 600 °C. 2 h holding time at 600 °C in both cases, reproduced from Wain et al. [30], with permission from Elsevier, 2010
4.2 Mechanical Properties (Tensile Test Results and Hardness Results)
4.2.1 Tensile Strength and Hardness
There is largely consensus among different researchers that the hardness and strength of the material are higher in the duplex-aged condition, compared to the single-aged condition. It is well established that a higher volume fraction of the precipitating phase and a smaller interparticle spacing increase the strength of the material. Duplex aging has been found to increase the volume fraction of the precipitated alpha phase. Duplex aging has also been found to result in finer size of alpha precipitates. This results in a reduced interparticle spacing of alpha phase. On both these counts, duplex aging leads to a higher strength of the material. Du et al. [39] brought out that the following equation (Eq. 1) holds good for beta titanium alloys
where σ is the proof strength of the material and fαs is the area fraction of secondary alpha precipitates with a dimension of dαs. The equation conveys that strength increases on one side with increasing area or volume fraction of secondary alpha particles and on the other side with decreasing secondary alpha particle size. As brought out in the foregoing section, duplex aging increases the volume fraction of secondary alpha and at the same time has a refining effect on the secondary alpha particle size. On both these counts, a higher strength value should be attained in the duplex-aged condition, as per the equation.
There are a few instances where duplex aging has not improved the hardness/strength or even caused a drop in the strength. In several of these instances, the temperature for second step of duplex aging is relatively high. For example, Furuhara et al. [16] found no improvement in hardness after 250 °C/24 h + 660 °C/8 h duplex aging, compared to 660 °C/8 h single aging. Ren et al. [25] found a drop in UTS value after 300 °C/2 h + 600 °C/10 h duplex aging, compared to 600 °C/10 h single aging. Yumak et al. [23] found a drop in both UTS and YS after 250 °C/24 h + 550 °C/10 h duplex aging, compared to 550 °C/10 h single aging. It has been well documented that preaging accelerates the precipitation process [21]. If the temperature for second step aging is relatively high, overaging may set in, coming in the way of an increase in the strength or even causing a drop in strength.
4.2.2 Ductility
As regards ductility, as manifested by % elongation and % reduction in area, several studies have brought out that acceptable ductility levels are obtained after double aging. Ivasishin et al. [17] reported both improved strength and improved ductility after double aging for the grades Ti15-3 and beta 21S, compared to single aging. Studies by Santhosh et al. [20, 21] on Ti15-3 and Yumak and Aslantaş [9], Yumak et al. [23] again on Ti15-3, show that ductility obtained after single aging is essentially retained after double aging. However, ductility value is found to severely suffer after double aging in case of grades Ti55531 [24] and niobium-modified Ti5553 and Ti12Nb alloys [26]. For Ti55531, failure in the duplex-aged condition is found to occur without any plastic deformation. Fracture mode changes from predominantly dimple fracture in the single-aged condition to predominantly facetted and cleavage fracture after the duplex-aged condition. Even for Nb-modified Ti5553, predominantly brittle fracture is observed, with a predominance of cleavage facets over dimples, in line with the low % elongation observed after double aging.
One of the factors contributing low ductility is the presence of grain boundary alpha. A number of publications are available in the literature [39,40,41,42,43,44,45,46,47,48], which bring out that grain boundary alpha promotes intergranular fracture, resulting in a lower tensile ductility. For near β-Ti alloys, the grain boundary alpha phase generally appears with a continuous layer morphology due to the phase nucleating and developing preferentially at initial ß grain boundaries [25]. Ti55531 is a near beta alloy, with a low molybdenum equivalent of 8.15, and the authors have found occurrence of well-developed grain boundary alpha in the alloy. This is believed to be importantly contributing to the near zero ductility observed in the duplex-aged condition. There is evidence that duplex aging can be exploited to suppress the grain boundary alpha. For example, Santhosh et al. [20, 21] observed that duplex aging can reduce the extent of grain boundary alpha. This can be stated to be a reason for the good ductility values obtained after double aging of Ti15-3 alloy. Schmidt et al. [18] studied the Ti38-644 alloy and concluded that duplex aging suppresses grain boundary alpha and improves the tensile ductility. Wain et al. [30] studied the Ti5553 alloy and demonstrated that duplex aging prevents the formation of grain boundary alpha.
