
Abstract
Worldwide leather industry is known to cause high degree of pollution such as soil and water contamination. Dyed trimming, a leather industry waste, is often dumped near the industrial site and is used for land filling. Recycling of such industrial wastes for making useful products by substituting leather has been investigated and reported here. Flexible composite sheets were made from dyed trimmings only and also in combination with natural fibres in various blend ratios. Wastes from jute and cotton were used as sources of natural fibres. The composite sheets showed maximum tensile strength and breaking loads at 50:50 blend ratios of dyed trimmings and natural fibres. The ultimate tensile strength, elongation, double fold, bursting strength, density and water and oil absorption characteristics of the composite sheets were determined as per American Society for Testing and Materials and Indian Standard methods. The products, i.e. the composite sheets, and the starting materials, i.e. the dyed trimmings and jute and cotton fibres, were also characterized by Fourier transform infrared spectroscopy, thermogravimetric analysis and scanning electron microscopy. Energy-dispersive X-ray analysis of both untreated and treated dyed trimmings was carried out and the presence of chromium 2.54% in untreated samples was recorded but the sample treated with NaOH did not show the presence of chromium. The natural fibre significantly improves the mechanical strength and thermal properties of the blended composite sheets with the increase in flexibility. These flexible sheets possess higher physical strength as compared to leather and may be used as leather substitute for making apparels and goods.
Graphical Abstract

Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
Leather industry is one among the few industries that utilizes by-products such as skin and hides generated by meat and meat processing industries. These putrescible waste materials are converted into useful consumer products through a series of steps such as pre-tanning, tanning, post-tanning and finishing. The process steps generate several wastes from the beginning to the end affecting air, water and soil, paving its way to the list of most polluting industries in the world (Aloy et al. 1976). The wastes from tanneries contain solid wastes such as splits, shavings and trimmings which contain fats, mineral components and liquid wastes such as waste water and sludge rich in organic compounds. In case of the processes where chrome tanning is used, the wastes contain chromium(III) and their oxidized products, which further pollutes the groundwater (Rao et al. 2002; Srivastava et al. 2007; Fahim et al. 2006; El-Sabbagh and Mohamed 2011; Boopathy et al. 2013). In addition, gaseous emissions such as ammonia, hydrogen sulphide, amines and volatile hydrocarbons emitted in the process are also of concern (Saravanabhavan et al. 2003).
The management of solid wastes generated by tanneries has become a major concern in recent years. Nearly 850 kg of solid wastes and only 150 kg of valuable leather are generated on processing 1000 kg of raw hides. The solid wastes are also difficult to get rid of (Kanagaraj et al. 2006). Since majority of these wastes are of biological origin, their use in making value-added products would be helpful from the point of ecology and environment. Some of these wastes are used for making value-added products such as glue and gelatine which further emit odoriferous gases to the atmosphere. Other solid wastes from leather processing may also be the sources of materials for producing useful products using mechano-chemical processing. Dyed trimming, a solid waste generated during the final stage of production of finished leather product, may also be used for making value-added products through such processes.
Plant fibres are being used for several generations in man-made products/processes due to their easy availability, inexpensive, low density, low energy consumption, biodegradability and renewability nature (Stamboulis et al. 2001). The products made from biological origin are generally considered to be environmentally benign (Bismarck et al. 2006). They exhibit several advantageous properties such as better mechanical strength, lower density, light weight and flexibility. These natural fibres are also used in reinforcement of thermoplastic polymers for automotive applications, building materials, particle boards, insulation boards, etc. (Holbery and Houston 2006; Reddy and Yang 2005). Incorporation of such renewable materials of biological origin makes the final product biodegradable and eco-friendly. Similarly, plant fibre-reinforced dyed trimming composites may be a potential material for variety of applications (Senthil et al. 2015b).
