
Abstract
The skyrocketing demand and progressive technology have increased our dependency on electrical and electronic devices. However, the life span of these devices has been shortened because of rapid scientific expansions. Hence, massive volumes of electronic waste (e-waste) is generating day by day. Nevertheless, the ongoing management of e-waste has emerged as a major threat to sustainable economic development worldwide. In general, e-waste contains several toxic substances such as metals, plastics, and refractory oxides. Metals, particularly lead, mercury, nickel, cadmium, and copper along with some valuable metals such as rare earth metals, platinum group elements, alkaline and radioactive metal are very common; which can be extracted before disposing of the e-waste for reuse. In addition, many of these metals are hazardous. Therefore, e-waste management is an essential issue. In this study, we critically have reviewed the existing extraction processes and compared among different processes such as physical, biological, supercritical fluid technologies, pyro and hydrometallurgical, and hybrid methods used for metals extraction from e-waste. The review indicates that although each method has particular merits but hybrid methods are eco-friendlier with extraction efficiency > 90%. This study also provides insight into the technical challenges to the practical realization of metals extraction from e-waste sources.
Graphical abstract

Similar content being viewed by others


Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
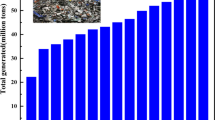
Electronic waste (e-waste) amount has increased significantly in the past decades. The amount of e-waste is becoming a major environmental problem (Borthakur and Govind, 2017). But it also has a new opportunity for the extraction of precious base metals and ferrous metals in the emerging circular economy of our modern world. The main reasons behind this are the rapid advancement in the information and communication industries, rapid technological growth, modern innovations and availability of electronic devices at lower cost (Borthakur and Govind, 2017). It is estimated that a global generation of e-waste at 40 million tons per year is equivalent to 5% of total solid waste (Vermeșan et al. 2020). Continuous development of conventional electronics to flexible electronics has abruptly changed the marketplace or consumer demands. Consequently, the life cycle of many electronic devices (e.g., cell phones, computers, televisions, etc.) has notably been reduced, leading to an increase in e-waste every day. However, the developing countries face tremendous challenges to manage this vast quantity of e-waste due to a lack of proper technological access (Nnorom and Osibanjo, 2008). Consequently, in most cases, this massive amount of e-waste is dumped or landfilled without suitable treatment. For instance, in 2016, only 20% of the total e-waste globally produced went through the appropriate treatment (Ilankoon et al. 2018).
In general, e-waste contains several substances such as metals, plastics, and refractory oxides (Kaya, 2019). Among them, the metal content in e-waste can be up to 60% (Ari, 2016). Therefore, materials recycling and resource recovery from e-waste has great importance (Kaya, 2019; Gundupalli et al. 2018). Common metals present in e-waste are lead (Pb), mercury (Hg), nickel (Ni), cadmium (Cd), chromium (Cr), iron (Fe), and copper (Cu) along with some valuable metals such as rare earth metals, Pt group elements, alkaline and radioactive metals (Supplementary Figure S1). If the amount of metals exceeds the permissible level, then the e-waste is considered hazardous. For example, a higher concentration of Cr can cause kidney damage and respiratory system diseases (Chen et al. 2011). In addition, it can cause various heart diseases and bladder cancers (Yao et al. 2008). Therefore, the challenge to protect the environment has spurred the need to develop or use existing sustainable and cost-effective technology to extract these metals from the e-waste.
Methods to recover metals for e-wastes can be grouped into physical, chemical, thermo-chemical, pyro-metallurgical, hydrometallurgical and bio-metallurgical methods and in combinations (Dolker and Pant, 2019; Wang et al. 2017). Physical methods are traditional and have low recovery efficiency and high energy consumption in counterpart of other methods (Kaya, 2016; Silvas et al. 2015; Vickers, 2017). Currently, pyrometallurgical extraction is the most applied method for metals extraction in e-waste processing. But, this process requires high temperature and a large amount of chemical resultant in increasing cost. Also, this method produces dust and toxic gaseous pollutants (dioxins and furans). Hence, this technique is less environmentally friendly (Khaliq et al. 2014). Hydrometallurgy has been commercially used for e-waste management. But, this process needs a pretreatment action which is related to a series of treatment with different kind of chemicals and reagents. Consequently, this process is considered a slow and less cost-efficient process (Gorain et al. 2016). Also, the hydrometallurgy process is releasing a huge quantity of acidic wastewater (Xiang et al. 2010). The bioleaching process has also been used for e-waste treatment. This is a very compromising method with specific advantages like environment-friendly, low-cost requirements, low energy consumption, high efficiency and highly specific. Economically, this method is more advantageous than other methods (Natarajan, 2018). The hybrid technique is the most promising metal extract technique, combining both chemical and biological approaches (Cheikh et al. 2010). However, study of this method for the extraction of metals is very limited. The major merits of this method are less time consuming, specific and environmental eco-friendly method (Awasthi and Li, 2017) . Furthermore, the recovery of metals from e-waste consists of different processes (Figure S2). Extensive research works have done on metal extraction from e-waste, which are based on specific objective or specific separation technique. For example, in previous studies, Pant et al. (2012) reported metal extraction process from e-waste via physical and biological extraction techniques, and proposed a hybrid-methodology for better and efficient extraction of metals from the e-waste. Khaliq et al. (2014) review on the metal extraction from e-waste based on industrial routes and Australian aspect. Ding et al. (2019) presented various metals recovery technologies (e.g., pyrometallurgical, hydrometallurgical) and spent catalysts. But they did not provide any emerging hybrid technology–based discussion for metal recovery from e-waste. Similarly, Hsu et al. (2019) reviewed on the science and engineering of both conventional and innovative separation, and recovery technologies for e-wastes with special attention being given to the overall sustainability. Islam et al. (2021) highlighted only sustainable techniques (bioleaching) for metal recovery ignoring broad discussion on other methods (e.g., supercritical method, hydrometallurgical, pyrometallurgical, and hybrid). Most recently, Nithya et al. (2020) discussed pyrometallurgical, hydrometallurgical, and bioleaching process for metal recovery from e-waste including their challenges, scenario of e-waste production and its types. However, discussion related to physical method and emerging hybrid technology for metal recovery was not included. Ahirwar and Tripathi (2021) focused on environmental effects and human health hazard with a very brief discussion on metal recovery techniques from e-waste. In another work, Islam et al. (2019) reviewed metal recovering from e-waste through some physicochemical methods (e.g., gravity, density, electrostatic and integrated approaches) and biotechnological method. However, still there is a lack on the metal extraction processes critical analysis based on physical, chemical, supercritical, biological, pyro-metallurgical, hydrometallurgical and hybrid extraction techniques together with comparison on the performance.
Therefore, the primary purpose of this review is to provide a brief overview of different metals extraction methods which are currently being used together with those methods advantages and issues with their effectiveness in metal recovery. In addition, a comparative analysis of different extraction methods along with their gaps, difficulties, challenges and some future aspects is also included.
Extraction methodologies
E-waste recycling is a rapidly thriving business in the developed world today. So, different techniques have been employed to extract metals from e-wastes.
Physical methods of extraction
The physical extraction processes have been used to separate both the metallic and nonmetallic fractions of metal from the e-waste. Separation of nonmetallic fractions without losing valuable metallic fractions is the main aim of this method. Different physical properties of particles such as size and shape, specific gravity, and magnetic property are considered to extract metals. There are mainly three physical extraction techniques of metals extraction from e-waste, which are (i) particle shape-based separation, (ii) electrostatic separation, and (iii) magnetic separation (Fig. 1) (Hsu et al. 2019). Recovery of metals by physical methods is very popular because of its easy operation, low capital and operating costs, and low carbon footprint (Kaya, 2016). However, this method has a drawback of losing valuable metals up to 10–35% from e-waste because of insufficient metal liberation (Table 1) (Parga et al. 2012). Primarily, this method is used as the pretreatment method before further processing. It is noteworthy that sometimes this process can provide up to 99% separation efficiency (Kaya, 2016). However, some crucial steps for physical recycling are (i) disassembling, (ii) dismantling, (iii) chopping, (iv) shredding, and (v) crushing. These steps are related to various machine types such as shredder, pre-granulator, and granulator during the physical recycling process (Dalrymple et al. 2007; Debnath et al. 2018).

Physical method for metals extraction
Sorting
Sorting is any systematic arrangement of items, and it has two separate meanings, i.e., categorizing and grouping objects with similar properties in a sequence ordered by some criterion. This is the preliminary process to separate metals content parts from e-waste such as WEEE or WPCBs. The electronic equipment’s are mainly made with 27% polymer, 28% ceramic, and 45% metals which can be recyclable (Yamane et al., 2011). Copper, tin, gold, silver, palladium, and other valuable metals make up the majority of WPCBs, with copper accounting for over 20%. The precious metal content of WPCBs is significantly higher than that of raw ore. As a result, it’s critical to achieve WPCB recycling that’s both efficient and environmentally friendly (Li et al. 2018a, b; Zeng et al. 2017).
The non-metallic components of WPCBs can be effectively treated using low-temperature pyrolysis and after that, it can be easy to recover metals (Evangelopoulos et al. 2017; Shen et al. 2018). E-waste treatment includes both manual and automated sorting processes where manual processes are used in developing countries and automated processes are used in developed countries (Chi et al. 2011). Nowadays, developed technologies such as intelligent sorting equipment, contour vision sensors as well as robotics technologies are also used in sorting of e-waste (Barletta et al. 2015; Karbasi et al. 2018; Laszlo et al. 2019). A recent study by Lu et al. (2022) developed an automated sorting system for electronic components which are separated from WPCBs. They used intelligent sorting system which was operated by emerging image detection algorithm in inert nitrogen media. However, sorting is the very primary step for metal extraction processes and is a necessary part for all processes.
Shredding/crushing
Stripping the metals from the base plates of waste printed circuit boards (PCBs) is the primary function of shredding or crushing. All the crushing methods are involved with two factors: energy consumption by the crushing equipment, and efficiency of metal extractions. PCBs contain resin (reinforced) and metallic portions (e.g., metal joints and wires). To better extract metals from the e-waste (e.g., PCBs), comminution (size reduction) of the waste is a prerequisite because of their hardness and high tenacity. Different types of crusher are being used (e.g., hammer crusher, rotary crusher, disc crusher, shredder, cutter equipped with a bottom sieve). After cutting into small sizes, various types of milling (ball and disc milling) are also used to pulverize the PCBs (Ghosh et al. 2015). For the primary crushing, low-speed high torque shear shredders (10 mm) are highly used, and for the finer comminution various types of mills have been used. Swing hammer types are highly used in the industry (Schubert and Bernotat, 2004). In swing hammer mills, the discharge size after grinding below 500 µm is necessary for liberation, and in froth flotation, 74-µm is needed for total liberation (Ogunniyi et al., 2009). Wang et al. (2015) investigated the dust particles generated from mechanical processes, which contain 73.1% organic matters, 4.65% Al, 2.67% Cu, 4.55% Fe, and 1.06% Pb. Here, most of the metals were liberated at a 0.75-mm size fraction. However, a shredder is another mechanical device that is used to reduce the dimension of the material by cutting, tearing and extruding where the diameter of the shredder blades varies between 200 and 400 mm and widely used for e-waste recycling (Kaya, 2016). Shredding of waste material as a precursor to sorting is helpful for two reasons: it reduces the size of the waste and allows for greater ease of transportation. This process approach is mostly used to fine the metal content components of WEEE, which aid in the separation of metals using various methods.
