
Abstract
The sugar industry needs to find efficient methods in clarifying the raw sugarcane juice in order to improve the quality of the clarified juice and to reduce or eliminate the usage of chemicals (lime). Conventional clarifiers use heavy equipment which lead to high operating costs and associated environmental problems. In sugar mills, ensuring the production of juice of consistently high clarity and low colour through the clarification process is a challenging task. The variations in the incoming juice characteristics due to differences in cane variety, soil and growing conditions, weather patterns and season make this task even more challenging. Membrane filtration promises superior quality juice with better clarity, much lower viscosity and noticeable colour removal. Ultrafiltration of clarified sugarcane juice can be done through spiral wound or flat sheet filtration systems using polymeric membranes or tubular filtration systems using ceramic membranes. This review evaluates the applications of membrane technology in sugar industry all over the world and the need for it in the Australian sugar industry. This is an important first step to identify the appropriate types and applications of membranes.
Similar content being viewed by others


Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
1 Introduction
Raw sugar produced from sugarcane is Australia’s second largest export crop, with export sales estimated to be approximately $1.2 billion per year. The production of sugar generally consists of five stages: crushing of the cane to produce raw juice; addition of lime to the raw juice; clarification; concentration; and crystallisation (Bhattacharya et al. 2001). One potential area for improvement of the sugar production process is the clarification stage: conventional clarifiers are heavy pieces of equipment, leading to high operating costs and associated environmental problems. The use of membrane filtration as an alternative method of clarification can potentially ameliorate these issues, as well as reduce or eliminate the usage of chemicals, particularly lime; and produce superior quality clarified juice.
In sugar mills, ensuring the production of juice of consistently high clarity and low colour through the clarification process is a challenging task, complicated by variations in the incoming juice characteristics due to differences in cane variety, soil and growing conditions, weather patterns and season. Membrane filtration technologies promise superior quality juice with better clarity, much lower viscosity and noticeable colour removal. As well, the process also reduces the inorganic content of the filtrate. The typical application for filtration of sugarcane juice is ultrafiltration, either using polymeric membranes in spiral wound or flat sheet configurations, or using ceramic membranes in tubular filtration systems.
However, the use of membranes for this application is uncommon in Australian sugar mills, and, indeed, the world. Steindl and Rackemann (2010) report only two known industrial installations of membrane technology for clarification of sugarcane juice: one in Hawaii, and the other, South Africa. This paper presents a review of the cane sugar production process, and evaluates the applications of membrane technology within this process.
2 The sugar production process
The first step of the sugar production process is crushing, where the raw sugarcane is washed, shredded and crushed. The collected raw juices, which generally contain about 10–15% sucrose, are then limed in order to precipitate out impurities and prevent the sucrose fraction being converted to other sugars. This juice is then usually passed through a conventional clarifier to allow settling out of suspended solids and lime, then concentrated under vacuum, and finally crystallised by seeding with crystalline sugar. A flow diagram illustrating the typical sugar production process is shown in Fig. 1.

Flow diagram of typical sugar production process
The clarification stage of the process represents an area where improvements may be possible by use of membrane separation technologies. In particular, conventional clarifiers are large pieces of equipment, which require a substantial footprint, and can incur high operating and maintenance costs. As well, substantial use of lime is required to encourage flocculation, which can have environmental impacts. The use of membrane filters, which require a much smaller plant footprint than conventional clarifiers and require substantially less use of chemicals, is an area of significant potential for the sugar refining industry. Membrane filtration also has the potential to produce a higher quality juice, by removal of macromolecules such as proteins and starches, and hence increase production capacity by allowing better performance in the subsequent crystallisation process.
2.1 Sugar juice composition
The addition of lime and the use of conventional clarification can alter the composition of sugarcane juice significantly. A typical assay of the contents of both raw and clarified sugarcane juice was given by Chung (2000), and is reproduced in Table 1. The reduction in some constituents such as protein, total nitrogen, phosphorus, iron, and lipids is due to the flocculation caused by lime addition, and the subsequent settling in the clarifiers. However, there are several aspects that should be considered for improvement, most notably reduction in polysaccharide levels, which would yield benefits in the subsequent crystallisation process. The use of membrane technologies provides a potential method for reducing the amounts of these particular constituents.
