
Abstract
Over last decades, basic friction angle has been considered as one of the essential components of the developed criteria for shear strength of rock joints and thus an important input parameter in numerical modeling of the rock mass. This parameter is either measured by tilt test or by direct shear test on flat surfaces that are mostly saw-cut. While this parameter has been used in the proposed rock shear strength criteria as a constant rock property, researchers have reported a wide range for it. In this paper, the substantial impact of sample preparation and surface polishing on the obtained results of basic friction angle was shown by tilt and saw-cut tests (two common methods for evaluation the basic friction angle with two different levels of normal stresses) on two types of limestone. The results showed, based on the surface polishing, the basic friction angle measured by tilt test is approximately 10 degrees greater than the one measured by the direct shear test. Also, the results displayed that the range of variations of the basic friction angles of the tilt tests was more than the shear test results. Combining the results of this study with the other published works showed that the basic friction angle was found to vary with different factors, instead of being unique and constant.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
The basic friction angle \((\varphi_{b} )\) plays a key role when estimating the shear strength of discontinuities for rock engineering projects and it has been considered as one of the essential components of the developed criteria for shear strength of rock joints and thus an important input parameter in numerical modeling of rock mass containing discontinuities. Basic friction is the frictional component of shear strength for a planar or effectively planar discontinuity i.e. independent of any roughness component causing dilation during shear that is measured in residual shear tests conducted on perfectly flat and fresh surfaces. However, the friction angle between two flat surfaces of the rock, is independent of scale but the peak friction angle, \(\varphi_{f}\), is dependent upon the surface topography, i, which decreases with increasing scale (Bandis et al. 1981).
After Mohr–Coulomb failure criterion as the first model for predicting shear strength of rock joints (friction angle, \(\varphi\), and cohesion, c), Patton (1966) seems to be the first who has introduced \(\varphi_{b}\) in a constitutive model for rock joints. The peak friction angle \((\varphi_{f} )\) is the sum of the dilation angle (i) determined by the roughness of the joint and the basic friction angle \((\varphi_{b} )\) of the rock. He proposed the following bilinear failure criterion:
where \(\tau_{f}\) is the peak shear strength, \(\tau_{r}\) is the residual shear strength, \(\sigma_{n}\) is the normal stress, and \(i\) is the angle of the “saw-tooth” asperities with respect to the shear direction. In Patton (1966) criterion \(\varphi_{b}\) is the angle of frictional sliding resistance that changes with the surface characteristics of the rock and can be achieved after large displacements have happened along macroscopically smooth and flat but microscopically irregular surfaces, and \(\varphi_{r}\) is the residual friction angle that obtained from the asymptotic minimum values of shear strength following large displacements.
Ladanyi and Archambault (1969) proposed a new nonlinear criterion containing basic friction angle:
where \(\varphi_{u}\) is the frictional resistance along the contact surfaces of the asperities, \(\varphi_{i}\) is the friction angle of the intact rock material equivalent to \(\varphi_{b}\), \(\eta\) is the degree of interlocking, \(c_{i}\) is the cohesion of the intact rock material, \(\dot{v} = {{v_{p} } \mathord{\left/ {\vphantom {{v_{p} } {u_{p} }}} \right. \kern-0pt} {u_{p} }}\) is the ratio of displacement at the peak, \(v_{p}\) is the horizontal displacement at the peak, \(a_{s}\) is the shear area ratio, and \(\varphi_{f}\) is the statistical average value of friction angle that is assessed when sliding occurs along the irregularities of different orientations.
Next was Barton (1973) who proposed an empirical shear failure criterion containing basic friction angle:
where \(\varphi_{b}\) is the basic friction angle for unweathered surfaces (It is replaced by \(\varphi_{r}\) in the case of rough and weathered surfaces), \(JRC\) (Joint Roughness Coefficient) is a parameter that represents the roughness of the joint and \(JCS\) (Joint Compression Strength) is the compressive strength of the rock on the joint surface. The residual strength value on the rough and weathered surface is obtained when the sample is sheared at constant normal stress, and over a shear displacement of 1 cm, the shear strength readings show no more than 5% variation (Brown 1981).