Sieving technique
The process of separating fine particles from the larger particles by using a sieve is called sieving. According to the particulate size, various types of sieves are used in the separation process for classifying different sized particles. Screening is also another type of classifying technique utilized mainly for two reasons: (i) making the size of the feed uniform for specific machines, and (ii) improving the amount of feed metal content. For recovering metals, rotating screens or trammels are highly used, and these are considered the primary screening methods in metals recovery. However, this unit is trendy in various e-waste recycling industries such as automobile scrap processing and municipal solid waste processing (Kaya, 2016). This process is essential to separate metals because plastics, ceramics, and various metals have different particle size and shape. A mechanical recycling study separated maximum fine particles from the waste electric and electronic equipment (WEEE) normally less than 5 or 10 mm (Cui and Forssberg, 2003). This method is also very common and very preliminary extraction method for separation and classification of e-wastes based on their sources.
Gravity separation
Different metals have different specific densities, and based on this property, gravity separation method works. This technique shows approximately 95% separation efficiency (Eswaraiah et al. 2008). In this method, metals are separated according to their specific gravity and relative movement for gravity. In addition, this technique also depends on the size of the particle. The metals can be separated from the plastics by using different heavy liquids. Different metal particles can be further separated. In water film, the Mozley concentrator is one of the more highly used concentrating devices. The main parts of this device are (i) flat tray which separates fine particles sized between 10 and 100 nm, and (ii) a 165° angled v-shaped tray used mainly for the separation of coarse sized particles between 100 μm and 2 mm. By using Mozley concentrator, Veit et al. (2014) showed that this process could extract significant quantities of metals such as Ni (concentration 96%), Cu (concentration 85%), Sn (concentration 95%), and Ag (concentration 98%) in the fractions of interest.
Another method is called the air classification method, based on the suspension of the particles in a flowing air stream. Particles are separated based on the density difference. In this method, mainly two forces (such as gravity forces and drag forces) are experienced by the particles which act in opposite directions. The drag force is dominated by the gravity force when the density of the particle is lower, resulting in the particle moves downwards (Kaya, 2016). On the other hand, a higher density of the particles results in the dominance of the drag force, which moves the particles upward (Hadi et al. 2015). Now, density separation techniques are a prevalent technique among the mineral processing industry and electronic scrap recycling industries because electronic scrap consists mainly of plastics, with a density less than 2.0 g/cm3; light metals (density of 2.7 g/cm3), and metals (e.g., Pb, Cu, Sn, Ni, Au, Ag, Cu) and ferromagnetic (density more than 7 g/cm3) (Veit et al. 2014). PC and PCB scrap ~ 50% (weight) of floats, primarily plastics, can be separated at the specific density of 2.0 g/cm3 by the sink-float separation method. The main drawbacks of this technique are simultaneous difference in particle size and density (Hadi et al. 2015).
Magnetic separation
Magnetic separation methods are used for separating magnetic particles from non-magnetic particles. Low-intensity drum separators are very popular in magnetic separation techniques for recovering ferromagnetic metals from non-ferrous metals and other non-magnetic e-wastes (Hsu et al. 2019). Design and operating procedures depict many advantages over the past decades for high-intensity magnetic separators. One of the main reasons for these advantages is rare earth alloy permanent magnets, creating very high magnetic field strength for separation. The efficiency of the method is highly decreased due to agglomeration. By using the magnetic separation method in the extraction of metals from e-waste, two fractions can be achieved such as (i) magnetic fraction, concentrated with Fe, and (ii) non-magnetic fraction, concentrated with Cu (Yamane et al. 2011). For the separation of magnetic and non-magnetic fractions, two magnetic separations at 700 and 3000 Gauss were performed from the milled PCBs. The milled PCBs of particle size > 5.0 mm and the heavy fraction separated from the < 5.0 mm PCBs particles by gravity separation (Yoo et al. 2009). Veit et al. (2005) employed a magnetic field of 6000–6500 G to separate magnetic materials (Fe and Ni) from non-magnetic materials such as plastics, ceramics in e-waste. They separated about 43% Fe from printed circuit board (PCB) and 46% Fe from electronic scrap (EC) by this method. A two-stage magnetic separation technique was utilized by Yoo et al. (2009). For the primary stage, they used a low magnetic field of 700 G. The result showed 83% separation of Ni and Fe in the magnetic fraction and 92% of Cu in the non-magnetic fraction. In the next stage, they used a comparatively larger magnetic field of 3000 G. The result shows that the nickel–iron concentrate grade was reduced, and the grade of Cu concentrate was increased. With an intensive magnetic field, copper alloy with high, medium and low mass susceptibility or diamagnetic material (bronze, brass) with low Fe content can also be separated (Cui and Forssberg, 2003).
Magnetic separator is the most trusted machine used to recover metal from waste materials. It is known for the easy separation process to detach fine particles which have poor magnetic properties. Magnetic separation separator provides an excellent separating effect, as it uses a dynamic magnetic system design.
Electrostatic separation
In electrostatic separation, method materials are separated based on their electric conductivity or resistivity. Based on electrical conductivity, there are many methods for the separation of metals, such as (i) corona electrostatic separation, (ii) triboelectric separation, and (iii) eddy current separation. There are vast effects of the electrode system, rotor speed, moisture content and particle size on the performance of the corona electrostatic separation method. At present, the corona-electrostatic method is one of the most efficient technology for separating metallic and nonmetallic particles (Qiu et al. 2020). The main advantages of this method are an environmentally friendly process, no wastewater production and no gaseous pollutions. The separation efficiency mainly varies with factors like the difference in polarity and the quantity of the charge gained by the particles to be separated. Particles having a significant difference in conductivities can also be successfully separated by induction or corona charging technique. It is observed that the efficiency (0.5–1.0 ton/h) of corona separation is decreased with finer particle size (Li et al. 2007).
For the separation of metals having the same conducting properties, methods like contact charging or tribo electricity are most helpful. Eddy current separation is an eco-friendly method for separating non-ferrous metallic particles sized from 2 to 10 mm (Rahman and Bakker, 2013). Eddy current separation is more advantageous than the corona discharge separation method because this method can be used for both fine and large particles (Hsu et al. 2019). Generally, the separation rate of the eddy current separator is more than 95% (Cui and Forssberg, 2003). The mixture of ferrous and non-ferrous metals and plastic and metals mixtures is separated by the help of a magnetic field and eddy current (Schlett et al. 2002). Various forces such as gravitational force, centrifugal force, frictional force, and magnetic force of deflection mainly influence the free fall of metallic particles. On the other hand, only the magnetic force deflects the ferrous particles to a higher degree which is the main working principle of the eddy current separation method (Li et al. 2004). In the eddy current separation technique (Figure S3), the magnetic deflection force acting on the ferrous particles must be more significant than all other forces (e.g., gravity) competing to separate ferrous particles from the non-ferrous ones. Most of the electrostatic separation techniques are compatible only with small size particles. It is found that small particles ranging from 0.6 to 1.2 mm are the most compatible size used in the industries. O’Connell et al. (2008) stated that the separation efficiency can be increased by reducing the angle of a static electrode and increasing the corona electrode angle. An electrostatic separation study by Veit et al. (2005) investigated for PCB (50% Cu, 25% Sn and 7% Pb) and for EC (46% Cu, 23% Sn and 8% Pb).
Electrostatic separation techniques are more advantageous than other physical methods. Other advantages are less environmental pollutions, less energy requirement, and much easier to operate (Wei and Realff, 2003).
Cathodic electrodeposition
Recovery of different metals especially copper from e-waste by electrodeposition methods has been a very popular technique because of their feasibility and high recovery rate (Imre-Lucaci et al. 2012). Electrodeposition method is a selective metal recovery process. Energy consumption (∼60%) and solvent requirement in this process is also low (Jin et al. 2018). This method is also an ecofriendly and clean process (Ghosh et al. 2015). The principle of electrodeposition is simple. Electrochemical cell being used here consists of anode and cathode. When external potential is applied, metal ions electrodeposited on cathode (Maarof et al. 2017). Different metal based alloys or composites are used as anodes materials, and titanium plates, copper, and stainless steel are used as cathode materials (Li et al. 2006). In this process, Al, Ni, Cu, Pb, Ag, Pd and other metals can be recycled from the PCBs (printed circuit boards) slurry with more than 95% recovery efficiency. Besides, highly pure metal powder can be produced by controlling different parameter like additives, control of electrolyte, and electrolysis (Zhang et al., 2017). Computer PCBs contain about 40% metal among which 20% is copper (better than natural copper ore). Recovery rate and market value of copper is also high. Combination of hydrometallurgical and electrodeposition method is highly used for copper recovery from PCBs (Zhang et al. 2017). Highly pure copper (98%) is recycled from PCB. Direct PCB metal scraps were used as anode and 99% pure copper was cathode (Chu et al. 2015). Haccuria et al. (2017) used ammonia-based electrolyte for electrodeposition of copper from electronic wastes. Purity of the recovered copper was excellent (99.56 wt.%). Copper and gold were efficiently recovered from CPU with recovery efficiencies of 96.67% and 95.73%, respectively (Li et al. 2019).
Slurry electrolysis is another electrodeposition method. In this method, anodic and cathodic electrodeposition performed in the same cell and slurry of powdered raw materials are used. From PCBs, different metals like Cu, Ag, Ni, and Al can be recovered with efficiency more than 95% using this method (Yi et al. 2019). Li et al. (2018a, b) studied on the recovery of copper (containing 30–40 wt.% Cu) from the solid electronic wastes. They used leaching (80 °C, 3 h) process in acidic atmosphere (H2SO4) and followed by electrodeposition method for copper recovery. 99.5% pure copper was recovered with 97% recovery efficiency. Electrodeposition method is highly selective, ecofriendly (no secondary pollution), efficient metal recovery method comparing to the conventional methods. Henceforth, it’s getting increasing attention for metal recovery from electronic wastes.
