
Abstract
The sliding wear tests were performed under the atmospheric conditions at 400 °C for H13 steel. The effects of load on the wear mechanisms and delamination patterns were studied. A new delamination pattern was found to appear in the mild-severe transition region of the elevated-temperature wear. The delamination pattern could be proved by the belt-like debris and the corresponding wide ditches on worn surfaces. Under the loads of 50–100 N, mild oxidative wear prevailed with the characteristics of the plate-like oxide debris and low wear loss and its delamination was from inside oxides or the interface between the oxides and bulk metal. The wear rate increased with increasing load; the mild–severe wear transitions occurred under the loads of 100–200 N concomitant with more and more belt-like debris and wide ditches on worn surfaces. In this case, the wear loss would be mainly attributed to a special delamination from inside the bulk metal underneath the tribo-oxides with the formation of belt-like debris containing oxide and bulk metal. The delamination pattern was realized by the way that the ploughed furrows were first formed by the micro-cutting of oxide particles in the delaminated zone, whereby cracks initiate from the furrow wall and propagate parallel to worn surface to cause the delamination.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
The problem associated with the wear of materials has for a long time been of interest to investigators. Recently, increased attention was paid to the research on the wear of various materials [1–5]. Under elevated-temperature atmospheric conditions, oxidative wear is a predominant wear mechanism for most of engineering parts due to inevitable oxidation of materials [6–9]. The oxidation process and its link to the wear of materials were first reported by Fink in 1930. In 1956, Archard and Hirst [10] reported the close relation between oxide layer and wear, whereby the classification of mild wear and severe wear was made. Most of oxidative wear researches originated from the work of Quinn, who proposed the mild oxidative wear model [11, 12]. In the mild oxidative wear, the formation of oxides on the metal surface during wear under atmospheric conditions prevents the metal–metal adhesion, thus reducing the wear. Due to the brittleness and internal stress of oxide, the tribo-oxide layer readily delaminates to result in wear loss [11–13]. As service conditions vary, the mild oxidative wear cannot be sustained. Thus, the oxidative wear is beyond the mild oxidative wear and its wear characteristics would be changed [14]. In general, in this case, the wear mechanism was considered to be a mixed mechanism containing abrasion wear and oxidative wear, for example, the researches reported by Pellizzari et al. [15] and Rai et al. [16]. However, the detailed description about the delamination pattern for the mixed mechanism has not been clarified till now.
The purpose of this study is to clarify the mixed wear mechanism on elevated-temperature wear. H13 steel with various tempered microstructures was used for the elevated-temperature wear tests at 400 °C. The wear characteristics of H13 steel as a function of load in the elevated-temperature wear were studied by investigating the worn surface and wear debris. The wear mechanisms and delamination patterns of the elevated-temperature wear were highlighted.
Experimental details
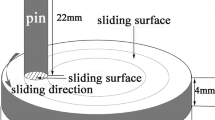
The wear tests were performed on a uni-directional pin-on-disc high-temperature wear tester (MG-200 type). The pin samples were made from commercial H13 steel and machined to the dimensions of 6 mm in diameter and 12 mm in length, which was austenitized at 1040 °C, oil quenched and finally tempered at 200, 440 and 600 °C, respectively. The discs were made from commercial D2 steel (58 HRC) with the dimensions of 70 mm in diameter and 10 mm in thickness.
The same test parameters were used for all the samples: 50, 100, 150, and 200 N for normal load; 1 ms−1 for sliding speed; 1.2 × 103 m for sliding distance. All data on wear were measured from the pin samples. Prior to tests, the pins and discs were polished 600 grit SiC paper (0.30–0.45 μm Ra) and degreased. The pin samples were also cleaned with acetone, dried before and after the tests and then weighed for the wear loss using a balance with an accuracy of 0.01 mg. The wear rate was presented as the volume loss per the product of normal load and sliding distance (mm3/N mm).
The morphology, composition and phase of worn surface as well as wear debris were analysed with an AMRA-1000B type scanning electron microscope (SEM) equipped with energy-dispersive spectrum (EDS) and a D/Max-2500/pc-type X-ray diffractometer (XRD). The hardness was measured with an HR-150A-type Rockwell apparatus.
Results and analysis
The wear rates of the H13 steel as a function of load under the atmospheric conditions at 400 °C are shown in Fig. 1. It is clear that H13 under various tempered states presented the transition of mild wear to severe wear. Thus, the wear characteristics as a function of the load were focused on regardless of the variation of the wear rates resulted from the different tempered microstructures. As loads of 50 N were applied, the wear rate was relatively lower and marginally increased with increasing load to 100 N. As the load was applied from 100 to 200 N, the wear rate was sharply increased. It is clear that the transition of mild wear to severe wear appeared under the loads of 100–200 N.

Wear rate of H13 steel as a function of load under the atmospheric conditions at 400 °C
Figure 2 shows the XRD patterns of the worn surfaces of the H13 steel under various loads. The tribo-oxides contained Fe3O4, Fe2O3 and a bit of FeO. It can be suggested that the wear of H13 steel is the typical oxidative wear under the atmospheric conditions at 400 °C.

