
Abstract
High molecular-weight, cationic and water-soluble cellulose-based polyelectrolytes were synthesized and their performance in water purification was tested. Dissolving pulp samples were acylated with chlorobetainyl chloride in dimethylacetamide/lithium chloride to obtain betaine esters of cellulose (cellulose betainates). A series of application tests was carried out with samples of different degree of substitution to examine the performance of these cellulose derivatives as flocculants. Commercial synthetic polyacrylamide and polyamine flocculants were used as reference materials to obtain a realistic picture about the performance of cellulose betainates. According to the fixing test, one of the derivatives exhibited a performance equal to, or better than the reference flocculant. In addition, the cellulose betainates exhibited excellent floc strength in the flocculation testing. In the capillary suction test, the performance of the derivatives was also relatively good. In all, this research demonstrated that the cationic cellulose betainate can be successfully used in flocculation and other water purification applications. The current approach for wastewater treatment with bio-based polymers offers a sustainable and biodegradable alternative to conventional synthetic polymers.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
Depending on the source, wastewater can contain harmful or even toxic compounds, which have an adverse effect on the environment as well as on human health. Therefore, the effective treatment (purification) of municipal and industrial wastewaters is imperative. Typically, in these operations, cationic synthetic polyelectrolytes are used to aggregate and precipitate colloidal material from the wastewater. In all wastewater applications, a fraction of the employed chemical will always end up to the purified water, which is not desirable, especially when the employed chemicals are not readily biodegradable.
Widely-used and important, yet cost-effective treatment methods for wastewaters are chemical coagulation and flocculation, which provide a rapid solid–liquid separation for large quantities of wastewater (Bolto and Gregory 2007). Chemical coagulation is typically combined with floc formation in a process that involves rapid mixing in a flocculation tank that is typically composed of 1–3 compartments (Hynninen 2008). Small solid particles then form larger flocs, which can be removed by filtration, flotation or sedimentation. Flocculants, which are typically high molecular weight cationic polyelectrolytes, are added during rapid mixing to enhance flocculation. Flocculants act on a molecular level on the surfaces of the particles to reduce repulsive forces and increase attractive ones (Heitner 1999). Moreover, effective agitation is necessary for thorough mixing of chemicals. Most importantly, however, the properties of flocculants determine the efficiency of a flocculation process.
The flocculants and coagulants can be divided into two major categories depending on their chemical composition: inorganic and organic. Inorganic flocculants are typically iron or aluminum salts. Their use has clear disadvantages such as high operating costs, because significant amounts are needed for efficient removal of contaminants, which also creates large amounts of sludge. Moreover, the inorganic flocculants are very sensitive to pH and they do not coagulate very fine particles (Hynninen 2008; Sharma et al. 2006). Organic flocculants, on the other hand, have a clear advantage of being effective in very small doses. They can be further divided into two categories: (1) synthetic organic flocculants, such as polyacrylamide, cationic derivatives of acrylic acid polymers and diallyldimethylammonium chloride (DADMAC) polymers, (2) natural organic flocculants that are based on naturally occurring biopolymers, such as cellulose, chitin and starch, as well as their derivatives. The problems associated with the synthetic organic flocculants derive from the fact that they are not produced from renewable materials and they often have poor biodegrability, in addition to their high cost (Sharma et al. 2006).
In the recent decades, significant research efforts aimed at creating natural polymeric flocculants have taken place. Natural polymers are abundant and inexpensive resource for chemicals and materials and they are expected to play an increasingly important role as raw materials for flocculants. Many governmental agencies are imposing more stringent regulations on chemicals suitable for wastewater treatment (Heitner 1999; Sharma et al. 2006; Shirzad-Semsar et al. 2007). These environmental concerns create a high demand on environmentally-friendly and cost-effective alternatives to current synthetic flocculants.