Froth flotation
Froth flotation is a process for selectively separating technique based on the hydrophobicity and hydrophilicity of the material. In this technique, particles of interest are physically separated from a liquid phase due to a difference in the ability of air bubbles to selectively adhere to the surface of the particles based upon their hydrophobicity. This physical method for separating metals from e-waste (crushed) is related to the size ranging up to 75 μm to 1 mm (Ogunniyi et al. 2009). This process has some specific merits such as cost-effectiveness, a broad range of particle size, and lower dust pollutant emission (Ruan and Xu, 2016). The materials contained in the crushed e-waste which are crushed possess several different surface characteristics such as hydrophobicity and hydrophilicity. These surface characteristics enable elective wetting of the surface, making the froth flotation separation technique possible and more straightforward. By conditioning the reagents, the surface hydrophobicity metals contained by e-wastes can be naturally inherent or imparted. Most of the metallic fractions possess a hydrophobic property which helps to separate them from the plastic fractions. Nowadays, the froth flotation method is the most used treatment method for metal sulfides, which presents several merits for the remediation of anaerobic sediments. Its results have excellent efficiency as well. The efficiency of this process can be as high as 80% for most of the metals contained in sediments by this flotation process. For the flotation of iron ore, the hydrophobicity that occurred naturally along with reverse flotation is highly practiced (Dodbiba et al. 2002). Assessing this as an applied minerals processing problem, froth flotation has been advanced as a promising beneficiation technique for this fine fraction (Ogunniyi et al. 2009).
In a study, Vidyadhar and Das (2012)investigated that 1.0 mm PCB powder (containing copper, nickel, gold, silver, palladium, iron, tin, lead) metal concentration can be increased through froth flotation process at different operating conditions like doge of frothier, pulp density, the flow rate of air and impeller rotation speed. For example, metal content was increased from 23 to over 32% with a mass yield of around 75% and over 90% recovery of metal values by a single-stage flotation technique. In a floatation experiment, Gallegos-Acevedo et al. (2014) used an initial feed of circuit content of 71% fiberglass and 29% metal. After floatation, they were recovering 92.7% fiberglass and 92.62% of metal in-stream (Gallegos-Acevedo et al. 2014). Some approaches can be taken to improve the separation, such as for the stabilization of the froth and kinetics enhancement, frothier can be added (Kumar et al. 2013). Froth flotation method has many advantages as a physical method and can extract a wide range of metals from e-waste which is very tough by other physical methods.
The physical extraction methods are mainly easy, convenient, low operating cost, and safe for the environment. But, the main problem in high metal loss rate (10–35%) through electrodeposition process showed better performance. To solve this problem, researchers suggested physical processes as pre-treatment process for better metal recovery percentage from e-waste.
Pyro-metallurgical methods
Recovery of metals only by physical extraction is sometimes difficult because metals form a complex matrix with nonmetals and ceramics. For efficient extraction, in that case, the pyro-metallurgical technique can be a good option; some of the methods are — smelting or incineration in a blast furnace or plasma arch furnace, high-temperature reaction in the gas phase, dressing, sintering, and melting process (Fig. 2) (Lee et al. 2007). In the process, the crushed scraps are burned in a furnace or in a molten bath to remove plastics, and the refractory oxides form a slag phase together with some metal oxides (Cui and Zhang, 2008). Pyrometallurgical methods of metals extraction are industrially very popular and successfully applied. Fortunately, pyro-metallurgical processes have been significantly improved considering the maximum recovery of metals and minimum pollution (Lee et al. 2012). Currently, copper and lead smelters work as e-waste recyclers to recover Pb and Cu (Khaliq et al. 2014).

Flowsheet of metal extraction operations via a pyrometallurgical method
Materials entering the reactor are immersing in a molten metal bath (1250 °C), which is churned by a mixture of supercharged air (up to 39% oxygen) is known as smelting process (Ma, 2019). In Cu recovery from e-waste, by this process some precious metals with Cu and iron sulfide formed liquid matte whereas other metal sulfides oxidized to metal oxides and produced slag (Ramanayaka et al. 2020) (Eq. (1)).
By the conversion process, the above matte is further oxidized and produced impure blister copper liquid (Eqs. (2) and (3)).
When the Cu contents are upgraded in the converter, in the anode furnace, blister copper further refined in the anode furnace, and they are cast into the anodes, which has a purity up to 99.1%. The remaining 0.9% contains the precious metals including Au, Ag, Pd and Pt along with other recoverable metals such as Se, Te, and Ni. Subsequently, electro-refining of the anodes recovers these marketable metals (Cui and Zhang, 2008; Thakur and Kumar, 2020). A review study of metal extraction from e-waste by Khaliq et al. (2014) suggested that the smelting route recovered 99.99% lead. Another application for the pyro-metallurgical process to recover metals from e-waste (Cui and Zhang, 2008). More than 120,000 tonnes of e-waste were treated in Boliden every year (Cui and Zhang, 2008). The pyrometallurgical approach was used industrially to extract precious metals and recent developments in the hydro-metallurgical-based processes among the metallurgical recovery processes (Cui and Zhang, 2008).
China is one of the largest producers of electronic wastes, and they extract valuable metals (especially Cu) where, various types of smelting furnaces are used. Earlier, the conventional blast furnaces were used for copper smelting from the e-wastes in China. After 2008, these furnaces has not being practiced due to its high SO2 emission. These days “SKS‐BBS Oxygen Bottom Blowing Technology” is popular in this sector which is an environment friendly process (SO2 emission < 100 ppm) (Khaliq et al. 2014). Different furnace technologies used in China are (Guo et al. 2016):
-
i.
High‐grade copper scrap (Cu > 90%): anode refinery furnaces.
-
ii.
Medium‐grade copper scrap (Cu 70 to 90%): NGL furnace (Jiang Xin Copper Smelter) (Steinacker and Antrekowitsch 2017), Kaldo furnaces (Hoboken smelter)
-
iii.
Medium to lower grade copper scrap (Cu < 70%): Highly implemented furnaces are ISA (Umicore smelter), Ausmelt (Daye smelter), Noranda and SKS (Fangyuan copper smelter).
Recently, pyrometallurgy has become more popular and economical for Cu smelting with a potential value of 30,000 tons’ e-waste per year plant capacity (Ghodrat et al. 2016). The main advantage of this method is that any form of electronic scrap can easily use as a raw material in the smelters for metal extraction. Although pyrometallurgy processes have benefits, they also have some drawbacks, such as expensive, hard to control the product stream, a large amount of slag production, unselective operations, risk of dioxin formation and toxic release (Hsu et al. 2019).
Hydrometallurgical methods
In hydro-metallurgical methods, leaching is carried out using different solvents such as acid, alkali and ionic liquids to leach out metals as soluble salts. Leaching agents such as cyanide, halide, thiourea, and thiosulfate are the most commonly used to recover metals from e-waste (Fig. 3) (Cui and Zhang, 2008). Generally, the leaching ability of metals from waste PCB are in order Pb > Cu > Zn > Al > Ni > Cd > Se > As > Ba (Priya and Hait, 2018b). For the recovery of precious metals, pyro-metallurgical methods are used industrially, and Cui and Zhang (2008) reviewed recent developments in the hydro-metallurgical processes for metal extraction. Among all the chemical leaching without ligands, inorganic acid leached up to 99.9% Cu, 100% Ag and 100% Mn from e-waste, and thiourea leaching up to 100% Au and Ag can be leached out (Ramanayaka et al. 2020). Hydrometallurgical leaching process reactions are given below:

Copyright Clearance Center @2012
Various hydrometallurgical methods of metal extraction. Reproduced with permission from (Pant et al., 2012). Elsevier and
Cyanide leaching:
Halide leaching:
Thiourea leaching:
Thiosulphate leaching:
Sometimes complexometric techniques are also employed in the chemical leaching of metals, where ligands are complexed with metals. Various leaching agents used for this purpose (Table S1). EDTA (Ethylenediaminetetraacetic acid) is regarded as a strong chelating agent for the extraction of metals (from their ores or e-waste). Cheikh et al. (2010) used EDTA as a chelating agent and recovered 10% Pb. Chelating agent EDTA can be used for the extraction of metals such as Cr, Cu and Zn. For the recovery of metals like Cr, Cu, Zn and Pb, various biodegradable ligands such as nitrilotriacetic acid along with oxalate, diethylene triamine pentaacetate, tartrate and citrate have been used as chelating agents (Elliott and Shastri, 1999). As a chelating agent diethylene triamine pentaacetic acid (DTPA) is also popular in metal extraction from e-waste. By DTPA, around 98% Cu and Ni, 95% Zn were recovered by chemical precipitation of the leachate (Verma and Hait, 2019). A wide range of inorganic acids (e.g., sulfuric acid, hydrochloric acid, aqua regia and solution of H2SO4 and HNO3) can also be used for chemical leaching of metals from the e-waste (Yang et al. 2011). Along with acid or alkali, sodium hypochlorite can also be used to extract precious metals such as gold. Ionic liquids solvent is another hydrometallurgical technology that uses non-toxic organic salts to extract mainly rare-earth metals and performs better than traditional solvent extraction process. It’s a green technology without creating any dilute waste streams (Abbott et al. 2011; Makanyire et al. 2016). This approach has a faster leaching time than other extraction methods, and it performs better in acidic environment. In this case, high temperature molten salts (e.g., 500–1000 °C) are utilized to electrowin metals like Li, Ti, Na, and Al (Abbott et al., 2011). Different metals such as Cu, Zn, Pb, Fe, Au, and Ag can be digested by ionic fluid (Makanyire et al. 2016). Moreover, different rare earth metals can also be recovered via ionic liquids. Recently, from e-wastes surplus, Zhang et al. (2018) leached 98.31% Cu from WPCBs with using 90% (v/v) acidic ionic liquid and H2O2 at optimum condition.
Hydrometallurgical etching is one kind of chemical leaching in which different types of chemicals are used to extract metals (Kang et al. 2011). Hydrochloric acid, FeCl3 and CuCl2 are being used to recover various precious metals (Barbieri et al. 2010). Lee et al. ( 2011) used organic solvents (N, N-Diethyl foramide (HCON(CH3)2, methyl ethyl ketone (CH3COC2H5), tetra hydro furan (C4H8O) or a combination thereof, and more preferably N, N-dimethylformamide for the extraction of metals like Fe, Cu, Al, Ni, Au and Ag; where the recovery of the metal ratio was up to 99.99%. Yang et al. (2011) showed the chemical leaching of Cu from waste PCBs with sulfuric acid and hydrogen peroxide. The hydrometallurgical extraction of metals from waste printed circuit boards (WPBCs) consists of various steps (Figure S4). This process has high metals extraction capacity (90–99.9%), there are also some limitations such as slow and time-consuming than other methods (chemical and pyrometallurgical methods), pretreatment, which leads to loss of valuable metals (Table 1). In addition, it needs to maintain high safety standard because used various leachate is very toxic and corrosive such as cyanide halide leachate. Furthermore, this is not a very environment-friendly technique because effluent treatment is required after the treatment (Hilson and Monhemius, 2006).