XRD patterns of the worn surfaces of H13 steel under the atmospheric conditions at 400 °C and various loads
The morphology of the worn surfaces of the H13 steel under various loads is shown in Fig. 3. We observed that there were two zones on the worn surface: undelaminated zone and delaminated zone. The undelaminated zone was covered with an oxide layer that presented a higher content of oxygen and compact featureless surface (Fig. 3a, c). The delaminated zone was formed by the delamination of the oxide layer, where there were lower content of oxygen and loose oxide particles resided (Fig. 3a, b). More importantly, we also observed that with increasing load, many long ditch-type delaminated zones along the sliding direction appeared on worn surfaces (Fig. 3d). This is a popular morphology of worn surfaces during the wear of steels under an elevated-temperature atmosphere. It must be noted that this ditch-type delaminated zone was not the ploughed furrow of the abrasive wear, due to their different widths.

SEM image and EDS analysis of the worn surfaces of H13 steel: a the morphology under a load of 50 N, b EDS of delaminated zone, c EDS of undelaminated zone, and the morphology under a load of 200 N (d)
Figure 4 shows the morphology and composition of the wear debris under various loads. It must be noted that the EDS results of Fig. 4b, d were taken from the entire area imaged in Fig. 4a, c, respectively. Under a load of 50 N, large flake-like debris with higher oxygen content appeared (Fig. 4a, b). This is the typical oxide fatigue debris that was produced by the brittle delamination of tribo-oxides. When the load was increased to 150 N, the belt-like deformed debris was observed except for the oxide fatigue debris and relatively lower oxygen content presented (Fig. 4c, d). Under a 200-N load, more belt-like deformed debris appeared. It is clear that the oxide fatigue debris possessed higher content of oxygen, whereas the belt-like deformed debris contained relatively lower content of oxygen.

Morphology and composition of the wear debris obtained under a load of 50 N (a, b) and 150 N (c, d)
Interestingly, the belt-like deformed debris just matched the wide ditches on the worn surfaces, due to almost similar width to each other. The plastic deformation of the debris also meant that this debris was mainly composed of bulk metal. It is clear that in addition to the fatigue delamination of tribo-oxides, there would be the other delamination pattern to contribute wear loss. The new delamination pattern may be closely related with the appearances of the belt-like debris and the corresponding wide ditches on worn surfaces.
Discussion
In mild oxidative wear, the flake-like debris is resulted from the oxide fatigue delamination that forms the delaminated zone and the undelaminated zone on the worn surfaces. The large flake-like debris would be broken into small pieces during further sliding, especially under higher loads. Consequently, much small flake-like debris could be produced under the higher loads, as shown in Fig. 4c.
When the load is lower, the bulk metal has slight plastic deformation, thus supporting the oxide layer. The complete oxide layer would consequently form on sliding surfaces to prevent the metal–metal adhesion. The wear loss is mainly caused by the delamination of tribo-oxides from inside oxide layer or the interface between the oxide layer and bulk metal [11–13]. Thus, the delaminated debris has higher oxygen content (Fig. 4b). With increasing load, the bulk metal would present large plastic deformation. In this case, the oxide layer readily delaminates, thus increasing wear rate. As the load further increases, the plastic deformation of bulk metal is so large that delamination would occur inside bulk metal, which was reported in our prior research [17]. Therefore, the oxygen content of the wear debris would be reduced due to the existence of bulk metal. Undoubtedly, the transition of mild wear to severe wear occurs with a rapidly increased wear rate.
Figure 5 shows the typical morphology of tribo-oxide and wear debris under the lower load. Tribo-oxides alternatively form and delaminate on worn surfaces during sliding. The tribo-oxide layer and upcoming delaminated oxides are shown in Fig. 5a. According to the mild oxidative wear theory, as the oxide layer reaches a critical size, tribo-oxide starts to delaminate due to the high internal stress inside the oxide layer [11, 12]. The delaminated tribo-oxide is large plate-like oxide debris, as shown in Fig. 5b. Some large plate-like debris would subsequently be grinded to small pieces. The tribo-oxide delaminates from inside oxide or the interface between the oxide and bulk metal, which agrees with the mild oxidative wear theory [11–13].

