
Abstract
Ignorance regarding finished and used leather wastes leads to environmental pollution. Conversion of these solid wastes into energy and resource efficient products proves to be challenging. Nevertheless, leather fibres (LFs) were extracted from these solid wastes and they are mixed with various proportions of natural (cotton, CF) and synthetic (polyester, PF) fibres to prepare LF:CF and LF:PF composites. These composites were further processed into leather blended yarns (LBYs) and leather blended fabrics (LBFs). The fibres, LBYs, LBFs were characterized for their physicochemical and mechanical properties. Scanning electron microscopic images revealed the structure and compactness of the yarn. Mechanical properties of LBYs and LBFs were promising, which enables their use in leather and textiles industry applications. Blended fabrics made from LF:CF and LF:PF were of good quality with smooth finish. Hence, the study has unravelled a novel concept of fabric manufacture which is energy efficient, eco-friendly and cost effective.
Graphical Abstract

Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
Leather industries are keenly monitored owing to their environmental pollution. Although they contribute significantly towards economic development, pressure from pollution control authorities and increasing environmental awareness has cornered them to adopt various sustainable strategies like cleaner processing methods using eco-friendly enzymes, waste minimization, etc. (Saravanan et al. 2014). United Nations Industrial Development Organization states that leather products are consumed by more than one-fourth of the world’s population. In India, about 20–30 % of leather is discarded as waste during footwear and leather goods production. In light of this alarming statistics, it becomes apparently important to properly utilise the finished leather wastes and used leather products, which will otherwise become a serious threat to the environment.
There have been some studies on different types of solid and liquid leather tanning wastes which have proven to be efficient if used as fertilizers and soil agents for acidity correction according to Nogueiraa et al. (2011). The most often proposed technological solution to the problem of waste shavings utilisation is the production of secondary or artificial leathers designed for footwear elements, fancy goods or non-woven fabrics as substrates for leather-like materials (Przepiorkowska et al. 2007). The methods of leather waste utilisation have been reviewed by Sastry et al. (2005). Senthil et al. (2014a, b) have demonstrated the preparation of leather boards from chrome-containing buffing leather wastes, for the manufacture of leather products.
These solid wastes can be thought of as potential inputs for starting new processes provided they are resource and energy efficient. Textile industry is one such potent industry which could encompass sustainable novel innovations. In the current scenario, there is a need to search for unconventional yarn ingredients for textile materials due to the sky rocketing prices of commercially available fabric ingredients (Chen and Burns 2006). Leather fibres (LFs) produced from finished leather wastes (Senthil et al. 2014a, b) are relatively a new and novel material which can be used in the production of textile materials. The properties of LF such as low weight, low cost and abundant availability make this type of materials an attractive alternative to traditional material such as cotton, polyester, viscose, silk, wool, etc.
In recent years, research has been focussed on production of blended fabrics containing natural and synthetic fibres like cotton–polyester (Aghasian et al. 2008), cotton–acrylic (Cil et al. 2009), cotton–nylon (Roudbari and Eskandarnejad 2013), kenaf–cotton (Tao et al. 1999), polyester–viscose (Canoglu and Yukseloglu 2008), wool–polyester (Lupton and Khan 1984), etc. An attempt was made in this study to exploit this technology for leather–cotton and leather–polyester blended fabrics preparation.
Zinc oxide-based nanoparticles (ZNPs) have attracted significant attention due to their unique physical, chemical and electrical properties. Potential applications of ZNPs extend into everyday settings, including coating in fibre materials to improve structural and microbial resistant properties of fabrics (Vigneshwaran et al. 2006). The antibacterial properties of ZNP can be exploited in the production of antibacterial fabrics, which can be used in medical clothes, protective garments, bed spreads, etc. to minimize nosocomial infections.