In recent years, considerable efforts are made on production of value-added materials from tannery industry wastes. Senthil et al. (2015a) worked on recycling of leather waste to make a leather-like substitute. However, their product may not prove to be commercially acceptable, as the physico-mechanical strength properties are comparatively low. For effective utilization of such industrial waste, an investigation was undertaken to develop highly flexible composite sheets from dyed trimmings only and in combination with plant fibres such as fibres from jute and cotton wastes, adopting easy methods using commercially available machineries and equipments. The physico-mechanical strength properties such as ultimate tensile strength, elongation, double fold, bursting strength, density and water and oil absorption characteristics of the products, i.e. the composite sheets, and the raw materials, i.e. the dyed trimmings and jute and cotton fibres, were determined as per American Society for Testing and Materials (ASTM) and Indian Standard (IS) methods. The products and the starting materials were also characterized by Fourier transform infrared spectroscopy (FTIR), thermogravimetric analysis (TGA) and scanning electron microscopy (SEM).
Experimental
Materials and methods
Dyed trimmings, collected from M/s Jasper Concept, Bangalore, India, were cut into pieces of 0.75 cm length and 0.7 mm width. Natural fibres, i.e. cotton waste in the form of hosiery cuttings and jute waste in the form of gunny bag, were collected from the market of Jorhat, India. These were also cut into 1.5 cm long pieces. The chemicals used in this work were procured from M/s Spectrochem, India.
Chemical constituents of jute and cotton waste fibres were determined using the methods suggested by Technical Association of Pulp and Paper Industry (TAPPI, USA). Jute and cotton waste cuttings were dried in an oven for 6 h at 90 ± 5 °C and then powdered in a Wiley mill. The powdered fraction was screened through 40 and 60 BSS mesh, and the fraction passed through 40 BSS mesh and retained on 60 BSS mesh (+0.25 mm −0.42 mm) was used for analysis. Lignin content of plant fibre materials was determined by TAPPI, T-222 om-83, and for cellulose content, a method suggested by Thimmaiah (1999) was adopted.
FTIR spectra (4000–400 cm−1) were recorded for natural fibres and composite sheets on KBr discs in a Shimadzu IR Affinity-1 spectrophotometer. TGA investigations were carried out using TA Instrument (SDT Q600). The samples were heated from 20 to 700 °C at a heating rate of 10 °C/min under nitrogen environment flow of 100 ml/min. SEM investigations of dyed trimmings, natural fibre and flexible composite sheets were carried out by Leo 1430 vp operated at 3 kV on gold-coated sample, and images were taken at different magnifications. Energy dispersive X-ray spectroscopy (EDX) pattern of dyed trimmings were obtained by sigma HV, Carl Zeiss Microscopy Ltd. operated on gold coated sample. Powder XRD diffractions were carried out on a Rigaku, Ultima IV X-ray diffractometer ranges from 2° to 80° 2θ, using CuKα source (γ = 1.54056 Ǻ). The crystallinity index (CI) was calculated using Eq. 1, where I 002 is the maximum intensity of the I 002 lattice reflection and I 101 is the maximum intensity of X-ray scattering broad band, due to amorphous region of the sample (Segal et al. 1959).
Tensile strength of dyed trimmings, natural fibre and flexible composite sheets was determined at 25 °C and 55% RH using TWI Make Universal Testing Machine (UTM), Model TUTE 10T. Ultimate tensile strength (MPa), maximum load (N) and elongation (%) values were also calculated by the UTM10 DCCP TWI LCD software version SP2 PACK 04/13. Flexing endurance strength was also assessed using folding endurance tester, MIT-type (UEC-1007-C) machine according to ASTM D6182 test method. Bursting strength was determined with Bursting strength tester (UEC-1010-B1) machine using ASTM D2207 test method. Two sets of experiments were carried out for water absorption tests using distilled water for two different time periods (24 and 72 h) following IS specification (IS 2712-1998). Similarly, two sets of experiments were also conducted for oil absorption test for the composite sheets using hydraulic oil (Grade: Servo system-32 of Indian Oil Corporation Ltd.) at two different temperatures, i.e. 150 ± 2 and 20–30 °C, following IS specification (IS 2712-1998).
