
Abstract
WCP-reinforced ferrous matrix composites were processed by direct addition of WCP (100–150 μm) and the melt of the matrix alloy to a rotating mold at 1000 rpm. Dry sliding wear behaviors of the composites containing about 80 vol.% of WCP and high-speed steel counterpart were investigated at room temperature and 400 °C against a rotating die steel ring. And wear experiments were performed under loads of 50, 100, and 150 N and a fixed sliding velocity of 30 m/s. Results show that at room temperature, both materials exhibited a marked increase in wear rate with load applied. Wear rates of the composites and high-speed steel under loads of 50, 100, and 150 N at room temperature achieved 1.61 × 10−6, 2.14 × 10−6, 3.56 × 10−6, and 3.11 × 10−6, 23.08 × 10−6, 57.39 × 10−6 g/m, respectively. At a testing temperature of 400 °C, the composites exhibited a marked increase in wear rates and high-speed steel exhibited mild wear (characterized by extremely low wear rates) over the range of loads considered in these experiments. Wear rates of both the composites and high-speed steel at 400 °C achieved 2.42 × 10−6, 5.19 × 10−6, 6.64 × 10−6, and 4.1 × 10−6, 8.92 × 10−6, 26.02 × 10−6 g/m, respectively, under different loads. Finally, the wear-mechanism was discussed in this article.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
Particulate-reinforced metal matrix composites (MMCs) were well known for their higher specific modulus and strength as well as for their excellent wear resistance when compared with their monolithic counterparts. Therefore, MMCs were the focus of intense research and development worldwide for aerospace, automotive, and other applications, due to their high specific modulus, strength, thermal stability, and excellent wear resistance [1–3]. The metallic matrices of MMCs generally include Al, Mg, Cu, Ti, and their alloys, dependent upon their practical application needs. Recently, the use of iron-based alloys or steels as the matrix materials for MMCs has attracted considerable attention of researchers, for they were found to be excellent to use as wear and corrosion resistance parts in mechanical, mining, metallurgical, chemical, and process industries [4, 5], or as substitutes for the more expensive WC-Co-cemented carbides [6], and Fe-based alloys are by far the most widely used metallic materials because of their low cost and good mechanical properties. The ceramic particles that can be used to reinforce Fe-based MMCs include carbides and oxides [4, 7]. Tungsten carbide (WC) holds a leading position in industrial applications requiring good wear resistance, in particular abrasive wear resistance, since it combines high hardness, a low coefficient of thermal expansion, a certain amount of plasticity and good wettability by steel (iron) melts. So in recent studies, our group fabricated iron-based MMCs by a centrifugal casting process, and investigated its wear performance as materials for roller ring used in high-speed bar mill.
In this article, a wear investigation of ferrous matrix composites with WCP reinforcement is reported. The composites were tested at 400 °C under a sliding velocity of 30 m/s and loads of 50, 100, and 150 N. The results are compared to wear behavior of high-speed steel.
Experimental procedure
The Fe-matrix alloy with tungsten carbide particle (WCP) reinforcement was melted in induction furnace of middle frequency. The chemical composition of the matrix alloy is given in Table 1. The WCP was commercially provided, and its sizes are 100–150 μm, the hardness is HRA93-93.7, the density is 16.5 g/cm3, and the fusion temperature is 2525 °C. The mixture of Fe-matrix alloy melt (1500 °C) and preheated WCP was poured into a mold which was rotating at 1000 rpm. A thick-walled ring of ferrous matrix composites reinforced with WCP, dimensioned by outer diameter 216 mm, inner 100 mm, highness 78 mm, was obtained.
Metallographic specimens of size 10 × 10 × 15 mm3 were sectioned from the outer layer of the thick-walled ring along radius-direction and the surface was polished with emery papers and polishing cloth containing alumina dispersion. Determination of volume fraction had been carried out. For comparison, high-speed steel pins in the same condition were manufactured. The hardness of the high-speed steel and composites was measured to be 64 HRC and 83 HRA, respectively.
The experiments were performed under dry sliding conditions at room temperature (30–33 °C) and 400 °C. All wear experiments were carried out at a velocity of 30 m/s. The normal load was varied from 50 to 150 N. Dry sliding wear properties of the composites were investigated using a high-velocity wear testing machine, which employed a steel disc rotating against the test pin held by a load applied. The weight loss of the test pin was determined at definite time intervals. The steel disc was made of 3Cr2W8V die steel hardened to HRA76 and had a diameter of 160 mm. The size of the test pin is Φ14 × 40 mm2. The disc and test pin were mounted on the testing machine and the desired load was applied before the disc shaft was made to move at a given rotating speed. After the tests, they were cleaned and weighted at a scale with an accuracy of 0.1 mg, and the change in pin weight loss with sliding load for a given time (120 s) and velocity (30 m/s) are recorded. These data are subsequently used in the calculation of wear rates and wear resistance presented in the section “Results” of this article. The worn surfaces of the pins were examined using a JSM-56E scanning electron microscope equipped with an energy dispersive X-ray (EDX) analyzer.
Results and discussion
Figure 1 shows the microstructure of the composites and the high-speed steel (1.8%C, 6.5%W, 5.1%Mo, 4.7%Cr, 3.3%V, 0.8%Al 0.8%Nb) fabricated with centrifugal method at 1000 rpm. It is evident from Fig. 1 that the matrix microstructure was bainite, WCP-distribution in the composites is even, and the volume fraction of WCP in the composites reached about 80 vol.%.

