
Abstract
Concentrations of Mg2+, glycine, yeast extract, biotin, acetaldehyde and peptone were optimized by a uniform design process for ethanol production by Saccharomyces cerevisiae. Using non-linear step-wise regression analysis, a predictive mathematical model was established. Concentrations of Mg2+ and peptone were identified as the critical factors: 50 mM Mg2+ and 1.5% (w/v) peptone in the medium increased the final ethanol titre from 14.2% (v/v) to 17% (v/v) in 48 h.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
Very high gravity (VHG) fermentation technology is now being used for industrial scale production of ethanol as a biofuel. VHG technology is defined as “the preparation and fermentation to completion of mashes containing 27 g or more dissolved solids per 100 g mash” (Thomas et al. 1993). Its benefits include a decrease in process water requirements and energy costs, increased productivity and ethanol concentrations in the product. An important consideration in VHG fermentation is that the yeast is subjected to considerable osmotic stress which decreases its growth and cell viability. Several authors have observed that Mg2+ (Hu et al. 2003), yeast extract (Bafrncova et al. 1999), glycine (Thomas et al. 1994), biotin (Alfenore et al. 2002) and peptone (Stewart et al. 1988) have a protective effect on yeast growth and viability and improve the final ethanol concentration. Others have shown that acetaldehyde is highly effective in shortening the lag phase of Saccharomyces cerevisiae and the fermentation time (Barber et al. 2002). However, all these works used single-factor experiments. Little work has been done to study the simultaneous effect of these factors being added to fermentation medium. Uniform design is one of the best statistical design techniques, and requires the fewest multi-level experiments (Zhang et al. 1993). The main objective of uniform design is to sample a small set of points from a given set of points, so that the sampled points are uniformly scattered. In this work, uniform design was applied to optimize the concentrations of the above factors and build a mathematical model for predicting the final ethanol production and the predictive capability of this empirical model was also verified.
Materials and methods
Materials
Active dry yeast was purchased from Angel Yeast Co. (Hubei, P. R. China). It can grow at higher temperature (40°C–42°C) and low pH (as low as pH 2.5) and tolerate high concentrations of glucose (60%, w/v) and ethanol (13%, v/v). α-Amylase and glucoamylase were supplied by Genencor (China) Ltd. Yeast extract and peptone (biochemical grade) were obtained from Beijing Abxing Biological Technology Company. All other chemicals were of reagent grade and were purchased from Sinopharm Chemical Reagent Co. (Shanghai, P. R. China). Corn flour (starch content about 68%, w/w) was obtained from a local market. Chemicals required for the measurement of ethanol were purchased from Sigma Chemical Co.
Hydrolyzation of corn flour
Corn flour, 100 g, was dispersed into 170 ml water containing 1 mM CaCl2 in a 500 ml flask. Five IU α-amylase was added per gram corn flour. The temperature was held at 96°C for 60 min and then lowered to 60°C, when 500 IU glucoamylase per gram corn flour was added to the gelatinized starch. The mashes were incubated at 60°C for 30 min and then cooled to room temperature, and ready for fermentation.
Uniform design and statistical analysis
Mg2+, yeast extract, glycine, biotin, peptone and acetaldehyde were added to the fermentation medium according to uniform design. The detailed design will be described in Results and discussion. The data from uniform design were analyzed by a software package (Uniform Design Version 1.0), which was provided by the Institute of Special Economic Animal and Plant Sciences, Chinese Academy of Agriculture Sciences. This software package could generate a design digest according to the number of factors and levels, and build the mathematical model by non-linear step-wise regression analysis. It could also give the results of the F test for the mathematical model and every factor in the model. Therefore, we could know whether the mathematical model was suitable or not, and which factor was statistically significant to the results.
Preparation of inoculum
Active dry yeast, 5 g, was dispersed in 50 ml prewarmed (38°C) 0.1% (w/v) sterile peptone water. After holding at 38°C for 20 min, 3 ml yeast solution was inoculated to each flask containing about 250 ml corn flour hydrolyzate, and the flasks were cultured at 30°C.
Cell number
Total cell counts and viable-cell counts were determined by a direct microscopic method at a magnification of 400. Samples from flasks were diluted with modified Ringer solution containing 250 mg Methylene Blue per liter. Cells which were stained blue were considered to be nonviable (Thomas and Ingledew 1990).
Ethanol assay
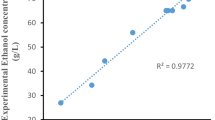
The samples taken from flasks were centrifuged at 10,000 g for 10 min. Ethanol content of the supernatants was then measured enzymatically with alcohol dehydrogenase (Cornell and Veech 1983) in microtitre wells. Each well contained 100 μl 0.6 M Tris/0.4 M lysine hydrochloride buffer, pH 9.7, 20 μl 32 mM NAD, 10 μl sample, 65 μl distilled water and 5 μl crystalline yeast alcohol dehydrogenase (1,264 units/ml). After mixing, the absorbance at 340 nm was measured using microplate spectrophotometer at 37°C. Ten microlitre water in place of the ethanol sample was also run as a control. Ethanol content of samples was calculated from an ethanol standard curve.
