
Abstract
A new method for the recovery of precious metals, in particular gold, from electronic waste is proposed. This work focused on the research of an easily renewable etching agent, in order to make an environmentally friendly process possible. Two well known hydrometallurgical etching agents, FeCl3 and CuCl2, were evaluated in terms of efficiency and kinetics, testing solutions with different concentration of etchant and hydrochloric acid. The recovery of spent etching solutions was evaluated: promising results were found in the case of CuCl2, which can be completely restored by oxidation of the cuprous chloride formed during the etching using atmospheric oxygen.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
The treatment of electronic and electric waste is a current topic as their role in modern life is increasing. Due to the large amount of precious and non precious metals utilized for electronic components, the disposal of such waste represents both an environmental and an economical concern.
The use of precious metals (PM) in this field is of primary importance given PMs unique properties, which give to each of them a specific and irreplaceable role. Silver is the most commonly used, with a demand of over 5,000 tonnes per year, mainly for switches and contacts in electric appliances. Gold is the second PM in order of consumption (over 250 tonnes per year and 8% of the total demand) and it is almost ubiquitous in electronics where it finds application in producing bonding wires in integrated circuits and/or is used as a coating for contacts and connectors. It is also used as solder in integrated circuits (in alloy with tin) or for wide coatings where it ensures protection against corrosion. Palladium, platinum, rhodium and iridium follow in order of consumption (Bischoff 2004).
Considering the amount of PMs used in these applications, the recovery process of such waste seems economically sustainable. For instance the concentration of gold in gold ores is commonly between 0.5 and 15 g of metal per ton of mineral (0.5–15 ppm) (Xiang et al. 2007), while in electronic circuit boards its concentration is over 10 times higher (150 ppm in expansion cards, over 10,000 ppm in central processing units, CPUs).
At present the recovery of metals from such waste is generally accomplished by two strategies: by oxidative thermal treatment followed by metallurgical or chemical processes or by electrostatic separation of shredded boards (Xiang et al. 2007; Scharnhorst et al. 2007; Veit et al. 2005). Neither techniques represent the optimum one as the first one deserves a great amount of energy and non-combustible pollutant slag and fumes are produced, while the second procedure is not able to separate small amounts of metals from non metallic supports, thus it is absolutely not suitable for the recovery of precious metals in the form they are found in electronic devices.
In addition gold is commonly extracted from mines by cyanidization, a process which raised many concerns regarding its impact on the environment (Korte et al. 2000). For this reason in the last decades many efforts were made in order to design alternative environmentally acceptable processing routes. The gold extraction process from mines features other health threats. For example, mercury is a common byproduct; aside from mercury amalgam based processes, which are obsolete, this metal is often present in gold ores in large amount and it can be released to the atmosphere during some refining steps of the extraction process if nothing is done to prevent it (this is a major problem in countries where an adequate legal framework is absent (Korte et al. 2000).
In this work a new environmentally friendly process was developed in order to overcome such environmental and efficiency issues. The process reaches the goal of detaching the gold film from the substrate by selective leaching of the supporting metal.
As shown by a detailed characterization of electronic scraps, gold is always present as thin coating over copper, iron or silver substrates, thus the removal of this supporting metal would provide a solid particulate which is composed of gold (or other PMs), plastic and ceramic materials. These would then be easily separated by means of convenient physical techniques as those based on Eddy current and wet Eddy current (Rem et al. 2000; Cui and Forssberg 2003).
The developed procedure was founded on the basis of the etching process used for the production of printed circuit boards (PCBs), improved in order to operate with such multi-metallic feeds and tailored to be safer for the environment. In particular two etching solutions were tested and evaluated with regard of etching time and recovery of the etchant: a first one based on cupric chloride as oxidizing agent and a second one based on ferric chloride. Results were discussed considering the standard potentials of the two redox system analyzed (Cu2+/Cu+ and Fe3+/Fe2+) in presence of relatively high concentration of chloride, since in such conditions the formation of several chloride complexes (with different stability) should affect the redox equilibria.
Experimental
All solutions were prepared using Carlo Erba reagents and bi-distilled water.