Among the natural polymers, cellulose (Song et al. 2011), chitosan (Yang et al. 2011), lignin (Matsushita et al. 2004), starch (Shirzad-Semsar et al. 2007; Rath and Singh 1997), amylose and amylopectin (Rath and Singh 1997), have been used as substrate for flocculants. Cellulose, being the most abundant biopolymer on earth (Klemm et al. 1998), is essentially of very high interest as biodegradable and non-food material. In many other recently developed applications, flocculants are advertised to be environmentally friendly, although starting materials include synthetic compounds, such as epichlorohydrin (Tao 2012; Liangbing 2012). In the present study, cellulose was esterified with naturally occurring cationic betaine (N,N,N-trimethylglycine). This amino acid derivative is non-toxic and can be found in plants, microbes and humans (Mäkelä 2004). Betaine can be industrially separated from waste material of sugar industry—the raw material being molasses of sugar beet processing (Beringer et al. 1986). Another industrial non-synthetic source of betaine is marine brown algae (Whapham et al. 1993; Blunden et al. 1997).
In the following, it is shown that cellulose betainate could be used in municipal and industrial wastewater treatment applications, such as flocculation or sludge dewatering. Other possible uses of cellulose betainate include, especially in the pulp and paper manufacturing processes, retention aid, anionic trash fixative or pulp dewatering agent.
Materials and methods
Materials
Betaine hydrochloride, LiCl, SOCl2, dimethylacetamide (DMA), tetrahydrofuran (THF), toluene and pyridine were purchased from Sigma-Aldrich. Betaine hydrochloride and LiCl were used as such. SOCl2 and toluene were distilled prior to their use. Pyridine was dried with KOH prior to its use. Dissolving pulp sheets produced by Domsjö Fabriker and Borregaard ChemCell were mechanically disintegrated and dried in high vacuum overnight prior to their use. For application testing, the commercial reference materials, Fennopol K506, Fennopol K3400R and Fennofix 50 were provided by Kemira Oyj.
Synthesis of chlorobetainyl chloride
Chlorobetainyl chloride (ClBetCl) was prepared from betaine hydrochloride according to the procedure by Vassel and Skelly (1955). Typical procedure: SOCl2 (72 ml) was added into 21.4 g of betaine hydrochloride. The mixture was stirred at 75 °C for 3 h under argon atmosphere. Next, 134 ml of dried toluene was added and the mixture was stirred at 75 °C for 10 min. Mixture was cooled down during which chlorobetainyl chloride crystallized. The toluene–SOCl2–mixture was decanted, new toluene was added and the washing was repeated two times. The product was dried in high vacuum, grained under argon atmosphere and used as such. Quantitative yield 24.0 g (100 %).
Synthesis of cellulose betainate
In the synthesis of cellulose betainate both Domsjö and Borregaard (high-viscosity Blue Bear) dissolving pulps were used as starting material. The acylation procedure was similar to both dissolving pulp samples. Cellulose (7.5 g) was added into 375 ml of dry DMA and the mixture was heated at 130 °C for 3 h under argon atmosphere. After cooling down to 90 °C, 26 g of dry LiCl was added and the mixture was stirred at room temperature overnight. Into the resulting viscous homogenous solution dry pyridine (1.5–6 eq. per AGU, Table 1) was added and stirring was continued for 30 min. Powdery chlorobetainyl chloride (1.5–6 eq. per AGU, Table 1) was added in one portion and the resulting mixture was stirred for 2 days at 40 °C using mechanical stirrer. After cooling the brown gel-like mixture was poured into acetone and filtered. Precipitate was washed three times with ethanol, twice with THF and dried in high vacuum for several days. The products with higher degree of substitution (DS, III–V, Table 1) were dialyzed and freeze-dried to remove excess of chlorobetainyl chloride. During the dialysis, also some hydrolysis of the ester bonds took place, so it was difficult to completely remove the monomeric chlorobetainyl chloride. The presence of free betaine in the samples was taken into consideration in DS calculations (see calculations below). The corrected DS values as well as the yields of the water soluble products prepared from Domsjö dissolving pulp and Borregaard dissolving pulp are presented in Table 1.
The DSMeas values are calculated from nitrogen content gained from elemental analysis (see supplementary material Table S1) with following formula:
where N% is the nitrogen content obtained from elemental analysis and M(x) is a molecular weight of certain atom or molecule.