Preparation of flexible composite sheet sample
The cuttings of dyed trimming samples were cooked with 5% NaOH solution at 100 °C for 3 h followed by washing with cold fresh water. Similarly, waste gunny bag cuttings and hosiery cuttings were also cooked separately maintaining the same ratio of chemical, cooking temperature and time, washed with cold fresh water and beaten separately in a Laboratory Valley Beater (UEC-2018 A) for 3 h at 1.5% consistency. Three separate stocks were prepared from dyed trimming, jute waste and cotton waste using 1.5% rosin, 1% alum and 2.5% nitrile rubber latex solution added during stock preparation. Composite sheets were made in handmade vat, maintaining dyed trimming to jute/cotton waste at 40:60, 50:50 and 60:40 ratio, followed by screw pressing to remove the excess water from the sheet. The prepared hand sheets were initially dried in sunlight, then sprayed with 50% solution of nitrile rubber latex and then dried again in an oven (40–50 °C) followed by hot pressing in a hydraulic hot press at 70–80 °C.
Results and discussion
Physico-chemical analyses
The physico-chemical characteristics of dyed trimmings and jute and cotton wastes are presented in Table 1. The initial thickness of dyed trimmings, gunny bag and hosiery cuttings were measured and found to be 1.28, 1.43 and 0.32 mm along with their respective densities 0.529, 1.45 and 1.55 g/cm3, respectively. The cellulose content recorded for jute and cotton wastes was 60.23 and 99.90%, respectively, and the lignin content was recorded 13.3% in jute waste.
FTIR spectra
The FTIR spectra of cotton waste, jute waste, dyed trimming and composite sheets are shown in Fig. 1. The spectra for waste cotton and jute fibre (Fig. 1a, b) show a broad and intense band at ~3400 cm−1 due to the hydrogen-bonded O–H stretching vibration from the cellulose. The IR band at ~2925 cm−1 for jute fibre is assigned to –CH2 antisymmetric stretching vibration in cellulose, degraded hemicelluloses and lignin. This band is shifted to lower frequency (~2905 cm−1) for cotton fibre, which may be due to the absence of residual lignin resulting in decrease in carbon atoms attached to carbon or hydrogen (–C–C– or –C–H) (Woldesenbet et al. 2013). Band at ~1630 cm−1 in both cotton and jute fibre is assigned to bending mode of absorbed water and some contribution from carboxylate group. The bands in the region 1260–1056 cm−1 involve the C–O stretching vibrations of aliphatic primary and secondary alcoholic groups in cellulose. Both the fibres show a peak at ~898 cm−1 due to β-glycosidic linkage of glucose ring of cellulose indicating the typical structure of cellulose (Saikia et al. 2015; Das et al. 2014). FTIR spectra of dyed trimming display characteristic peaks for amide A and amide B of collagen fibres at ~3400 and ~2930 cm−1, respectively (Waleed and El-Zawawy 2006). The amide I, amide II and amide III absorption peaks of typical collagen fibres were also found at ~1637, ~1533 and ~1241 cm−1, respectively (Payne and Veis 2004; Puica et al. 2006; Mirghani et al. 2012). In the leather-fibre composite, individual characteristic FTIR peaks of cotton/jute and collagen fibres appear with change in position and intensity indicating interaction between collagen and natural fibres. The red shifting of amide I and amide II peaks of collagen fibre along with the decrease in intensity of hydrogen-bonded O–H stretching vibration of natural fibre with some broadening effect clearly reveals that there is a certain degree of interaction between the natural fibre and collagen fibre through these bonds.

FTIR spectra of a cotton waste, dyed trimming and composite sheets, b jute waste, dyed trimming and composite sheets
XRD patterns
The XRD patterns of waste cotton and jute fibres, dyed trimming and composite sheets were recorded to investigate the crystallinity of the samples at different stages (Fig. 2a, b). The XRD patterns of waste cotton and waste jute fibre showed two peaks representing the planes 101 and 002 at 2θ around 16° and 22.7° (Fig. 2a, b), respectively, characteristic of cellulose crystalline phase of the fibres (Saikia et al. 2015; Das et al. 2014). Crystallinity index (CI) was calculated and it is found to be 47 and 68% for jute fibre and cotton fibre, respectively. The higher value of CI for waste cotton fibre is consistent with 99.9% cellulose with negligible amount of lignin as found in constitutional analysis (Table 1). In the XRD of dyed trimming, a broad peak with 2θ value in the range of 15°–30° is observed, which is characteristic of collagen fibre (Eikenberry and Brodsky 1981; Zhou et al. 2014; Dutta et al. 2016). The XRD patterns of composite sheets show slightly boarder and weaker reflection compared to those of dyed trimming and waste cotton and jute fibres which may be attributed to the significant structural modification in the composite sheets. This change in relative intensity and location of reflection peak indicates interaction between collagen and natural fibres during composite formation.