Morphology of the worn-surface section (a) and wear debris (b) under a load of 50 N
During wear, the part of delaminated tribo-oxide falls off from worn surfaces to result in wear loss. The residual delaminated tribo-oxide would be grinded into granular oxide particles. It was reported that these particles would be compacted in the delaminated zone to prevent wear to some extent [13]. However, these hard oxide particles would micro-cut worn surfaces in the delaminated zone.
After the delamination of oxide layer, the soft bulk metal would be exposed to be readily micro-cut by the hard oxide particles, thus forming ploughed furrows inside substrate. Subsequently, oxygen would come into the ploughed furrows to oxidize the bulk metal on furrow walls. Particularly, the friction force would cause cracks to initiate on the furrow wall and to propagate in bulk metal perpendicularly to sliding direction. Finally, the belt-like debris and wide ditches on worn surfaces would be formed. Meanwhile, oxygen would enter inside cracks, thus forming oxides. It is clear that the oxidation is helpful to the initiation and propagation of cracks, thus accelerating the delamination.
The above explanation can be verified by Fig. 6 that shows the delamination of tribo-oxide and the formation of wear debris under the higher load. The fragmental wear debris would micro-cut the bulk metal in the delaminated zone without tribo-oxide layer, thus forming the ploughed furrows, as shown in Fig. 6a. It can be deduced that under action of the friction force, cracks would readily initiate on the furrow wall and propagate in the bulk metal parallel to worn surfaces, concomitant with the formation of oxides inside cracks (Fig. 6b). In this case, the long ditches are formed on worn surfaces with the long belt-like debris, as shown in Fig. 6c, d. The points 1 and 2 present high and low oxygen content, respectively, in the belt-like debris (Fig. 6e, f), meaning that the wear debris is composed of oxide and bulk metal. All the above can prove that the delamination is from inside the bulk metal underneath the trio-oxide. It is clear that this delamination pattern would substantially increase the wear rate. It must be noted that the delamination from inside oxide or the interface between oxide and bulk metal would simultaneously exist to contribute wear loss.

Morphology of the worn surface and wear debris under a load of 150 N: a ploughed furrow, b crack propagation parallel to worn surface and formation of oxide inside crack, c wide ditch, d belt-like debris, e EDS of point 1, f EDS of point 2
Conclusions
-
(1)
Under the atmospheric conditions at 400 °C, the wear of H13 steel is typical oxidative wear with the tribo-oxides of Fe3O4, Fe2O3 and a bit of FeO. The mild oxidative wear prevails under the loads of 50–100 N. As the loads of 100–200 N are applied, the transition of mild wear to severe wear occurs.
-
(2)
Under the lower loads, the wear loss is resulted from the delamination of tribo-oxides from inside oxide or the interface between oxide and bulk metal with the formation of the plate-like oxide debris.
-
(3)
When the wear rate increases with increasing load, more and more belt-like debris containing oxide and bulk metal and wide ditches on worn surfaces appear. In this case, the wear loss is attributed to the delamination from the bulk metal underneath the oxide.
-
(4)
The new delamination pattern is realized by the mixed function of abrasion wear and oxidation wear. In the mild–severe transition region of the elevated-temperature wear, the ploughed furrows are formed by the micro-cutting of oxide particles in the delaminated zone, whereby cracks initiate from the furrow wall, and propagate parallel to the worn surface to cause the delamination. The oxidation is helpful to the initiation and propagation of cracks, thus accelerating the delamination.
References
Wittig D, Aneziris CG, Graule T, Kuebler J (2009) J Mater Sci 44:572. doi:https://doi.org/10.1007/s10853-008-3072-5
Song YP, Yu H, He JG, Wang HG (2008) J Mater Sci 43:7115. doi:https://doi.org/10.1007/s10853-008-3027-x
Cheng JB, Liang XB, Xu BS, Wu YX (2009) J Mater Sci 44:3356. doi:https://doi.org/10.1007/s10853-009-3436-5
Balaji S, Upadhyaya A (2009) J Mater Sci 44:2310. doi:https://doi.org/10.1007/s10853-008-3020-4
Lukaszkowicz K, Dobrzanski LA (2008) J Mater Sci 43:3400. doi:https://doi.org/10.1007/s10853-008-2523-3
Barrau O, Boher C, Gras R, Rezai-Aria F (2003) Wear 255:1444
Fontalvo GA, Mitterer C (2005) Wear 258:1491
Luong LHS, Heijkoop T (1981) Wear 71:93
Wang DY, Shu DL, Guo XC (1987) Wear 119:101
Archard JF, Hirst W (1956) Proc R Soc A 236:394
Quinn TFJ, Sullivan JL, Rowson DM (1980) Tribol Int 13:153
Quinn TFJ (1998) Wear 216:262
So H, Yu DS, Chuang CY (2002) Wear 253:1004
Wang SQ, Wei MX, Wang F, Cui XH, Dong C (2008) Tribol Lett 32:67
Pellizzari M, Molinari A, Straffelini G (2005) Wear 259:1281
Rai D, Singh B, Singh J (2007) Wear 263:821
Cui XH, Wang SQ, Wang F, Chen KM (2008) Wear 265:468
Acknowledgement
The authors gratefully acknowledge the financial supports of the advanced talent fund project from Jiangsu University (No. 07JDG062) and the nature science fund from Jiangsu Province (No. SBK2009221).
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article
Cite this article
Zhao, Y.T., Wang, S.Q., Yang, Z.R. et al. A new delamination pattern in elevated-temperature oxidative wear. J Mater Sci 45, 227–232 (2010). https://doi.org/10.1007/s10853-009-3923-8
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10853-009-3923-8