Then the final corrected DSReal values are calculated by comparing the areas of free and bound betaine methyl signals in 1H NMR and the proportion of them is multiplied with the DS gained from elemental analysis. The formula is
Analytical methods
IR spectra (600–4000 cm−1) were recorded with Bruker alpha-P ATR-FT-IR spectrometer. 1H NMR spectra were recorded with a Varian Unity INOVA 500 NMR spectrometer (500 MHz 1H-frequency) equipped with a 5 mm triple-resonance (1H, 13C, 15N) z-gradient probehead at 27 °C in D2O. Elemental analyses were performed with a Vario Micro Cube, and the DS were calculated from nitrogen content. Thermal properties of the products were measured with thermo gravimetric analysis (TGA) and differential scanning calorimetry (DSC). TGA was performed by Mettler TGA/SDTA 851e with temperature range of 50–600 °C with a heating rate of 10 °C/min under nitrogen atmosphere. DSC was performed by DSC Q200 (TA Instruments) with temperature range of –50 to 180 or 200 °C with a heating rate of 10 °C/min under N2.
Molecular weight distributions of cellulose betainate derivatives were determined with gel permeation chromatography (GPC). The Viscotek GPCmax GPC instrument (Version: 4.6.0) used was equipped with ultraviolet (UV, Waters), viscometer (IVDP/IVIP), right-angle light scattering, low-angle light scattering, and refractive index detectors and with a column oven (Croco-cil). The system composed of a Jordi X-stream H2O 103 Å precolumn (50 × 10 mm) and two analytical Jordi X-stream H2O Mixed bed columns (250 × 10 mm). Molar masses of the standards and cellulose betainates were calculated using the Viscotek GPCmax program. Analyses were carried out applying flow rate of 0.8 ml/min during 60 min at 60 °C. Polymer Laboratories polysaccharide standards pullulan 112 (polydispersity index 1.12) and 404 (polydispersity index 1.13) kDa were used as calibrating standards for light scattering detectors. Eluent, 0.01 M LiBr in DMSO, was filtered and degassed with Pall mobile phase filtration system using 0.45 µm PTFE membrane filters before use. Samples were dissolved in 0.05 M LiBr in DMSO and filtered with 0.45 μm Pall Acrodisc syringe filters with GHP membrane prior the analysis.
Molecular weight distributions of cellulose betainates III were compared with that of unmodified celluloses using an Agilent GPC system including degasser, pump, autosampler, column oven (1100 series), diode array UV detector (1050 series) and refractive index detector (1200 series). The gel permeation columns for the products were PL aquagel-OH guard column (50 × 75 mm) in series with Agilent PL aquagel-OH MIXED-H 8 μm (300 × 7.5 mm). Buffer solution of 0.5 M NaNO3 and 0.01 M NaH2PO4 was used as the mobile phase at a flow rate of 0.5 ml/min. The gel permeation columns for the unmodified pulps were Agilent PLgel guard column (50 × 7.5 mm) in series with Agilent PLgel 10 μm MIXED-B (300 × 7.5 mm) and 0.5 % LiCl/DMA was used as the mobile phase at a flow rate 0.5 ml/min. The GPC system was calibrated with Agilent pullulan standards (molecular weight in range between 180–708,000 Da) using refractive index detector (1200 series). The Agilent Chemstation (rev. A. 10.02) with Agilent GPC addon (rev. A 02.02) was used to calculate the molar mass distributions. The eluents were filtered with 0.45 μm Dorapore membrane filters. Unmodified cellulose samples were prepared by similar dissolution period as in reactions, and further diluted to 0.5 % LiCl/DMA solution. The standards and the modified cellulose samples were dissolved in 0.5 % LiCl/DMA and to the buffer solution, respectively. The standards and the samples were filtered with 0.45 μm Whatman syringe filters with PTFE membrane prior use.