2.2 Variation in sugar juice quality
After the crushing stage, the raw sugar juice can vary significantly in quality before the liming and clarification stages. Some of the sources of this variation are discussed in the following sections, though the wide variability in juice quality makes establishing typical ranges for individual parameters a difficult exercise. For this reason, only general trends are discussed in this section.
It is necessary to first define a few terms used to represent sugar juice quality. The sucrose content in sugar juice is commonly represented by the Pol, which is a measurement of the total polarised substances in the juice, taken with a polarimeter. The Pol percent juice can be determined by the following equations:
Another commonly used measure is Brix, which is a measure of refractometric dry substance (RDS), typically measured by a digital refractometer. This can be used in conjunction with the Pol to determine the juice purity and purity rise:
The colour of sugar juice is typically measured according to the GS 1-7 method (ICUMSA 1994), where the sample is adjusted to pH 7 by 0.1 N HCl and 0.1 N NaOH and filtered through a 0.45 μm filter in order to measure absorbance at 420 nm using a spectrophotometer.
where A s is the absorbance at 420 nm, b is the cell length (cm), RDS is the refractometric dry substances (°Brix) and ρ is the density of the solution (kg m−3).
The turbidity of the juice can also be measured according to the GS 7-21 method (ICUMSA 1994), using a spectrophotometer at a wavelength of 900 nm, and is given by:
2.2.1 Pre-harvest variation
One of the primary sources of juice quality variability during the cultivation stage is soil salinity: it has been established that increasing soil salinities are associated with reduced sugarcane juice quality (Lingle et al. 2000; Lingle and Wiegand 1997; Wiedenfeld 2008). In particular, increased salinity appears to reduce Pol, purity, and the amount of total soluble solids in sugarcane juice, and also increases electrical conductivity.
Another soil parameter that may significantly affect juice quality is sulphur: sugarcane deprived of iron may develop iron chlorosis, in which production of chlorophyll by photosynthesis is hindered. The addition of sulphates has been reported to increase sugarcane juice quality by ameliorating chlorotic effects: Saroha and Singh (1979) demonstrated that field application of elemental sulphur significantly increased sugar recovery, sugar content, and purity, while application of ferrous sulphate was less effective, and application of gypsum or standard iron chelate (Fe-EDDHA) had little effect on the quality of sugarcane juice. As well, the application of sulphur reduces iron content within the sugarcane leaves, which is desirable: it is reported by Saroha and Singh (1979) that excess accumulation of iron within cane tissues can cause difficulties in the purification of sugarcane juice. Yadav and Singh (1988) also reported significant sucrose content, purity, and recovery from sugarcane juice when crops were treated with ferrous sulphate, with less improvement noted from manganese sulphate and urea addition.
Other factors known to influence sugar juice quality include soil pH (Saroha and Singh 1979), as well as microbiological factors. Carrizo de Bellone and Bellone (2006) examined sugarcane juice from several different varieties to reveal the presence of several diazotrophs. These microorganisms were found to use organic acids and free glucose found in the sugarcane juice as an energy source. As well, the relative abundance of the different microorganisms was found to vary depending on the growth stage of the sugarcane, and hence the juice quality as well.
2.2.2 Post-harvest variation
The treatment of the sugarcane after harvesting or crushing can also affect juice quality. A study by Mao et al. (2007) found that both blanching of cane stems before crushing and addition of ascorbic acid after crushing arrested the decline in quality of sugarcane juice in storage. In particular, addition of ascorbic acid was found to be the most effective method in delaying production of reducing sugars, browning of the juice, and increases in viscosity and microbial content. This method was able to maintain the quality of fresh sugarcane juice for up to 5 days at 10°C.