Supercritical fluid (SCF) technologies
Supercritical fluid (SCF) is obtained when the temperature and pressure are higher than its critical state with appealing properties including gas-like diffusivity, selectivity, and adjustable solubility. Due to the properties and environment-friendly behavior than commercial technologies recently, SCF is widely used in metal recovery from e-waste. Mainly, supercritical water and supercritical CO2 are used as green solvents as well as high reaction medium in e-waste treatment (Li and Xu, 2019).
There are mainly two common technologies, SCF extraction and SCF oxidation, which are used in e-waste treatment. Among them, SCF extraction process is mostly used because of its properties such as high density, low viscosity, varied permittivity related to pressure, and high mass transfer. But the efficiency of extraction process mainly depends on the used ligands and acids for recovery. This process has the capability both in metals and organic molecules recovery; on the other hand, SCF oxidation is only used in organic molecules degradation (Xiu et al. 2013).
Supercritical water (SCW) treatment
Supercritical water is simple, available, non-toxic and cheap than all SCF technologies which can supply hydrogen and hydroxyl ions as catalyst in reactions (Song et al. 2013). Due to the specific physical and chemical properties of supercritical treatment rather than other SCF technologies, it is used in e-waste treatment. SCF technologies are not only applicable for metals recovery; this are also used in detoxification of hazardous organic materials from e-waste. Where organic materials were decomposed and dissolved during SCF treatment, then metals and inorganic materials are remained.
SCW technology mainly separates organic parts from e-waste and used as pre-treatment to increase the recovery percentages from e-waste. Adding of H2O2 in SCW enhances the organic decomposition up to 100% (Niu et al. 2017). That’s why combining SCF with other processes gives better efficiency. In order to recover metal from waste electric board circuits, Xiu et al. (2013) used supercritical water as a pretreatment, along with acidic leaching. An oxidation of SCW process before iodine-iodine leaching recovered precious metals 99% Ag, 98.5% Au and 97.2% Pd at optimum temperature and pressure (Xiu et al. 2015). Combining with dilute HCl acid, SCW process increases metals recovery from PCBs where SCW help to dissolve organic parts then acid leaching was more effective in metal recovery. Both supercritical water oxidation and supercritical water depolymerization were recovered 99.8% Cu and 90% other metals (e.g., Sn, Zn, Cd, Cr and Mn) but required high temperature (Xiu et al. 2013). A study recovered more than 95% of cobalt and nearly 98% of lithium from lithium-ion battery by supercritical water treatment (Liu and Zhang, 2016). From Fig. 4, we can also understand that combining SCW technology with others gives more than 90% metals recovery from e-waste.

Copyright Clearance Center @2019
Metals and glass fiber recovery from e-waste by SCF technology (reproduced with permission from (Li and Xu 2019)); Elsevier and
Though SCW has a lot of advantages than others, it has high supercritical point and low metal recovery percentages. That’s why researchers suggest SCW as a pre-treatment of metal recovery from e-waste for better performance.
Supercritical CO 2 treatment
Supercritical CO2, is a common SCF extractant and most widely used technology due to its tremendous advantages such as low critical temperature and pressure, low cost, availability, non-toxic and non-hazardous, recyclable and simple operation procedure (Zhaojie et al. 2004). It also has a high mass transfer efficiency, perfect miscibility with gaseous reactants, and simple separation from the product following depressurization. Researchers began studying chemical reactivity using supercritical CO2 as an environmentally acceptable solvent as a result of these features.
The supercritical CO2 extraction system is separated into three sections to better understand the mechanisms of extraction: solid matrix, solid-supercritical fluid interface, and supercritical fluid phase. Where, the creation of complex anions in the solid-supercritical fluid interface, anion exchange, and mass transfer of ion-association complexes into the supercritical fluid phase are all part of the metals extraction process by supercritical CO2 from solid matrix (Rao et al. 2014).
The supercritical CO2 has a low critical temperature and extracted 90% of Cu from PCB at 35–70 °C temperature, 70–100 bar pressure and 20–60 min (Calgaro et al. 2015). The solvent system was controlled at 2 M H2SO4: 0.2 M H2O2 (piranha acid), and the solid to liquid ratio was lowered to 1:35 compared to 1:100 for leaching of pyrolyzed residue in the absence of CO2. And supercritical CO2 has high metal recovery and yield than polarized and unpolarized process (without CO2) (Hsu et al. 2019). A combined research of supercritical CO2 with acetone and iodine at temperature 50 °C and 30 MPa pressure extracted more than 93.7% Pd and 96.4% Ag from e-waste (Liu et al. 2016). Using ligands also increase the efficiency of metal extraction. Cyanide ligand and co-solvent acetone increase Ag recovery up to 98.75% by supercritical CO2 from e-waste. This method is very effective with high recovery percentage of many metals, but controlling the parameters is quite challenging.
Supercritical organic solvents
Some of the organic solvents such as methanol, acetone, dialkyl amides, and isopropanol are used as supercritical extractant in SCF technology (Rao et al. 2014; Wang and Zhang, 2012; Xiu and Zhang, 2010). A study by Xiu et al. (2017) suggested a method for directly producing ultrafine copper materials from nitric acid leach liquor of waste PCB using supercritical methanol. Due to the reducing capability of supercritical methanol molecules, copper ions in the leach liquor of waste PCB could be reduced to zero-valent copper without the addition of any reductant.
They recovered up to 96.8% nano-Cu from PCBs by supercritical methanol at optimum condition 360 ℃ temperature, 28-MPa pressure, and 10-min holding time. With copper recovery, other metals were also extracted by supercritical methanol treatment from e-waste. Cu (34%) Fe (7.9%), Sn (7.9%), Pb (6.3%), Zn (2.6%) and small amount of Ag and Au were identified in high concentrations in most of the solid e-waste products and recovered by supercritical methanol (Xiu and Zhang, 2010). In another study, various dialkyl amides were used as SCF technology for uranium and thorium extraction from nitric acid medium (Rao et al. 2014). Lastly, in comparison to traditional recycling processes such as pyrolysis and acid leaching, SCF technologies are effective with high metal recovery and offer significant environmental benefits, with minimal risk of pollution. However, some technical shortcomings such as corrosion and salt deposition, economic weakness operational cost and energy consumption of SCF treatment are more than traditional metallurgical processes, which can be minimized and more effective in metal recovery from e-waste by hybrid technologies of SCF treatment.
Biological methods
In the last decade, recovering metals by the biological extraction process has become one of the popular technologies (Ilyas et al. 2007). Many industries have shown great interest in this new technology because biometallurgy can bring technological breakthrough to the mineral industries. Biological methods involve microorganism (e.g., Thiobacilli sp, Pseudomonas sp, Aspergillus sp., Penicillium sp, etc.) to extract metals from e-waste. Instead of chemical reagents, various microbes such as iron-oxidizing bacteria (Acidithiobacillus ferrooxidans) or sulfur-oxidizing bacteria are utilized for leaching. Several microbes have the natural ability to transform the solid metallic components to the extractable or soluble form (Schinner and Burgstaller, 1989). In the extraction of metals, particularly from their sulfide ores, microorganisms are both effective and essential. In a biological process, different microbes are used for metal extraction from e-waste (Table S2).
Microbial leaching of Cu, Zn and Au can be easily done from their sulfide ores (Cui and Zhang, 2008). Bio-metallurgical methods can be classified into two sections such as biosorption and bioleaching (Debnath et al., 2018). A physicochemical interaction between the ions in solution and the charged surface groups of microorganisms occurred; both the living and dead organisms can be used in the biosorption process. Different types of microorganisms including algae, bacteria, yeasts, and fungi (Sağ, 2001) can actively accumulate precious metals. Compared to the other conventional methods, a biosorption-based process has numerous advantages such as low operating costs, minimization of the volume of chemical and biological sludge to be handled and comparatively high efficiency in detoxifying effluents (Figueira et al. 2000).
On the other hand, by the use of bacterially assisted reactions, bioleaching is successfully applied in the extraction of metals from metallic ores (particularly from metal sulfides) (Morin et al. 2006). According to Ilyas and Lee (2014), bioleaching is the process in which the mobilization of metal cations occurred from almost insoluble materials by biological oxidation and complexation processes. There are three major groups of microbes mainly used in bioleaching of metals which are — (i) autotrophic bacteria (e.g. Thiobacilli sp.), (ii) heterotrophic bacteria (e.g. Pseudomonas sp., Bacillus sp.) and (iii) heterotrophic fungi (e.g. Aspergillus sp., Penicillium spp.) (Schinner and Burgstaller, 1989). Various common mechanisms are involved in bioleaching such as bioaccumulation, complexolysis, redoxolysis and acidolysis. In microbial leaching, Thiobacillus ferrooxidans is the most studied organism (Pant et al. 2012). However, this method has some disadvantages: efficiency is comparatively low and prolonged-time consumption of bioleaching (Ilyas and Lee, 2014). There are mainly two methods using the microbe aids in metal leaching (i) direct surface attachment technique, and (ii) indirect bacterial oxidation (Fig. 5). Bacteria directly interact with metal contaminated sites in direct surface attachment technique. Microbes attach to the metal salts and cause the dissolution of metals. The following equation explains this process:

Reproduced with permission from Pant et al. (2012)); Elsevier and Copyright Clearance Center @2012
Bioleaching mechanism (
Here, MeS2 is an insoluble metal sulfide, and Me2+ is a free metal ion.
Bacteria (e.g., iron-oxidizing bacteria) lead to the formation of Fe3+ in the indirect bacterial oxidation process. The metals are solubilized when this Fe3+ reacts with the metals. The process is like below—
To recover metals such as Cu, Ni, Zn and Pb from PCB scrap, it is more efficient to use the mixed culture of A. thiooxidans and A. ferrooxidans rather than using them separately (Liang et al. 2010). A result showed that Thiobacillus was able to leach more than 90% of the available Al, Cu, Ni, and Zn from the electronic scrap at 30 °C and 10 days’ period of time where scrap concentrations of 5 and 10 g/L, respectively, and with further increase in concentration, metal mobilization was reduced (Brandl, 2001). A much better result was shown for Al and Cu, Ni and Zn with biomobilization of 60% and 95%, respectively, from electronic scrap, but Pb and Sn were not identified in all Thiobacillus cultures (Cui and Zhang, 2008).
