
A new modification of electric modular firing furnaces for heat treatment of vermiculite with firing module curved surfaces is considered. The basic designs of such furnaces consist of three or two flat modules installed at an angle to each other for pouring material from one module to another and firing in a thermal field created by electric heaters.With the same length of curved module refractory base the heat treatment time increases by 23%, and the exit velocity of the expanded vermiculite grains decreases to 0, 6 – 0, 65 m/sec, which is enough so that all particles, regardless of size, do not settle at the module outlet and do not form blockages. Increasing firing duration does not reduce furnace productivity, but it reduces the specific energy content of the process. Energy consumption and energy intensity of vermiculite firing are reduced by 13 %, but the module design is not optimal. Optimization of the size and shape of modules to increase furnace unit energy efficiency is a task for subsequent research.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
The construction of modular-trigger furnaces for firing vermiculite in all their modifications [1, 2] is based on three or two firing modules installed at an angle to each other for free transfer of heat treated material from one to another and from a mechanical point of view are gravitational lowering. Modules of these furnaces have a flat surface of some refractory base over which particles of expanded vermiculite move, a heat cover over this surface, and forming a flat firing space within which electric heaters are located.
All possible version of these furnaces have their own features, advantages, but also disadvantages. One of them consists of the fact that movement within the firing space proceeds due to gravitational force of expanded vermiculite grains that move rapidly, and therefore the average interval between them increases within each module: in the first part the average interval almost equals zero, and within the lower part it increases to a maximum.
Grains are densely arranged within the upper fragment of each of these modules, their concentration is at a maximum, and between them there are almost no cavities. All of the current power going into thermal radiation passes into vermiculite.
As there is grain movement the speed increases and due to acceleration the time for passage of subsequent fragments is reduced, the average intervals increase, grain concentration is reduced, within the lower fragment it becomes a minimum, and the average interval between grains becomes a maximum. In the upper fragment of the area, for example 0.2 m2, the ratio of the overall area of grain projections upon the surface of a module to the area of a fragment is about 0.785. The same ratio in the lower fragment is reduced to a value of about 0.046, and grain concentration decreases by more than a factor of 17 [2].
Due to considerable cavity formation only a small part of the radiant energy is absorbed by vermiculite. The main power of heat flow arrives at the surface of the refractory base, is absorbed by it, and then through conduction and convection [3] it is irreversibly lost from the main process.
These apparent thermal energy losses increase considerably the energy content of the firing process and may only be reduced by reducing the average speed and increase in time for the advance of expanded grains through a module.
The aim of the present work is development of an electric furnace with curvilinear surfaces of the firing module, a study of vermiculite particle dynamics during movement over a curvilinear surface, and evaluation of the energy efficiency of a new furnace unit construction.
Electric Furnace Construction for Firing Vermiculite
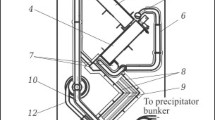
Electric modular-trigger furnaces with flat modules and modules with curvilinear surfaces are shown in Fig. 1.

Layout of electric furnaces with flat modules (a) and modules with a curvilinear surface (b ).
Furnace construction is almost identical and consists of the same assemblies and elements. In each furnace there is a drum dispenser for vermiculite concentrate with a bunker 1, a control electric drive 2, drums 3 and entry chute 4, connected with the upper module 5. Firing modules 5, 6, and 7 are installed within a housing one above the another with the possibility of pouring expanded concentrate under the action particle gravitational force. Flat modules of the prototype furnace (see Fig. 1a ) are installed at an angle of 45° to the horizontal, which is little greater the angle of natural repose for all known forms of vermiculite mica. Modules of the new furnace with firing space curvilinear surfaces 5, 6, and 7 (see Fig. 1b ) have the same slop only within the upper part.
All of the modules are fitted with heat covers 8, 9, and 10 made of ceramic vermiculite plates, densely adjacent to the modules themselves.
In the new furnace refractory surfaces are made curvilinear and consist of three parts: a flat upper part with length l1 (Fig. 2) inclined to the vertical at an angle of 45°, a round central part l2 long, and a flat lower part l3 long arranged horizontally. Their covers correspond precisely with respect to shape of the modules, due to which within the firing space a constant gap z is provided.

Furnace-prototype flat module (a) and module with new furnace with a firing space curvilinear surface (b ).
Beneath covers 8, 9, and 10 (see Fig. 1) on supports 11 electric heaters of nichrome wire 12 are suspended and secured to fastening heads 13.
A flat module of the furnace prototype and a model of the new furnace with a curvilinear firing spaces surface are shown in Fig. 2. Here within the firing space 14 with height z there are bent electrical heaters 12 fastened under heat convers to connectors 11 and fastening heads 13 through the whole heating system of a collection of successively connected heaters is joined with the electric network.