3 Application of membranes in sugarcane juice clarification
3.1 Background
Membranes are semi-permeable materials made of organic polymers or inorganic compounds, which allow certain constituents to pass through when a pressure is applied from the feed side. Depending on the pore size, membranes are classified as microfiltration (MF), ultrafiltration (UF), nano filtration (NF) and reverse osmosis (RO) membrane. While MF membranes are classified by the absolute size of particles (in μm) they reject, UF, NF and RO are classified by molecular weight cut-off (MWCO) which is the molecular weight of molecules or particles rejected by the membrane with 90% or higher efficiencies. The characteristics of these membranes are given in Table 2.
Typically MF membranes, as well as UF membranes with large MWCO, could be used to clarify sugarcane juice, with the primary purpose of clarification or turbidity removal. However, UF with small MWCO and NF could be used to decolourise as well, with a measurable purity increase expected from these filtrations. The use of NF membranes would also enable separation of salts from sugar. RO membranes could also be used for further concentration, which may enable reductions in energy consumption during the crystallisation process.
Due to the high temperatures of sugarcane juice feed, temperature tolerant membranes are ideal for this application. Materials such as polysulfone (PS), polyethersulfone (PES), polyvinylidene fluoride (PVDF) and polytetrafluoroethylene (PTFE) are all suitable for filtration of sugar juice. Inorganic membranes are also suitable candidates for sugar juice clarification as they are very resistant to chemical attack and mechanical wear. However, they must be handled carefully due to their brittleness.
Spiral wound modules as well as tubular modules are both suitable for such a clarification application. However, spiral wound membranes can foul easily and may require pre-treatment in the form of bag filters or self-cleaning filters. Tubular modules with an appropriately selected cross-flow should reduce the rate of fouling. However, cleaning would be required periodically with chemicals such as sodium hydroxide and sodium hypochlorite, with additional occasional acid cleaning using hydrochloric acid, nitric acid, citric acid or oxalic acid. It has been found that 75% of total capital cost would be due to membrane modules (Chung 2000)—a cost comparison between polymeric and ceramic membranes is given in Table 3.
For application in the sugar industry, so called ‘feed and bleed’ systems of MF and UF may be an appropriate solution. These types of systems use a series of stages (probably three to five in practice) where the concentrate of one stage becomes the feed to the next stage. A typical configuration would be with each stage having two modules in series, each about a metre long with ceramic membranes typically with 2–4 mm diameter channels. Figure 2 shows such a membrane filtration configuration.

Membrane filtration configuration for feed and bleed system (Chung 2000; Reprinted with permission of John Wiley & Sons, Inc.)
3.2 Previous studies
The literature reveals that a considerable number of studies have been undertaken to investigate the application of membrane technology to sugarcane juice filtration. These studies are reviewed and discussed in the following.
3.2.1 Membrane flux and fouling considerations
As with other membrane processes, permeate flux and membrane fouling are of significant interest in the clarification of sugarcane juice. Many experiments have been carried out to examine these effects, primarily at the laboratory scale. A comprehensive review of early flux data on sugarcane juice clarification using UF membranes was conducted by Balakrishnan et al. (2001), the results of which are summarised in Table 4.
Other more recent studies of the clarification of sugarcane juice using UF and MF membranes include that carried out by Jacob and Jaffrin (2000). Details of the membranes and experimental conditions are shown in Table 5; the experimental setup is shown in Fig. 3. Brown sugar was dissolved in water at 60°C to the desired concentration and pre-filtered with a 0.1 mm mesh screen before placing in a 40 L reservoir. Solids in the solution were analysed using a refractometer (ATAGO, N type), turbidity was measured by a HACH RATIO turbidimeter, and the coloration was measured by the absorption at a wavelength of 420 nm using a Shimadzu UV-160 spectrophotometer. The membrane module was 856 mm long with 19 channels each with an internal diameter of 2.5 mm. A piston-in-cylinder had been added to the system as shown in Fig. 3 to reduce membrane fouling. This was operated pneumatically with adjustable stroke and frequency. Retrofiltration during backward stroke of the piston was made possible by closing the valve V5. Membrane cleaning was carried out by filtering hot water at 85°C with 1% NaOH for 2 h.