Results and discussion
In this study, uniform design 0610 (UD0610) was used to construct a mathematical model (Zhang et al. 1993), which could quantitatively describe how ethanol fermentation responds to the variation of the factors including Mg2+, yeast extract, glycine, biotin, peptone, acetaldehyde and their interactions. Each factor had five levels, and the five levels were repeated once to form 10 levels. These factors and their levels are given in Table 1. The work sheet and the experimental results for the design are shown in Table 2.
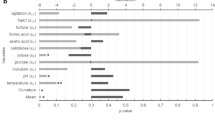
Using the software package Uniform Design Version 1.0, the significant main effects and factor interaction could be automatically selected for incorporation into the statistical model by a step-wise non-linear regression method based on the confidence level. The model was established for the prediction of ethanol yield as follows:
The predicted values are displayed in Table 2 along with the experimental values. Comparison of these values indicated that there was an excellent agreement between the experimental and predicted data within the range of the experimental values tested. The F analysis in Table 3 shows that the statistical model is significant at the 1% level. The most significant factors contributing to ethanol yield are the concentrations of Mg2+ and peptone. From the empirical model equation established and the significant main factors determined, an optimal addition for the corn flour hydrolyzate can be established as a mixture of 50 mM Mg2+ and 1.5% (w/v) peptone. The performance of the addition was conformed in three identical flask fermentations, which gave an over 20% increase in final ethanol concentration and more cells in 48 h (Table 4).
To investigate the relationship between the concentrations of Mg2+, yeast extract, glycine, biotin, peptone and acetaldehyde, a simple but useful uniform design was used in flask culture to optimize ethanol production. This study is probably the first of its kind to attempt to quantitatively describe how ethanol fermentation responds to the variation of the above factors and their interactions. The results presented here showed that Mg2+ and peptone concentrations are the most significant factors contributing to ethanol production among the six factors used in the experiment. Although the application of the mathematical model clearly demonstrated that there was a significant effect on ethanol production generated by altering the Mg2+ and peptone concentrations in the medium for the combination of the medium and strain used in this work, it did not mean that the mathematical model was effective for other organisms or in other fermentation media.
Conclusion
Using uniform design, a model could be developed for ethanol production, and Mg2+ and peptone concentrations were considered as the most significant factors contributing to ethanol production among the six factors examined.
The corn flour hydrolyzate is commonly used for ethanol production in China. According to this study, the final ethanol concentration could reach 17% (v/v) in 48 h by increasing the ratio of corn flour and water to 1:1.7 and adding 50 mM Mg2+ and 1.5% (w/v) peptone to the corn flour hydrolyzate.
References
Alfenore S, Molina-Jouve C, Guillouet SE, Uribelarrea JL, Goma G, Benbadis L (2002) Improving ethanol production and viability of Saccharomyces cerevisiae by a vitamin feeding strategy during fed-batch process. Appl Microbiol Biotechnol 60:67–72
Bafrncova P, Smogrovicova D, Slavikova I, Patkova J, Domeny Z (1999) Improvement of very high gravity ethanol fermentation by media supplementation using Saccharomyces cerevisiae. Biotechnol Lett 21:337–341
Barber AR, Henningsson M, Pamment NB (2002) Acceleration of high gravity yeast fermentations by acetaldehyde addition. Biotechnol Lett 24:891–895
Cornell NW, Veech RL (1983) Enzymatic measurement of ethanol or NAD in acid extracts of biological samples. Anal Biochem 132:418–423
Hu CK, Bai FW, An LJ (2003) Enhancing ethanol tolerance of a self-flocculating fusant of Schizosaccharomyces pombe and Saccharomyces cerevisiae by Mg2+ via reduction in plasma membrane permeability. Biotechnol Lett 25:1191–1194
Stewart GG, D’Amore T, Panchal CJ, Russell I (1988) Factors that influence the ethanol tolerance of brewer’s yeast strains during high gravity wort fermentation. Tech Q Master Brew Assoc Am 25:47–53
Thomas KC, Hynes SH, Jones AM, Ingledew WM (1993) Production of fuel alcohol from wheat by VHG technology: effect of sugar concentration and fermentation temperature. Appl Biochem Biotechnol 43:211–226
Thomas KC, Hynes SH, Ingledew WM (1994) Effects of particulate materials and osmoprotectants on very-high-gravity ethanolic fermentation by Saccharomyces cerevisiae. Appl Environ Microbiol 60:1519–1524
Thomas KC, Ingledew WM (1990) Fuel alcohol production: effects of free amino nitrogen on fermentation of very-high-gravity wheat mashes. Appl Environ Microbiol 56:2046–2050
Zhang W, Yu XJ, Yuan Q (1993) Uniform design: a new approach of designing fermentation media. Biotechnol Tech 7:379–384
Acknowledgement
Author Fan-Qiang Wang would like to acknowledge China Postdoctoral Sciences Foundation for support to complete this study.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article
Cite this article
Wang, FQ., Gao, CJ., Yang, CY. et al. Optimization of an ethanol production medium in very high gravity fermentation. Biotechnol Lett 29, 233–236 (2007). https://doi.org/10.1007/s10529-006-9220-6
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10529-006-9220-6