The objective of this study was to prepare leather blended fabrics (LBFs) from finished and used leather wastes. LF was mixed with cotton/polyester fibre (CF/PF) in various proportions to prepare composites. LBFs prepared using these composites were characterized for their physicochemical properties using thermo gravimetric analysis (TGA) and scanning electron microscopic (SEM). Yarns' mechanical properties such as breaking load, single yarn strength, etc., and fabrics’ mechanical properties such as needle perforations, water vapour permeability, yarn count, etc., were also assessed. Further analysis on biodegradation by enzymatic hydrolysis was also carried out.
Materials and methods
Leather wastes such as leather scraps, leather upper of waste shoes, old leather bags, purses, etc., were collected from leather industry and Central Leather Research Institute Staff Quarters, Chennai (Tamil Nadu, India). CFs (length 0.5–1.0 cm and diameter 10 mm) were collected from Textile Technology Department, Anna University (Chennai, India). PFs (length 3.0–6.0 cm and diameter 15 mm diameter) were obtained from the Saravana Polythreads (P) Ltd. (Erode, India). All chemicals used were of analytical grade.
Preparation of LF
The leather portion from shoes and slippers was removed and cleaned. These leather wastes were cut into small pieces using swing arm clicker (Porielli S.20, Vigevano-Italia; Fig. 1a). The cut leather waste was converted into LF with the help of fibrizer machine (SDL868, USA; Fig. 1b). The fibre size ranged between 1.0 and 2.0 cm in length and 0.3 and 0.7 mm in diameter (Fig. 2a–c). Coarse and uneven fibres were removed using mechanical stainless steel sieve (Senthil et al. 2014a, b).

Instruments used to prepare leather fibre a swing arm clicker machine and b fibrizer machine

Photographic images of a leather scraps, b leather fibre, c processed leather fibre, d cotton fibre and e polyester fibre
Characterization of LF, CF and PF
LF, CF (Fig. 2d) and PF (Fig. 2e) were characterized for their mechanical properties and surface morphology. Mechanical properties such as tensile strength (MPa) and percentage of elongation at break were measured using Universal testing machine (Instron model 1405) at an extension rate of 5 mm/min. SEM analysis was carried out on Model Leica stereo scan 440 instrument. The samples were coated with gold ions using an ion coating unit. The micrographs for LF, CF and PF were taken by operating the instrument at 15 kV accelerating voltage. TGA was performed using high resolution 2950 TGA thermo gravimetric analyzer (TA Instrument). Samples weighing between 10 and 20 mg were placed in a platinum pan and tests were carried out in a programmed temperature range of 0–800 °C at a heating rate of 5 °C/min under nitrogen atmosphere at flow rate of 50 mL/min.
Preparation of leather blended composite (LBC)
LF was mixed with various proportions of CF and PF individually using a blending machine (DCHMJ-1000) at a speed of 13,000 rpm. The composites prepared using LF and CF were designated as leather–cotton composite (LF:CF), while those prepared with LF and PF were designated as leather–polyester composite (LF:PF).
Preparation of leather blended yarn (LBY)
LBY was prepared using LBCs according to Lupton and Khan (1984). Briefly, LBCs were applied on to the carding machine (AP 2082) at a speed of 700 rpm, which helped in the process of opening up of the individual fibres, elimination of impurities, dusk, short fibres and also it enabled fibre blending, fibre orientation and finally web formation. In order to improve evenness of the sliver and to arrange fibres in parallel, the web was applied on to drawing machine (HY 1004) run at a speed of 24,100 rpm. Finally, leather–cotton and leather–polyester blended yarns were obtained using rotor spinning machine (TQF 168) operating at a speed of 100,000 rpm.
Characterization of LBYs
LBYs were characterized for their thermo gravimetry and surface morphology. Mechanical properties were assessed using specimens of 100 mm length. Extension at break (%) was measured using Universal testing machine (Instron model 1405) at an extension rate of 5 mm/min. Single yarn strength (elongation %) was measured using single yarn breaking tester (model PSY-10) by ASTM D2256-02 method. Yarn linear density (g/m) was calculated by measuring the weight per unit length of the yarn (Raja et al. 2014).