Barton and Choubey (1977) has proposed the following equation between \(\varphi_{b}\) and \(\varphi_{r}\):
where \(r\) is the Schmidt hammer rebound on the weathered joint surface and \(R\) is the Schmidt hammer rebound on the unweathered rock surface. It can be inferred that if the surface is not weathered \(\varphi_{b}\) and \(\varphi_{r}\) are the same.
After Barton (1973), many other researchers such as Kulatilake et al. (1995) and Grasselli (2001) have tried to develop a new model for shear strength of rock joints containing basic friction angle as a component of their proposed model.
Along with the development of constitutive models for shear strength of rock joints, attempts have been done to develop methods for measuring basic friction angle of rock joints (Table 1).
It is worth mentioning that recently a laboratory method for determining the basic friction angle component of the shear strength of unfilled rock discontinuities by means of tilt tests of planar rock surface was suggested by ISRM (Alejano et al. 2018).
Some investigations showed that the basic friction angle is dependent on the surface texture, weathering and the mineral coating of the surface and can be very variable even for planar surfaces (Alejano et al. 2012; Kveldsvik et al. 2008; Nicholson 1994). Because the apparently smooth surfaces are actually rough at a microscopic level (Hencher and Richards 2015) so the effect of surface features such as mineralogy and degree of polishing on the shear strength of smooth surfaces under related normal stresses were studied by some researches.
Beside other researchers that have verified different factors affecting basic friction angle, it is believed that sample preparation especially surface polishing has a substantial impact on the obtained results. Surface finishing is strongly influenced by the rock minerals, grain size and hardness, by the saw blades or disks and the cutting equipment, and particularly by the expertise of the personnel (Alejano et al. 2018). Alejano et al. (2017) showed that the cutting process and the subsequent surface finishing also affect interlocking or micro-textures of rock surfaces and influence basic friction angle. They designated that the cutting process appears to affect the scattering of results (standard deviations) more than average values. Over last decades, some qualitative guidance and suggestions have been proposed for sample preparation particularly for surface polishing of the specimens. Polishing by silicon carbide powder with mesh size 80 and sand blasting are among the proposed methods for the surface preparation of the saw-cut surfaces (Barton 1976; Coulson 1974). The basic friction angles of Hwangdeung granite and Berea sandstone were measured by direct shear tests, triaxial compression tests, and tilt tests on surfaces polishing using either #100 or #600 grinding powders by Jang et al. (2018). The results showed the angles measured by direct shear tests on the #100 and #600 surfaces of granite were similar, but the angle measured on the #600 surface of sandstone was approximately 8° lower than that for the other surface types.
However, researchers have shown that the basic friction angle of planar surfaces varies with the surface finish, most investigations have focused on the tilt test and its conditions. Therefore, it seems that still a detailed quantitative methodology is missing. In order to show the importance of rock texture variations (the characteristics related to grain size), this paper aims to investigate how surface finish/polishing affects the measured basic friction angles of rock joints under tilt and direct shear tests (two common methods for evaluation the basic friction angle) and consequently to compare their results under different levels of normal stress. Finally, this argument that the basic friction angle varies with different factors, instead of being unique and constant and that should be used with caution in the developed criteria for shear strength of rock joints presented.
2 Materials and Methods
2.1 Sample Preparation
Two blocks of limestone (AS1 and AS2) with different grain sizes were collected from the Asmari formation in southwest of Iran and then several specimens were obtained by rotary coring method from theses blocks. Table 2 presents geomechanical parameters of intact rocks for the two groups of limestone.
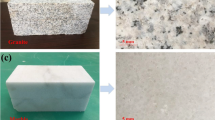
Then the specimens were prepared by cutting the cores into the required sizes using disc saws and to create disk-like joint specimens (Fig. 1), similar to the setup 2 in Table 1. Finally, they were polished using powder of silicon carbide with mesh sizes of 40, 60, 80 and 180 and tested by tilting and direct shear loading. The specimens were tested in dry condition. The characteristics of the silicon carbide powder with different mesh sizes are presented in Table 3.

Some of samples prepared for saw-cut tests with diameter of 54 and 94 mm
Rock joints, even saw-cut surfaces, at a microscopic level, have anisotropic roughness features and therefore for a single joint, the friction angle in different directions of shear and tilting tests may differ. In order to avoid the anisotropy effect of the joint surfaces; tilting and direct shear tests on each specimen were conducted in a constant direction.