Refractory bases of the module and cover have a metal frame 15 and 16 secured by stiff ribs 17 and 18.
The operating principle of both furnaces is identical. Drive 2 and rotating drum 3 (see Fig. 1) are started up and vermiculite concentrate is fed from a bunker through a chute 4 to the upper tray 5. Concentrate starts to move beneath the module cover into the firing space with height, it is expanded under action of thermal radiation passing from heaters 12, and is poured to the central module 6 and then the lower module 7.
Flat particles of the original concentrate by expanding gradually are transformed into bulk vermiculite grains during which as there is a high-temperature dehydration process occurs they are mechanically transformed increasing to some extent and in this condition are poured into a reception bunker (not shown in Fig. 1).
Calculation of Vermiculite Grain Movement Characteristics Within Modules
We compare movement time tp for a single grain over a flat inclined surface of the furnace prototype module into the firing workspace section a-b (see Fig. 2a ) with movement time tc of a grain on the curvilinear surface of the new furnace module in section a – b – c – d, and the length of these sections equals l = l1 + l2 + l3.
For a flat module the grain movement equation will have the form
where m is grain weight, a is its acceleration along the furnace firing space; g is free fall acceleration; f is derived friction coefficient for rolling-sliding of a grain over the firing space surface, equal approximately to 0.51 [4].
Here for simplification of calculation we ignore the fact that each vermiculite concentrate particle during its transformation into a volumetric grain looses 17 – 20 wt.% of chemically bonded water due to which weight m is a variable value [5].
After reduction by m, separation of variables and double integration we obtain equations
where vb is grain velocity at the outlet from the module at point b; l is flat module working section length a – b (see Fig. 2a ).
Then the average time for movement of an expanding grain (for grains of different sizes it differs a little) will equal
Double integration was performed taking account of zero initial conditions: t0 = 0, v0 = 0, l0 = 0, and therefore integration constants are absent in expressions (2) and (3).
In differential equation (1) air resistance force is omitted, hindering expanded vermiculite grain movement, but in [4] it is demonstrated that the accuracy of calculation taking account of this force is not improved by more than 3 – 4%, and therefore this simplification is invalid.
For a flat module with a workpiece section length l = 0.92 m, as for a test-industrial furnace [4], calculated time tn, determined by Eq. (4), equals 0.74 sec, and velocity vb at the outlet from the flat module, calculated by expression (2) equals 2.51 m/sec.
The calculation scheme shown in Fig. 3 is used in order to calculate vermiculite grain movement properties over a curvilinear surface of the firing space of the new furnace.

Diagram for calculating vermiculite grain movement properties within the firing module space.
For the rectilinear sloping section a – b grain movement is described by the same differential Eq. (1), and therefore equations for calculating time t1 and velocity vb in the first section are the same (4) and (2).
Let the length of the first section l1 be 30% of the overall length of the flat module, i.e., l1 = 0.3l = 0.3·0.92 = 0.276 m, then time t1 will equal 0.403 sec, velocity vb will be 1.36 m/sec.
We consider grain movement in the curvilinear section of the module with a working l2, separated into its two short intervals b – c and c – d (see Fig. 3). Let its overall length be 30% of the overall length of the flat module l, i.e., the same 0.276 m when each part will have length 0.138 m.
During consideration of movement over its sections of the system the coordinate for simplification is moved into the following section.
Considering the insignificant curvature, we calculate the average value of inclination α:
-
in section b – c the average angle α equals (45° + 22.5°)/2 = 33.75°;
-
in section c – d the average angle α equals (22.5° + 0°)/2 = 11.25°.
By using Eq. (4) taking account the non-zero inertial velocity vb we obtain time t2 for movement within section b – c equal to 0.123 sec.
By Eq. (2) taking account of non-zero initial velocity vb we obtain velocity at point c: vc = 1.46 m/sec.
In section c – d taking account of the non-zero velocity vc we determine time t3 for movement of a vermiculite grain equal to 0.148 sec.
By Eq. (2) taking account of the non-zero velocity vd we obtain the speed at point c: vd = 1.23 m/sec.
The last section c – e comprises 40% of the overall length of the flat module l, and therefore l3 = 0.4l = 0.4·0.92 = 0.368 m.
Within this section where angle α equals 0, only the force of gravity operates, and therefore there is a sharp slowdown of a vermiculite grains, and movement time t4 taking account of the initial speed within this section vd will equal 0.231 sec. Speed ve in the outlet at point e equals 0.65 m/sec.
By summing the movement time in sections of the firing module curvilinear space we obtain tc = t1 + t2 + t3 + t4 = 0.905 sec.
