
Abstract
Under atmospheric conditions at 400 °C, we studied the wear mechanism of H21 steel with different tempering states as a function of normal load. Typical oxidative wear was identified by X-ray diffraction patterns with predominant tribo-oxides of Fe3O4 and Fe2O3. Under loads of 50–100 N, mild oxidative wear prevailed for all samples, such that the wear losses of H21 steel with various tempering states showed no significant differences with characteristics of a slight plastic deformation of the substrate and single-layer oxide. In this case, the wear rate was lower, and the tribo-oxide was decisive factor in determining wear rate. Under loads of 150–200 N, the transition of mild wear to severe wear occurred in H21 steel and was characterized by: (1) a significant difference of wear losses for steel with various tempering states; (2) wear loss that started to increase faster and reached a relatively high level; (3) the appearance of significant plastic deformation in the oxide underneath the substrate and multi-layer tribo-oxide. Under a load of 200 N for the steel tempered at 700 °C, plastic extrusion prevailed with a mixed metal-oxide layer.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
H21 steel is mainly used in hot-working dies. It is well known that wear resulting from elevated temperatures is one of the failure patterns for hot-working dies [1, 2]. However, the oxidation of steels inevitably occurs due to the various applications that are carried out in an elevated-temperature atmospheric condition. Oxidative wear should be a predominant wear mechanism for most of engineering parts [1–4] that work under a higher sliding speed or higher ambient temperature. Thus, studies on oxidative wear behavior and the wear mechanism of steels have significant implications in the engineering world. However, to date, there is a scarcity of published research on the oxidative wear of H21 steel [4].
The oxidation process and its link to the wear of the steels was first reported by Fink in 1930 [5]. In 1956, Archard and Hirst reported the close relation between oxide layer and wear, whereby the classification of mild wear and severe wear was made [6]. Thereafter, systematic studies on oxidative wear were carried out. The formation of oxide on the metal surface during wear under atmospheric conditions prevents metal–metal adhesion, thus reducing the wear rate; this type of wear is consequently termed as oxidative wear or mild oxidative wear [7, 8].
Over the last 50 years, oxidative wear had been intensively studied. Most of the developments in this field have originated from the work of Quinn, who proposed the mild oxidative wear model [7–10]. In this wear regime, flash heating causes oxidation at contact points. As the oxide thickens until it reaches a critical thickness, it delaminates. In the regime of mild oxidative wear, the bulk heating is negligible and must be confined to the asperity tips. However, as service conditions vary, the mild oxidative wear cannot be sustained because the substrate is softened to a degree that it does not support tribo-oxide. In this case, the wear rate would increase, with a subsequent transition of mild wear to severe wear. This regime of oxidative wear has not been intensively investigated.
The purpose of this letter is to clarify the wear mechanism for the transition region of mild wear to severe wear in oxidative wear. H21 steel was used as the substrate for elevated-temperature tests at 400 °C. The wear mechanism of H21 steel with different tempering states was studied as a function of normal load. We also discuss wear mechanisms based on our analysis of section morphology and phase of worn surface as well as publications in this field.
2 Experimental Details
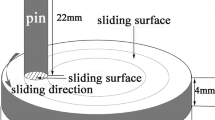
The wear tests were performed on a uni-directional pin-on-disk high-temperature wear tester (MG-200 type). The pin samples with dimensions of Φ6 × 12 mm2 were made from commercial H21 steel, which was austenitized at 1150 °C, oil quenched, and finally tempered at 200, 440, 550, 600, 650, and 700 °C, respectively. The same test parameters were used for all samples: 50, 100, 150 and 200 N for normal load; 1 ms−1 for sliding speed; 1.2 × 103 m for sliding distance. Disks were made from commercial D2 steel, 58 HRC with dimensions of Φ70 × 8 mm2.
All data on wear were measured from the pin samples. Prior to the tests, the pins and disks were polished and degreased. The pin samples were cleaned with acetone and dried before and after the test and then weighed for wear loss using a balance with an accuracy of 0.01 mg.
The section morphology and phase of worn surface were analyzed with AMRA-1000B type scanning electron microscope (SEM) and D/Max-2500/pc type X-ray diffractometer (XRD), respectively. The hardness was measured using a HR-150A type Rockwell apparatus.
3 Results and Analysis
In order to clarify the wear mechanism of oxidative wear, we carried out dry sliding wear tests at 400 °C on H21 steels with different heat treatment (tempering) states under atmospheric conditions. The H21 steel samples presented a hardness of 55, 53, 52, 50, 36, and 27 HRC, respectively, following austenitization at 1150 °C and subsequent tempering at 200, 440, 550, 600, 650, and 700 °C, respectively. It is clear that the hardness or strength decreased with increasing tempering temperature. Thus, we were able to demonstrate that the H21 steel samples had different strengths under various loads.