Another factor contributing to the poor ductility is the ultra-fine alpha particle size. The ultra-fine secondary alpha precipitates appearing in the duplex-aged condition, while they give rise to very high strength, can lead to near zero ductility condition, as has been brought out by Ren et al. [25] for Ti55531 and Salvador et al. [26] for Nb-modified Ti5553. For duplex aging to be exploited meaningfully, it is hence important to control the duplex aging parameters in order to exercise control on the resulting secondary alpha particle size. Yet another factor contributing to the poor ductility of beta titanium alloys is the presence of precipitate-free zones (PFZs) in the microstructure. After certain conditions of aging, these zones may be present in the microstructure. The material inside these zones is softer compared to the matrix surrounding them. A number of researchers [20, 29, 33, 45] concluded that the zones act as sites for strain localization during loading. Different workers like Styczynski and Wagner [49]; Chaikh et al., [19]; and Schmidt et al. [18] have reported that duplex aging can be successfully employed to eliminate the PFZs from the microstructure. Santhosh et al. [20, 21] observed micro-PFZs after single aging; duplex-aged structures did not have any such zones. The retention of ductility, in spite of increase in strength seen after duplex aging, is believed to be facilitated by disappearance of these zones in the duplex-aged condition.
4.2.3 Effect of starting metallurgical condition
Another observation one can make is that the improvement in the mechanical properties after duplex aging may be sensitive to the starting condition of the material. Thus, in the studies by Yumak et al. [23] on Ti-15–3, duplex aging lead to improvement in both strength and ductility, with a preceding cryogenic treatment. Without such treatment, duplex aging in fact lead to drop in the strength. There are also studies which indicate that improvement in the mechanical properties after duplex aging is achieved even when there is a change in the starting condition of the material. For example, the studies by Ivasishin et al. [17] on Ti 21S brought out that duplex aging is beneficial to both strength and ductility, in both recovered and recrystallized conditions of the starting material.
4.3 Fatigue Behavior
The effect of duplex aging on behavior of the alloys under fatigue loading conditions would now be discussed. In addition to adversely affecting ductility under monotonic loading conditions, the grain boundary alpha also plays a deleterious role during fatigue type of loading. It has been brought out that grain boundaries inclined at 45° to the axis of loading and with the presence of alpha phase at the boundaries serve as preferred nucleation sites for fatigue crack nucleation [38], due to localization of slip. In β-C titanium alloy, fatigue crack nucleation is often observed to be subsurface in nature, and this has been attributed to well-developed grain boundary alpha [18]. As already discussed, duplex aging suppresses grain boundary alpha. As a result, premature initiation of cracks at such boundaries is largely prevented, leading to increase in fatigue life. The improvement reported by Schmidt et al. [18] and Santhosh et al. [21] provides ample evidence that observed improvement in fatigue life of Ti38-644 and Ti15-3 alloys, respectively, in their studies after duplex aging is having contribution from higher freedom of the duplex-aged condition from grain boundary alpha.
Benjamin and Rao [50] reviewed the subject of crack nucleation in beta titanium alloys under high-cycle fatigue conditions and concluded that the duplex aging delays fatigue crack nucleation by way of suppressing/eliminating the potential crack nucleation sites—grain boundary alpha and precipitate-free zones. Duplex aging is also believed to be retarding the crack growth. Duplex aging has been found to result in a higher threshold stress intensity (ΔKth) in the studies by Yumak et al. [23] and Chaikh et al. [19]. Schmidt et al. [18] also observed a slight improvement in fatigue crack growth behavior after duplex aging in the long crack propagation regime.
5 Conclusions
-
(1)
Duplex aging of metastable titanium alloys leads to finer and more uniform dispersion of alpha precipitates in the beta matrix. In addition, the volume fraction of alpha phase after duplex aging is higher.