Characterization of waste was done using a Leica DMI5000 M metallographic microscope, Philips XL40 scanning electron microscope and a Oxford Instruments INCA300 spectrometer.
Etching tests (results shown in Fig. 2a, b) were performed using freshly prepared CuCl2, HCl or FeCl3, HCl solutions (details about concentrations are reported on the graph of Fig. 2a, b); the copper samples were obtained from a copper wire (diameter Ø = 1 mm, length L = 12 mm) and placed in a capped test tube with 9 mL of the etching solution; test tubes were stirred using a cylindrical container on a tumbler.
Simulated spent solution for the recovery tests were prepared using CuCl · 2H2O as source of Cu+ ions, and FeSO4 · 7H2O as source of Fe2+ ions and a constant concentration of hydrochloric acid (1.0 M). Recovery tests were carried out in 25 mL of solution in 50 mL metric cylinders, thermostated in a water bath (when requested). To evaluate the concentrations of cuprous and ferrous ions during the recovery process, titration was done using potassium permanganate 0.1 N on 2 mL samples after regular lapses of time. Bubbling of air was done using an air compressor and adjusting the flow by the built in regulator.
Electrochemical deposition of copper was carried out using an E.G&G mod.270 programmable galvanostat/potentiostat on simulated spent solution. The experiments were performed in a Princeton Applied Research Flatcell, using a copper plate as working electrode, a platinum grid as counter electrode and an Ag/AgCl electrode as reference.
Results and discussion
Characterization
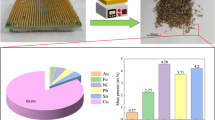
A large number of electronic components obtained from scrap equipments was analyzed by scanning electron microscopy (SEM) and energy dispersive x-ray spectroscopy (EDS), in order to estimate the amount and distribution of gold and other PMs in common electronic waste.
Figure 1a, b show the cross section of two different iron-based connectors, respectively the pin of an expansion card slot on a mainboard and a CPU pin. The bulk material is steel, with an external layer of nickel and gold. This structure is common in all iron based contacts.

SEM micrograph (BSE detector, cross sections) of a an IDE expansion slot connector, b a Pentium I connection pin, c an IDE expansion card connector, d a Pentium I pin base, e a Pentium I metallic lid
Figure 1c is the expansion card connector, a copper-based contact. Also in this case the gold layer is not directly deposited over the copper substrate, but over a thin nickel interlayer.
The average gold content in the expansion cards we analyzed resulted around 0.015–0.02% (150–200 ppm) on the total weight, considering exclusively the gold plated contacts as source of gold.
CPUs are much more complex components. Figure 1d shows the base section of the connection pins. In this spot at least seven different metals are present: Fe, Ni and Co in the steel pin visible in the up-right corner of the figure; the base material is W sintherized which connect the metallic part to the ceramic substrate; the pin is joined to the tungsten base by a silver copper solder; the final coating consists in a Ni/Co interlayer and an external gold layer.
Figure 1e shows another multi-metallic zone, the back lid of a CPU (which separates the semiconductor core from the outside). This spot has many similarities to the one shown in Fig. 1d, the main difference being the solder composition, which in this case is a gold-tin alloy. EDS results show that the composition of the alloy is close to the Au80%–Sn20% eutectic ratio.
The total gold amount was calculated for two different CPUs (Intel 486-DX4, Intel Pentium I) resulting around 1.0–1.5% in weight on the whole component, corresponding to a 10,000–15,000 ppm concentration.
On relays gold is present as the external coating of the contact elements, over a thick silver substrate.
Summarizing, gold is almost always present as thin coating over copper, iron or silver substrates. An intermediate layer of nickel is often found between gold and iron or copper substrates. Bonding wires of integrated circuits are reported to be mostly made out of gold or aluminium, but only aluminium bonding wires were found in the components we analyzed.