Experimental setup used by Jacob and Jaffrin (2000; Reprinted with permission of Taylor & Francis Group) with pulsatile generator
The study found that UF produced lower fluxes than MF, as expected. Examination of the effect of pulsatile flow and retrofiltration also led the authors to conclude that fouling in UF of sugarcane juice is largely superficial, which was supported by the fouling models used.
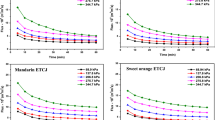
A further study of UF flux behaviour was conducted by Hamachi et al. (2003). In this study, mineral membranes with three different pore sizes (20 nm, 5 kDa and 1 kDa MWCO) were used to treat sugar solutions with 28 and 46°Brix. The membrane module consisted of 19 circular channels each with 4 mm internal diameter and a total surface area of 0.243 m2. The permeate flux at different cross-flow velocities as well as transmembrane pressures are shown in Fig. 4. The flux decline due to membrane fouling can be clearly seen in these graphs, and is more pronounced for membranes with smaller pore sizes.

Temporal variation of flux for membranes with three different pore sizes at different cross-flow velocities and trans-membrane pressures for a 28°Brix, b 46°Brix (Hamachi et al. 2003; Reprinted with permission of Elsevier)
Ghosh et al. (2000) evaluated the fouling of membranes when treating raw sugar juice in terms of pure water permeability (PWP). Polymeric spiral wound UF membranes of identical MWCO but varying spacer configurations were used to treat both raw and clarified sugarcane juice in on-site pilot plants. The feed was pre-treated appropriately and filtered through a combination of stainless steel screens (60 and 120 mesh) in order to remove suspended particles before being filtered through a single spiral element. The details of the membranes used are given in Table 6. The PES membranes were pre-treated with 0.1% polyvinyl alcohol (PVA) in order to improve the hydrophilic properties of the membrane.
The measured PWP of the membranes is shown in Table 7. The PVA adsorbed Permionics 40 mil membrane showed the least fouling while the Cellpore membrane showed the highest fouling. A combination of 0.5% HCl wash followed by 0.1% NaOH wash at 50°C provided 60–80% recovery of the clean membrane PWP.
A further study into fouling of polymeric UF membranes in a pilot plant was carried out by Ghosh and Balakrishnan (2003). Clarified sugarcane juice at 91–97°C was treated using a PES spiral wound membrane with a MWCO of 20 kDa. The membrane module was 8 in. diameter and 40 in. long providing an area of 20.23 m2. The membrane system consisted of ten fibre reinforced plastic pressure vessels in parallel, each consisting of four membrane modules in series, providing a total surface area of 809 m2. Thus, the system was capable of treating 10 m3 h−1 of sugarcane juice. The clarified juice was then passed through 100, 50 and 10 μm stainless steel mesh before being passed through a 1 μm cartridge, as shown in Fig. 5. The membrane modules were tolerant to elevated temperatures and produced an average flux of 7 LMH.

Schematic of the pilot-scale setup used by Ghosh and Balakrishnan (2003; Reprinted with permission of Elsevier)
The performance of the membrane system over a long period of time in terms of flux and pressure is shown in Fig. 6. The filtration cycle varied between 8 and 14 h depending on the incoming juice quality. Fouling occurred due to non-sugar impurities such as proteins, polysaccharides, waxes and gums present in the juice as well as components such as bactericide (added in the milling station to prevent bacterial growth), cationic polyelectrolyte flocculent (added in the clarifier for settling), iron from the material used (cast iron) for piping and other components and grease and lubricants entering through pumps, piping seals, joints and other fittings.

