
Methods of making modular-pouring electric furnaces that are used to fire vermiculite more energy-efficient and reliable are analyzed. Limits on improving these furnaces and the reasons for those limits are identified, and the main principles behind the concept of a new generation of furnaces—electric furnaces with a vibrating hearth platform— are elaborated.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
Foamed vermiculite is a raw material that is much in demand for making refractories, materials resistant to fire and heat, and thermal insulation [1,2,3]. However, producing foamed vermiculite is an energy-intensive process. Nonetheless, the amount of energy consumed in this endeavor has been reduced significantly with the advent of modular-pouring electric furnaces [4,5,6].
The objectives of the project whose main aspects are the subject of this article were to analyze ways of improving the energy efficiency of these furnaces, determine the limits for improving them, and formulate the main criteria for a new energy-engineering approach to their design that will be free of the aforementioned deficiencies and constraints.
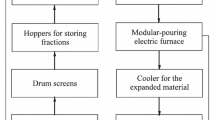
The first modular-pouring electric furnaces for firing vermiculite were built during the period 2003 – 2008 in Irkutsk at the company “Kvalitet.” These furnaces were quite large, as were the working refractories used for the surface of the firing modules (with a length of 0.91 – 0.92 m and a width of 0.92 – 0.126 m). As a result, accelerated movement of the expanding vermiculite granules in the lower parts of the modules sharply reduced the granules’ concentration. This caused less of the heat from the surfaces of the electric heaters to reach the granules and more of it to be dissipated in the planar open firing space. The unit energy content of the firing process in the second experimental furnace that was used (shown in Fig. 1) averaged 250.1 mJ/m3 for different fractions of vermiculite concentrate [4, 5].

Diagram of a three-module furnace (a) and a second prototype furnace (b) developed by the OOO “Kvalitet” (Irkutsk, 2005).
The low energy efficiency of the furnaces necessitated structural-design changes: a six-module furnace with short modules having a length of 0.297 m was developed. This furnace somewhat increased the concentration of the material and lowered the average unit energy content of the firing operation to 235.4 mJ/m3 [6] — a reduction of only 6.2%. There was another more important development, however. The original three-module furnace, operating with an average firing time t = 2.84 sec and productivity P V = 1.75 m3/h, had modules with the following dimensions in plan: width B = 0.96 m; working-section length 0.89 m. When calculations are performed for the foamed material, this information shows that all of the granules located simultaneously in the furnace’s three modules occupy the below volume:
where 0.365 is the porosity coefficient of the mass of foamed vermiculite [4].
The value of V Σ is 876600 × 10–9 m3. However, the foamed granules obtained from concentrate KVK-4 of the Kovdor deposit that has an average nominal diameter of 4 mm have a volume of 33.5 × 10–9 m3. Then we can find the number of granules m that are in the furnace at the same time: m = 876600/33.5 = 26167 granules. One module may contain 8722 granules with the average spacing δ = 0.0107 m. In this case, the granules are separated from one another by a distance of 0.0067 m. The average vermiculite concentration in one module of the three-module furnace c3m = 8722/(0.96 × 0.89) = 10208 granules/m2.
The six-module furnace, with the parameters t = 2.74 sec and P V = 1.28 m3/h, had modules with the dimensions of 0.92 × 0.297 m. The volume of foamed material here is 618600 × 10–9 m3, the number of granules in the furnace at the same time m = 618600/33.5 = 18465, and the number of granules in one module is 3077.
The average vermiculite concentration in one module of the six-module furnace c6m = 3077/(0.92 × 0.297) = 11261 granules/m2.
Let us take the ratio of the vermiculite concentrations in the modules of the six-module and three-module furnaces:
There is a 10.3% increase in concentration, which corresponds to a 6.2% decrease in the average unit energy content of the firing operation. However, the modular design cannot be used to further increase concentration because the modules are 0.25 m shorter and cannot be built to such specifications.