Preparation of LBFs
The leather–cotton and leather–polyester blended yarns were subjected to a series of process using knitting machine (KH 100) run at a speed of 2,500 rpm, to obtain leather–cotton and leather–polyester fabrics.
Characterization of LBFs
Mechanical properties of LBFs were assessed using specimens of 100 mm length. Breaking load (kgf/mm), elongation at break (%) (Fabrics—Clarks test method no. 131), tearing strength (kgf; Clarks TM-132) and needle perforations (N/mm; Satra TM33 method) were measured using Universal testing machine (Instron model 1405) at an extension rate of 5 mm/min. Yarn counts (EPI/PPI) were determined according to Behery et al. (1980). Water vapour permeability (mg/cm2), fabric weight (GSM) and fabric thickness (mm) of different LBFs prepared were determined according to Ramachandran et al. (2010).
Biodegradation of LBFs
Enzymatic method
The fabric materials were exposed to collagenase and cellulase enzymes to assess the biological stability of the material and its level of degradation. Known weight of each sample was taken and they were air-dried overnight at room temperature. Fabric sample was added into a small vial containing 30 mL acetate buffer (pH 4.5) with cellulase or collagenase enzyme (concentration of 2 g/L). The mixture was then incubated at 55 °C in water bath. After every 48 h, fabric sample was washed with distilled water, and then dried in a vacuum at 45 °C for 24 h. The immersion media were refreshed daily to maintain enzymatic activity. The extent of biodegradation was estimated for fabric sample based on weight loss (Li et al. 2010).
Composting method
The biodegradation of fabric materials was assessed by composting method as reported earlier (Li et al. 2010). In brief, composting experiments were conducted in the garden composting facility. The fabric specimens (known weight) were placed separately in onion bags and buried under the compost, along with a labelled plastic tag. The samples were removed after specified periods of time and the final weight was assessed.
ASTM D 5988-03 methods
The evolution of CO2 from samples was used as a measure of biodegradation according to ASTM D 5988-03. Samples were cut into 15 × 15 cm dimensions and the tests were carried out in desiccators at room temperature. For every sample, a blank, a positive control and a specimen in positive control were introduced in the desiccators. The blank was only natural soil; the positive control was natural soil in which ammonium phosphate solution was added. The specimen in positive control was the natural soil in which fabric samples and ammonium phosphate solution were added. In each desiccator, 50 mL of 0.5 N KOH in a 100 mL beaker and 100 mL of distilled water in a 150 mL beaker were placed on the perforated plate to maintain the moisture in the soil at 61 %. The amount of CO2 absorbed by the KOH solution was measured at pre-determined time intervals. With each sampling, aeration was provided by leaving the desiccator lid open for about 30 min. The CO2 trapped by KOH was determined by titration with 0.25 N HCl (Li et al. 2010).
Zinc oxide nanoparticle coating on LF, CF and PF
Zinc oxide nanoparticles were coated on LF, CF and PF following the method of EI-Nahhal et al. (2013). In brief, fibres were first washed in a water bath containing 5 % sodium dodecyl sulphate at 40 °C for 1 h. After rinsing with distilled water, the fibres were dried in hot air oven at 60 °C for 24 h. 0.05 g dry fibre was soaked in 10 mL of distilled water containing 0.12 g of ZnSO4 solution in a sonicated flask and irradiated for 10 min with Ultrasonic Senerator Model CL-18 (20 kHz, output 10 Turning 7). 0.06 g of NaOH was added to the mixture under stirring. The mixture was then resonicated at 40 °C for 1 h. The bath temperature was kept at a constant temperature around 40 °C. The product was then washed thoroughly several times with distilled water to remove any excess of hydroxide and dried in hot air oven at 60 °C overnight.
Fourier transform infrared spectroscopy (FTIR) analysis
FTIR measurements were carried out to determine the formation and changes in the functional groups of zinc oxide nanoparticle coated fibres. The spectra were measured at a resolution of 4 cm−1 in the frequency range of 4,000–500 cm−1 using Nicolet 360 FTIR Spectrometer.