Etching
As anticipated in the introductive part, the proposed technique is based on the selective oxidation of non-noble metals as precious metals are also noble metals, thus inert to oxidation. Chemical etching is known since long in electronics, as printed circuit boards are produced by chemical removal of the excess metal from a copper plated board. Many etching agents are known for the production of PCBs (Cakir 2006) as ferric chloride, cupric chloride, ammonium persulfate, hydrogen peroxide; anyway, the two last oxidizers have been rejected for our purpose, as they cannot be regenerated on site. The regeneration of the oxidizer is a major topic in this work, because the use of a non-regenerable compound will cause a continue consumption of fresh solution and the production of wastes.
In addition to the oxidizer a strong mineral acid (HCl) was used to prepare the etching solutions: the hydrochloric acid prevents hydroxides, as Fe(OH)3 and Cu(OH)2, from precipitating; in addition chloride ions should keep in solution high concentration of metallic cations (formed during the etching) as chlorinated complexes.
We tested several etching solutions of both CuCl2 and FeCl3 with different concentrations of oxidant and acid, in order to evaluate the influence of these variables. The test was conducted measuring the time required to dissolve completely a copper wire of fixed size (length L = 12 mm, diameter Ø = 1 mm) at room temperature (20°C). We used copper because it is the most noble (most difficult to oxidize) among non precious metals one can find in electronic circuitry.
Figure 2a, b show the results: they are expressed as rate value, given as the reciprocal of the etching time. Even if this cannot be considered as a kinetic parameter, there is a direct proportionality between this rate and the reaction speed.

a, b Etching rate of copper samples in a FeCl3/HCl solution, b CuCl2/HCl solution
In both cases the increase of the oxidant and acid concentrations results in better performances. In the FeCl3 process (Fig. 2a) the acid concentration plays a minor role, while in the CuCl2 process (Fig. 2b) its contribution is relevant as much as the oxidant concentration; for example, considering a fixed oxidant concentration of 1.0 M, an increase of acid concentration from 0.5 to 2.0 M enhances the etching rate from 0.008 to 0.022 min−1 (2.8 times) in the case of CuCl2, and from 0.029 to 0.040 min−1 (1.4 times) in the case of FeCl3.
At low concentrations the two solutions show similar etching rates, while at high concentrations the FeCl3 oxidation process resulted up to three times faster, ensuring the complete dissolution of the copper sample in less than 5 min. This is explainable considering the different standard reduction potential of the two systems: \( E_{{Fe^{3 + } /Fe^{2 + } }}^{0} = + 0.77\;{\text{V}} \) is greater than \( E_{{Cu^{2 + } /Cu^{ + } }}^{0} = + 0.16\;{\text{V}}, \) so the ferric ion is a stronger oxidant with respect to the cupric one. Anyway, to well understand the chemical processes that take place during the etching, the influence of chloride anion must be considered. Cu+ ion forms relative strong complexes with chloride, and the dominating forms of copper(I) in the studied solutions are probably [CuCl2]− (formation constant K = 6.9 × 105 at 25°C) and [CuCl3]2− (formation constant K = 9.1 × 105 at 25°C) (Senanayake 2007), while copper(II) forms relatively weak complexes with chloride (for example [CuCl]+, K = 4.0 at 25°C). The different stability of cuprous and cupric complexes promote the electrochemical reduction of copper(II), raising the standard reduction potential of the system, as shown in Eqs. 1a, 1b, 1c, and 1d (Lundström et al. 2008; Liu and McPhail 2005):
Values calculated using the relation \( E^{o} = - \frac{{\Updelta G^{o} }}{nF} \) (Welham et al. 2000) and thermodynamical data from (Liu and McPhail 2005).
In the same way the standard reduction potential for the iron(III)/iron(II) redox couple is less than 0.77 V due to stronger complex formation with chloride of iron(III) than iron(II); considering [FeCl2]+ as the predominant form of ferric ion (Welham et al. 2000), the reduction reaction becomes:
In that case the standard potential is only slightly lower than that in the absence of chloride ions, but the potential has a dependence upon both the chloride and iron concentration with chloride concentrations greater than 1 M increasing the oxidising power: E = 0.769 + 0.118 log[Cl−] + 0.059 log[Fe2+] − 0.059log[FeCl2 +] (Welham et al. 2000).