Multiphase reactors are used in the column bioleaching method to extract metals from e-waste scrap. Ilyas et al. (2010) used thermophilic strains of acidophilic, chemolithotrophic and acidophilic heterotrophic bacteria for the leaching from electronic scrap of 100 to 120-µm particle size. The leaching process was done in two stages — (i) acid pre-leaching operation for 27 days, and (ii) bioleaching operation for 280 days. About 80% Zn, 64% Al, 86% Cu and 74% Ni were leached out from the scrap at the end of the two stages. The use of column-reactors for metal bioleaching is subjected to the matter of various reviews (Pant et al 2012). A biometallurgical study by Priya and Hait (2020) used Acidithiobacillus ferrooxidans and Acidiphilium acidophilum in metal recovery from waste printed boards. They showed that 96% Cu, 94.5% Zn, 75% Ni and 74.5% Pb were leached by using mixed strain. In their study, more than 99% of base metals were recovered by the fractional chemical precipitation of bioleachate.
The biological leaching method is becoming the most promising method in the metal extraction sector as mentioned earlier. Biological leaching is more feasible for the extraction of metals over conventional leaching both in terms of cost and environmental issues. Hence, it can be concluded that as the quantum of e-waste to be handled is enormous and the cost of chemicals wasted for the treatment in conventional methods are way too higher than biological leaching, this process can be a convenient one. Inclusive results suggest that biological recovery may be an alternative treatment of e-waste to remove hazardous metals (Singh and Li, 2015). Though bioleaching seems to be one of the best methods before its widespread industrial implementation, more review and research need to be done, especially finding the optimum conditions and inputs like suitable nutrients and their ratios, pH, temperature, O2 as well as an appropriate medium for extraction of metals.
Hybrid methods
The hybrid technique is the combined method of different technologies and serves as a better and efficient technology for metals recovery from e-waste (Pant et al. 2012). This method requires less time and has higher extraction efficiency. This strategy can provide a new and emerging area of metallurgy that may facilitate the extraction of metals present in trace quantity from their ores (Pant et al. 2012). Although biological leaching is a feasible method for cost-effectiveness, sometimes complete metal extraction only by the biological approach is difficult and time-consuming (Ren et al. 2009). On the other hand, chemical leaching is a mainly efficient and quick process than other processes, although it has some obstacles. So, merging these kinds of methods can provide better results. Both the hydro- and bio-hydrometallurgical hybrid metal extraction techniques have difference advantages than others.
The main chemistry based on which hybrid method for metal extraction works are bioaccumulation, bioleaching, biosorption, chemical changes and chelation (Fig. 6). For ligand microbe interaction, the ligand efficiency for metal leaching can be changed (Dolker and Pant, 2019). In bioleaching of Cu, Zn, Ni and Pb, Liang et al. (2010) studied a mixed culture of two acidophiles (Acidithiobacillus thiooxidans and A. ferrooxidansand) and found a positive effect in metal extraction. By applying the diverse culture, the efficiency of extraction of all metals was increased compared to the individual cultures. A different combination of ligands and microbes in a hybrid technique is used (Table S3).

The hybrid technique of metal extraction
EDTA and organic acids (citric, tartaric and oxalic) have high extracting power of metals (Table S3). According to Priya and Hait (2018a), hybrid bioleaching from waste PCBs by Acidithiobacillus ferrooxidans recovered 94% Cu, 92% Zn, 64% Pb, and 81% Ni in 18 days and this extracting capacity increased more than 99% by chemical precipitation from the leached liquor. It was proposed that a hybrid combination of microbe (S. plymuthica) and EDTA to better metals leaching from waste cathode ray tube powder. In the combination of EDTA-microbes, the leaching rate constant of Pb, Ca, Ba, Cd, and Si from the waste cathode ray tube has remained between 2.9 × 10−4 and 7.1 × 10−5 (Pant et al. 2014). A. niger or Penicillium spp. reasonably enhance the efficiency of this process (Arwidsson et al. 2010). For the economic extraction process, Zeng et al. (2005) proposed some recycling method of EDTA (70.8 to 99.8% of EDTA can be recovered from metal-EDTA complex using Na2S) which were used to remove trace metals from contaminated soil (Zeng et al. 2005).
A study by Dolker and Pant (2019) investigated chemical-biological hybrid systems for the metals recovery from a waste lithium-ion battery where lithium (25%) is separated by leaching and cobalt (98%) by biosorption. Moreover, a novel eco-friendly hybrid method of Cu recovery from waste printed circuit board was developed by Sinha et al. (2018). Their study used a two-stage biorecovey process where firstly, the USCT-R010 strain for leaching of copper, where Aspergillus oryzae and Baker’s Yeast were used in biosorption process and resulted in more than 80% recovery of Cu. But, when electrowinning carried out, then the recovery of Cu was increased up to 92.7% (Sinha et al. 2018). In another study of the leaching-sorption, 85% gold was recovered from waste PCBs where ammonium thiosulphate and Lactobacillus acidophilus were used (Sheel and Pant, 2018). However, every hybrid method has its advantages and high extraction capacity than the single one. The use of hybrid methods is increasing day by day due to the high efficiency of this method and the researchers are working to develop and better this technique.
Comparative analysis of different extraction methods
Among the different physical extraction methods, cathodic electrodeposition, froth flotation, electrostatic, magnetic and gravity separation technique are very effective while other methods are the preliminary steps for the metal extraction. As a primary step, sorting, sieving or crushing/shredding are also common for other methods like pyro-metallurgical, hydrometallurgical, biological and hybrid methods. Currently, in different literature, hydrometallurgy and pyrometallurgy extraction processes of metals are juxtaposed as a complete technology. SCF technology and hydrometallurgy are considered eco-friendly technology because of its operating systems such as non-toxicity, economical, simple operations, no gaseous production and no need for secondary treatment. However, this debate is somewhat pointless because pyrometallurgical routes have to employ hydrometallurgical processes for the complete extraction or recovery of individual metals (Ilankoon et al. 2018).
Chemical and biological leaching have their advantages and issues. On the other hand, hybrid metals extraction processes have much more advantageous than conventional methods because of combining the merits of both the hydro and bio-hydrometallurgical techniques with low environmental impact and comparatively moderate efficiency (Table 1). In chemical leaching methods, high temperature and pressure conditions are mandatory; on the other hand, pH adjacent is essential in the case of biological processes. However, thiourea leaching is effective in economic and environmental sites but is still not as popular as cyanide leaching (Pant et al. 2012). Techno-economic and environmental assessment of biological, chemical and hybrid leaching for the extraction of metal from PCBs is represented in Table 2. It is convenient to use a chemical process of extraction in the view of economic feasibility. For overcoming these issues, hybrid technologies such as combining biological and chemical methods are used as a potential technology for metals extraction. Furthermore, this hybrid technology approaches some advantages (Pant et al. 2012), including high extracting capacity, faster, selective by using specific microbes and ligands. In addition, ligands like DTPA, which are used in hybrid techniques, have several advantages, such as strong extracting capability, reusable, relatively bio-stable, and easily recycled (Hong et al. 2002).
Extracting metals from e-waste by a specific method (e.g., physical, chemical, hydrometallurgical, biological) sometimes is not feasible in terms of recovery rate, capital investment, environmental and health issues. Therefore, for proper treatment, an integrated approach (hybrid method) combining two or three methods (e.g., combining biological and chemical process) can be used for developing an effective strategy for metals extraction from e-waste.
Conclusion and future perspective
Nowadays, the amount of e-waste is increasing day by day due to the massive production of electronic devices according to global demand. E-waste contains metals, which harm the environment; that is why the proper management of e-waste is necessary. If we can extract metals from e-waste and manage them properly, then the possibility of metals contamination from e-waste can be mitigated. Developing a metal extraction method that will be both efficient and eco-friendly is the major challenge faced by the researchers. Nowadays, researchers have predicted that a number of most efficient processes, require less time, economically feasible, low cost for the extraction of metals from their e-waste sources such as biological and chemical leaching, supercritical fluid (SCF) technologies, hybrid method, hydrometallurgical methods, pyrometallurgical methods and so on. From the existing extraction methods, chemical methods have high extracting capacity than the physical and biological methods. But, in chemical extraction methods, secondary pollutants are produced and have a harmful impact upon environments. For this reason, researchers are struggling for developing such environment-friendly techniques to solve these problems. On the other hand, physical and biological extraction methods are eco-friendly but of low extraction capacity. That’s why hybrid methods are getting popular day by day by combining new processes for their advantages over the conventional methods. Among all the hybrid techniques, biochemical processes such as bioleaching with SCF, microbes and ligands have better performance than others. In the biological methods, column bioleaching has higher efficiency due to multiple reactors in metal extraction. Acidithiobacillus ferrooxidans can be widely applied to extract base metals from e-waste, and their leaching efficiency can be increased by optimization. In the bioleaching method, an important consideration is the selection of optimum conditions (pH, temperature, O2, appropriate acid/base and microbe’s selection, etc.). For instance, in bioleaching, a proper pH adjustment can increase the metal extraction yields from 20 to 90%. Rather than using single methods, an integrated approach like different hybrid techniques can revolutionize the metal extraction industries. Researchers are working on new hybrid technologies that are sustainable, economical, and eco-friendlier with higher metal extraction potentials and minimize existing technologies’ limitations. Research on this section is going on, and further research will be needed in the future. As e-waste is an emerging issue worldwide, people should be more aware of this problem. The government should implement international standards on transboundary movements of e-waste and their proper recycling technologies because this is important for environmental impacts and has vast business values. Researchers should focus on appropriate metal extraction strategy having less impact on the environment. Finally, new technology and the proper combination of different existing methods should come forward and think more deeply.
Supplementary information
Data availability
Data will be available upon request and provided in supporting information.