Application tests
Capillary Suction Time (CST) is a standardized method to evaluate the time of water draining from sludge sample into a standard board. Testing equipment (Triton CST) and standard boards were manufactured by Triton. Time is measured with ring electrodes. The CST describes how fast free water of the sludge is penetrating into a board sheet, here with dosing of the dry polymer ranging from 2 to 17 mg/g of dry sludge. Tests were carried out using digested sludge from the Suomenoja wastewater plant. Dry solids contents of the sludge varied in the tests from 2.21 to 2.68 % and blank dewatering time from 305 to 232 s, where sludge is penetrating without polymer. Amount of the sludge was 100 g per measurement and mixing time was 15 s. The reference material in the CST tests was Fennopol K506 (Kemira Oyj), which is a commercial cationic polyacrylamide.
Focused Beam Reflectance Measurement (FBRM) is a laboratory test to describe paper machine first pass retention. The FBRM tests were run with Lasentec D600 measuring device, where particle/floc size is analyzed relative to time. The probe of Lasentec emits a laser beam when immersed into the investigated solution. When a solid particle transcribes the beam, light reflects back to the probe. Lasentec is a time related measurement for flocculation and floc strength (shear resistance). The neutral pH pulp (solid contents 5.0 g per kg) consisting of 60 % bleached mechanical pulp and 40 % of filler (PCC Albacar 5970 by Specialty Minerals) was used in the tests. Tap water was used in the preparing of the pulp and pH was adjusted to 7.5 with acetic acid. The pulp amount was 500 g and mixing speed was 1500 rpm in each test point. Polymer doses were 2–17 mg of dry polymer/g of dry pulp, and it was added after 15 s when data collection time was 2 min. The reference material used in the FBRM tests was Fennopol K3400R (Kemira Oyj), a commercial cationic polyacrylamide.
In the fixing procedure the studied chemical is added into the pulp, mixed using a blender, filtrated or centrifuged, and then turbidity of the water phase is measured. In papermaking better results are obtained by removing free pitch (which causes deposits in paper) by fixing it onto the fiber surface. If there is free pitch dispersed in water, water becomes turbid. The addition of cationic polymer fixes pitch onto a fiber surface decreasing the turbidity of the water phase. The mechanical pulp samples used in the fixing tests were refined thermomechanical pulp (TMP), pressure groundwood (PGW) and groundwood (GW). The reference material used in the fixing tests was Fennofix 50 (Kemira Oyj), a commercial cationic polyamine.
Results and discussion
Herein, we studied the preparation of a cationic cellulose based flocculant which would fulfill the environmental requirements discussed earlier. When evaluating a suitable substituent to cellulose following issues must be considered: (1) conceivable attachment to cellulose, (2) eco-friendliness of the substituent and (3) price of the substituent, and (4) the chemistry involved. This evaluation yielded two possible cationic starting materials: glycidyltrimethylammonium chloride (GTAC) and betaine (trimethylglycine, TMG). GTAC has been successfully tethered onto cellulose and the flocculation of the product has also been demonstrated (Yan et al. 2009). Unfortunately, however, when cellulose is functionalized with GTAC in water a severe hydrolysis of the epoxy functionalization takes place and the reaction efficiency lies at 13 %. Another possible substituent found was betaine, which is also commercially available.
Numerous cellulose esters have been reported and therefore we envisioned that betaine or its acid form could be esterified with cellulose. Although the synthesis of highly reactive acid chloride of betaine has been reported by Vassel and Skelly (1955), only few esters of betaine have been reported. This apparently derives from the poor solubility of the chlorobetainyl chloride in aprotic solvents. Therefore, neat reactions where an alcohol can be used both as the solvent and the esterifying alcohol have been mostly studied. Naturally, neat conditions are not possible when cellulose is to be esterified with solid chlorobetainyl chloride. We previously reported a systematic study, where cellulose was successfully esterified with variety of aliphatic and aromatic acid chlorides in pyridine (Labafzadeh et al. 2012). Therefore, we expected to find a suitable aprotic solvent for obtaining also charged derivatives of cellulose with this approach. Having said that, we tested a large set of polar protic and aprotic solvents as the reaction media for synthesis of cellulose betainate. Unfortunately, no cheap and recyclable solvent was found, so we turned our attention to the classical, yet less economically favorable, dimethylacetamide/lithium chloride, which has been used in cellulose modification for decades (McCormick 1981; Turbak et al. 1981). The lack of widespread application of this media industrially results from its somewhat difficult recyclability, in particular for reactions with poor atom efficiency. However, DMA/LiCl allowed smooth esterification at close to ambient temperature (Scheme 1). After the pulp dissolution period in DMA/LiCl, pyridine was added to the solution as a nucleophilic catalyst and as a weak base to neutralize the formed hydrochloric acid. The resulting cellulose betainate was precipitated, purified, dried and analyzed. Under prolonged contact with water under either basic or neutral conditions cellulose betainate ester is hydrolyzed back to biodegradable starting materials, cellulose and betaine hydrochloride (Tehrani-Bagha et al. 2007). Finally, to improve the techno-economics of the synthesis, recyclable, e.g. distillable (King et al. 2011; Parviainen et al. 2013) or phase-separable, ionic liquids could be tested as they are highly effective at dissolving cellulose.