Performance of pilot scale ultra-filtration membrane system with 10 m3 h−1 of sugarcane juice feed (Ghosh and Balakrishnan 2003; Reprinted with permission of Elsevier)
Saha et al. (2006) examined the effect of fouling due to polysaccharide content during ultrafiltration of sugarcane juice. Five membranes made of PS and PES materials were used to filter a solution containing the polysaccharide fraction from both raw and clarified sugarcane juice, which was isolated by ethanol precipitation. Tests were conducted under static conditions (adsorption) and dynamic conditions (ultrafiltration). It was found that fouling due to the polysaccharide fraction resulted in a reduction in the apparent MWCO of the membranes, as shown in Table 8. Most of the polysaccharide fraction was retained by the membranes in dynamic operation, though some adsorption under static conditions was also observed.
3.2.2 Permeate quality considerations
The larger permeate fluxes afforded by MF as opposed to UF are beneficial in some cases; however, generally there is a trade-off between the high fluxes achievable with larger pore sizes or MWCOs, and the higher permeate quality achievable with smaller pore sizes or MWCOs. Superior permeate quality, particularly in terms of lower colour, lower viscosity, and higher clarity, has been observed for ‘tighter’ membranes (e.g. Hamachi et al. 2003; Jacob and Jaffrin 2000; Saha et al. 2006). We begin with some general discussion on permeate quality achievable by membrane processes.
Typical values of permeate quality improvement due to membrane clarification were given by Steindl (2001), and are reproduced here in Table 9. One of the benefits of membrane clarification is that productivity in the pan stage of processing can be improved by the reduction in viscosity and polysaccharides.
More specific studies into permeate juice quality conducted at laboratory and pilot plant scales have generally yielded more promising results. Colour and clarity of the juice were measured at 580 nm using a spectrophotometer (Systronics, India), brix was measured using standardized brix spindle (Reige, Germany) and pol was measured by polarimeter (Schmitz and Heinsch, Germany).
The results, summarised in Table 10, were generally positive, though sugar rejection was high which is not desirable.
One example of the application of tighter membranes is that of Gyura et al. (2002), who conducted a laboratory scale investigation into permeate quality of sugar beet juice treated with UF and NF membrane. Polymeric membranes with MWCO of 0.5, 6–8 and 15–20 kDa were used to remove non-sucrose compounds from the juice; details of the membranes used are given in Table 11. The study found that the lowest MWCO membrane (0.5 kDa) was most effective in removing non-sucrose compounds, using a TMP of 30 bar with a flow rate of 300–400 L h−1. Under these conditions, percentage reductions in turbidity and colour of the juice of 80 and 76%, respectively, could be achieved.
Ghosh and Balakrishnan (2003) also investigated changes in juice quality due to ultrafiltration treatment. The properties of juice in feed, permeate and retentate are shown in Table 12 and it can be seen that 0.9 purity rise, 31% lower turbidity and 47% lower color could be obtained in permeate compared to that of feed. Color and turbidity were measured at 560 and 900 nm, respectively using a spectrophotometer (ICUMSA 1994).
3.2.3 Process considerations
The limited adoption of membrane clarification technology in sugarcane processing is due in large part to uncertainties in the process viability of membranes in this application. An excellent general overview of the factors to be considered in the use of membranes for this application was given by Clarke (2003), and is summarised in Table 13.
The present authors have also investigated some process considerations as part of a study conducted for the Sugar Research and Development Corporation. In this study, several different operating scenarios were investigated, all using MF separation, but with additional varying treatment options, including liming, coagulation and sedimentation, as well as subsequent concentration by RO membranes. Here we present some of the most relevant process considerations derived from this study in Table 14.
3.2.4 Economic analyses
There appear to be few studies of the economic considerations of membrane processing of sugarcane juice. The economics of the first industrial sugarcane juice clarification by membrane (Puunene Mill, Maui, Hawaii) were considered by Steindl (2001). In this mill, ultrafiltration and softening of clarified juice was carried out with the following specifications: 0.02 μm membrane pores; 19 channels per each Kerasep ceramic membranes at 2.5 mm diameter coated with zirconium oxide; 99 membranes per module; 10 modules per skid; 3 skids in series per line, providing a total filtration area of 940 m2. The softening columns with cationic resins were 60 m3 each (45 m3 of resin and 15 m3 of inert material). The system was operated for 4 years from 1994 to 1998.
