
Results are presented from theoretical and experimental studies of modular-pouring electric furnaces. The process of the absorption of heat energy by vermiculite was examined and the optical-geometric parameters of the firing modules were determined. Efficient values were found for the temperature and duration of the firing of vermiculite concentrates. It is shown that the existing modular-pouring electric furnaces can be improved and new, energy-saving furnaces of this type can be developed.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
Products based on expanded vermiculite occupy an important place among the wide range of refractory materials that are made. They have good heat-insulating properties thanks to their porous layered structure, which allows them to be used to line different types of high-temperature equipment. Vermiculite is also an effective heat-insulating material and serves as a porous filler for lightweight concretes. It can be used to prepare dry mixes, including mixes with fire-protection properties. Vermiculite is employed in the acoustic insulation of buildings, the casting of steel, and other applications [1, 2].
The idea of creating a modular-pouring electric furnace for firing vermiculite was conceived in 2003 [2–4], and refinements were made to the original concept during the ensuing decade of practical use of such furnaces. Improvements were made to the furnaces on the basis of results obtained not only from their operation but also studies of analytical models of their working processes.
The goals of the studies were to analyze the process by which heat energy is absorbed by vermiculite, determine the optical-geometric parameters of the firing modules, find efficient temperature-time regimes for the firing operation, and determine the efficiency and unit energy content of the firing process.
Modular-pouring electric furnaces can be used as a basis for the construction of small production units designed to obtain different fractions of high-quality expanded products from vermiculite concentrates (including concentrates that have already undergone preliminary beneficiation) and conglomerates with a high content of inert material [2].
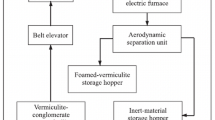
Figure 1 shows a block diagram of the process of obtaining an expanded product from high-purity concentrates with a vermiculite content of 94 – 96%. Charging the raw material into the furnace in different fractions makes it possible to obtain vermiculite of any desired granulometric composition. If that is not necessary, then the raw material is delivered to the furnace by elevator for immediate batch charging. Rapid cooling of expanded vermiculite increases the strength of its granules to some extent [5], although this operation can be by-passed and the vermiculite can be sent directly to the storage hopper after firing.

Block diagram of the process of obtaining expanded vermiculite.
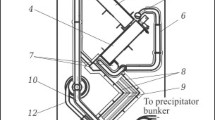
Figure 2 presents a diagram of a three-module furnace. The furnace includes a drum-type charge-material batcher 1 provided with a small hopper 2, fluted drum 3, and discharge chute 4. The charge material is heated to an initial temperature of 95 – 100°C before it is dropped into the furnace. This maximizes the rate of heating of the granules inside the furnace and ensures that the furnace operates in the thermal-shock regime (at least 200°C/sec [5]). Frames 5 located inside the furnace housing support electric firing modules 6 with heat-retaining covers 7. Electric heaters attached to current leads 8 are positioned in a row which extends in the longitudinal direction underneath the covers. All of the furnace elements are secured to framework 9, which is composed of two thermally insulated steel walls and doors (not shown in the figure).

Modular electric furnace.
When the vermiculite concentrates are fired the expanded material enters storage hopper 10, which extends below bottom firing module 6. If concentrate in another size group is being fired in the furnace, the optical-geometric parameters of the modules’ working chambers are changed by replacing the removable blocks of heating elements [6]. As the vermiculite travels through the firing modules it absorbs heat energy and is mechanically transformed and expands as a result of the expansion of superheated steam and adsorbed gases [2]; a new material with an exfoliated structure is formed in the process.
The unit amount of assimilated (absorbed) heat θΣ, J/kg, is expended on dehydration and the release of chemically bound water θc, heating of the dry part of the mineral θd, phase transformation of the physical (interlaminar) and hydrate water θw, and superheating of the water vapor θv and adsorbed gases θa.g.
The thermal-energy balance is determined by the sum
The heat θd does not take part in the mechanical transformation of the material and accumulates in the expanded granules, gradually being dissipated into the surrounding medium.
The energy of mechanical transformation E m.t is equal to the sum:
and its ratio to the absorbed energy determines the efficiency coefficient (EFC) of the expansion process:
The EFC in the structural transformation of Kovdor vermiculite is approximately 0.544, while the corresponding quantity for vermiculite from the Tatar deposit is 0.577 [2].
The temperature-time relation that characterizes the regime state of the three-module furnace has the form:
where T h is the temperature of the surface of the heaters, K; D is the size group of the initial concentrate, m; B is the width of the module, m; n m is the number of modules in the furnace; l w is the working length of the modules, m; l 0 is the length of the cantilevered sections of the heaters, m; l is the total length of the modules, m; λ is the size of the pour zone, m; κe is the expansion ratio, m3/kg’ κp is the porosity coefficient of the expanded vermiculite in the mix; t fr is the sec; φin is the angle of incidenceduration of the firing operation, of the radiation reaching the vermiculite from the surface of the heater; φhs and φba are the angles of incidence of the effective radiation reaching the vermiculite from the heat-retaining cover and the base of the module; ρf is the reflectivity of the surface of fireclay brick; α y34 is the absorptivity of the vermiculite medium in the direction from the base of the module to the cover; k o and k k are coefficients accounting for the optical-geometric parameters of the radiating, absorbing, and reflecting surfaces of the modules’ working chambers and the bulk medium [7, 8]; εn is the emissivity of nichrome; σ is the Stefan – Boltzmann constant, σ = 5.67 × 10− 8W/(m2 ⋅ K4); 2χ is the perimeter of the heaters’ nichrome bands about their cross section, m; r min is the distance between the heaters, m.
Equation (2) was used to plot a graph of temperature-time relation 1 (Fig. 3) for a three-module furnace in which the firing modules had the following design parameters: B = 0.92m, n m = 3, l w = 0.53m, l 0 = 0.575m, λ = 0.05m.