A reduction in vermiculite grain velocity in the rounded section of the model length l2 will be more marked due to centrifugal force Φ (see Fig. 3), pressing them towards the refractory surface and therefore also time t1 + t3 may increase somewhat. We provide an evaluation for the possible increase.
Normal acceleration an, acting on a particle b – d is determined by an equation
where vav is the average velocity of vermiculite grains within the section in question; r is refractory surface radius of curvature.
Taking section l2 as one eighth of the circumference we obtain πd = 8l2 = 8·0,276 = 2.2 m. Then then radius of curvature equal to half the diameter may be determined as r = 2,2/2·3.14 = 0.35 m, and normal acceleration as an = (vb + vc + vd)/3r = (1.36 + 1.46 + 1.23)/3·0.35 = 0.47 m/sec2.
The value of g is twenty one times greater than normal acceleration an, and therefore it may possibly be ignored, which contributes inaccuracy to 5%.
Curves are shown in Fig. 4 for the change in movement (firing) time of vermiculite grains in relation to their position with respect to the module length l, equal to 0.92 m, for flat and curvilinear modules. Here as curves show, the change in grain velocity changes in relation to position within flat and curvilinear modules.

Vermiculite movement time within flat module tf and within a curvilinear surface module tc and its corresponding movement rates within modules vf and vc.
Movement and firing time tf in one flat module of the furnace-prototype are described by a quadratic function)4), and therefore its curve is a parabola, and the curve for increase is in accordance with expression (2).
Curves clearly show how due to this in each movement stage firing time increases, and movement rate decreases. It is possible to increase the duration of the vermiculite firing process due to shortening the inclined flat section, and due to an increase in the horizontal flat part of the module, and with this criterion also limiting changes in construction there is a final velocity with which expanded grains emerge from them.
Velocity ve at the outlet from the module in the calculation provided is 0.65 m/sec, although its value of 0.35 – 0.4 m/sec will be entirely adequate in order that all particles, including heavy particles (inert materials, i.e., grit, etc.) do not settle at the outlet and do not form blockages.
Movement time tc, equal to the vermiculite concentrate firing time in one curvilinear module, equals 0.905 sec. Then the constant time for a furnace unit as a whole determining the overall firing cycle, is 2.72 sec. For a furnace with flat firing modules the constant time equals 2.22 sec.
Therefore, firing duration in the new furnace with firing module curvilinear surfaces increases considerably compared with the firing time the furnace protoype. This increase comprises 23%.
Energy Characteritics of a Furnace with Module Curvilinear Surfaces
In [6] the transfer process for heating power Q to vermiculite concentrate and absorption by expanding grains taking account of the degree of blackness εb, equal to 0.768 and the reflecting capacity of this mineral has been studied. The level of thermal power Q, W, is described by an expression
where αv is absorbing capacity of vermiculite or the degree of blackness εb; σ is Stefan – Boltzmann constant, W/(m2·K); T is temperature at the surface of furnace circular heaters; f is the overall surface area of all heaters, m2; εn is degree of nichrome blackness equal approximately to 0.96; ρn is nichrome reflecting capacity (0.04) [7]; φ12 is angular coefficient for radiant flows from one wire of an electric heater to another; φ1v is the angular coefficient of wire heaters from left to right with respect to a vermiculite grain located between them; φ2v is angular coefficient of an electric heater from left to right with respect to another vermiculite grain located in contact with a heater.
Expression (5) reflects the dependence of the minimum power required for heat flow absorbed by expanding vermiculite during its quantitative expansion in a modular furnace for the time of its movement through a firing module and corresponds to an expression obtained by the authors of publication [6].
Absorbed thermal energy, required as a minimum for different intentional swelling of vermiculite concentrate should be identical for the furnace prototype and also for the new furnace Qc:
where Qf is the level of thermal power absorbed by vermiculite within the furnace-prototype; Qc is the level of thermal power absorbed by vermiculite in the new furnace.
Proceeding from expression (6) we obtain a relationship
We substitute in relationship (7) in expression (5). After appropriate reduction we obtain
where tc/tf = 1.22.
By substituting in equality (8) ratio Qf/Qc by 1,22 we obtain
Whence it follows that wire heating surface temperature due to an increase in firing time in the new furnace may be reduced by 23% (in Kelvins) to the level Tc = 0.95Tf, and in degrees Celsius it will equal
If heater temperature is adopted furnace-prototype Tf = 780°C, which is typical for a modular start-up furnace [4], then calculation by Eq. (9) gives for the new furnace Tc = 754°C, which is 9.4% lower.