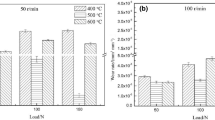
The XRD patterns of worn surfaces are shown in Fig. 1. The wear under atmospheric conditions at 400 °C is the typical oxidative wear, with Fe3O4 and Fe2O3 the predominating oxides on the worn surfaces. Wear losses under different loads of H21 steels with different tempering temperatures are shown in Fig. 2. It is clear that under loads of less than 150 N, there is no significant difference among the wear losses of H21 steel with different strengths. As the load surpasses 150 N, the various tempered samples can be seen to start exhibiting significant differences in terms of wear losses.

The X-ray diffraction (XRD) patterns of worn surfaces of H21 steel tempered at 200, 440, 550, 600, 650, and 700 °C, respectively, under a load of 150 N

Wear loss as a function of loads for H21 steel tempered at 200, 440, 550, 600, 650, and 700 °C, respectively
Under loads of 50–100 N, wear loss remained low for all of the steel samples irrespective of tempering temperature; this can be classified as mild oxidative wear. With increasing loads to 150–200 N, wear loss started to increase rapidly, reaching a relatively high level for some tempered samples. We can consider that the transition of mild wear to severe wear occurred under loads of 150–200 N. Under a load of 200 N, the steel tempered at 700 °C reached the highest wear loss, which can be classified as severe wear.
Figure 3 shows the section morphology of the worn surface for different tempered samples as a function of load. In cases of mild oxidative wear, plastic deformation of the oxide underneath the substrate is small, with a single-layer oxide (Fig. 3a–c, e, f). In the transition region of mild oxidative wear to severe wear, plastic deformation of the substrate has increased, accompanied with a multi-layer oxide formed on the worn surface (Fig. 3d, g). Under a load of 200 N, H21 steel tempered at 700 °C presents severe wear with the highest wear loss. In this case, the substrate has softened to such an extent that plastic flow occurs with massive plastic deformation. The mixed metal-oxide layer is formed on the worn surface, as shown in Fig. 3h. It is clear that as a high normal load is applied on the soft matrix, tribo-oxide is mechanically mixed with the matrix by friction force to form the mixed metal-oxide layer. Figure 4 shows the energy dispersive X-ray spectrometer (EDS) line scanning analysis results for multi-layer oxide and mixed metal-oxide layer on worn surfaces.

Section morphology of worn surface for H21 steel tempered at 200 °C under loads of 50 N (a), 100 N (b), 150 N (c), 200 N (d) and tempered at 700 °C under loads of 50 N (e), 100 N (f), 150 N (g), 200 N (h)

Energy dispersive X-ray spectrometer line scanning analysis for multi-layer oxide (a) and mixed metal-oxide layer (b) on worn surfaces
We have focused on the transition of the oxidative wear mechanism with respect to the wear characteristics for H21 steel with different tempering states. Under loads of 50–100 N, due to the relatively lower loads, the steel tempered at various temperatures will have enough strength to support tribo-oxide during wear. The friction force cannot cause significant plastic deformation in the substrate. In this case, wear behavior and wear loss mainly depend on the existence of the oxide layer. Mild oxidative wear can be sustained with lower wear loss. We observed that the wear loss of steel is slightly affected by substrate microstructure. Consequently, specimens with different strengths did not show significantly different wear losses.
As higher loads of 150–200 N were applied, H21 steel with different tempering states began to present significant differences in terms of wear loss. In most cases, the steel was unable to support tribo-oxide with significant plastic deformation of the substrate because of a relatively lower strength. As a result, the delamination of the oxide layer was accelerated, with the result that the wear rate increased. It is known that significant plastic deformation of the substrate would result in delamination of the substrate at the interface of the secondary phases with the matrix [11]. In this case, wear rate would be further increased. This wear is also associated with oxidative wear but is situated in the transition region from mild wear to severe wear. We call it the transition from mild wear to severe wear in oxidative wear.
Despite the high hardness of the sample tempered at 200 °C, its lower microstructural stability leads to large volume variation of steel because of a further tempering during wear. This would increase the internal force at the interface of the oxide and matrix, thus accelerating the delamination of tribo-oxide. It can be suggested that both strength and microstructural stability of steel are needed for wear resistance.