Microstructure of the composites and the high-speed steel. a WCP-distribution in the composites layer. b Interface between the composites layer and matrix in core. c Matrix microstructure in core. d Microstructure of the high-speed steel
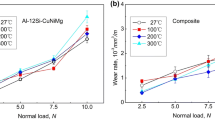
Figures 2 and 3 plot sliding wear rate versus load for the composites and high-speed steel at room temperature and 400 °C. It can be seen that at room temperature, and at loads up to 150 N, the wear rates of the composite material and high-speed steel all increase with the loads applied. Compared with the high-speed steel under same testing condition, the wear rate of the composite material at room temperature and 400 °C are decreased 0.9–15.1 and 0.7–2.9 times, respectively. At 400 °C, the WCP-reinforced composite exhibited dramatically increase in rates of wear over the entire range of loading utilized, and the high-speed steel demonstrated obviously reduction in rates of wear at same testing load to those of the specimens tested at room temperature. But the severe plastic deformation occurred on the wear surface of the high-speed steel pin (Fig. 4). The wear surface morphologies of the composites and the high-speed steel pins run under the loads of 100 N and the sliding velocity of 30 m/s are shown in Figs. 5 and 6.

Sliding wear rate at room temperature

Sliding wear rate at 400 °C

Wear morphology of the pin samples at 400 °C

Wear surface morphologies of the pin specimens under a load of 100 N at room temperature. a Composites. b High-speed steel

Wear surface morphologies of the pin specimens under a load of 100 N at 400 °C. a Composites. b High-speed steel
Figures 7 and 8 show the variation of wear resistance (W−1) with load applied for both composites and high-speed steel at room temperature and 400 °C. It was observed from Figs. 7 and 8 that the wear resistance of the composites and high-speed steel decreases with increasing applied load. At room temperature and 400 °C, the wear resistance of the composites at loads up to 150 N from 50 N is a factor of 1.9–16.1 times and 1.74–3.92 times higher than that of the high-speed steel, respectively. But the wear resistance of composites is lower at 400 °C than at room temperature, and the wear resistance of high-speed steel is higher at 400 °C than at room temperature after applying load over 50 N.