The following scenario was proposed: if a factory processes 500 TCPH, about 525 m3 h−1 of clarified juice would be produced. If a membrane processes this juice with a volumetric concentration factor (VCF) of 10×, then 52.5 m3 h−1 of retentate containing about 8.8 t h−1 of sucrose would be produced, as shown in Fig. 7. If the membrane could process with a VCF of 100×, then the concentrate would be reduced to 5.25 m3 h−1 and the sucrose loss would be 0.88 t h−1. This was still considered a significant loss: in order to recover further sugar, Steindl proposed the following options: (1) dilute the retentate stream with water and filtration of the diluted stream, as shown in Fig. 8; or (2) clarification of the retentate stream using a flotation clarifier, as shown in Fig. 9. Another option presented was to use the retentate as a feedstock for the production of value added products as shown in Table 15.

Schematic of a two-stage membrane filtration system showing the flows at each stage (Steindl 2001; Reprinted with permission of the author)

Flows through a two-stage membrane filtration process with diafiltration of retentate (Steindl 2001; Reprinted with permission of the author)

Flows through a two-stage membrane filtration process with flotation clarification of the final retentate (Steindl 2001; Reprinted with permission of the author)
In addition, the present authors have conducted some cost-benefit analyses in conjunction with the study discussed in Sect. 3.2.3. Assuming a mill processing 500 TCPH with an interest rate of 5%, the analysis indicated that use of membrane separation can significantly reduce operating costs. This is particularly so when liming and coagulation are used in conjunction with the membrane filtration process. A brief summary of the cost-benefit analysis is shown in Table 16.
4 Conclusions
Our review has indicated that the application of membranes in clarifying raw sugarcane juice is beneficial in terms of providing high quality treated juice, increasing productivity and lowering costs. The literature also shows that there are numerous lab-scale studies of membrane applications using polymeric membranes, and a few pilot-scale and industrial studies as well. However, use of ceramic membranes at the pilot or industrial scale for a longer period of time has not been reported. However, the better performance of ceramic membranes over polymeric membranes has been established, and this may represent a future direction for the application of membranes in this industry.
References
Balakrishnan M, Dua M, Bhagat JJ (2000) Evaluation of ultrafiltration for juice purification in plantation white sugar manufacture. Int Sugar J 1213:21–24
Balakrishnan M, Dua M, Khairnar PN (2001) Significance of membrane type and feed stream in the ultrafiltration of sugarcane juice. Sep Sci Technol 36(4):619–637
Bhattacharya PK, Agarwal S, De S, Rama Gopal UVS (2001) Ultrafiltration of sugar cane juice for recovery of sugar: analysis of flux and retention. Sep Purif Technol 21(3):247–259
Carrizo de Bellone S, Bellone C (2006) Presence of endophytic diazotrophs in sugarcane juice. World J Microbiol Biotechnol 22(10):1065–1068
Cartier S, Theoleyre M, Lancrenon X, Decloux M (1996) Membrane technology in the sugar industry. In: Proceedings of SPRI workshop on separation processes in the sugar industry, New Orleans, Louisiana, USA, October 1996, pp 55–68
Chung CC (2000) Handbook of sugar refining: a manual for the design and operation of sugar refining facilities. John Wiley & Sons, Inc., New York, p 768
Clarke SJ (2003) Some hard lessons with membrane filtration. In: Proceedings of the sugar industry technologist symposium, Australia
Ghosh AM, Balakrishnan M (2003) Pilot demonstration of sugarcane juice ultrafiltration in an Indian sugar factory. J Food Eng 58(2):143–150
Ghosh AM, Balakrishnan M, Dua M, Bhagat JJ (2000) Ultrafiltration of sugarcane juice with spiral wound modules: on-site pilot trials. J Membr Sci 174(2):205–216