Scanning electron microscopy (SEM)
ZnO nanoparticle coated fibres samples were subjected to SEM analysis as described earlier section.
Antimicrobial activity
Four bacterial cultures were used, including two gram-positive bacteria [Bacillus subtilis (NCIM 2718) and Staphylococcus aureus (NCIM 5021)] and two gram-negative bacteria [Proteus vulgaris (NCIM 2813) and Escherichia coli (NCIM 293)]. The antimicrobial activity effect of the prepared ZnO nanoparticle coated LF, CF and PF was evaluated according to EI-Nahhal et al. (2013). Briefly, a small piece of LF, CF and PF coated with ZnO nanoparticles was added to a tube containing 5 mL of freshly prepared brain heart infusion broth (BHIB, HiMedia, India) that was inoculated with bacterial cultures. The tubes were incubated at 37 °C for 24 h. The turbidity of the test tubes was compared visually to an uninoculated (control) BHIB tube. 100 µL of each tube was diluted and fractions were plated on nutrient agar plates and incubated at 37 °C for 24 h. Colony forming units/mL was calculated by multiplying the number of colonies by the dilution factor.
Statistical analysis
Results are presented as mean ± standard deviation (SD) of three individual experiments (n = 3). Analysis of variance and Duncan’s multiple range analysis were done to determine the significant differences among the groups. p values of p < 0.05 were considered significant.
Results and discussion
Preparation of blended fabrics using natural or synthetic fibres would result in low cost fabrics with higher strength. This study is a maiden attempt to use natural and synthetic fibres as reinforcement for LBFs. Fabrics prepared from leather waste and natural/synthetic fibres possessed better properties, which could be used for the manufacture of leather–textile products.
Characterization of LF, CF and PF
The mechanical properties of LF, CF and PF are given in Table 1. Collagen constitutes the major portion of LF, whereas cellulose and hemicelluloses constitute the major portion of CF (Senthil et al. 2014a, b). PFs have the shape of liquid resin with styrene monomer (Ayres and Whitnack 1960). PF possessed high values of tensile strength (MPa) which could be due to the presence of benzene rings in the polymer chain, which leads to chain stiffness. The microstructure of the LF, CF and PF were revealed by SEM (Fig. 3a–c). In LF, individual collagen fibres were clearly observed. CF was composed of closely packed cellulose crystalline fibrils and grooves (EI-Nahhal et al. 2013). PF was perfectly smooth, with the exception of perturbed surface which might present several morphologies. There were deposits completely covering the surface of the fibres. The fibre indicated longitudinal striations on the surface parallel to the axis, varying in length, and depth. TGA scans were taken to measure the thermal stability of the fibres as a function of blend composition and spinning conditions. LF (Fig. 4a) had a two step weight loss at 180 and 534 °C, while 24 % remained as residue. The initial weight loss was due to the evaporation of water molecules in the samples and the second weight loss was due to the denaturation of collagen present in LFs (Senthil et al. 2014a, b). Figure 4b depicts the thermal stability of the CF. Initial weight loss at 199 °C was attributed to the loss of water molecules and the second weight loss at 407 °C could be due to the decomposition of cellulose and hemicelluloses. The net weight of the residual matter was about 15 %, which proves the complete decomposition of the CF. Similarly, PF (Fig. 4c) showed two step weight losses with initial weight loss of about 18 % at 295 °C, second weight loss of about 83 % at 554 °C and 13 % remained as final residue. The major weight loss between 295 and 554 °C could be due to the decomposition of styrene monomer.

Scanning electron microscopic images of a leather fibres, b cotton fibres and c polyester fibres

TGA analysis of a leather fibres, b cotton fibres and c polyester fibres
Preparation of LBC
Composites prepared using LFs and CF/PFs are shown in Fig. 5a, b. The composite materials were even and had a uniform thickness.