Summarizing, the reduction potentials of the two systems (Fe3+/Fe2+ and Cu2+/Cu+) in presence of chloride ions are closer, and this justify the comparable etching rates obtained, but an increase of the concentration of chloride ions will raise the redox potential of the iron system, and this justifies the results obtained using concentrated solutions (iron based oxidation process up to three times faster).
Testing the two etching solutions on real samples (electronic components), we observe that even at the highest concentrations gold was not oxidized; silver, instead, is oxidized slowly.
Figure 3a, b show the result of this chemical etching on CPU connection pins: the internal steel support is completely dissolved, leaving the external gold coating undamaged. These micro-tubes are extremely fragile, being only few microns thick, anyway as showed in Fig. 3b there is no evidence of corrosion on the gold surface. Surprisingly the etching is effective even if the oxidable metal is not directly exposed to the etching solution. Plausibly the wear of the external coating or little scratches are enough for the reaction to proceed to the inside.

a, b SEM micrographs of connection pins of a CPU after the etching process. SE detector, different magnifications
Recovery
As the etching reaction proceeds the concentrations of Cu2+ or Fe3+ decrease, forming the corresponding reduced form, Cu+ or Fe2+, and the etching power of the solution fades.
In order to be used for further etching processes, the spent solution must be returned to its initial “etching power”. This should be accomplished using a cheap and readily available oxidizing agent and avoiding the consumption of fresh strong oxidizers (Cl2, H2O2) and the production of pollutant waste. The most opportune oxidizer would be atmospheric oxygen.
Figure 4 compares the recovery of a copper-based and an iron-based spent etching solutions exposed to atmospheric oxygen; the starting concentration of the reduced specie (Cu+ and Fe2+, respectively) is the same, 0.4 M, in both the solutions. Bubbling and stirring are avoided in order to maintain the same conditions over a long period of time. The cuprous concentration decrease quickly, and all the Cu+ ions are completely converted to cupric form after 48 h of treatment, while the ferrous ion content reduces slowly and even after 30 days (data not showed in the graph) its concentration was still higher than 0.3 M.

Recovery of CuCl2 and FeCl3 spent solutions in test tubes at room temperature; test performed monitoring the concentration of reduced form: Cu+ (filled circle) and Fe2+ (triangle)
Those experimental results are well explained considering the oxidations reactions from the thermodynamic and kinetic point of view. The standard potentials (vs. NHE) for the three reduction reaction involved are (taking into account the presence of chloride ions, see Eqs. 1b, 1c and 2): \( E_{{Fe^{3 + } /Fe^{2 + } }}^{0} = + 0.769\;{\text{V}} \), \( E_{{Cu^{2 + } /Cu^{ + } }}^{0} \) ranging from +0.471 to +0.499 V, and \( E_{{O_{2} /H_{2} O}}^{0} = + 1.23\;{\text{V}} \); thus both Fe2+ and Cu+ oxidation reactions with oxygen are thermodynamically spontaneous. Anyway the oxidations of Fe2+ to Fe3+ does not take place at such low pH even by bubbling of pure oxygen, being kinetically inhibit (Rao et al. 1995; España et al. 2007). According to Stumm, the reaction \( \left( {{\text{Fe}}^{ 2+ }_{{({\text{aq}})}} + 1/ 4 {\text{O}}_{{ 2({\text{g}})}} + 2 {\text{OH}}^{ - }_{{({\text{aq}})}} + 1/ 2 {\text{H}}_{ 2} {\text{O}}_{{({\text{l}})}} \to {\text{Fe}}\left( {\text{OH}} \right)_{{ 3({\text{s}})}} } \right) \) follows a second order kinetic with respect to [OH−] (see Eq. 3), which even at pH = 1, represents a 10−26 factor in the kinetic equation (Stumm and Lee 1961):
where [Fe2+] and [OH−] are the concentration expressed as mol/L of Fe2+ and OH− ions respectively, k is the kinetic constant and \( P_{{{\text{O}}_{2}}} \) is the partial pressure of oxygen. So, in the case of iron, regeneration is effective only using strong oxidizing agents, such as elemental chlorine, but this would make the process neither environmentally friendly nor cheap.