Rock texture, minerals, grain size and distribution of the grains were studied using thin sections of both AS1 and AS2 (Fig. 2). Both rock groups contain fossils that can be easily seen by bare eyes. AS2 has larger grains and fossils comparing to AS1. Fossils such as Foraminifera, Bivalvia, Eukaryotes and Nummulite can be seen in the rock specimens. Both groups have double structure porosity filled by sparite cement.

Thin sections show fossils such as Foraminifera, Bivalvia, Eukaryotes and Nummulite
2.2 Tilt Test
The simplest method for measuring basic friction angle is the tilt test. In order to have larger sliding surfaces and consequently increasing the accuracy of the results, cores with 94 mm diameter were prepared for tilt testing. A core was saw cut to produce disk-like surfaces of the joint specimen. A schematic view and arrangements of the test setup for the tilt test are presented in Fig. 3. Complementary materials were used to position and align the specimen and hold the lower part before tilting. A low tilting velocity between 5º and 10º/min was used to control acceleration and ensure comparable results in this manually operated tilting table. Using the ISRM Suggested method, the tilting angle was measured at a resolution of 0.5°. The polished surfaces were tested under dry condition. Three tests were done on each specimen to minimize the effect of the repetition on the results. The tilt test was started each time from horizontal for applying the same stress conditions and the surfaces of each sample were prepared again with powder for the next test.

a Schematic view of tilt test apparatus and, b tilt test arrangements for measuring basic friction angle
2.3 Direct Shear Test
Direct shear test on saw-cut and polished surfaces is considered as the most recommended technique for measuring basic friction angle of the rock joints. \(\varphi_{b}\) is measured from \(\tan^{ - 1} ({\tau \mathord{\left/ {\vphantom {\tau {\sigma_{n} }}} \right. \kern-0pt} {\sigma_{n} }})\) by residual shear testing on flat unweathered saw-cut rock surfaces (Barton 1976). Barton (1976) noted that the shear stress–shear displacement curve should show no noticeable peak, with any stress drop to residual. Since the joint surfaces are polished and flat, dilation doesn’t happen during loading. As a result, the peak and the residual shear strength are the same. For avoiding surface correction during direct shear tests, the upper half of the joint surface was cored by a 54 mm and the lower surface by a 94 mm core driller thus the real contact is 54 mm over the entire experiment. The thickness of the cores was considered as 50 mm based on the size of the direct shear mold. Since the contact area remains constant, this kind of sample preparation will make a constant normal stress throughout the test. Epoxy resin with hardener and filler was used for encapsulating the joint specimen in the shear mold. The epoxy resin is solid enough and can withstand the applied normal stress without specimen crushing so that the specimen can be tested for several times without loosening. The direct shear tests were conducted following ASTM D5607 standard. The schematic view and setup of the direct shear test apparatus for measuring the basic friction angle are displayed in Fig. 4.

a Schematic view of the direct shear test apparatus and, b direct shear test apparatus for measuring the basic friction angle
For each specimen, direct shear test was conducted using three normal stresses and the shear stress–shear displacement curves were drawn after the tests (Fig. 5). It means that each specimen has been tested for three times, each time under a different normal stress. The specimens were tested under dry condition. As will be discussed in Sect. 4, wear production has an important effect on basic friction angle measurement. In this study, if viewed wear production, it was removed for the next cycle. Then the effect of wearing was not studied in this research. It should be noted that the surfaces of each specimen were prepared again with the polishing powder for subsequent testing.

Shear stress versus shear displacement for one run of the direct shear tests (AS1, #80)
Since the amount of debris was not significant and it was removed after each cycle, the only difference between three tests done on the surface was the amount of the normal stress. As a result, the shape of the stress–strain curves is almost the same but with different shear strength peaks. By conducting 3 tests on each specimen it was attempted to minimize the effect of the repetition on the results as the objective was to see the effect of polishing.