Therein lies the most serious drawback intrinsic to modular-pouring (cascading-charge) electric furnaces and is attributable to their principle of operation: the vermiculite’s movement is due to gravity and cannot be controlled, which makes it impossible to control the most important parameter—the concentration of the material cm on the surface of a module.
However, the effort to improve these furnaces continued by another method. Analysis of the three-module furnace showed [4, 6] that supplying 1 kW of power to the upper module reduces apparent density by 10.27 kg/m3 while supplying the same amount of power to the second and third modules only reduces apparent density by 0.79 and 0.198 kg/m3, respectively. It is obvious that the assimilation of heat by the vermiculite and the formation of its structure take place most rapidly during the initial stage of the firing operation and that only the upper module is energy-efficient. The efficiency of the modules decreases from the upper module to the lower module. For example, efficiency is distributed as follows for a six-module furnace [4]:
A second structural transformation of the equipment — a change in the sequencing of the modules — produced a more significant result [7, 8]. Moving the lower module from its original position in the chain so that it is connected in parallel to the first (upper) module [4, 7] significantly altered the energy-efficiency indices. The furnace with series-parallel-connected modules, depicted in Fig. 2 (the SPC furnace), experienced a substantial reduction in the unit energy content of the firing operation to 196.8 mJ/m3. Energy content here was 21.3% lower than for the second experimental furnace [4].

Diagram of a six-module furnace with series-parallel-connected modules (a) and a prototype SPC furnace (b) developed by the OOO “Kvalitet” (Irkutsk, 2009).
Shown below is the average unit energy content, mJ/m3, of the firing operation in furnaces of different designs:
Three-module furnace. . . . . . . . . . . . . . . . . . . . . . . 250.1 |
Six-module furnace . . . . . . . . . . . . . . . . . . . . . . . . 235.4 |
SPC six-module furnace. . . . . . . . . . . . . . . . . . . . . . 196.8 |
Three-module furnace with a “base” module. . . . . . . . . 173–175 |
Despite the progress that was made, it proved impossible to further increase the energy efficiency of the modular-pouring electric furnaces due to their modular design. This second intrinsic shortcoming also has no remedy.
The studies [4] showed that even an SPC furnace operates at an efficiency of just 0.43. This means that 57% of the heat energy given off by the electric heaters is irretrievably lost to the environment despite the efficient thermal insulation of the modules.
The above-described situation led to a new technical solution [9] — an energy-saving furnace designed with an additional non-electric “base” module (Fig. 3) that employs the “latent” exergy of the vermiculite granules and reduces the amount of electrical energy consumed by the main modules.

Diagram of an energy-saving modular-pouring electric furnace with a Γ-shaped “base” module.
Exergy is qualitative energy that is capable of being transformed without significant losses — especially into mechanical work [10]. In our case, the heat energy stored in vermiculite due to convective heat transfer over the lamellar surfaces of granules is transported to the interior and in the process results in dehydration and performs mechanical work — formation of the structure of the deeper-lying layers of vermiculite. This takes place because roughly 45% of the thermal energy accumulated by vermiculite during its assimilation of heat remains in the expanded material, which is heated to 730 – 750°C. Without the “base” module, all of that energy will be dissipated in the environment after the foamed material is discharged from the furnace. If dehydration is allowed to only partially take place and is concluded in the base module, electric power is saved by making it possible to adjust the furnace for operation at a lower temperature.
Such a furnace is shown in Fig. 3. The furnace includes a batcher 1 with a chute 2. The furnace shell 3 houses electrified modules 4 with energy recuperators 5, which are connected through branch pipes 8 to the base module by means of tubes 6. Pipes 9 remove hot air from the heating chambers of the base module. Modules 4 are installed on frames 10 enclosed by covers 11, with the electric heaters being located under the covers and secured to special heads 12. The perforations in suction device 13 help extract hot air from the ends of the modules 4. Cavities filled with thermal insulation are located between the top and bottom heating chambers of the base module and the firing space is located between the cavities. The chambers do not perform a pre-drying function and only minimize heat losses from the firing space.