X-ray diffraction spectra of a cotton waste, dyed trimming and composite sheets, b jute waste, dyed trimming and composite sheets
TGA curves
The TGA curves of waste cotton and jute fibres, dyed trimming and composite sheets are shown in Fig. 3a, b. The percentages of weight loss for respective samples are presented in Table 2. The weight loss in the samples occurred in three stages: the first one in the range of 35–200 °C, the second one 200–400 °C and third one 400–700 °C. For the waste fibres, weight loss in the range of 35–200 °C may be accounted to the evaporation of absorbed and crystal water molecule associated with the cellulose fibre (Ray et al. 2002). The main degradation occurred in the range of 200–400 °C, which may be assigned to the degradation of polymers such as hemicelluloses and α-cellulose, and the third stage is attributed to the carbonization of these polymeric materials (Maldas et al. 1997). Similarly, for dyed trimmings, the first one (11.10%) refers to the loss of water molecules along with some volatile components such as oil and low molecular weight greases present in the leather fibre during processing steps (35–200 °C); the second stage (35.69%) refers to the thermal degradations of proteins (200–400 °C); and the third stage (43.36%) is attributed to the carbonization of these proteins (Horn et al. 2009; Swarnalatha et al. 2008; Madera-Santana et al. 1998). It was observed that the composite sheets exhibited weight loss of 56.07 and 69.63% for jute waste composite and cotton waste composite, respectively, in the transition temperature 200–400 °C compared to 60.35 and 84.31% weight loss for jute fibre and cotton fibre individually. Similarly, in the transition temperature 400–700 °C, jute waste composite and cotton waste composite exhibit weight loss 27.83 and 20.66%, respectively, compared to 43.36% for individual collagen fibre (dyed trimming). This shows that the cellulose of waste cotton and jute and proteins of dyed trimming interact and therefore increase the thermal stability of the respective composite sheets.

TGA spectra of a cotton waste, dyed trimming and composite sheets, b jute waste, dyed trimming and composite sheets
SEM analysis
Figures S1(a-e) and S2(a-e) [see ESI] show the SEM and invert SEM of dyed trimming, cotton fibre, jute fibre and composite sheets made from the above materials. The SEM of dyed trimming [Figs. S1a(i) & a(ii) and S2a(i) & a(ii)] revealed two types of collagen fibre: one long, rod shaped, comparatively larger in diameter and the other comparatively narrow and smaller in size. Longitudinal cracks were also visible on the surface of the fibre. Some bundle of fibres was also seen occasionally. SEM of cotton fibre is represented by Figs. S1(b) & S2(b). The fibres were continuous, long, thin and whitish in colour. The fibres were found to form a strong network without addition of binders. No pores or longitudinal cracks were visible on the surface. Figures S1(c) and S2(c) represent the SEM of jute fibre which is similar to that of cotton fibre. The fibres were uniform, continuous and cylindrical in shape. Some fibres were seen in bundle form. Fibrils were also seen on the surface which may be due to the effect of NaOH used for cooking and because of removal of lignin and hemicellulosic materials. The SEM of the composite made from jute fibre and dyed trimming is presented in Figs. S1(d) and S2(d). Jute fibres were distinctly visible which are comparatively larger in diameter. The collagen fibres are embedded with the jute fibres uniformly forming a network of jute and collagen fibres. This is supported by the results of the FTIR and XRD study, where interaction between natural fibre and collagen fibre is indicated during composite making. The void spaces between collagen and jute fibre were occupied by latex used during stock preparation and surface coating. Figures S1(e) and S2(e) show the SEM of composite made from dyed trimming and cotton waste fibre. A network of cotton and collagen fibres uniformly bound by latex solution was also observed. The uniform network of both the fibres may have resulted due to better fibrillation of cotton fibre and use of latex solution during stock preparation, which helped to increase the bonding of the fibres. Although natural fibres possess similar morphology, there are differences among them which may be due to the variation of morphological characterizes such as number of fibre cells, cell wall size, size and shape of the lumen. Hence, different plants show different fibre characteristics and mechanical strength properties (Fidelis et al. 2013). Figure S3(a-c) [see ESI] shows the surface plot diagrams of cotton waste, jute waste and their composites, which reflects the surface morphologies. In the SEM of cotton and jute fibres, two types of fibres, i.e. long-wide and long-narrow fibres, were seen which were randomly distributed [Fig. S3(a) & (b)]. They are found to be less pronounced and randomly distributed in the micrographs of the composites [Fig. S3(c) & (d)].