Photographic images of a leather–cotton blended composite, b leather–polyester blended composite, c leather–cotton blended yarn, d leather–polyester blended yarn, e leather–cotton blended fabric and f leather–polyester blended fabric
Preparation of LBY
LBYs prepared using LF:CF and LF:PF composites are shown in Fig. 5c, d.
Characterization of LBYs
TGA revealed the thermal stability of LBYs. In leather–cotton blended yarn (Fig. 6a), weight loss was observed at 186 and 414 °C, and 15 % remained as final residue. The major weight loss (68 %) between 186 and 414 °C could be due to the decomposition collagen, cellulose and hemicelluloses. Leather–polyester blended yarn (Fig. 6b) exhibited a two step weight loss around 220 and 542 °C, with a final residue of 18 %. The surface morphology of LBYs was revealed by SEM. The LBYs (Fig. 7a, b) showed smooth surface, which could be due to blending of LF and CF/PF. The fibres were more uniformly and compactly twisted (Majumdar et al. 2011).

TGA analysis of a leather–cotton yarn and b leather–polyester yarn

Scanning electron microscopic images of a leather–cotton yarn and b leather–polyester yarn
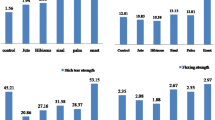
Mechanical properties of leather blended materials play an important role in deciding their end applications. Mechanical properties such as extension at break, single yarn strength, needle perforations, water vapour permeability, etc. were studied (Tables 2, 3). Extension at break % (E) revealed the elasticity of the LBYs. In both LF:CF and LF:PF, proportions of 50:50 ratio exhibited significantly (p < 0.05) higher values compared to other proportions. LBYs demonstrated a higher value compared to blended jute yarn (Mahabubuzzaman et al. 2007). Results reveal that single yarn strength of leather–cotton (50:50) and leather–polyester (50:50) yarns was higher compared to those of other proportions, and the values are comparable with those of other blended fabrics (Gahlot and Pant 2011). Increase in LF has led to a decrease in single yarn strength. Yarn linear densities are a phenomenon inseparably connected with spinning, and are also of fundamental importance during rotor yarn formation. Among the blended yarns, LF:PF displayed better values of linear densities, compared to LF:CF. Also, the values of LF:PF were comparable to that of commercially available cotton–polyester blended yarns (Cyniak et al. 2006).
Preparation of LBFs
LBFs prepared from LF:CF and LF:PF yarns are shown in Fig. 5e, f. LBFs were more suitable to make leather–textile consumer items such as cloths, winter ware, suiting and shirting materials, etc. The LBFs obtained were of good quality and had a smooth finish. LBFs were produced without a dyeing operation, which reduces pollution due to excess dye discharge. Varying colours could be produced based on the raw leather material chosen, nevertheless they were also amenable for dyeing according to the requirements.
Characterization of LBFs
LBF thickness, weight, needle perforations and water vapour permeability are given in Tables 4, 5. It was observed that the ratio of 50:50 (LF:CF/PF) displayed significant values in both LBFs.
The breaking load and elongation at break of blended fabrics is important because it influences the comfort properties of the final product in clothing design. The LBFs have displayed higher values for the LF:PF fabrics compared to LF:CF. Water vapour permeability capacity of a blended fabric material aids in efficient moisture transfer and hence plays a major role in deciding fabrics and clothing assemblies for different environment and workload conditions. Maintaining a dry product surface is essential to overcome sweating and it enhances the comfort levels of the wearer (Bagherzadeh et al. 2007). Jankauskaite et al. (2012) reported that LFs contain 25–30 % moisture. The moisture diffusivity of a textile material is influenced by a number of factors. It decreases with an increase in the fibre volume fraction of the material. So, with increase in LF content, the thickness of the fabric increases, thereby reducing the porosity and diffusion rate. Water vapour diffusion is highly dependent on the air permeability of the fabric. Air permeability increases as the porosity of the fabric increases. From the results, it could be stated that 50:50 (LF:CF) fabric exhibited significant water vapour permeability values due to its porous nature; there could have been a decrease in the fabric porosity with increase in LF volume (Das et al. 2007). The mechanical properties of LBFs were sufficient enough for the production of textile materials (Bassett et al. 1999).