After measuring the residual shear strength of the tested joint, the Mohr–Coulomb criterion was fitted on the \((\tau ,\sigma_{n} )\) batches and the basic friction angle was measured. Barton (2013) believes that even rough open joints do not have any cohesion, but instead have very high friction angles at low stresses, due to strong dilation. In other words, he stated that at low stresses there are high friction, no cohesion and strong dilation.
3 Results
The results of the basic friction angles measured by tilt and direct shear tests conducted on AS1 and AS2 groups which were polished with powders with different mesh sizes are presented in Table 4. Figure 6 and 7 show mean basic friction angle as a function of powder particle and mesh size for the results presented in Table 4.

Basic friction angle as a function of particle and mesh size of the polishing powder (AS1 Group)

Basic friction angle as a function of particle and mesh size of the polishing powder (AS2 Group)
The results showed that in both experiments and for two types of rock, the basic friction angles increased with increasing mesh size, and for the shear tests, the basic friction angle increased with greater slope. For all mesh sizes, the basic friction angle measured by tilt test is almost 10 degrees larger than the one measured by the direct shear test.
The difference between tilt test and the direct shear test is mostly due to the stress distribution and the loading mechanism (Hencher 1976) which cause lower values of basic friction angle for direct shear test comparing to the tilt test. Under higher normal stresses, the two surfaces are more interlocked and the mobilization of friction is reduced (Byerlee 1978). However the range of the normal stresses in this study was \(\cong\) 1.5–5 MPa, the direct shear test showed smaller friction angle due to higher applied normal stresses related to the tilt test (\(\cong\) 1.5 kPa).
The results also showed that the range of variations of the tilt tests results were more than the changes in shear test results for the same rock type, prepared with the same surface finish. For example, using the finest mesh size (#180), the basic friction angle varies from 25°–35.5°, while the range of the direct shear test results is 18.7°–22.1° for surfaces polished with the same mesh size (Table, 4, AS2 group).
In addition, in Table 4 the ‘Standard Deviation’ of the basic friction angles which measured on the polished surface by #180 mesh size powders (with the smallest particle size) is relatively larger than similar results for the other mesh sizes. The only justification for this would be the error associated with the tilt test and not with the #180 mesh size powder. As shown in Table 5, it is not the case for ‘Standard Deviation’ of basic friction angles measured by direct shear tests.
A comparison of the results of the AS1 and AS2 groups and the exponential trend of the basic friction angle versus the powder particle size is presented in Fig. 8.

Comparison of the results of AS1 and AS2 groups and exponential trends of basic friction angle versus the powder particle size
From Fig. 7, it can be inferred that the basic function angle measured with both tilt and direct shear tests decreases by reducing the mesh size. The two AS1 and AS2 groups with different rock grain sizes come closer after polishing with powders with smaller particle size. In other words, rock grain size loses its effect if the surfaces are polished with a powder with a particle size smaller than the grain size of the rock.
As a general rule, different mesh sizes show different basic friction angles. Now the question is that for measuring basic friction angle to put in the shear failure criteria, which mesh size should be considered for surface polishing?
In this study the results show the AS1 group has more uniform grains and smaller grain size than the AS2 group, therefore its basic friction angle is lower than the AS2 group. If the size of the rock grains be closer to the particle size of the powder, then the texture of the rock will be exposed better and the basic friction angle will be more realistic. Therefore, our recommendation for the surface finishing of the carbonate rocks is that select the powder particle size near the size of the rock grains.
4 Discussion
In many developed rock mechanics empirical models for shear strength of rock joints, the basic friction angle has been supposed to be a constant parameter as the minimum friction for the joint surfaces. However, it seems that it is a function of many factors and it varies even for apparently planar surfaces.
Alejano et al. (2012) found that the basic friction angle measured by tilt tests can vary between 10° and 40° for a single granite block. Nicholson (1994) found that friction angles for saw-cut Berea Sandstone in direct shear tests varies by 12.5° despite great attention to sample preparation and reproducibility. Kveldsvik et al. (2008) found that the basic friction angle derived from tilt testing vary between 21° and 36.4°.
Hencher and Richards (2015) argued that a test on a saw-cut surface might not produce a unique basic friction angle, lower bound shear strength and repeatable results for some particular rock. They declared that the basic friction angle cannot be measured on artificially prepared samples such as saw-cut surfaces or by sliding drill cores against one another, nor can it be measured by tilting tests. As a result, Hencher and Richards (2015) concluded, “there is no single and simple basic friction angle for planar rock joints”.