Vermiculite concentrate spilling out of modules 4 begins to undergo dehydration under the influence of radiant energy. Flows of radiant energy, reaching the bulk material from the surfaces of the heaters and reflected from the foundations and covers, are assimilated by the vermiculite grains in their firing space. However, due to the use of a reduced-temperature regime, there is not enough time for heat assimilation and the accompanying processes to be completed before the vermiculite is discharged from bottom module 4. Vermiculite thus enters the planar firing space of the base module in the partially expanded state, and its assimilation of heat is finally completed in this module.
Additional thermal insulation is located on the exterior of the base module and nearly completely eliminates heat exchange between the vermiculite granules in the firing space of the base module and the surrounding medium.
A preliminary analysis which was made in [11, 12] of the vermiculite heat assimilation model that accounts for “latent” exergy showed that the use of base modules can increase the efficiency of modular-pouring electric furnaces by 12% with a corresponding reduction in the unit energy content of the firing operation.
SPC furnaces with additional non-electric modules can be made with different configurations, one of which is shown in Fig. 4. The most efficient modules in such furnaces are the top modules (η1 = 0.25; η2 = 0.052). Thus, the two electric modules are connected to the Γ-shaped base module in a single block and are parallel-connected to one another. After the electric modules, two parallel flows of expanding vermiculite meet in the additive non-electric module. Inside the latter, the material’s concentration is doubled, the exchange of thermal exergy between the granules is intensified, and the vermiculite is finally completely dehydrated and fully expanded.

SPC furnace with “base” modules: 1 ) batcher; 2 ) recuperator; 3 ) electric module; 4 ) base module; 5 ) additive module; a, b, and c) points of connection to the exhaust fan.
Other, more complicated combinations of electric and base modules are possible and all of these technical solutions can increase efficiency by another 5 – 8%, but they also complicate the design of the equipment. Thus, the approach based on using the “latent” exergy in additional modules with a decrease in energy usage is effective but limited: the unit energy content of the firing operation can be reduced to 173 – 175 mJ/m3 or less.
There are several other factors that can be regarded as drawbacks intrinsic to the relatively new concept of modular-pouring electric furnaces.
Being a mechanical system, a modular-pouring furnace is a gravity-driven unit for the downward transport of bulk materials [13]. One feature of such systems is the impossibility of controlling the downward velocity of the material, which is determined by gravity and the friction of the particles. For the furnace, this means that it is also impossible to control the speed of the vermiculite flow and, thus, the length of time that heat exchange takes place. The temperature-time regime can be optimized only by setting the temperatures of the electric modules’ heating elements. This factor imposes serious limitations on control of the firing of different fractions and types of vermiculite concentrates.
The firing surface of the electric modules is divided by longitudinal working chambers formed by electric heaters in the form of nichrome strips. The vermiculite moves inside the chambers. The heaters are positioned on edge but still take up a certain amount of surface area. For example, for a module with the width B = 0.96 m and a working section of the length l = 0.89 m, the surface area is 0.8544 m2. With allowance for the fact that the heaters have two strips, the total surface area occupied by heating elements (10 elements) having the thickness t = 0.002 m is equal to:
which is 0.42%. This leads to some decrease in productivity, although the decrease is small.
The presence of heaters on the surface of the modules creates yet another operational problem. Most of the vermiculite granules come into contact with the electric heaters from time to time during their movement. Tiny particles of different low-melting minerals present in small amounts in natural vermiculite and the finely dispersed sludge that always accompanies vermiculite concentrates invariably stick to the heaters. A deposit gradually builds up on the heaters’ surface, particularly at temperatures in the range of 740 – 760°C or above; the presence of the deposit leads to local overheating in the furnace, overheating of the furnace in general, and its consequent malfunction and mandatory repair.
Figure 5 shows fragments of the surface of one electric module. “Vermiculite plugs” were formed due to the adhesion first of sludge particles and then of partially expanded vermiculite granules (Fig. 5 a) as a result of uncontrolled heating of the nichrome strips over a period of several seconds. The formation of these obstructions led to the local thermal insulation of the heaters, their rapid heating to the melting point of nichrome (~1460°C), and malfunction of the furnace unit.