4 Discussion
Oxidative wear has been widely studied as mild oxidative wear, and Quinn and Wilson et al. proposed mild oxidative wear models [7–10]. However, oxidative wear and mild oxidative wear are different processes, even though they have been seldom clearly distinguished in published articles. In much of the published research, so-called oxidative wear is not mild oxidative wear, but extends totally or partly beyond mild oxidative wear. In this case, the wear mechanism is different from that of mild oxidative wear. If the wear mechanism is not confirmed to be that of mild oxidative wear, then a great deal of confusion would exist among the research on oxidative wear. For example, a significant variation of wear loss caused by the microstructures of the substrate is clearly against the fundamental views on mild oxidative wear [12].
The wear beyond mild oxidative wear is caused by severe service conditions, such as a higher load, sliding speed, and ambient temperature. Although the wear is also called oxidative wear, the wear mechanism has changed. The wear mechanism for the oxidative wear has not been clarified to date, although intuitively it appears to be jointly controlled by oxide layer and matrix.
Y. Wang et al. studied the wear behavior of 1080 steel samples with different microstructures under various testing conditions [13]. They found that three dominant wear mechanisms appear in succession with increasing normal load and/or speed during unlubricated sliding. In the case of oxidation-dominated mild wear, no obvious differences in wear loss were found for the various microstructures. However, considerable differences in the wear loss were observed in the condition of severe wear characterized by adhesion and delamination. This is similar to our experimental results, with the difference being that the former researchers did not consider that there is a transitional region from oxidation-dominated mild wear to severe wear.
E. Marui et al. studied the wear characteristics of hypereutectoid steel from room temperature to 400 °C [14]. They pointed out that iron oxide film is not main factor in determining the wear behavior of hypereutectoid steel under severe conditions. Wear behavior is strongly affected by the hardness reduction and microstructural variation at high temperature. It is clear that under severe conditions (196 N) the wear mechanism is not oxidation-dominant mild wear, but a transition region of mild wear to severe wear.
H. So et al. systematically studied oxidative wear mechanism of steels [10]. They pointed out that there are three wear mechanisms. Under small normal pressure and sliding speed, adhesive and abrasive wear prevail. As higher normal pressure and sliding speed are applied, plastic extrusion appears, which belongs to severe wear. In between these two extremes, the wear mechanism falls in the regime of mild oxidative wear (called oxidational wear in the original paper).
In H. So’s research on the wear of steel at room temperature, the transition region in oxidative wear and the function of substrate were also not mentioned. Mild oxidative wear was changed into plastic flow with increasing load and sliding speed. It would seem that under such conditions, mild oxidative wear immediately becomes severe wear. It was also reported that under the severe wear condition there are oxide films created on the rubbing surfaces and that the wear rate is not affected by the formation of oxides. However, the relation between plastic deformation-dominated wear and oxidative wear was not clearly clarified [10].
During elevated-temperature wear, mild oxidative wear is sustained when the substrate materials have enough strength to prevent plastic shearing. If the oxide underneath the substrate is softened and undergoes massive plastic shearing, severe wear is expected to occur. Due to a high rubbing speed or high ambient temperature, a high bulk temperature would decrease the yield strength of the materials and lead to variations in wear mechanisms. H. So found that when the apparent contact pressure is higher than 5 MPa, the wear will turn out to be a severe condition for most steels [10].
Some of the above views are different from our observations and results. The influence of substrate on oxidative wear results from partial or total variation of the wear mechanisms. Because the functions of the substrate change gradually as service conditions vary, the transition of mild oxidative wear to severe wear does not occur immediately. In other words, in the transition region, the wear mechanism gradually turns from elasticity-dominant wear (oxide-dominant) to plasticity-dominant wear (plastic flow). As slight deformation of the substrate appears, wear behavior approximately conforms to mild oxidative wear because, in this case, the function of the substrate is small. As the deformation of the substrate increases, wear starts to go beyond mild oxidative wear. However, in this case, wear is not yet plasticity-dominant wear. Instead, we call this oxidative wear as the transition region of mild wear to severe wear. In the transition region, oxide and substrate are both determinant.
In mild oxidative wear, plastic deformation of the substrate is small. Oxidation would preferentially occur on worn surfaces and, therefore, single-layer oxide appears. In the transition region of mild wear to severe wear, significant plastic deformation of the substrate would accelerate the diffusion of oxygen ion and the cause appearance of cracks, which would directly connect to the worn surface because of the delamination of the oxide. In this case, oxidation would occur not only on the worn surface but also in the substrate by diffusion of oxygen and direct contacting with oxygen through cracks in the plastically deformed matrix. Consequently, double-layer or multi-layer oxide appears. For the steel tempered at 700 °C, because of extremely lower strength, plastic flow occurs during wear. Massive plastic deformation leads to not only multi-layer oxide but also to mechanical mixing between the substrate and oxide. As a result, the mixed metal-oxide layer is formed from the worn surface to some distance of the substrate. The transition of wear mechanisms and wear characteristics are summarized in Table 1.