-
(2)
Duplex aging generally results in a higher strength and hardness of the alloy, compared to single step aging.
-
(3)
The effect of duplex aging has been found to be dependent on alloy grade and specific duplex aging treatment adopted.
-
(4)
The available reports suggest that duplex aging can also be used to derive improvements in terms of fatigue behavior.
-
(5)
Duplex aging suppresses grain boundary alpha in the heat-treated condition.
-
(6)
Duplex aging eliminates precipitate-free zones, considered an undesirable feature in the microstructure.
-
(7)
There are a few instances, where duplex aging can lead to very low ductility values. Unavoidable grain boundary alpha and ultra-fine alpha particle size may be contributing to this situation.
-
(8)
A slow cooling rate to aging temperature in the case of single step aging may be tantamount to duplex aging, in terms of accrued benefits—finer dispersion of alpha particles in the microstructure and higher strength/hardness.
References
J Mater Eng Perform 14 (2005) 681.
Banerjee D and Williams J C, Acta Mater 61 (2013) 844.
Cotton J D, Briggs R D, Boyer R R, Tamirisakandala S, Russo P, Shchetnikov N, and Fanning J C, J Min Met Mat S 67 (2015) 1281.
Nyakana S, Fanning J, and Boyer R, J Mater Eng Perform 14 (2005) 799.
Boyer R R and Rosenberg H W, Beta titanium alloys in the 80’s, in Proceedings of the Symposium, Metallurgical Society of AIME, (1983).
Eylon D, Boyer R R, and Koss D A, Beta titanium alloys in the 1990's. United States in annual meeting of the Minerals, Metals and Materials Society (TMS), Denver, CO (United States), (1993).
Kolli R P and Devaraj A, Metals (Basel) 8 (2018) 1.
Rajaraman S, Manivasagam G, and Muktinutalapati N, Trans Indian Inst Met 70 (2016).
Yumak N and Aslantaş K, J Mater Res Technol 9 (2020) 15360.
S Sudhagara Rajan, Vishnu, Jithin, Manivasagam, Geetha & Muktinutalapati, Nageswara. Heat Treatment of Metastable Beta Titanium Alloys. In book: Metal Heat Treatments, Publisher: IntechOpen
Jiang H, Du Z & Wang D. Metals (Basel) 11 (2021).
Du ZX, Ma Y, Liu F, Zhao X, Chen Y, Li G, et al., Mater Sci Eng A 754 (2019).
Imiwa N, Arai A, Takatori H & Ito K. ISIJ Int 31 (1991) 856.
Boyer RR, Rack HJ & Venkatesh V. Mater Sci Eng A 243 (1998) 97.
Kazanjian SM & Starke EA. Int J Fatigue 21 (1999) 127.
Furuhara T, Maki T, and Makino T, J Mater Process Technol 117 (2001) 318.
Ivasishin O M, Markovsky P E, Yu Matviychuk V, Semiatin S L, Ward C H, and Fox S, J Alloy Compd 457 (2008) 296.
Schmidt P, El-Chaikh A, and Christ H J, Metall Mater Trans A-physical Metall Mater Sci - Met MATER TRANS A 42 (2011) 2652.
Chaikh A, Schmidt P, and Christ H J, Procedia Eng 2 (2010) 1973.
Santhosh R, Geetha M, Saxena V K, Rao N, and M, Int J Fatigue 73 (2015) 88.
Santhosh R, Geetha M, Saxena V K, and Nageswararao M, J Alloys Compd 605 (2014) 222.
Campanelli L, Silva P, and Bolfarini C, Mater Sci Eng A 658 (2016).
Yumak N, Aslantaş K & Çetkin A. J Test Eval 49 (2020).
Ji X, Ge P, Xiang S, and Tan Y, Materials (Basel), Switzerland, 14 (2021) 209.
Ren L, Han X W, Ma W, Zhou C, and L, Mater Charact 144 (2018) 1.
Salvador C, Opini V, Mello M, and Caram R, Materials Science and Engineering: A 743 (2018) 716.