Adhesion of vermiculite particles to the electric heaters (a) and consequences of the formation of a “vermiculite plug” (b) with the overheating of nichrome (T ~ 880°C).
Moreover, the last factor mentioned leads to another problem — a nonuniform temperature distribution over the width of the electric modules. An experimental study [4] of the surface temperatures of the heaters and the refractory surface inside the longitudinal chambers formed by the heaters showed that the zones near the walls of a firing module are significantly “colder” than at the center. Thus, the vermiculite that leaves the furnace near its edges is somewhat under-expanded, and the difference in the bulk density of this vermiculite and the vermiculite located at the center of the bottom module of the furnace reaches 3 – 5%. To eliminate this discrepancy, it was necessary to make the lengthwise chambers narrower in the wall regions then in the middle zone, i.e. the heaters were positioned with a variable spacing r over the surface of a module. Thus, it was necessary for the narrowest chambers to satisfy the condition:
where D is the average nominal diameter of the particles that comprise the initial vermiculite concentrate and determine its size classification [4] (the value of this parameter is lower for coarse fractions and higher for fine fractions). The quantity on the left in the above expression is the spacing which when used will prevent the formation of vermiculite plugs.
Thus, the possibilities for further evolution of the concept of modular-pouring electric furnaces have been exhausted. However, the principle of localizing the temperature field within a limited slit-shaped firing space has been shown to have its advantages [4]. Whereas the temperature drop in the working space of a reverberatory furnace is ~1200°C at its inlet and ~500°C at its outlet, the temperature distribution along the working chambers in modular-pouring electric furnaces is nearly uniform. The temperature field in reverberatory furnaces is created not inside the charge but within the large space that contains the charge. In an electric furnace, a localized temperature field is formed directly inside the vermiculite flow.
A new design of electric furnace with a mobile hearth platform has been developed on the basis of the localization principle. This design eliminates the problems associated with modular-pouring furnaces and ensures the following:
-
elimination of the modularity factor which restricts energy efficiency;
-
the formation of a high uniform concentration of expanded vermiculite on the surface of the hearth platform;
-
constancy of the speed at which the vermiculite travels in the temperature field and the possibility of adjusting the furnace for firing time;
-
the possibility of regulating vermiculite speed;
-
elimination of contact between vermiculite and the electric heaters;
-
a uniform temperature distribution over the width of the furnace platform;
-
simplicity of design.
Figure 6 presents a diagram that explains the operation of the new electric furnace. The hearth platform is a mobile base for placement of the vermiculite. An adjustable vibrational mechanism (not shown in Fig. 6) is used to induce asymmetric unidirectional vibrations of the platform in order to move the vermiculite in one direction without backward motions. Forward movement of the material may be aided by a slight inclination of the platform in the direction of movement of the vermiculite. The concentrate is fed by a drum batcher in such a way that the intervals between granules is close to zero and the concentration of granules is maximal.

Principle of operation of the furnace: 1 ) inside surface of the cover; 2 ) electric heaters; 3 ) base of the mobile hearth; 4 ) foamed vermiculite.
The material moves underneath tensioned wire-type electric heaters having the diameter d. The heaters are positioned the minimal distance a above the vermiculite and there is the gap b between the vermiculite and the heat cover. Just as the parameters a and b, the overall size of the slit-shaped firing space h can be adjusted when a changeover is being made from one type and size of charge material to another
The vermiculite grains form a continuous coating on the base when they are located on the platform with the average spacing δ = D and a zero gap, i.e. when they are nominally expanded. The intergranular cavities remain uncovered and occupy 25 – 40% of the total area, with the exact percentage depending on the granulometric composition of the vermiculite and the structure of the granules’ positioning relative to one another: a staggered structure or an ordered regular structure. Thus, up to 60% of the energy of the effective flows (including the reflected flows) of thermal radiation are absorbed by the vermiculite (see Fig. 6). Although the radiant energy flows that are reflected from the base of the platform are less powerful, they emanate from a surface that is closer to the vermiculite and are also absorbed by the granules. This is one more advantage of the firing space in the new design of furnace, since the face of the platform and the inside surface of the heat cover—both of which are made of polished heat-resistant steel — have a high reflectivity. Neither refractory brick nor mullite-silica felt are used in the furnaces.