Graphs of the temperature-time characteristic of a three-module furnace according to an analytical model (1 ) and an empirical model (2 ) (ηf — efficiency coefficient of furnace).
The operating point E of an experimental furnace having modules of the same dimensions as above corresponds to a heater temperature T h = 758°C, a furnace time constant which is equal to the average firing time T fr = 2.72 sec, and a heating rate (T h – 100°C)/T fr = 241.9°C/sec. Point c on curve 1 corresponds to the analytical model of the three-module furnace with a time constant of 2.72 sec, although the heating temperature in the model is significantly higher than it was in the experiment and is equal to 830°C,.
We introduce a correction factor to correct the modules by converting the temperature values to the Kelvin scale:
It follows from Eq. (3) that the difference between the analytical and empirical models is only 6.5%.
We make curve 2 undergo a parallel shift to position 2 so that the ratio of the temperatures at points E and c are equal to the coefficient k T (0.935).
Point B will not lie on curve 2, since the temperature at this point i.e. curve 2 should be rotated clockwise around point E, as indicated in Fig. 3 (curve 3).
Segment BD on curve 3 in Fig. 3 is a nonworking section, since the rate of temperature increase here is below the allowable minimum (200°C/sec). Thus, the process of dehydrating the vermiculite raw material will be incomplete. Line x – x reflects the set of points corresponding to the regime with the lowest allowable rate of increase in temperature. As a result, the hatched region near sections AD and DB′ is the region occupied by the furnace’s operating points based on the empirical model.
Thus, the analytical model of the process is very accurate in relation to the experimental results (6.5%) even though curves 1 and 3 are shifted relative to one another by 72°C. The overall result obtained here can therefore be considered satisfactory.
With allowance for the efficiency of the process of vermiculite’s mechanical transformation ηm, the efficiency of the furnace ηf is calculated from the formula
while unit energy content in the firing operation is determined by the ratio e u, mJ/m3:
where Π G is the mass-based productivity of the furnace, kg/sec; Π V is the volume-based productivity of the furnace,m3/sec; N e is electric-power consumption, W.
We use Eqs. (5) and (6) to find the values of ηf and e u at characteristic points on the temperature dependence (Table 1).
Figures 4 and 5 show relations constructed with the use of the above data. The furnace operating regime at point A is advantageous from an energy standpoint; the extrema of the main indices ηf and e u are reached at this point. The regime at point B′ is best for maximizing productivity, since the time constant T t.c is highest here. However, the unit heat content of the process is 11.6% higher and furnace efficiency is 10% lower than at point A.

Temperature dependence of the unit energy content of the process.

Temperature dependence of the efficiency of the furnace.