5 Conclusion
Under atmospheric conditions at 400 °C and loads from 50–200 N, the wear of H21 steel with different tempering states was identified by XRD patterns to be typical oxidative wear with predominant tribo-oxides of Fe3O4 and Fe2O3. Under loads of 50–100 N, mild oxidative wear prevails, in which wear losses of H21 steel with various tempering states show no significant differences with slight matrix plastic deformation and single-layer tribo-oxide. Tribo-oxide is a decisive factor to decide wear rate. As loads of 150–200 N are applied, the transition of mild wear to severe wear in oxidative wear occurs with the following characteristics: (1) obvious differences of wear losses for steel with various tempering states are presented; (2) wear loss starts to increase fast and reaches relatively high level; (3) significant plastic deformation in oxide-underneath substrate and multi-layer tribo-oxide appear. It seems that tribo-oxide and substrate deformation would simultaneously determine wear behavior. Under a load of 200 N for the steel tempered at 700 °C, plastic extrusion prevails with mixed metal-oxide layer.
References
Barrau, O., Boher, C., Gras, R., Rezai-Aria, F.: Analysis of the friction and wear behavior of hot work tool steel for forging. Wear 255, 1444–1454 (2003). doi:10.1016/S0043-1648(03)00280-1
Fontalvo, G.A., Mitterer, C.: The effect of oxide-forming alloying elements on the high temperature wear of a hot work steel. Wear 258, 1491–1499 (2005). doi:10.1016/j.wear.2004.04.014
Luong, L.H.S., Heijkoop, T.: The influence of scale on friction in hot metal working. Wear 71, 93–102 (1981). doi:10.1016/0043-1648(81)90142-3
Wang, D.Y., Shu, D.L., Guo, X.C.: Effect of microstructure and properties on the high temperature wear characteristics of 3Cr2W8 V (H21) steel. Wear 119, 101–117 (1987). doi:10.1016/0043-1648(87)90101-3
Fink, M.: Wear oxidation—a new component of wear. Trans. Am. Soc. Steel. Treat. 18, 1026–1034 (1930)
Archard, J.F., Hirst, W.: The wear of metals under unlubricated conditions. Proc. R. Soc. A236, 394–410 (1956)
Wilson, J.E., Stott, F.H., Wood, G.C.: The development of wear protective oxides and their influence on sliding friction. Proc. R. Soc. A369, 557–574 (1980)
Quinn, T.F.J., Sullivan, J.L., Rowson, D.M.: Developments in the oxidational theory of mild wear. Tribol. Int. 13, 153–158 (1980). doi:10.1016/0301-679X(80)90031-6
Quinn, T.F.J.: Oxidational wear modelling Part III, the effects of speed and elevated temperatures. Wear 216, 262–275 (1998). doi:10.1016/S0043-1648(98)00137-9
So, H., Yu, D.S., Chuang, C.Y.: Formation and wear mechanism of tribo-oxides and the regime of oxidational wear of steel. Wear 253, 1004–1015 (2002). doi:10.1016/S0043-1648(02)00230-2
Cui, X.H., Wang, S.Q., Wang, F., Chen, K.M.: Research on oxidative wear mechanism of the cast steels. Wear 265, 468–476 (2008). doi:10.1016/j.wear.2007.11.015
Wang, S.Q., Wang, F., Cui, X.H., Chen, K.M.: Effect of secondary carbides on oxidative wear of the Cr-Mo-V cast steels. Mater. Lett. 62, 279–281 (2008). doi:10.1016/j.matlet.2007.05.018
Wang, Y., Lei, T.Q.: Wear behavior of steel 1080 with different microstructures during dry sliding. Wear 194, 44–53 (1996). doi:10.1016/0043-1648(95)06705-1
Marui, E., Hasegawa, N., Endo, H., Tanaka, K., Hattori, T.: Research on the wear characteristics of hypereutectoid steel. Wear 205, 186–199 (1997). doi:10.1016/S0043-1648(96)07316-4
Acknowledgments
The authors gratefully acknowledge the financial supports of the open fund project from State Key Laboratory of Materials Modification by Laser, Ion and Electron Beams (No.0708) and advanced talent fund project from Jiangsu University (No.07JDG062).
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article
Cite this article
Wang, S.Q., Wei, M.X., Wang, F. et al. Transition of Mild Wear to Severe Wear in Oxidative Wear of H21 Steel. Tribol Lett 32, 67–72 (2008). https://doi.org/10.1007/s11249-008-9361-y
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11249-008-9361-y