Synthesis of cationic cellulose betainate
Characterization of the products
From an example of 1H and DOSY NMR spectra can be seen the free (hydrolyzed) and cellulose-bound betaine (Fig. 1). The rest of the NMR spectra are shown in the supplementary material (Fig. S1-S10). Due to fast T1 relaxation originating from the high molecular weight (MW), the cellulose backbone signals are very broad and only scarcely visible in the 1H spectra, but show up clearly in properly processed spectra (Fig. S11). The DS values of the products were measured by elemental analysis, and the real values were calculated based on the free and bound betaine shown in 1H NMR spectra (Table 1 + Table S1). Although the amount of chlorobetainyl chloride was at the most 6 eq/AGU, the DS of the products were maximum of ~1.6. This is probably due to a lower reactivity of cationized cellulose betainate compared to unreacted (unmodified) cellulose, which is caused by the repulsion of cationic groups towards each other as well as steric hindrance with increasing DS. Often, when cellulose reactions are made, excess of reactants is needed. On the other hand, in acylation reactions the reactivity of cellulose is usually good. The cellulose betainates, which were prepared by treating cellulose together with 1 eq of chlorobetainyl chloride were excluded from this study, since they were insoluble in water.

1H and DOSY NMR spectra of Borregaard betainate III in D2O. Due to fast T1 relaxation, the cellulose backbone signals are very broad and only scarcely visible in the 1H spectrum. However, the more mobile betaine side chains signals appear clearly
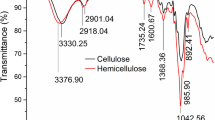
In Fig. 2 is shown the increase of carbonyl signal intensities of Borregaard betainates with increasing amount of chlorobetainyl chloride in the reaction mixture compared with unmodified cellulose. The IR spectra of the products are presented in the supplementary material (Fig. S1–S10).

IR spectra: increase in carbonyl signal of Borregaard betainates compared with unmodified Borregaard cellulose
Gel permeation chromatography (GPC) was used to assess the molecular weight distribution of the cellulose betainates III and to compare them with unmodified dissolving pulps (Fig. 3). Due to the different solubility properties of the unmodified and modified celluloses, the GPC solvent and thus the columns had to be different, which had some impact on the results. Based on the GPC results, Borregaard dissolving pulp gave relatively large bimodal molecular weight distribution, which is probably a result of aggregation. This aggregation may also affect the reactivity of Borregaard dissolving pulp towards acylation. Moreover, the molecular weight distribution of Domsjö dissolving pulp was also relatively broad. The molecular weight distribution of Domsjö betainate III was narrower than that of Domsjö dissolving pulp, but the molar mass of the peaks’ maximum are almost equal. This result indicates that the aggregation is not present in modified cellulose betainate due the repulsive forces between cationic groups and this also explains the narrow molecular weight distribution of Borregaard betainate III compared to Borregaard dissolving pulp. The numerical molecular weight distribution of Borregaard dissolving pulp and Borregaard betainate are almost the same, which also indicates that efficiently no degradation happened during the synthesis but the unmodified Borregaard dissolving pulp is aggregated in solution. The rest of the measured molecular weights of the synthesized products are shown in the supplementary material (Table S2).