Commercial prototype
Regime point D is a compromise variant: here, the decrease in productivity relative to the maximum is about 6%, while efficiency and unit energy content respectively decrease by 2.5 and 1.7% relative to point A.
Thus, The efficient regime values for the temperature and duration of the firing of vermiculite concentrates lie within the hatched region near points B′, D, and A in Fig. 3.
The study results and the knowledge gained over a decade of experience in the use of modular electric furnaces has made it possible to design and build optimum variants of these units — furnaces that have the best possible characteristics. Table 2 shows the most important indices of the five main furnaces (in all, eight furnaces have been built and placed in service).
In addition to these units, two other furnaces have been in use since 2010 in Tashkent (in the Republic of Uzbekistan) to process concentrates prepared from the Karakalpak deposit.
It was shown in [9] that approximately 42 – 46% of the heat energy θd absorbed by the vermiculite remains in the expanded material, which is heated to 730 – 750°C. If the material is produced in the slightly under-expanded state, then part of this “latent” energy can be directed into deeper layers of the vermiculite granules. This can be done simply by lengthening the process to 0.6 – 0.8 sec in order to complete the material’s dehydration. One prerequisite to the success of this approach is that none of the latent energy can be lost to the surrounding medium. An additional non-electric module needs to be built into the furnace to receive the flow of recuperated energy.
Such a structural transformation of the three-module furnace will make it possible to reduce energy consumption and the unit energy content of the firing operation and increase the efficiency ηf of the furnace, bringing it close to the efficiency of the mechanical transformation process ηm. t.
The experience gained in the use of modular furnaces has made it possible to come up with the following practical recommendations:
-
an efficient design for the firing modules includes lengthwise chambers formed by heaters that are positioned on edge and are made of metal with a high electrical resistivity (such as nichrome X20H80);
-
the width of the working chambers should satisfy the condition
where D is the center of the group of nominal diameters of the initial particles of vermiculite concentrate; this parameter determines the size group of the concentrate [2] (the value of D is lower for coarse fractions and higher for fine fractions). Condition (7) prevents the formation of lumps of expanded vermiculite in the working chambers of the modules;
-
to make the temperature field in the firing zones of the modules as uniform as possible, heat-insulating inserts need to be installed along their side walls to reduce heat flow through the walls; it is also necessary to use heating elements spaced different distances apart, with fewer elements being installed near the walls while still meeting condition (7);
-
it is best to use furnaces whose housings have thermally insulated walls and door leaves; in production operations in which hot air needs to be used as a heat carrier, the housing should be designed with hollow walls to allow the air to be pumped into the walls.
References
Vermiculite (Production and Use): Symposium. UralNIIstrom-proekt, Chelyabinsk (1988).
A. I. Nizhegorodov, Technology and Equipment for Processing Vermiculite: Optimum Size Grading, Electric Firing, and Additional Beneficiation, Izd-vo IrGTU, Irkutsk (2011).
Russian Federation Patent No. 47082, MPK7 F 27 B 15/00. Production Complex and Furnace for Firing Vermiculite, A. I. Nizhegorodov and A. I. Zalogov, Patent Applicant and Patent Holder A. I. Nizhegorodov, No. 2005108234, Sub. 23.03.05, Publ. 10.08.05, Byul. No. 22.
Russian Federation Patent No. 85993, MPK F 27 B 15/00, Furnace for Firing Vermiculite, A. I. Nizhegorodov, Patent Applicant and Patent Holder GOU IrGTU, No. 2009114125. Sub. 14.04.09, Publ. 20.08.09, Byul. No. 23.
Production and Use of Vermiculite [in Russian] (Ed.: N. A. Popov). Stroiizdat, Moscow (1964).
Russian Federation Patent No. 108128, MPK F 27 B 15/14, Electric Furnace for Firing Vermiculite, A. I. Nizhegorodov, Patent Applicant and Patent Holder GOU IrGTU, No. 2009114125, Sub. 14.04.09, Publ. 20.08.09, Byul. No. 23.
A. I. Nizhegorodov, “Study of the assimilation of heat by vermiculite and radiative heat transfer in modular electric furnaces used to fire vermiculite concentrates,” Ogneupory i Tekh. Keram., No. 11/12, 40 – 47 (2014).
A. I. Nizhegorodov, “Study of heat transfer in modular electric furnaces used to fire vermiculite with allowance for the properties of the absorbing medium,” Ibid., No. 11/12, 29 – 36 (2014).
A. I. Nizhegorodov, “Alternative concept for high-power industrial units based on modular electric furnaces to fire vermiculite,” Ibid., No. 1/2, 36 – 44 (2014).
Research on the topic discussed in this article will be continued.
Author information
Authors and Affiliations
Corresponding author
Additional information
Translated from Novye Ogneupory, No. 8, pp. 34 – 38, August, 2015.
Rights and permissions
About this article

Cite this article
Nizhegorodov, A.I. Theory and Practical Use of Modular-Pouring Electric Furnaces for Firing Vermiculite. Refract Ind Ceram 56, 361–365 (2015). https://doi.org/10.1007/s11148-015-9848-7
Received:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11148-015-9848-7