Gyura J, Seres Z, Vatai G, Molnár EB (2002) Separation of non-sucrose compounds from the syrup of sugar-beet processing by ultra- and nanofiltration using polymer membranes. Desalination 148(1–3):49–56
Hamachi M, Gupta BB, Ben Aim R (2003) Ultrafiltration: a means for decolorization of cane sugar solution. Sep Purif Technol 30(3):229–239
ICUMSA (1994) ICUMSA (International Commission for Uniform Methods of Sugar Analysis) methods book. ICUMSA Publications, British Sugar Centre, Colney
Jacob S, Jaffrin MY (2000) Purification of brown cane sugar solutions by ultrafiltration with ceramic membranes: investigation of membrane fouling. Sep Sci Technol 35(7):989–1010
Kishihara S, Fujii S, Komoto M (1981) Ultrafiltration of cane juice; influence of flux and quality of permeate. Int Sugar J 83(986):35–39
Kishihara S, Tamaki H, Fujii S, Komoto M (1989) Clarification of technical sugar solutions through a dynamic membrane formed on a porous ceramic tube. J Membr Sci 41:103–114
Kwok RJ (1996) Production of super VLC raw sugar in Hawaii. Experience with the new NAP ultrafiltration/softening process. Int Sugar J 98(1173): 490–492 (494, 496)
Lingle SE, Wiegand CL (1997) Soil salinity and sugarcane juice quality. Field Crops Res 54(2–3):259–268
Lingle SE, Wiedenfeld RP, Irvine JE (2000) Sugarcane response to saline irrigation water. J Plant Nutr 23(4):469–486
Mao LC, Xu YQ, Que F (2007) Maintaining the quality of sugarcane juice with blanching and ascorbic acid. Food Chem 104(2):740–745
Nene SN, Karode SK, Courtois T, Mietton-Peuchot M, Gupta BB, Ben-Aim R (2000) Filtration of raw cane sugar solutions with ceramic membranes. In: The 8th world filtration conference 3–7 April 2000, Brighton, UK
Nielsen WK, Kristensen S, Madsen RF (1982) Prospects and possibilities in application of membrane filtration systems within the beet and cane sugar industry. Sugar Technol Rev 9:59
Saha NK, Balakrishnan M, Ulbricht M (2006) Polymeric membrane fouling in sugarcane juice ultrafiltration: role of juice polysaccharides. Desalination 189(1–3):59–70
Saroha M, Singh H (1979) Effect of prevention of iron chlorosis on the quality of sugarcane grown on vertisols. Plant Soil 52(4):467–473
Saska M, McArdle J, Eringis A (1999) Filtration of clarified cane juice using spiral polymeric membrane configuration. Proc Int Soc Sugarcane Technol 23:17–23
Steindl RJ (2001) Membrane filtration technology in the cane sugar industry. Proc Int Soc Sugar Cane Technol, 3–10
Steindl RJ, Rackemann DW (2010) Membrane filtration of clarified juice. In: Proceedings of the 27th international society of sugar cane technologists congress, 7–11 March 2010, Veracruz, Mexico
Verma SK, Srikanth R, Das SK, Venkidachalam G (1996) An efficient and novel approach for clarification of sugarcane juice by micro-and ultrafiltration methods. Indian J Chem Technol 3(3):136–139
Wiedenfeld B (2008) Effects of irrigation water salinity and electrostatic water treatment for sugarcane production. Agric Water Manag 95(1):85–88
Willet CC (1997) The A.B.C. process. Direct production of refined quality sugar from cane mixed juice. Int Sugar J 99(1177E):7
Yadav DV, Singh K (1988) Lime-induced iron chlorosis in sugarcane. Nutr Cycl Agroecosyst 16(2):119–136
Acknowledgments
Sugar Research and Development Corporation funded a project entitled “JCU029: evaluation of membrane technology for clarification of sugarcane juice (2007–2009)” to carry out this work. The authors would also like to acknowledge Professor Rod Steindl for his kind permission to reuse tables and figures from his paper.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article
Cite this article
Jegatheesan, V., Shu, L., Keir, G. et al. Evaluating membrane technology for clarification of sugarcane juice. Rev Environ Sci Biotechnol 11, 109–124 (2012). https://doi.org/10.1007/s11157-012-9271-1
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11157-012-9271-1