GPC-results of the products compared to unmodified dissolving pulps
Thermal properties of the cellulose betainates III were studied using TGA and DSC. The TGA results (Fig. S12) show that the degradation temperature for Domsjö betainate III is approximately 120 °C, whereas the degradation temperature of unmodified Domsjö dissolving pulp is about 300 °C. Also, Borregaard betainate III starts to decompose at about 130 °C, while unmodified Borregaard dissolving pulp decomposes approximately at 250 °C (Fig. S13). The modified products have therefore clearly lower degradation temperatures than those of the dissolving pulp samples. The DSC measurements did not show any phase transitions for either of the products (Fig. S14).
Application test results
The flocculation performance was tested with three different methods: dewatering of sludge with Capillary Suction Time (CST), flocculation of pulp with Focused Beam Reflectance Measurement (FBRM) and the fixing test with pulp. Parallel tests of each flocculation method were done to assure the reliability of the results. The tests were made during several days and thus the composition of sludge as well as thermomechanical and groundwood pulps varied to some extent. Despite that, the results in all the parallel tests were alike. In CST tests, the prepared cellulose betainates were compared against a reference material, a cationic polyacrylamide (Fennopol K506) and the results are presented in the Table 2. All cellulose derivatives exhibited a relatively good dewatering effect at dewatering time of <30 s. The best results were obtained with the higher DS products of Domsjö cellulose derivatives with a dose of 7 mg dry flocculant per g of dry sludge. Also, with dewatering time 34 s, Domsjö betainate III worked with a dose of 6 mg/g of dry sludge, which is relatively close to the reference dewatering power at the time <10 s. With similar DS values, it was found that with decreasing DP, the performance in CST was improved.
Flocculation tests (FBRM) were performed with 2–16 mg of dry polymer per one g of dry pulp. The reference material in the FBRM tests was Fennopol K3400R, which is a cationic polyacrylamide. The results were similar in all tests: The maximum floc size with Domsjö betainate samples stayed between 11.5 and 17 µm at the beginning of the FBMR test and with Borregaard betainate samples between 17 and 33 µm depending on the dose and the product (Table 3 and Table S3). Maximum floc size (35 µm) was reached with Borregaard betainate III with a dose of 12 mg of dry polymer per one g of dry pulp as shown in Fig. 4. The floc strength of the cellulose derivatives was very good. After 120 s of shearing, the floc size of all the Domsjö derivatives was still almost 100 % of the maximum, while the reference polyacrylamide flocculant only had about 40 % of its maximal floc size. Borregaard derivatives also kept their floc size much better than the reference flocculant. Between 60 and 120 s of shearing the floc size was even increased with several cellulose betainate derivatives (Fig. 4; Table 3).

FBRM test results of Borregaard betainate III with different doses of dry flocculant per gram of dry pulp
Fixing tests were run with cellulose betainates III with different mechanical pulp samples: thermomechanical pulp (TMP), pressurized groundwood (PGW) and groundwood (GW). Fennofix 50, a cationic polyamine was used as the reference material. Results of the fixing tests are shown in Figs. 5, 6, 7. Both parallel fixing tests yielded consistent results. The performance of Domsjö betainate III was equal or better than the commercial reference material with both TMP and PGW. Turbidity decreased in almost equal manner with both Domsjö betainate III and the reference (Figs. 5, 6). Also, the turbidity removal of Domsjö betainate III was remarkably better than that of the reference or Borregaard betainate III (Fig. 7). The performance of Borregaard betainate III in the fixing tests was somewhat lower than that of the reference material or Domsjö betainate III.