References
Abbott AP, Frisch G, Hartley J, Ryder KS (2011) Processing of metals and metal oxides using ionic liquids. Green Chem 13(3):471–481. https://doi.org/10.1039/C0GC00716A
Ahirwar R, Tripathi AK (2021) E-waste management: a review of recycling process, environmental and occupational health hazards, and potential solutions. Environ Nanotechnol Monit Manage 15:100409. https://doi.org/10.1016/j.enmm.2020.100409
Ari V (2016) A review of technology of metal recovery from electronic waste. In: Mihai FC (ed) E-waste in Transition: From Pollution to Resource. Chapter-6:pp 121–158. https://doi.org/10.5772/61569
Arwidsson Z, Johansson E, von Kronhelm T, Allard B, van Hees P (2010) Remediation of metal contaminated soil by organic metabolites from fungi I-production of organic acids. Water Air Soil Pollut 205:215–226. https://doi.org/10.1007/s11270-009-0067-z
Awasthi AK, Li J (2017) An overview of the potential of eco-friendly hybrid strategy for metal recycling from WEEE. Resour Conserv Recycl 126:228–239. https://doi.org/10.1016/j.resconrec.2017.07.014
Barbieri L, Giovanardi R, Lancellotti I, Michelazzi M (2010) A new environmentally friendly process for the recovery of gold from electronic waste. Environ Chem Lett 8:171–178. https://doi.org/10.1007/s10311-009-0205-2
Barletta I, Johansson B, Cullbrand K, Björkman M, Reimers J (2015) Fostering sustainable electronic waste management through intelligent sorting equipment. In IEEE International Conference on Automation Science and Engineering (CASE), IEEE Xplore: 459–461. https://doi.org/10.1109/CoASE.2015.7294122
Borthakur A, Govind M (2017) Emerging trends in consumers’ E-waste disposal behaviour and awareness: a worldwide overview with special focus on India. Resour Conserv Recycl 117:102–113. https://doi.org/10.1016/j.resconrec.2016.11.011
Brandl H (2001) Microbial leaching of metals. Biotechnology, Zürich, Switzerland 8:191–224. https://doi.org/10.1002/9783527620999.ch8k
Calgaro CO, Schlemmer DF, Da Silva M, Maziero EV, Tanabe EH, Bertuol DA (2015) Fast copper extraction from printed circuit boards using supercritical carbon dioxide. Waste Manage 45:289–297. https://doi.org/10.1016/j.wasman.2015.05.017
Cheikh M, Magnin JP, Gondrexon N, Willison J, Hassen A (2010) Zinc and lead leaching from contaminated industrial waste sludges using coupled processes. Environ Technol 31:1577–1585. https://doi.org/10.1080/09593331003801548
Chen A, Dietrich KN, Huo X, Ho SM (2011) Developmental neurotoxicants in e-waste: an emerging health concern. Environ Health Perspect 119:431–438. https://doi.org/10.1289/ehp.1002452
Chi X, Streicher-Porte M, Wang MYL, Reuter MA (2011) Informal electronic waste recycling: a sector review with special focus on China. Waste Manage 31(4):731–742. https://doi.org/10.1016/j.wasman.2010.11.006
Chu Y, Chen M, Chen S, Wang B, Fu K, Chen H (2015) Micro-copper powders recovered from waste printed circuit boards by electrolysis. Hydrometallurgy 156:152–157. https://doi.org/10.1016/j.hydromet.2015.06.006
Cui J, Forssberg E (2003) Mechanical recycling of waste electric and electronic equipment: a review. J Hazard Mater 99:243–263. https://doi.org/10.1016/S0304-3894(03)00061-X
Cui J, Zhang L (2008) Metallurgical recovery of metals from electronic waste: a review. J Hazard Mate 158:228–256. https://doi.org/10.1016/j.jhazmat.2008.02.001
Dalrymple I, Wright N, Kellner R, Bains N, Geraghty K, Goosey M, Lightfoot L (2007) An integrated approach to electronic waste (WEEE) recycling. Circuit World 33:52–58. https://doi.org/10.1108/03056120710750256
Debnath B, Chowdhury R, Ghosh SK (2018) Sustainability of metal recovery from E-waste. Front Environ Sci Eng 12:1–12. https://doi.org/10.1007/s11783-018-1044-9
Ding Y, Zhang S, Liu B, Zheng H, Chang CC, Ekberg C (2019) Recovery of precious metals from electronic waste and spent catalysts: a review. Resour Conserv Recycl 141:284–298. https://doi.org/10.1016/j.resconrec.2018.10.041
Dodbiba G, Haruki N, Shibayama A, Miyazaki T, Fujita T (2002) Combination of sink–float separation and flotation technique for purification of shredded PET-bottle from PE or PP flakes. Int J Miner Process 65:11–29. https://doi.org/10.1016/S0301-7516(01)00056-4
Dolker T, Pant D (2019) Chemical-biological hybrid systems for the metal recovery from waste lithium ion battery. J Environ Manage 248:109270. https://doi.org/10.1016/j.jenvman.2019.109270
Elliott HA, Shastri NL (1999) Extractive decontamination of metal-polluted soils using oxalate. Water Air Soil Pollut 110:335–346. https://doi.org/10.1023/A:1005067404259
Eswaraiah C, Kavitha T, Vidyasagar S, Narayanan SS (2008) Classification of metals and plastics from printed circuit boards (PCB) using air classifier. Chem Eng Process Process Intensif 47:565–576. https://doi.org/10.1016/j.cep.2006.11.010
Evangelopoulos P, Kantarelis E, Yang W (2017) Experimental investigation of the influence of reaction atmosphere on the pyrolysis of printed circuit boards. Appl Energy 204:1065–1073. https://doi.org/10.1016/j.apenergy.2017.04.087
Figueira M, Volesky B, Ciminelli V, Roddick FA (2000) Biosorption of metals in brown seaweed biomass. Water Res 34:196–204. https://doi.org/10.1016/S0043-1354(99)00120-7
Gallegos-Acevedo P, Espinoza-Cuadra J, Olivera-Ponce JM (2014) Conventional flotation techniques to separate metallic and nonmetallic fractions from waste printed circuit boards with particles nonconventional size. J Min Sci 50:974–981. https://doi.org/10.1134/S1062739114050172
Ghodrat M, Rhamdhani MA, Brooks G, Masood S, Corder G (2016) Techno economic analysis of electronic waste processing through black copper smelting route. J Cleaner Prod 126:178–190. https://doi.org/10.1016/j.jclepro.2016.03.033
Ghosh B, Ghosh M, Parhi P, Mukherjee P, Mishra B (2015) Waste printed circuit boards recycling: an extensive assessment of current status. J Cleaner Prod 94:5–19. https://doi.org/10.1016/j.jclepro.2015.02.024
Gorain BK, Kondos PD, Lakshmanan VI (2016) Innovations in Gold and Silver Processing. In Innovative Process Development in Metallurgical Industry, Springer, Cham, pp 393–428. https://doi.org/10.1007/978-3-319-21599-0_20
Gundupalli SP, Hait S, Thakur A (2018) Classification of metallic and non-metallic fractions of e-waste using thermal imaging-based technique. Process Saf Environ Prot 118:32–39. https://doi.org/10.1016/j.psep.2018.06.022
Guo X, Zhang Y, Xu K (2016) Metallurgical recovery of metals from Waste Electrical and Electronic Equipment (WEEE) in PRC. In: Izatt RM (ed) Metal Sustainability: Global Challenges, Consequences, Prospects. Wiley, New York, pp 151–168. https://www.wiley.com/en-aw/Metal+Sustainability%3A+Global+Challenges%2C+Consequences%2C+and+Prospects-p-9781119009108. Accessed 27 Feb 2022
Haccuria E, Ning P, Cao H, Venkatesan P, Jin W, Yang Y, Sun Z (2017) Effective treatment for electronic waste-selective recovery of copper by combining electrochemical dissolution and deposition. J Cleaner Prod 152:150–156. https://doi.org/10.1016/j.jclepro.2017.03.112
Hadi P, Xu M, Lin CS, Hui CW, McKay G (2015) Waste printed circuit board recycling techniques and product utilization. J Hazard Mater 283:234–243. https://doi.org/10.1016/j.jhazmat.2014.09.032
Hilson G, Monhemius AJ (2006) Alternatives to cyanide in the gold mining industry: what prospects for the future? J Cleaner Prod 14:1158–1167. https://doi.org/10.1016/j.jclepro.2004.09.005
Hong KJ, Tokunaga S, Kajiuchi T (2002) Evaluation of remediation process with plant-derived biosurfactant for recovery of metals from contaminated soils. Chemosphere 49:379–387. https://doi.org/10.1016/S0045-6535(02)00321-1
Hsu E, Barmak K, West AC, Park AHA (2019) Advancements in the treatment and processing of electronic waste with sustainability: a review of metal extraction and recovery technologies. Green Chem 21:919–936. https://doi.org/10.1039/C8GC03688H
Ilankoon I, Ghorbani Y, Chong MN, Herath G, Moyo T, Petersen J (2018) E-waste in the international context—a review of trade flows, regulations, hazards, waste management strategies and technologies for value recovery. Waste Manage 82:258–275. https://doi.org/10.1016/j.wasman.2018.10.018
Ilyas S, Lee JC (2014) Biometallurgical recovery of metals from waste electrical and electronic equipment: a review. ChemBioEng 1:148–169. https://doi.org/10.1002/cben.201400001
Ilyas S, Anwar MA, Niazi SB, Ghauri MA (2007) Bioleaching of metals from electronic scrap by moderately thermophilic acidophilic bacteria. Hydrometallurgy 88:180–188. https://doi.org/10.1016/j.hydromet.2007.04.007
Ilyas S, Ruan C, Bhatti H, Ghauri M, Anwar M (2010) Column bioleaching of metals from electronic scrap. Hydrometallurgy 101:135–140. https://doi.org/10.1016/j.hydromet.2009.12.007
Imre-Lucaci F, Fogarasi S, Ilea P, Tămăşan M (2012) Copper recovery from real samples of WPCBs by anodic dissolution. Environ Eng Manage J 11 (8):1439–1444. http://omicron.ch.tuiasi.ro/EEMJ/. Accessed 12 Dec 2021
Işildar A (2018) Metal recovery from electronic waste: biological versus chemical leaching for recovery of copper and gold. 1st edn, CRC press, London: 1–64. https://doi.org/10.1201/9780429023903
Islam A, Ahmed T, Awual MR, Rahman A, Sultana M, Aziz AA, Monir MU, Teo SH, Hasan M (2019) Advances in sustainable approaches to recover metals from e-waste-A review. J Cleaner Prod 244:118815. https://doi.org/10.1016/j.jclepro.2019.118815
Islam A, Swaraz AM, Teo SH, Taufiq-Yap YH, Vo DVN, Ibrahim ML, Alsultan GA, Rasdhid U, Awual MR (2021) Advances in physiochemical and biotechnological approaches for sustainable metal recovery from e-waste: a critical review. J Cleaner Prod 323:129015. https://doi.org/10.1016/j.jclepro.2021.129015