Wear resistance at room temperature

Wear resistance at 400 °C
At the test loads (50–150 N) and room temperature for the sliding velocity of 30 m/s, the temperature of wear surface for the composites and high-speed steel pin are measured to be in the range of 314 to 457 °C. This will lead to generation of oxide films on the wear surface of the pins, which are formed by the oxidation of the iron substrate itself. Oxide films, discontinuous, or otherwise, on the surface of steels had reported to reach a critical thickness before breaking up to form wear debris [8]. This critical oxide thickness can vary enormously and can be in excess of 5 μm depending on its load bearing capability. Vardavoulias [9] proposed that the size and the interfacial strength of the hard, reinforcement particles, and their relationship to the critical oxide thickness, determine the rate and mechanisms of mild wear in steel-based composite materials.
In high-speed steel, oxide grows progressively to its critical thickness, in accordance with the “total oxide mechanism” proposed by Stott and Wood [10] and Wilson et al. [11] after which time it becomes unstable and is subsequently removed from the surface of the steel [12]. Rapid wear is assumed to occur only when metal–metal contact is established between the sample and the counterface. When the oxide is removed, fresh metal is exposed and wear proceeds until a new oxide film is able to re-establish itself. However, when hard particles in the composites are present, this period of metal-to-metal interaction can be significantly reduced. Once the oxide has attained its critical thickness has been removed, the reinforcing particles remain exposed, and it is they that contact the counterface metal, not the iron matrix in which they are held. The time for which the iron matrix will be in contact with the disc can be substantially reduced. Less metal–metal contact will reduce the amount of the composites being removed from the pin. Therefore, composites wear resistance is improved and wear rate is reduced.
At this elevated temperature, the temperature of wear surface for the composites and high-speed steel pin attain above 600 °C, and oxide film growth is rapid and the critical oxide thickness is quickly reached. Metal–metal contact again is established when the unstable oxide is removed and the process begins again. The majority of material lost during the period of metal–metal contact will be from the pin. Therefore the wear rate of the composites is higher at 400 °C than at room temperature, and the wear resistance of the composites is lowered (wear surface morphology of the composites is shown in Fig. 9). In the case of the high-speed steel tested at the elevated temperature cannot generate oxide more quickly than it is removed under the high stresses imposed. Serious plastic deformation is occurred on wear surface of the high-speed steel since it is softened in the wear process. The softer metal is push to edge of wear surface of the pin (Fig. 4). Wear debris cannot be removed from the wear surface. Hence, lower wear rates are observed. The wear surface morphologies and its EDX analysis of the high-speed steel pins run under the loads of 150 N and 400 °C are shown in Fig. 10.

Wear surface morphology of the composites at 400 °C

Morphology and EDX analysis of the high-speed steel wear surface. a Wear surface morphology. b EDX analysis of 1 region in (a). c EDX analysis of 2 regions in (a)
Conclusions
The current study on wear of Ferro-WCP composites leads to the following conclusions:
-
WCP-reinforced iron matrix composites have been manufactured by centrifugal casting route, in which the distribution of WCP is uniform, and the composites containing about 80 vol.% of WCP have been attained.
-
At room temperature and 400 °C, the wear resistance of the composites at loads up to 150 N from 50 N are a factor of 1.93–16.12 and 1.74–3.92 times higher than that of the high-speed steel, respectively.
-
Both materials exhibited a marked increase in wear rate with load applied. But the wear rate of the composites is larger at 400 °C than at room temperature. And the wear rate of the high-speed steel exhibited a marked reducing at 400 °C compared with at room temperature.
-
The wear rate of the composite material at room temperature and 400 °C, compared with the high-speed steel under same testing condition, are decreased 0.9–15.1 and 0.7–2.9 times, respectively.
-
Under the action of sliding wear, two regimes of wear are evident: (a) mild wear characterized by oxide generation and low wear rates and (b) severe wear characterized by metallic contact at the rubbing surfaces and high wear rates.
References
Hosking FM, Folgar Portillo F, Wunderlin R, Mehrabian R (1982) J Mater Sci 17:477
Girot FA, Quenisset JM, Naslain R (1987) Compos Sci Technol 30:155
Rohatgi PK, Asthana R, Das S (1986) Int Mater Rev 31(3):115
Pagounis E, Lindroos VK (1998) Mater Sci Eng A246:221
Kattamis TZ, Suganuma T (1990) Mater Sci Eng A128:241
Panchal JM, Vela T, Robisch T (1990) In: Masounave J, Hamel FG (eds) Fabrication of particulates reinforced metal composites. ASM International, Materials Park, p 245
Pagounis E, Talvitie M, Lindroos VK (1996) Compos Sci Technol 56:1329
Quinn TFJ, Sullivan JL, Rowson DM (1984) Wear 94:175
Vardavoulias M (1994) Wear 173:105
Stott FH, Wood GC (1978) Tribol Int 11:211
Wilson JE, Stott FH, Wood GC (1980) Proc R Soc London A 369:557
Quinn TFJ (1971) Wear 18:413
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article
Cite this article
Song, Yp., Yu, H., He, Jg. et al. Elevated temperature sliding wear behavior of WCP-reinforced ferrous matrix composites. J Mater Sci 43, 7115–7120 (2008). https://doi.org/10.1007/s10853-008-3027-x
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10853-008-3027-x