Turbidity decreasing in fixing test with TMP using Fennofix 50 (filled square), Domsjö betainate III (filled triangle) and Borregaard betainate III (filled circle)

Turbidity decreasing in fixing test with PGW, where Fennofix 50 (filled square), Domsjö betainate III (filled triangle) and Borregaard betainate III (filled circle)

Turbidity removal (%) in fixing test with GW of Fennofix 50 (filled square), Domsjö betainate III (filled triangle) and Borregaard betainate III (filled circle)
Based on the application test results it can be said, that the higher molecular weight starting material does not necessarily result better flocculation power in the tests. For example, Domsjö dissolving pulp with a lower degree of polymerization (DP) gave a better flocculation power in the fixing tests than higher DP Borregaard dissolving pulp. Although cellulose (betainate) has much lower DP than the reference polyacrylamide and polyamine flocculants, the cellulose-based flocculants reached almost the same flocculation power as the references. Interestingly, in the CST tests higher DS products performed better with Domsjö betainate but the opposite with Borregaard betainate. This relates to the fact that the flocculation power shows dependency on both DS and DP, which has been perceived also by Bolto and Gregory (2007). In the FBRM test, the greater molecular size was an advantage in the beginning of the flocculation, when larger molecular size Borregaard betainate derivatives performed better. After 60 or 120 s of shearing, the floc size decreased more with the Borregaard betainate derivatives as well as with the reference, than with the Domsjö betainate derivatives. In the FBRM tests, the DS of the product had little or no effect on the results, so even low DS cellulose products performed well. This could indicate that molecular size has more pronounced effect than charge in the FBRM tests.
Conclusions
Successful esterification of cellulose with chlorobetainyl chloride was achieved in DMA/LiCl. A series of application tests were performed to gain better understanding on the performance of the new cationic cellulose derivatives as flocculants. Commercial synthetic cationic polyacrylamide or polyamine flocculants were used as reference materials in the application tests. In the CST testing, relatively good results with dewatering time of <30 s were achieved with both Domsjö and Borregaard betainates. In the FBRM tests, the floc strength of all cellulose derivatives was exceptionally good, remarkably better than that of the reference flocculant. In the fixing tests, the turbidity decrease with Domsjö betainate III was equal to or even better than that of the reference polyacrylamide, while Borregaard betainate III showed lower performance. To conclude, cationic cellulose betainates showed very positive results as flocculants for wastewater treatment applications, such as sludge dewatering and fixing. This may create an interesting opportunity to replace conventional oil-based synthetic chemicals with cellulose-based cationic polymers in flocculation applications.
References
Beringer H, Koch K, Lindhauer MG (1986) Sucrose accumulation and osmotic potentials in sugar beet at increasing levels of potassium nutrition. J Sci Food Agric 37:211–218. doi:10.1002/jsfa.2740370303
Blunden G, Jenkins T, Liu YW (1997) Enhanced leaf chlorophyll levels in plants treated with seaweed extract. J Appl Phycol 8:535–543. doi:10.1007/BF02186333
Bolto B, Gregory J (2007) Organic polyelectrolytes in water treatment. Water Res 41:2301–2324. doi:10.1016/j.watres.2007.03.012
Heitner HI (1999) Flocculating agents. Kirk–Othmer concise encyclopedia of chemical technology, 4th edn. Wiley, New York, pp 869–871
Hynninen P (2008) Effluent treatment. In: Dahl O (ed) Environmental management and control. Finnish Paper Engineers’ Association, Helsinki, pp 86–116
King AWT, Asikkala J, Mutikainen I, Järvi P, Kilpeläinen I (2011) Distillable acid–base conjugate ionic liquids for cellulose dissolution and processing. Angew Chem Int Ed Engl 50:6301–6305. doi:10.1002/anie.201100274