Biodegradation of LBFs
The disposal of fabric materials also poses a serious problem in waste management. Hence production of biodegradable fabric materials is also a need of the hour. The LBFs (50:50 ratio of LF:CF/PF) which possessed better mechanical properties were chosen for the biodegradation study. Fabric weight loss due by biodegradation by enzymatic treatment is shown in Fig. 8a. To compare their biodegradability under the same testing conditions, cellulase and collagenase were used as the testing enzyme. The leather–polyester fabric had the lowest degradation values with less than 3 % weight loss, while leather–cotton fabric had higher biodegradation values (8 % weight loss).

Biodegradation by a enzymatic, b composting and c ASTM D 5988-03 method
Weight loss of all fabric samples was calculated after 3 months of composting. In composting tests, the leather–cotton fabric samples suffered a weight loss of approximately 45 % after 90 days. Under the same conditions, leather–polyester fabrics showed 15 % degradation (Fig. 8b).
In leather–cotton and leather–polyester fabrics, the percent conversions of carbon content to CO2 were used to determine the biodegradation extent of the specimen in natural soil. The biodegradation after 90 days according to ASTM D 5988-03 is given in Fig. 8c. The leather–cotton fabric degraded faster when compared to leather–polyester fabric. The leather–cotton and leather–polyester fabrics had similar degradation degrees in the first 20 days after which the leather–cotton fabric showed a significantly faster degradation than leather–polyester fabrics. The difference in biodegradation values between leather–cotton and leather–polyester fabrics could be due to the presence of cellulose and hemicellulose in cotton, which degraded faster compared to synthetic styrene monomer PFs.
Hence, LBFs prepared from LF and CF/PFs (50:50 ratio) exhibited better physical and mechanical properties. Among the two fabrics, LF:PF proved to be a better one. Nevertheless both the LBFs can be used for the production of textile materials especially for winter clothing. Production of LBFs is an efficient way of conversion of waste into wealth. LBFs produced using this method provided 50 % reduction in cost compared to commercially available blended fabrics.
Zinc oxide nanoparticle coating on LF, CF and PF
FTIR analysis
FTIR spectroscopy was used to study the functional groups of the samples. In LF (Fig. 9a), peak areas were obtained around 3,535 cm−1. It is because of the formation of hydrogen bonds due to tanning, which gives stability to leather. The characteristic amide I bond present at 1,642 and 1,665 cm−1 may be considered as a proof for LF (Nasr and Ismail 2010). The band at 1,741 cm−1 in Fig. 9b is characteristic of hemicelluloses and the band at 2,921 cm−1 can be attributed to the C–H stretching vibrations of cellulose (Liu 2013). In Fig. 9c, C=O stretching observed at 1,600 and 1,384 cm−1 could be attributed to the combination of ring C–C stretching, ester C–O stretching and ethylene glycol C–C stretching mode PFs. Spectra of ZnO nanoparticle coated fibres (Fig. 9d–f) clearly showed a single band at 460 cm−1 which could be attributed to the coating of ZnO nanoparticles.

FTIR analysis of a leather fibre, b cotton fibre, c polyester fibre, d ZnO nanoparticle coated leather fibres, e ZnO nanoparticle coated cotton fibres and f ZnO nanoparticle coated polyester fibres
SEM analysis
The morphology of surface deposition of ZnO nanoparticles on fibres was revealed by SEM (Fig. 10a–c). The size of the ZnO nanoparticles coated on the fibres ranged from 30 to 100 nm.