On the contrary, cuprous ions are easily and completely oxidized to cupric state by atmospheric oxygen, in fact the reactions is favored thermodynamically (\( E_{{Cu^{2 + } /Cu^{ + } }}^{0} \) is less positive respect to \( E_{{Fe^{3 + } /Fe^{2 + } }}^{0} \)) and kinetically.
The cupric recovery process was also tested in more drastic conditions, with forced air bubbling and stirring. Fig. 5 shows the recovery of Cu+ at two different temperatures: 20 and 50°C (for those tests the starting concentration of cuprous ions are 0.55 M). Theoretically the temperature plays different roles in the process: at high temperatures the solubility of oxygen in water is highly reduced, but on the other hand the kinetic of the reaction should be improved.

Recovery of CuCl2 spent solutions, bubbling air, at different temperatures: 20°C (filled circle) and 50°C (triangle)
The comparison of Fig. 4 with Fig. 5 shows that stirring and bubbling increase the performance of about twenty times (at the same temperature, 20°C) as these factors improve the availability of oxygen. Apparently the temperature plays a minor role, probably because of its dual and opposite contributions to the overall process. Anyway the recovery is faster at higher temperature, especially at the beginning. The time requested to halve the content of Cu+ is 100 min at 50°C, versus 150 min at 20°C.
Moreover, during the etching process of real electronic components with cupric based solution, the copper contained in the substrate is oxidized to Cu+ form, so the spent solutions contain a large amount of copper in its (I) oxidation state (it comes both from reduction of the oxidant that from oxidation of the substrate). In that case it is possible to recover elemental copper conveniently by electrolysis before the restoring step. To evaluate the feasibility of this process, copper was deposited over a copper electrode from a simulated spent solution (0.75 M Cu2+, 0.3 M Cu+, close to the saturation point of CuCl at room temperature). The deposition is effective at low overpotential: 20 mV of cathodic polarization with respect to the open circuit potential. At more negative potentials (cathodic polarization of 50 mV) the deposition is much faster and dendrits are formed at the working electrode. Several intermediate overpotentials were applied, evaluating the quality of the copper deposited and the efficiency of the process. Even if at all the tested overpotentials the faradic yield is slightly higher than 50%, the deposit with the best properties (absence of dendrits and good adhesion to the substrate) was obtained working with 30 mV; the i versus t curve acquired during the electrodeposition in such conditions (overpotential 30 mV) is showed in Fig. 6.

Electrodeposition of Cu from a spent CuCl2 etching solution; applied overpotential: 30 mV (cathodic polarization)
The absence of gas bubbles both at the cathode and the anode during all experiments shows that the formation of elemental hydrogen and chlorine is negligible in these conditions, thus the energy consumption is minimized.
This recovery step is also promising as many of the metals which may have been solubilized in the etching process of real electronic waste (as iron, tin, lead, aluminium, zinc, etc.) are stable in solution at this potential and only the recovery of the etched copper takes place.
Conclusion
Etching was successful with both copper chloride and ferric chloride, yields to a solid particulate which is composed of detached gold particles, ceramic and plastic supports. These materials can be separated by means of physical methods given their different electrical and magnetic properties; for instance wet Eddy current separation seems a suitable technique, being able to separate also very small metallic particles from non-metallic ones (Rem et al. 2000).
The optimum working concentration may be set to 1.5 M oxidizer and 1.5 M hydrochloric acid (because at higher concentration of oxidizer and acid the benefits in term of decrease of etching time is very low). Comparing the two tested oxidizer regarding etching time, ferric chloride is superior to cupric chloride, being up to three times faster; this is explainable considering the different standard reduction potential of the two systems also in presence of chloride ions.
While being a milder etching agent, the copper chloride based solution has two main advantages:
-
1.
the amount of copper dissolved during the etching process can be easily recovered from the spent solution by electrolysis, as the excess copper is present as Cu+ and only one electron per ion is needed for the deposition of Cu°
-
2.
the remaining solution can be completely restored to the initial concentration by simple air oxidation.