Mantri SA, Choudhuri D & Alam T. Scr Mater 154 (2018) 139–144.
Krugmann H E, Gregory J K, in Titanium Aluminides and Alloys, (eds) Kim Y W, and Boyer R R, TMS, Warrendale (1991) p 549.
Wagner L, Gregory J K, in Beta Titanium Alloys in the 1990’s, (eds) Eylon D, Boyer R R, Koss D A, TMS, Warrendale (1993) p 199..
Wain N, Hao XJ, Ravi GA & Wu X. Mater Sci Eng A 527 (2010) 7673.
Williams J C., Hickman B S., and Leslie D H, Metall Trans 2 (1971) 477.
FH Froes D Eylon HB Bomberger 1985 Titanium Technology: Present Status and Future Trends University of Virginia Titanium Development Association 0935297006
Lutjering G, and Williams J C, Titanium: Engineering Materials and Processes, second (ed.), Springer-Verlag Berlin, Heidelberg (2007) p 40.
Ivasishin O M, Markovsky P E, Semiatin S L, and Ward C H, Mater Sci Eng A 405 (2005) 296.
Nag S, Banerjee R, Srinivasan R, Hwang JY, Harper M, Fraser HL, Acta Mater 57 (2009) 2136.
Dehghan-Manshadi A and Dippenaar R J, Mater Sci Eng A 528 (2011) 1833.
Wu X, del Prado J, Li Q, Huang A, Hu D, Loretto MH, Acta Mater 54 (2006) 5433.
Pande A, Sainis S, Rajaraman S, Manivasagam G, and Nageswara Rao M, Adv Mater Stru Mech Engg 1025–1026 (2014) 445.
Du Z, Xiao S, Xu L, Tian J, Kong F, Chen Y, Mater Des 55 (2014) 183.
Chesnutt J C and Froes F H, Met Trans, A. United States 8 (1977) 1013.
Duerig T W, and Williams J C, in Overview: Microstructure and Properties of Beta Titanium Alloys, in: Beta Titanium Alloys of the 1980’s, (eds) Boyer R R, and Rosenberg H W, TMS, Warrendale, PA, USA (1984) p 19.
Terlinde G T, Duerig T W, and Williams J C, Metall Trans A 14 (1983) 2101.
Terlinde G & Fischer G. Beta Titanium Alloys. Titanium and Titanium Alloys (John Wiley & Sons) (2003), 37
Kawabe Y, and Muneki S, Strengthening Capability of Beta Titanium Alloys, in: Beta Titanium Alloys of the 1990’s, (eds) Eylon D, Boyer R R, and Koss D A, TMS, Warrendale, PA, USA (1993) p 187.
Sauer S, and Lütjering G, Mater Sci Eng A, 319–321 (2001) 393.
Terlinde, G., Witulski, T. and Fischer, G. Forging of Titanium. In Titanium and Titanium Alloys (eds C. Leyens and M. Peters) (2003).
Zhou Y, Multimed Inf Netw Secur Int Conf 2 (2009) 57.
Bhattacharjee A, Joshi V, and Gogia A, Sci Technol 1 (1999) 529.
Styczynski A, Kiese J and Wagner L, in Fatigue ’96, (eds) Lütjering G, and Nowack H, Pergamon Press (1996) p 911.
Rohit B and Muktinutalapati N, J Phys Conf Ser 843 (2017) 12048.
Acknowledgements
The authors are grateful to the management of Vellore Institute of Technology for permitting publication of this manuscript.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
The authors declare that they have no conflict of interest.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Springer Nature or its licensor holds exclusive rights to this article under a publishing agreement with the author(s) or other rightsholder(s); author self-archiving of the accepted manuscript version of this article is solely governed by the terms of such publishing agreement and applicable law.
About this article

Cite this article
Kirthika, A.M.A., Rao, M.N. & Manivasagam, G. Duplex aging of metastable beta titanium alloys: A Review. Trans Indian Inst Met 75, 2985–2996 (2022). https://doi.org/10.1007/s12666-022-02696-1
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s12666-022-02696-1