Scanning electron microscopic images of a ZnO nanoparticle coated leather fibres, b ZnO nanoparticle coated cotton fibres and c ZnO nanoparticle coated polyester fibres
Antimicrobial activity
The antibacterial activity of the fibres coated with ZnO nanoparticle was screened against two gram-positive strains [B. subtilis (NCIM 2718) and S. aureus (NCIM 5021)] and two gram-negative strains [P. vulgaris (NCIM 2813) and E. coli (NCIM 293)] (Table 6). These bacteria were selected, owing to their potency in causing clinical infections. ZnO nanoparticle coated fibres exhibited better antibacterial activity towards all the four strains of bacteria compared to those of uncoated fibres, which could be attributed to the antibacterial property of ZnO (Padmavathy and Vijayaragavan 2008). ZnO mediated antibacterial effect by generation of highly reactive oxygen species (EI-Nahhal et al. 2013). Since textile materials are good substrates for the growth of microorganisms, especially in hospital environment antibacterial clothing materials might prove to be an efficient way of minimizing infection. Hence, these fibres could be used for the production of cost effective protective garments.
Conclusions
Since finished and used leather wastes pose significant environmental problems, an attempt was made to convert these solid wastes into useful resources. LFs extracted from used leather wastes were used for the preparation of leather–cotton and leather–polyester composites. LBY was produced by mixing different proportions of LF with CF or PFs, among which a combination of 50:50 (LF:CF/PF) displayed significant properties. Also, 50:50 (LF:CF/PF) ratio of LBFs possessed the required mechanical properties for the manufacture of consumer materials. Since fabrics were prepared without any dyeing operation, there was considerable reduction in water pollution. Also, ZnO coated fibres possessed antimicrobial property, which enables its use for the preparation of medical garments. Hence, a versatile technology has been developed which could offer double benefits for waste management and income generation.
References
Aghasian S, Ghareaghaji AA, Ghane M, Parsian A (2008) Investigation on the properties of blended rotor-spun cotton/polyester yarn using a hybrid model. J Text Inst 99:459–465
Ayres WM, Whitnack GC (1960) Polarographic determination of styrene monomer in polyester resins. Anal Chem 32:358–360
Bagherzadeh R, Montazer M, Latifi M, Sheikhzadeh M, Sattari M (2007) Evaluation of comfort properties of polyester knitted spacer fabrics finished with water repellent and antimicrobial agents. Fiber Polym 8:386–392
Bassett RJ, Postle R, Pan N (1999) Experimental methods for measuring fabric mechanical properties: a review and analysis. Text Res J 69:866–875
Behery HM, Lee M, Vaughn EA (1980) Fiber migration and characteristics in open-end spun cotton-rich blended yarn. J Manuf Sci Eng 102:67–72
Canoglu S, Yukseloglu SM (2008) Hairiness values of the polyester/viscose ring-spun yarn blends. Fibres Text East Eur 16:34–38
Chen HL, Burns LD (2006) Environmental analysis of textile products. Text Res J 24:248–261
Cil MG, Nergis UB, Candan C (2009) An experimental study of some comfort-related properties of cotton–acrylic knitted fabrics. Text Res J 79:917–923
Cyniak D, Czekalski J, Jackowski T, Popin L (2006) Quality analysis of cotton/polyester yarn blends spun with the use of a rotor spinning frame. Fibers Text East Eur 14:33–37
Das B, Das A, Kothari VK, Fanguiero R, Araujo M (2007) Moisture transmission through textiles part I: processes involved in moisture transmission and the factors at play. AUTEX Res J 7:100–110
El-Nahhal IM, Zourab SM, Kodeh FS, Elmanama AA, Selmane M, Genois I, Babonneau F (2013) Nano-structured zinc oxide–cotton fibers: synthesis, characterization and applications. J Mater Sci Mater Electron 24:3970–3975