Jin W, Hu M, Hu J (2018) Selective and efficient electrochemical recovery of dilute copper and tellurium from acidic chloride solutions. ACS Sustainable Chem Eng 6(10):13378–13384. https://doi.org/10.1021/acssuschemeng.8b03150
Jingying L, Lu H, Xiuli X (2011) Experimental research of leaching gold from waste printed circuit board by sodium hypochlorite method. Chin J Environ Eng 5(2):453–456. http://hjhx.rcees.ac.cn/en/article/id/20110245. Accessed 27 Feb 2022
Kang HN, Lee JY, Kim JY (2011) Recovery of indium from etching waste by solvent extraction and electrolytic refining. Hydrometallurgy 110:120–127. https://doi.org/10.1016/j.hydromet.2011.09.009
Karbasi H, Sanderson A, Sharifi A, Wilson C (2018) Robotic Sorting of Shredded E-waste: Utilizing Deep Learning. International Conference on Artificial Intelligence (ICAI), Athens. https://www.proquest.com/conference-papers-proceedings/robotic-sorting-shredded-e-waste-utilizing-deep/docview/2136875312/se-2. Accessed 27 Feb 2022
Kaya M (2016) Recovery of metals and nonmetals from electronic waste by physical and chemical recycling processes. Waste Manage 57:64–90. https://doi.org/10.1016/j.wasman.2016.08.004
Kaya M (2019) Electronic Waste and Printed Circuit Board Recycling Technologies. Springer, Cham. https://doi.org/10.1007/978-3-030-26593-9
Khaliq A, Rhamdhani MA, Brooks G, Masood S (2014) Metal extraction processes for electronic waste and existing industrial routes: a review and Australian perspective. Resources 3:152–179. https://doi.org/10.3390/resources3010152
Kumar V, Jc L, Jeong J, Jha MK, Bs K, Singh R (2013) Novel physical separation process for eco-friendly recycling of rare and valuable metals from end-of-life DVD-PCBs. Sep Purif Technol 111:145–154. https://doi.org/10.1016/j.seppur.2013.03.039
Laszlo R, Holonec R, Copîndean R, Dragan F (2019) Sorting system for e-waste recycling using contour vision sensors. In 8th International Conference on Modern Power Systems (MPS), IEEE Xplore: pp 1–4. https://doi.org/10.1109/MPS.2019.8759739
Lee M, Paik IS, Do W, Kim I, Lee Y, Lee S (2007) Soil washing of As-contaminated stream sediments in the vicinity of an abandoned mine in Korea. Environ Geochem Health 29:319–329. https://doi.org/10.1007/s10653-007-9093-1
Lee J, Kim Y, Lee JC (2012) Disassembly and physical separation of electric/electronic components layered in printed circuit boards (PCB). J Hazard Mater 241:387–394. https://doi.org/10.1016/j.jhazmat.2012.09.053
Lee JC, Yoo JM, Jeong J.K, Jha MK (2011) Pre-treatment process for liberation of metals from waste printed circuit boards using organic solution. US Patents. https://patents.google.com/patent/US7867317B2/en. Accessed 27 Feb 2022
Li K, Xu Z (2019) A review of current progress of supercritical fluid technologies for e-waste treatment. J Cleaner Prod 227:794–809. https://doi.org/10.1016/j.jclepro.2019.04.104
Li J, Shrivastava P, Gao Z, Zhang HC (2004) Printed circuit board recycling: a state-of-the-art survey. IEEE Xplore 27:33–42. https://doi.org/10.1109/TEPM.2004.830501
Li BS, An L, Gan FX (2006) Preparation and electrocatalytic properties of Ti/IrO2-Ta2O5 anodes for oxygen evolution. Trans Nonferrous Met Soc China 16(5):1193–1199. https://doi.org/10.1016/S1003-6326(06)60400-7
Li J, Xu Z, Zhou Y (2007) Application of corona discharge and electrostatic force to separate metals and nonmetals from crushed particles of waste printed circuit boards. J Electrostat 65:233–238. https://doi.org/10.1016/j.elstat.2006.08.004
Li B, Wang X, Wei Y, Wang H, Barati M (2018a) Extraction of copper from copper and cadmium residues of zinc hydrometallurgy by oxidation acid leaching and cyclone electrowinning. Miner Eng 128:247–253. https://doi.org/10.1016/j.mineng.2018.09.007
Li H, Eksteen J, Oraby E (2018b) Hydrometallurgical recovery of metals from waste printed circuit boards (WPCBs): current status and perspectives—a review. Resour Conserv Recycl 139:122–139. https://doi.org/10.1016/j.resconrec.2018.08.007
Li F, Chen M, Shu J, Shirvani M, Li Y, Sun Z, Sun S, Xu Z, Fu K, Chen S (2019) Copper and gold recovery from CPU sockets by one-step slurry electrolysis. J Cleaner Prod 213:673–679. https://doi.org/10.1016/j.jclepro.2018.12.161
Liang G, Mo Y, Zhou Q (2010) Novel strategies of bioleaching metals from printed circuit boards (PCBs) in mixed cultivation of two acidophiles. Enzyme Microb Technol 47:322–326. https://doi.org/10.1016/j.enzmictec.2010.08.002
Liu K, Zhang FS (2016) Innovative leaching of cobalt and lithium from spent lithium-ion batteries and simultaneous dechlorination of polyvinyl chloride in subcritical water. J Hazard Mater 316:19–25. https://doi.org/10.1016/j.jhazmat.2016.04.080
Liu K, Zhang Z, Zhang FS (2016) Direct extraction of palladium and silver from waste printed circuit boards powder by supercritical fluids oxidation-extraction process. J Hazard Mater 318:216–223. https://doi.org/10.1016/j.jhazmat.2016.07.005
Lu Y, Yang B, Gao Y, Xu Z (2022) An automatic sorting system for electronic components detached from waste printed circuit boards. Waste Manage 137:1–8. https://doi.org/10.1016/j.wasman.2021.10.016
Ma E (2019) Recovery of waste printed circuit boards through pyrometallurgy. Electron Waste Manage Treat Technol 247-267https://doi.org/10.1016/B978-0-12-816190-6.00011-X
Maarof HI, Daud WMAW, Aroua MK (2017) Recent trends in removal and recovery of heavy metals from wastewater by electrochemical technologies. Rev Chem Eng 33(4):359–386. https://doi.org/10.1515/revce-2016-0021
Makanyire T, Sanchez-Segado S, Jha A (2016) Separation and recovery of critical metal ions using ionic liquids. Adv Manuf 4(1):33–46. https://doi.org/10.1007/s40436-015-0132-3
Morin D, Lips A, Pinches T, Huisman J, Frias C, Norberg A, Forssberg E (2006) BioMinE–Integrated project for the development of biotechnology for metal-bearing materials in Europe. Hydrometallurgy 83:69–76. https://doi.org/10.1016/j.hydromet.2006.03.047
Natarajan KA (2018) Biotechnology of metals: principles, recovery methods and environmental concerns. Susan Dennis,India. Elsevier: pp. 1–300. https://doi.org/10.1016/C2015-0-00161-7
Nithya R, Sivasankari C, Thirunavukkarasu A (2020) Electronic waste generation, regulation and metal recovery: a review. Environ Chem Lett 19:1347–1368. https://doi.org/10.1007/s10311-020-01111-9
Niu B, Chen Z, Xu Z (2017) Recovery of tantalum from waste tantalum capacitors by supercritical water treatment. ACS Sustainable Chem Eng 5(5):4421–4428. https://doi.org/10.1021/acssuschemeng.7b00496
Nnorom IC, Osibanjo O (2008) Electronic waste (e-waste): material flows and management practices in Nigeria. Waste Manage 28:1472–1479. https://doi.org/10.1016/j.wasman.2007.06.012
O’Connell DW, Birkinshaw C, O’Dwyer TF (2008) Metal adsorbents prepared from the modification of cellulose: a review. Bioresour Technol 99:6709–6724. https://doi.org/10.1016/j.biortech.2008.01.036
Ogunniyi I, Vermaak MKG (2009) Froth flotation for beneficiation of printed circuit boards comminution fines: an overview. Miner Process Extr Metall Rev 30:101–121. https://doi.org/10.1080/08827500802333123
Ogunniyi I, Vermaak MKG, Groot D (2009) Chemical composition and liberation characterization of printed circuit board comminution fines for beneficiation investigations. Waste Manage 29:2140–2146. https://doi.org/10.1016/j.wasman.2009.03.004
Pant D, Joshi D, Upreti MK, Kotnala RK (2012) Chemical and biological extraction of metals present in E waste: a hybrid technology. Waste Manage 32:979–990. https://doi.org/10.1016/j.wasman.2011.12.002
Pant D, Singh P, Upreti MK (2014) Metal leaching from cathode ray tube waste using combination of Serratia plymuthica and EDTA. Hydrometallurgy 146:89–95. https://doi.org/10.1016/j.hydromet.2014.02.016
Parga J, Rodríguez M, Vázquez V, Valenzuela J, Moreno H (2012) Recovery of silver and gold from cyanide solution by magnetic species formed in the electrocoagulation process. Miner Process Extr Metall Rev 33:363–373. https://doi.org/10.1080/08827508.2011.601483
Priya A, Hait S (2018a) Extraction of metals from high grade waste printed circuit board by conventional and hybrid bioleaching using Acidithiobacillus ferrooxidans. Hydrometallurgy 177:132–139. https://doi.org/10.1016/j.hydromet.2018.03.005
Priya A, Hait S (2018b) Toxicity characterization of metals from various waste printed circuit boards. Process Saf Environ Prot 116:74–81. https://doi.org/10.1016/j.psep.2018.01.018
Priya A, Hait S (2020) Biometallurgical recovery of metals from waste printed circuit boards using pure and mixed strains of Acidithiobacillus ferrooxidans and Acidiphilium acidophilum. Process Saf Environ Prot 143:262–272. https://doi.org/10.1016/j.psep.2020.06.042
Qiu R, Lin M, Ruan J, Fu Y, Hu J, Deng M, Tang Y, Qiu R (2020) Recovering full metallic resources from waste printed circuit boards: a refined review. J Cleaner Prod 244:118690. https://doi.org/10.1016/j.jclepro.2019.118690
Rahman MA, Bakker M (2013) Sensor-based control in eddy current separation of incinerator bottom ash. Waste Manage 33:1418–1424. https://doi.org/10.1016/j.wasman.2013.02.013
Ramanayaka S, Keerthanan S, Vithanage M (2020) Urban mining of E-waste: treasure hunting for precious nanometals. Handb Electron Waste Manage 19-54https://doi.org/10.1016/B978-0-12-817030-4.00023-1
Rao A, Kumar P, Tomar BS (2014) Supercritical fluid extraction of uranium and thorium employing dialkyl amides. Sep Purif Technol 134:126–131. https://doi.org/10.1016/j.seppur.2014.07.036
Ren WX, Li PJ, Geng Y, Li XJ (2009) Biological leaching of metals from a contaminated soil by Aspergillus niger. J Hazard Mater 167:164–169. https://doi.org/10.1016/j.jhazmat.2008.12.104
Ruan J, Xu Z (2016) Constructing environment-friendly return road of metals from e-waste: combination of physical separation technologies. Renew Sustain Energy Rev 54:745–760. https://doi.org/10.1016/j.rser.2015.10.114