Thus, an analysis of the shortcomings of modular-pouring electric furnaces and a determination of the limits of their improvement have made it possible to develop an alternative approach to the design of units for firing vermiculite—electric furnaces with a mobile hearth platform and a controlled temperature-time regime for baking vermiculite concentrates.
References
R. Ya. Akhtyamov, “Vermiculite — a raw material for making heat-insulating refractories,” Ogneupory Tekh. Keram., No. 1/2, 59 – 64 (2009).
V. V. Arutyunov and B. M. Chaikov, The Raw-Materials Market. Vermiculite. VIEMS, Moscow (1992).
NPP “Ukrvermilulit” [electronic resource]. Web address: http://www.vermiculite.co.ua (31.10.2013).
A. I. Nizhegorodov and A. V. Zvezdin, Power-Driven Units for Processing Vermiculite Concentrates [in Russian], Izv-vo IRNITU, Irkutsk (2015).
A. I. Nizhegorodov, “Alternative concept of power-driven units for processing vermiculite based on modular-pouring electric furnaces,” Ogneupory Tekh. Keram., No. 1/2, 36 – 44 (2014).
A. I. Nizhegorodov, “Theory and practical use of modular-pouring electric furnaces for firing vermiculite,” Refractories and Industrial Ceramics, 56(4), 361 – 365 (2015).
RF Pat. No. 85993, MPK F 27 B 15/00. Furnace for firing vermiculite (variants), No. 2009114125; Sub. 14.04.09; Publ. 20.08.2009. Byul. No. 23.
A. I. Nizhegorodov, “Development of the concept of modular-pouring electric furnaces for firing vermiculite concentrates,” Stroit. Dorozh. Mashiny, No. 10, 24 – 27 (2009).
RF Pat. No. 154263, MPK F 27 B 9/06. Electric furnace for firing vermiculite concentrates. A. I. Nizhegorodov and A. I. Zvezdin. Patent applicant and patent holder FGBOU VO IRNITU, Irkutsk. No. 2015112982/02; Sub. 08.04.2015; Publ. 20.08.2015, Byul. No. 23.
V. A. Etkin. Exergy and Anergy [electronic resource]. Web address: http://www.ntpo.com/physics/studies/25/3.shtml.
A. I. Nizhegorodov, “Analysis of the potential for improving the efficiency of energy-saving furnaces for firing vermiculite concentrates with use of the “latent” exergy of the concentrate,” Ogneupory Tekh. Keram., No. 9, 45 – 50 (2015).
A. I. Nizhegorodov, “Using and assessing energy efficiency of electrical ovens with unit-type releasing intended for thermal energization of sungulite-vermiculite conglomerates,” A. I. Nizhegorodov. IOP Conf. Series: Materials Science and Engineering (2016), Vol. 110, Article No. 012014. DOI 10.1088/1757899X/110/1/012014
A. A. Vainson. Hoisting-Transport Machines [in Russian], Mashinostroenie, Moscow (1974).
This research was supported by an FGBU grant from the “Fund for Promoting the Growth of Small Enterprises in the Scientific-Technical Sphere (application number C1-11374, order number 22-39 from 04.03.2016).
Author information
Authors and Affiliations
Corresponding author
Additional information
Translated from Novye Ogneupory, No. 12, pp. 13 – 18, December, 2016.
Rights and permissions
About this article

Cite this article
Nizhegorodov, A.I. Methods and Limits for Improving the Energy Efficiency of Modular-Pouring Electric Furnaces for Firing Vermiculite. Transitioning to a New Concept. Refract Ind Ceram 57, 585–590 (2017). https://doi.org/10.1007/s11148-017-0027-x
Received:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11148-017-0027-x