All factors affecting basic friction angle were gathered and discussed in Table 5. The important factors affecting the basic friction angle are the wet and dry condition, wear production, repetition, surface size, specimen shape, mineralogy, grain size, time, slip distance, tilting speed, normal load, roughness or surface finish and testing method. These factors and their effects have been discussed briefly in Table 5.
Our reviews displayed that the basic friction angle doesn’t seem to be unique and constant due to its variability under different conditions. Consequently, defining a constant basic friction angle in a shear strength criterion seems to be subjective because it is difficult to measure the lower bound of the basic friction component experimentally. Accordingly, precautions should be taken in the case of using shear strength criteria containing basic friction angle.
5 Conclusions
The dependence of the basic friction angle of rock joints to the surface polishing was investigated in this research. The Basic friction angle was measured by tilt and direct shear test on saw-cut surfaces.
Surface polishing with small-particle size powders created lower friction angles in both tests due to wiping the roughness of test surfaces without finding a low limit for it. The point is that regardless of how the surfaces were polished; a perfectly flat surface never be created. This study demonstrates that rock grain size loses its effect if the surfaces are polished with a powder with a particle size smaller than the grain size of the rock.
The results showed how for a particular rock, the two proposed methods provide a large range of variability for the basic friction angle. It was found that the basic friction angle for the same rock type, prepared with the same surface finish varies from 25°–35.5° for the tilt test while the range of the direct shear test results is 18.7°–22.1°.
The results also showed that tilt tests give higher basic friction angle comparing to direct shear tests. By comparing the tilt tests (done under low normal stress) and direct shear tests (done under higher normal stresses), one can conclude that increasing normal stress decreases the basic friction angle. Because shear surfaces are more interlocked under higher normal stresses, and the mobilization of friction is reduced. Applying high values of normal stresses might mobilize cohesion in the sliding process, which then can reduce the basic friction angle.
References
Alejano LR, González J, Muralha J (2012) Comparison of different techniques of tilt testing and basic friction angle variability assessment. Rock Mech Rock Eng 45:1023–1035. https://doi.org/10.1007/s00603-012-0265-7
Alejano L et al (2017) A benchmark experiment to assess factors affecting tilt test results for sawcut rock surfaces. Rock Mech Rock Eng 50:2547–2562
Alejano L et al (2018) ISRM suggested method for determining the basic friction angle of planar rock surfaces by means of tilt tests. Rock Mech Rock Eng 51:3853–3859. https://doi.org/10.1007/s00603-018-1627-6
Aydan O, Shimizu Y, Kawamoto T (1995) A portable system for in situ characterization of surface morphology and frictional properties of rock discontinuities. In: Proceedings 4th international symposium on field measurements in Geomech. Bergamo, pp 463–470
Bandis S, Lumsden AC, Barton NR (1981) Experimental studies of scale effects on the shear behaviour of rock joints. Int J Rock Mech Min Sci Geomech Abstr 18:1–21. https://doi.org/10.1016/0148-9062(81)90262-X
Barton N (1973) Review of a new shear-strength criterion for rock joints. Eng Geol 7:287–332. https://doi.org/10.1016/0013-7952(73)90013-6
Barton N (1976) The shear strength of rock and rock joints. Int J Rock Mech Min Sci Geomech Abstr 13:255–279. https://doi.org/10.1016/0148-9062(76)90003-6
Barton N (2013) Shear strength criteria for rock, rock joints, rockfill and rock masses: problems and some solutions. J Rock Mech Geotech Eng 5:249–261. https://doi.org/10.1016/j.jrmge.2013.05.008