The copper chloride based process results in a virtually “close process” which uses only clean reagents (electrical energy and air) and leads to the effective separation of precious metals from other metals and support materials as plastic and ceramic. This is an important alternative to the ‘traditional’ way for the recovery of gold from electronic wastes (oxidative thermal treatment and cyanide chemical etching), because this method is pollutant-free, is performed at room temperature and uses chemical solutions that should be eventually restored and recycled in the process.
References
Bischoff A (2004) The use of precious metals in the electronics industry. In: Proceedings of the LBMA precious metals conference, Shanghai
Cakir O (2006) Copper etching with cupric chloride and regeneration of waste etchant. J Mater Process Technol 175:63–68. doi:10.1016/j.jmatprotec.2005.04.024
Cui J, Forssberg E (2003) Mechanical recycling of waste electric and electronic equipment: a review. J Hazard Mater 99:243–263. doi:10.1016/S0304-3894(03)00061-X
España JS, Pamo EL, Pastor ES (2007) The oxidation of ferrous iron in acidic mine effluents from the Iberian Pyrite Belt (Odiel Basin, Huelva, Spain): field and laboratory rates. J Geochem Explor 92:120–132. doi:10.1016/j.gexplo.2006.08.010
Korte F, Spiteller M, Coulston F (2000) The cyanide leaching gold recovery process is a nonsustainable technology with unacceptable impacts on ecosystems and humans: the disaster in Romania. Ecotoxicol Environ Saf 46:241–245. doi:10.1006/eesa.2000.1938
Liu W, McPhail DC (2005) Thermodynamic properties of copper chloride complexes and copper transport in magmatic-hydrothermal solutions. Chem Geol 221:21–39. doi:10.1016/j.chemgeo.2005.04.009
Lundström M, Aromaa J, Forsén O (2008) Redox potential characteristics of cupric chloride solutions. Hydrometallurgy (in press)
Rao SR, Finch JA, Kuyucak N (1995) Ferrous-ferric oxidation in acidic mineral process effluents: comparison of methods. Miner Eng 8:905–911. doi:10.1016/0892-6875(95)00052-R
Rem PC, Zhang S, Forssberg E, De Jong TPR (2000) Investigation of separability of particles smaller than 5 mm by Eddy-current separation technology—part II: novel design concepts. Magn Electr Sep 10:85–105
Scharnhorst W, Ludwig C, Wochele J, Jolliet O (2007) Heavy metal partitioning from electronic scrap during thermal end-of-Life treatment. Sci Total Environ 373:576–584. doi:10.1016/j.scitotenv.2006.11.023
Senanayake G (2007) Chloride assisted leaching of chalcocite by oxygenated sulphuric acid via Cu(II)–OH–Cl. Miner Eng 20:1075–1088. doi:10.1016/j.mineng.2007.04.002
Stumm W, Lee GF (1961) Oxygenation of ferrous iron. Ind Eng Chem 53:143–146. doi:10.1021/ie50614a030
Veit HM, Diehl TR, Salami AP, Rodrigues JS, Bernardes AM, Tenorio JAS (2005) Utilization of magnetic and electrostatic separation in the recycling of printed circuit boards scrap. Waste Manag 25:67–74. doi:10.1016/j.wasman.2004.09.009
Welham NJ, Malatt KA, Vukcevic S (2000) The effect of solution speciation on iron–sulphur–arsenic–chloride systems at 298 K. Hydrometallurgy 57:209–223. doi:10.1016/S0304-386X(00)00121-3
Xiang D, Mou P, Wang J, Duan G, Zhang HC (2007) Printed circuit board recycling process and its environmental impact assessment. Int J Adv Manuf Technol 34:1030–1036. doi:10.1007/s00170-006-0656-6
Acknowledgments
Authors would like to thank MIUR of Italy (Project PRIN 2005 “Models, Tools and Solutions for the WEEE Industry”, unit project “WEEE: an integrated approach of recovery technologies with Life-Cycle Product re-design”) for the financial support.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article
Cite this article
Barbieri, L., Giovanardi, R., Lancellotti, I. et al. A new environmentally friendly process for the recovery of gold from electronic waste. Environ Chem Lett 8, 171–178 (2010). https://doi.org/10.1007/s10311-009-0205-2
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10311-009-0205-2