Gahlot M, Pant S (2011) Properties of oak tasar/viscose blended yarns. Indian J Fiber Text Res 36:187–189
Jankauskaite V, Jiyembetova I, Gulbiniene A, Sirvaityte J, Beleska K, Urbelis V (2012) Comparable evaluation of leather waterproofing behaviour upon hide quality influence of retanning and fatliqouring agents on leather structure and properties. Mater Sci (Medziag) 18:150–157
Li L, Frey M, Browning KJ (2010) Biodegradability study on cotton and polyester fabrics. J Eng Fiber Fabr 5:42–53
Liu Y (2013) Recent progress in Fourier transform infrared (FTIR) spectroscopy study of compositional, structural and physical attributed of development cotton fibers. Materials 6:299–313
Lupton CH, Khan S (1984) Production and performance of wool blends fabrics composed of yarns spun on the cotton system. Text Res J 54:81–92
Mahabubuzzaman AKM, Miazi MOG, Hossain MD, Sarker MAR, Khan MAN (2007) A study on the quality of blended jute yarn through two different process line. JTATM 5:1–5
Majumdar A, Mukhopadhyay S, Yadav R, Mondal AK (2011) Properties of ring-spun yarns made from cotton and regenerated bamboo fibers. Indian J Fiber Text Res 36:18–23
Nasr HE, Ismail A (2010) Improving the leather performance via treatment with different adducts and grafting with 1-Vinyl-2-pyrrolidinone. N Y Sci J 3:112–119
Nogueiraa FGE, Castroa IA, Bastosa ARR, Souzab GA, deCarvalhob JG, Oliveiraa LCA (2011) Recycling of solid waste rich in organic nitrogen from leather industry: mineral nutrition of rice plants. J Hazard Mater 186:1064–1069
Padmavathy N, Vijayaragavan R (2008) Enhanced bioactivity of ZnO nanoparticles—an antimicrobial study. Sci Technol Adv Mater 9:1–7
Przepiorkowska A, Chronska K, Zaborski M (2007) Chrome-tanned leather shavings as a filler of butadiene–acrylonitrile rubber. J Hazard Mater 141:252–257
Raja D, Prakash C, Ramakrishnan G, Koushik CV (2014) Influence of blend ratio and linear density on liquid spreading characteristics of bamboo/cotton-blended yarn knitted fabrics measured by liquid spread tester. J Text Inst 105:842–849
Ramachandran T, Manomani G, Vigneswaran C (2010) Thermal behaviour of ring- and compact-spun yarn single jersey, rib and interlock knitted fabrics. Indian J Fiber Text Res 35:250–257
Roudbari BY, Eskandarnejad S (2013) Effect of some navels on properties of cotton/nylon66 blend (1:1) rotor spun yarn and wrapper formation: a comparison between rotor and ring spun yarn. J Text 1–6. doi:10.1155/2013/262635
Saravanan P, Renitha TS, Gowthaman MK, Kamini NR (2014) Understanding the chemical free enzyme based cleaner unhairing process in leather manufacturing. J Clean Prod 79:258–264
Sastry TP, Sehgal RK, Ramasamy T (2005) Value added eco-friendly products from tannery solid wastes. J Environ Sci Eng 4:250–255
Senthil R, Hemalatha T, Manikandan M, Das BN, Sastry TP (2014) Leather boards from buffing dust: a novel perspective. Clean Technol Environ Policy. doi:10.10071/s10098-014-0831-7
Senthil R, Hemalatha T, Santhosh KB, Uma TS, Das BN, Sastry TP (2014b) Recycling of finished leather wastes: a novel approach. Clean Technol Environ Policy. doi:10.1007/s10098-014-0776-x
Tao W, Calamari TA, Yu C, Chen Y (1999) Preparing and characterizing kenaf/cotton blended fabrics. Text Res J 69:720–724
Vigneshwaran N, Kumar S, Kathe AA, Varadarajan PV, Prasad V (2006) Functional finishing of cotton fabrics using zinc oxide soluble starch nano composites. Nanotechnology 17:5087–5094
Acknowledgments
The award of STRAIT fellowship to R. Senthil is gratefully acknowledged.
Conflict of interest
The authors declare that there is no conflict of interest.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Senthil, R., Inbasekaran, S., Gobi, N. et al. Utilisation of finished leather wastes for the production of blended fabrics. Clean Techn Environ Policy 17, 1535–1546 (2015). https://doi.org/10.1007/s10098-014-0881-x
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10098-014-0881-x