Sağ Y (2001) Biosorption of metals by fungal biomass and modeling of fungal biosorption: a review. Sep Purif Methods 30:1–48. https://doi.org/10.1081/SPM-100102984
Schinner F, Burgstaller W (1989) Extraction of zinc from industrial waste by a Penicillium sp. Appl Environ Microbiol 55:1153–1156. https://doi.org/10.1128/aem.55.5.1153-1156.1989
Schlett Z, Claici F, Mihalca I, Lungu M (2002) A new static separator for metallic particles from metal–plastic mixtures, using eddy currents. Miner Eng 15:111–113. https://doi.org/10.1016/S0892-6875(01)00215-1
Schubert G, Bernotat S (2004) Comminution of non-brittle materials. Int J Miner Process 74:S19–S30. https://doi.org/10.1016/j.minpro.2004.08.004
Sheel A, Pant D (2018) Recovery of gold from electronic waste using chemical assisted microbial biosorption (hybrid) technique. Bioresour Technol 247:1189–1192. https://doi.org/10.1016/j.biortech.2017.08.212
Shen Y, Yuan R, Chen X, Ge X, Chen M (2018) Co-pyrolysis of E-waste nonmetallic residues with biowastes. ACS Sustain Chem Eng 6(7):9086–9093. https://doi.org/10.1021/acssuschemeng.8b01439
Silvas FP, Correa MMJ, Caldas MP, de Moraes VT, Espinosa DC, Tenório JA (2015) Printed circuit board recycling: physical processing and copper extraction by selective leaching. Waste Manage 46:503–510. https://doi.org/10.1016/j.wasman.2015.08.030
Singh N, Li JH (2015) Bio-extraction of metals as secondary resources from E-waste. Appl Mech Mater 768:602–611. https://doi.org/10.4028/www.scientific.net/AMM.768.602
Sinha R, Chauhan G, Singh A, Kumar A, Acharya S (2018) A novel eco-friendly hybrid approach for recovery and reuse of copper from electronic waste. J Environ Chem Eng 6:1053–1061. https://doi.org/10.1016/j.jece.2018.01.030
Song J, Fan H, Ma J, Han B (2013) Conversion of glucose and cellulose into value-added products in water and ionic liquids. Green Chem 15(10):2619–2635. https://doi.org/10.1039/C3GC41141A
Steinacker SR, Antrekowitsch J (2017) Treatment of residues from the copper industry with an alternative approach for electric furnace slag. BHM Berg-Und Hüttenmännische Monatshefte 162(7):252–257. https://doi.org/10.1007/s00501-017-0611-x
Thakur P, Kumar S (2020) Metallurgical processes unveil the unexplored “sleeping mines” e-waste: a review. Environ Sci Pollut Res 27:32359–32370. https://doi.org/10.1007/s11356-020-09405-9
Veit HM, Diehl TR, Salami AP, Rodrigues JS, Bernardes AM, Tenório JAS (2005) Utilization of magnetic and electrostatic separation in the recycling of printed circuit boards scrap. Waste Manage 25:67–74. https://doi.org/10.1016/j.wasman.2004.09.009
Veit HM, Juchneski NCF, Scherer J (2014) Use of gravity separation in metals concentration from printed circuit board scraps. REM Int Eng J 67:73–79. https://doi.org/10.1590/S0370-44672014000100011
Verma A, Hait S (2019) Chelating extraction of metals from e-waste using diethylene triamine pentaacetic acid. Process Saf Environ Prot 121:1–11. https://doi.org/10.1016/j.psep.2018.10.005
Vermeșan H, Tiuc AE, Purcar M (2020) Advanced recovery techniques for waste materials from IT and telecommunication equipment printed circuit boards. Sustainability 12(1):74. https://doi.org/10.3390/su12010074
Vickers NJ (2017) Animal communication: when i’m calling you, will you answer too? Curr Biol 27:R713–R715. https://doi.org/10.1016/j.cub.2017.05.064
Vidyadhar A, Das A (2012) Kinetics and efficacy of froth flotation for the recovery of metal values from pulverized printed circuit boards. Int Miner Process Congr(IMPC) Conference 24–28. http://eprints.nmlindia.org/6188. Accessed 27 Feb 2022
Wang Y, Zhang FS (2012) Degradation of brominated flame retardant in computer housing plastic by supercritical fluids. J Hazard Mater 205:156–163. https://doi.org/10.1016/j.jhazmat.2011.12.055
Wang F, Zhao Y, Zhang T, Duan C, Wang L (2015) Mineralogical analysis of dust collected from typical recycling line of waste printed circuit boards. Waste Manage 43:434–441. https://doi.org/10.1016/j.wasman.2015.06.021
Wang H, Zhang S, Li B, Pan D.a, Wu Y, Zuo T, (2017) Recovery of waste printed circuit boards through pyrometallurgical processing: a review. Resour Conserv Recycl 126:209–218. https://doi.org/10.1016/j.resconrec.2017.08.001
Wei J, Realff MJ (2003) Design and optimization of free-fall electrostatic separators for plastics recycling. AIChE J 49:3138–3149. https://doi.org/10.1002/aic.690491214
Xiang Y, Wu P, Zhu N, Zhang T, Liu W, Wu J, Li P (2010) Bioleaching of copper from waste printed circuit boards by bacterial consortium enriched from acid mine drainage. J Hazard Mater 184:812–818. https://doi.org/10.1016/j.jhazmat.2010.08.113
Xiu FR, Zhang FS (2009) Recovery of copper and lead from waste printed circuit boards by supercritical water oxidation combined with electrokinetic process. J Hazard Mater 165:1002–1007. https://doi.org/10.1016/j.jhazmat.2008.10.088
Xiu FR, Zhang FS (2010) Materials recovery from waste printed circuit boards by supercritical methanol. J Hazard Mater 178(1–3):628–634. https://doi.org/10.1016/j.jhazmat.2010.01.131
Xiu FR, Qi Y, Zhang FS (2013) Recovery of metals from waste printed circuit boards by supercritical water pre-treatment combined with acid leaching process. Waste Manage 33(5):1251–1257. https://doi.org/10.1016/j.wasman.2013.01.023
Xiu FR, Qi Y, Zhang FS (2015) Leaching of Au, Ag, and Pd from waste printed circuit boards of mobile phone by iodide lixiviant after supercritical water pre-treatment. Waste Manage 41:134–141. https://doi.org/10.1016/j.wasman.2015.02.020
Xiu FR, Weng H, Qi Y, Yu G, Zhang Z, Zhang FS, Chen M (2017) A novel recovery method of copper from waste printed circuit boards by supercritical methanol process: preparation of ultrafine copper materials. Waste Manage 60:643–651. https://doi.org/10.1016/j.wasman.2016.11.001
Yamane LH, de Moraes VT, Espinosa DCR, Tenório JAS (2011) Recycling of WEEE: Characterization of spent printed circuit boards from mobile phones and computers. Waste Manage 31(12):2553–2558. https://doi.org/10.1016/j.wasman.2011.07.006
Yang H, Liu J, Yang J (2011) Leaching copper from shredded particles of waste printed circuit boards. J Hazard Mater 187:393–400. https://doi.org/10.1016/j.jhazmat.2011.01.051
Yao C, Yin X, Song J, Li C, Qian W, Zhao Q, Luo YM (2008) Arsenic contents in soil, water, and crops in an e-waste disposal area. Europe PMC 29(6):1713–1718. https://europepmc.org/article/med/18763528. Accessed 27 Feb 2022
Yi X, Qi Y, Li F, Shu J, Sun Z, Sun S, Chen M, Pu S (2019) Effect of electrolyte reuse on metal recovery from waste CPU slots by slurry electrolysis. Waste Manage 95:370–376. https://doi.org/10.1016/j.wasman.2019.06.034
Yoo JM, Jeong J, Yoo K, Lee JC, Kim W (2009) Enrichment of the metallic components from waste printed circuit boards by a mechanical separation process using a stamp mill. Waste Manage 29:1132–1137. https://doi.org/10.1016/j.wasman.2008.06.035
Zeng Q, Sauve S, Allen H, Hendershot WH (2005) Recycling EDTA solutions used to remediate metal-polluted soils. Environ Pollut 133:225–231. https://doi.org/10.1016/j.envpol.2004.06.006
Zeng X, Yang C, Chiang JF, Li J (2017) Innovating e-waste management: from macroscopic to microscopic scales. Sci Total Environ 575:1–5. https://doi.org/10.1016/j.scitotenv.2016.09.078
Zhang Z, Ji X, Shi J, Zhou X, Zhang S, Hou Y, Qi Y, Fang Q, Ji Q, Zhang YJAn, (2017) Direct chemical vapor deposition growth and band-gap characterization of MoS2/h-BN van der Waals heterostructures on Au foils. ACS Nano 11(4):4328–4336. https://doi.org/10.1021/acsnano.7b01537
Zhang DJ, Dong L, Li YT, Wu Y, Ma YX, Yang B (2018) Copper leaching from waste printed circuit boards using typical acidic ionic liquids recovery of e-wastes’ surplus value. Waste Manage 78:191–197. https://doi.org/10.1016/j.wasman.2018.05.036
Zhaojie C, Guoying Z, Liancun G (2004) Technology and advances of supercritical fluid chelating extraction of metal ions. Chin J Anal Chem 32(6):827–833. https://en.cnki.com.cn/Article_en/CJFDTotal-FXHX200406030.htm. Accessed 27 Feb 2022
Author information
Authors and Affiliations
Contributions
Shovra Chandra Chakraborty; Md Wahad Uz Zaman; Mozammel Hoque; and Md. Qamruzzaman equally contributed to write the main draft with the help of other co-authors. Jahid Uz Zaman; Delowar. Hossain; Biplob Kumar Pramanik; Luong Ngoc Nguyen; Long Duc Nghiem; Md. Mofijur; Md. Ibrahim Hossain Mondal; Jeni Aprazita Sithi; and Sha Md Shahan Shahriar have tabulated data, drawn figures; revised and guided to write the article. Md Abu Hasan Johir and Mohammad Boshir Ahmed were developed the concept; supervised and revised the manuscript.
Corresponding authors
Ethics declarations
Ethical approval and consent to participate
This study does not contain any animal or human or biological activities where require ethical approval. Therefore, this study does not require any ethical approval. All of the co-authors allow to participate to take further responsibilities of this manuscript.
Consent for publication
All of the co-authors are well concern and allow to publish this manuscript.
Competing interests
The authors declare no competing interests.
Additional information
Responsible Editor: Santiago V. Luis
Publisher's note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Supplementary Information
Below is the link to the electronic supplementary material.
Rights and permissions
About this article

Cite this article
Chakraborty, S.C., Zaman, M.W.U., Hoque, M. et al. Metals extraction processes from electronic waste: constraints and opportunities. Environ Sci Pollut Res 29, 32651–32669 (2022). https://doi.org/10.1007/s11356-022-19322-8
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11356-022-19322-8