Klemm D, Philipp B, Heinze T, Heinze U, Wagenknecht W (1998) Comprehensive cellulose chemistry: fundamentals and analytical methods, vol 1. Wiley-VCH, Weinheim
Labafzadeh SR, Kavakka JS, Sievänen K, Asikkala J, Kilpeläinen I (2012) Reactive dissolution of cellulose and pulp through acylation in pyridine. Cellulose 19:1295–1304. doi:10.1007/s10570-012-9720-6
Liangbing X (2012) Preparation of environmentally friendly composite flocculant for wastewater treatment. Patent no. CN 102701348 (A)—2012-10-03
Mäkelä P (2004) Agro-industrial uses of glycinebetaine. Sugar Tech 6:207–212. doi:10.1007/BF02942500
Matsushita Y, Iwatsuki A, Yasuda S (2004) Application of cationic polymer prepared from sulfuric acid lignin as a retention aid for usual rosin sizes to neutral papermaking. J Wood Sci 50:540–544. doi:10.1007/s10086-003-0602-2
McCormick CL (1981) Cellulose solutions. Patent no. US4278790 (A)—1981-07-14
Parviainen A, King AWT, Mutikainen I, Hummel M, Selg C, Hauru LKJ, Sixta H, Kilpeläinen I (2013) Predicting cellulose solvating capabilities of acid-base conjugate ionic liquids. ChemSusChem 6:2161–2169. doi:10.1002/cssc.201300143
Rath SK, Singh RP (1997) Flocculation charasteristics of grafted and ungrafted starch, amylose, and amylopectin. J Appl Polym Sci 66:1721–1729. doi:10.1002/(SICI)1097-4628(19971128)66:9<1721:AID-APP10>3.0.CO;2-Y
Sharma BR, Dhuldhoya NC, Merchant UC (2006) Flocculants—an ecofriendly approach. J Polym Environ 14:195–202. doi:10.1007/s10924-006-0011-x
Shirzad-Semsar M, Scholtz S, Kulicke WM (2007) Cationic starches as substitute for synthetic cationic flocculants in solid–liquid separation of harbor sludge. J Phys Chem B 111:8641–8648. doi:10.1021/jp0702705
Song Y, Gan W, Li Q, Guo Y, Zhou J, Zhang L (2011) Alkaline hydrolysis and flocculation properties of acrylamide-modified cellulose polyelectrolytes. Carbohydr Polym 86:171–176. doi:10.1016/j.carbpol.2011.04.025
Tao J (2012) Environment-friendly composite flocculant. Patent no. CN 102659229 (A)—2012-09-12
Tehrani-Bagha AR, Oskarsson H, van Ginkel CG, Holmberg K (2007) Cationic ester-containing gemini surfactants: chemical hydrolysis and biodegradation. J Colloid Interface Sci 312:444–452. doi:10.1016/j.jcis.2007.03.044
Turbak AF, El-Kafrawy A, Snyder FW Jr, Auerbach AB (1981) Solvent system for cellulose. Patent no. US4302252 (A)—1981-11-24
Vassel B, Skelly WG (1955) N-chlorobetainyl chloride. Org Synth 35:28–30. doi:10.15227/orgsyn.035.0028
Whapham CA, Blunden G, Jenkins T, Hankins SD (1993) Significance of betaines in the increased chlorophyll content of plants treated with seaweed extract. J Appl Phycol 5:231–234. doi:10.1007/BF00004023
Yan L, Tao H, Bangal PR (2009) Synthesis and flocculation behavior of cationic cellulose prepared in a NaOH/urea aqueous solution. Clean 37:39–44. doi:10.1002/clen.200800127
Yang Z, Shang Y, Lu Y, Chen Y, Huang X, Chen A, Jiang Y, Gu W, Qian X, Yang H, Cheng R (2011) Flocculation properties of biodegradable amphoteric chitosan-based flocculants. Chem Eng J 172:287–295. doi:10.1016/j.cej.2011.05.106
Acknowledgments
This research has been supported by Kemira Oyj and FIBIC (Finnish Bio-economy Cluster), who are gratefully acknowledged. We greatly appreciate the help of M.Sc. Sara R. Labafzadeh with analytical measurements. Dr. Alistair King and Dr. Jonni Ahlgren are acknowledged for their expert advice and prof. Maija Tenkanen’s research group for the assistance with GPC analysis.
Author information
Authors and Affiliations
Corresponding authors
Electronic supplementary material
Below is the link to the electronic supplementary material.
Rights and permissions
About this article

Cite this article
Sievänen, K., Kavakka, J., Hirsilä, P. et al. Cationic cellulose betainate for wastewater treatment. Cellulose 22, 1861–1872 (2015). https://doi.org/10.1007/s10570-015-0578-2
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10570-015-0578-2