By using an equation connecting electric and thermal power [4] for the furnace prototype with flat modules
where Nf is furnace electric power, equal to the treble (for a three-phase network) derivative of the existing value of current strength I for the existing value of linear voltage; f is overall surface area of all heating elements of a furnace unit; T is heater surface temperature, K, [8].
The ratio of the power of the new construction furnace Nc to the electric power of the furnace-prototype with flat modules Nf, may be considered as an energy efficiency coefficient ke.
Proceeding from Eq. (10) we determine its value for a furnace with a firing module with the corresponding dimensions l1 = 0.3l = 0.276 m; l2 = 0.3l = 0.276 m; l3 = 0.4l = 0.368m:
The result obtained shows that with an identical supply of raw concentrate by a drum dispenser (see Fig. 1) and identical productivity of a furnace with curvilinear surfaces of the firing module there will be an electrical energy requirement 13% less than for the original furnace adopted as the prototype. It is apparent that this 13% is a reduction in energy content of the firing process.
Another advantage of the new process consists of an increase in endurance and reliability due to the fact that the working process of the furnace unit is accomplished with an electric heater temperature reduced by 9.4%. This slows down oxidation wear and reduces formation of scale at a surface, which during treatment of contaminated concentrate may lead for nichrome melting and furnace breakdown.
Conclusion
Use of modules with a firing space curvilinear surface provides an advantage for the new electric modular-trigger furnace. With the same refractory base length as in the prototype furnace with flat modules this time increases by 23%. In this case the emergent speed of expanded vermiculite grains from each module is reduced to 0.65 m/sec and this is more than adequate in order that all particles, including the heaviest, do not settle at the outlet and blockages do not form.
An increase in firing duration does not affect furnace productivity and therefore simultaneously there is also a reduction in specific energy content of the process.
A reduction in energy requirement and energy content for firing vermiculite by 13%, which is provided by the construction of the module with the parameters indicated above, is not the optimum.
Optimization of the dimensions and form of modules is a task with several changes, and to find this form of curvilinear refractory with which the energy efficiency coefficient k reaches a minimum value is not simple, although it is possible. This is a task for future research.
Another task consists of simplification to a maximum of the module construction, complicated due to the curvilinear space for firing and selection of materials and technology for their creation with minimum difficulty.
Yet another task is determination of the efficiency of the furnace on the whole and its arrangement with respect to furnace modules which for furnaces with flat modules is significantly reduced from the upper to the lower. It is possible that optimum dimensions and shape of modules and their firing space for each furnace module will be different if during optimization attention is drawn to changes in efficiency.
References
A. I. Nizhegorodov, “development of the concept of power-engineering units for firing vermiculite concentrates based upon electric modular-delivery furnaces,” Ogneupory Tekhn. Keram., No. 1/2, 48 – 55 (2014).
A. I. Nizhegorodov, “Technological and energy capabilities of electric two-module pouring furnaces with upper heating system,” Refract. Ind. Ceram., 61(3), 260 – 266 (2020).
S. S. Kutateladze, Heat Transfer and Hydrodynamic Resistance: Reference [in Russian], Énergoatomizdat, Moscow (1990).
A. I. Nizhegorodov, Technology and Equipment for Processing Vermiculite: Optimum Fractionation, Electric Firing, Enrichment [in Russian], Izd. IrGTU, Irkutsk (2011).
R. Ya. Akhtyamov, Vermiculite—raw material for producing refractory heat insulation materials,” Ogneupor. Tekhn. Keram., No. 1/2, 59 – 64 (2009).
A. V. Zvezdin, T. B. Bryanskikh, and A. I. Nizhegorodov, “Analytical model of absorption reflection properties of vermiculite under thermal radiation conditions,” Refract. Ind. Ceram., 58(1), 19 – 24 (2017).
F. Kreit and U. Black, Bases of Heat Transfer [Russian translation] Mir, Moscow (1983).
B. M. Yavorskii and A. A. Detlaf, Physics Handbook for Engineers and High School Students [in Russian], Nauka, Moscow (1968).
Author information
Authors and Affiliations
Corresponding author
Additional information
Translated from Novye Ogneupory, No. 12, pp. 22 – 28, December, 2022
Rights and permissions
Springer Nature or its licensor (e.g. a society or other partner) holds exclusive rights to this article under a publishing agreement with the author(s) or other rightsholder(s); author self-archiving of the accepted manuscript version of this article is solely governed by the terms of such publishing agreement and applicable law.
About this article

Cite this article
Nizhegorodov, A.I., Gavrilin, A.N. & Moizes, B.B. Development of an Electric Furnace for Heat Treatment of Vermiculite with Firing Module Curved Surfaces. Refract Ind Ceram 63, 610–615 (2023). https://doi.org/10.1007/s11148-023-00778-1
Received:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11148-023-00778-1