Barton N, Choubey V (1977) The shear strength of rock joints in theory and practice. Rock Mech Rock Eng 10:1–54. https://doi.org/10.1007/BF01261801
Blau PJ (2013) Amontons’ Laws of Friction. In: Wang QJ, Chung Y-W (eds) Encyclopedia of Tribology. Springer, Boston, pp 71–71. https://doi.org/10.1007/978-0-387-92897-5
Brown E (1981) Suggested methods for determining shear strength. Rock characterisation testing monitoring. Pergamon Press, Oxford, pp 129–140
Byerlee J (1978) Friction of rocks. In: Rock friction and earthquake prediction. Springer, Basel, pp 615–626. https://doi.org/10.1007/978-3-0348-7182-2_4
Coulson JH (1974) Shear strength of flat surfaces in rock. Int J Rock Mech Mining Sci Geomech Abstr 11:A6. https://doi.org/10.1016/0148-9062(74)92245-1
Cruden DM, Hu XQ (1988) Basic friction angles of carbonate rocks from Kananaskis country, Canada. Bull Int Assoc Eng Geol 38:55–59. https://doi.org/10.1007/BF02590448
González J, González-Pastoriza N, Castro U, Alejano LR, Muralha J (2014) Considerations on the laboratory estimate of the basic friction angle of rock joints. In: Proceedings of the 2014 ISRM European Rock Mech. symposium (EUROCK 2014), Vigo, pp 199–204
Grasselli G (2001) Shear strength of rock joints based on quantified surface description. EPFL
Hencher S (1976) A simple sliding apparatus for the measurement of rock friction. Géotechnique 26:641–644
Hencher S, Richards L (2015) Assessing the shear strength of rock discontinuities at laboratory and field scales. Rock Mech Rock Eng 48:883–905. https://doi.org/10.1007/s00603-014-0633-6
Jang H-S, Zhang Q-Z, Kang S-S, Jang B-A (2018) Determination of the basic friction angle of rock surfaces by tilt tests. Rock Mech Rock Eng 51:989–1004. https://doi.org/10.1007/s00603-017-1388-7
Krahn J, Morgenstern N (1979) The ultimate frictional resistance of rock discontinuities. Int J Rock Mech Mining Sci Geomech Abstr 16:127–133. https://doi.org/10.1016/0148-9062(79)91449-9
Kulatilake P, Shou G, Huang T, Morgan R (1995) New peak shear strength criteria for anisotropic rock joints. Int J Rock Mech Mining Sci Geomech Abstr 32:673–697. https://doi.org/10.1016/0148-9062(95)00022-9
Kveldsvik V, Nilsen B, Einstein HH, Nadim F (2008) Alternative approaches for analyses of a 100,000 m 3 rock slide based on Barton–Bandis shear strength criterion. Landslides 5:161–176. https://doi.org/10.1007/s10346-007-0096-x
Ladanyi B, Archambault G (1969) Simulation of shear behavior of a jointed rock mass. In: Paper presented at the the 11th U.S. symposium on rock mechanics (USRMS), Berkeley, 16–19 June
Li C, Zhang N, Ruiz J (2019) Measurement of the basic friction angle of planar rock discontinuities with three rock cores. Bull Eng Geol Environ 78:847–856. https://doi.org/10.1007/s10064-017-1045-0
Muralha J, Pérez-Rey I, Alejano LR (2019) Experimental study of factors controlling tilt-test results performed on saw-cut rock joints. Geotechnical Testing J 42:307–330. https://doi.org/10.1520/GTJ20170375
Nicholson GA (1994) A test is worth a thousand guesses—a paradox. In: Paper presented at the 1st North American Rock Mech. Symposium, Austin, 1–3 June
Patton FD (1966) Multiple modes of shear failure in rock. In: Paper presented at the 1st ISRM congress, Lisbon, 25 Sep–1 Oct
Pérez-Rey I, Alejano LR, González-Pastoriza N, González J, Arzúa J (2015) Effect of time and wear on the basic friction angle of rock discontinuities. In: ISRM regional symposium-EUROCK 2015
Ulusay R, Karakul H (2016) Assessment of basic friction angles of various rock types from Turkey under dry, wet and submerged conditions and some considerations on tilt testing. Bull Eng Geol Environ 75:1683–1699. https://doi.org/10.1007/s10064-015-0828-4
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Behnia, M., Nateghpour, B. Considerations on the Laboratory Measurement of the Basic Friction Angle of Planar Rock Surfaces/Effect of Testing Methods and Surface Polishing. Geotech Geol Eng 38, 2945–2956 (2020). https://doi.org/10.1007/s10706-020-01198-5
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10706-020-01198-5