EDX analysis
Figure S4(a-d) [see ESI] shows the EDX spectra of untreated and treated dyed trimmings. EDX spectra clearly show the presence of Cr along with C, O, Na, Si, Cl and Ca in the samples before NaOH treatment [Fig. S4(a) & (b)]. The corresponding peak for chromium in the EDX spectra [Fig. S4(c) & (d)] of the sample after NaOH treatment was found to be absent. Dyed trimming samples as such contained 2.54% chromium, which became absent after alkaline treatment.
Mechanical properties
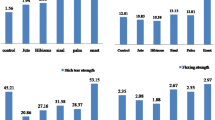
The physical strength properties such as ultimate tensile strength (UTS), elongation and breaking load of the fibres from jute and cotton wastes and that of dyed trimming are presented in Table 3. The UTS of jute and cotton waste fibres was recorded as 253.78 and 240.02 MPa, respectively [Fig. S5, see ESI]. The higher tensile strength could be attributed to the cellulose content present in the natural fibres (Senthil et al. 2015a). Lower cellulose content causes lower tensile strength of fibres (Rowell et al. 1997). The UTS of 65.07 MPa was recorded for dyed trimming [Fig. S6, see ESI]. The elongation values for jute and cotton waste fibres were recorded as 13.89 and 13.33%, respectively, and that of dyed trimmings was found to be 32.14%. The collagen content in leather might be responsible for high elongation in dyed trimmings. The breaking load values for all the three materials were found in the range between 3075 and 3120 N. The physico-chemical properties of all the three basic materials indicate that they are suitable for composite making.
Table S1 [see ESI] represents the physico-chemical properties of the composites made from the dyed trimmings alone and the mixture of jute and cotton wastes at different proportions. The densities of the composites sheets increase marginally with the increase in natural fibre content in the blend. The density at 50:50 blend ratios was recorded as 0.698 and 0.826 g/cm3 for the composites sheets made from the mixture of (1) dyed trimming and jute waste fibre and (2) dyed trimming and cotton waste fibre, respectively. However, the highest value (0.962 g/cm3) was recorded for the sheets made from dyed trimming alone.
The tensile strength properties of composite sheets made from dyed trimmings and the mixture of jute and cotton waste fibres at different stock ratios are presented in Table S2 [see ESI]. It has been observed that [Figs. S7–S9, see ESI], the sheet made from dyed trimming alone has lower tensile strength (22.7 MPa) compared to the composite sheets made from dyed trimming/cotton fibres (54.25 MPa) and dyed trimming/jute fibres (52.67 MPa). It was also observed that the natural fibres improve the mechanical strength properties of the composite sheets, which may be due to the uniform bonding of the natural fibre and collagen fibre. Natural fibre forms uniform network with the collagen fibre, causing enhancement of ultimate strength in the composite. The use of latex in the composition helps further enhancement of the physical strength (Ahmad et al. 2007). Senthil et al. (2015a) reported a similar finding and observed that the increase in tensile strength of the composites is due to the cellulose component present in the natural fibres. Rowell et al. (1997) have also reported the similar findings in the composites made from leather fibre alone and in combination in plant fibre. Nitrile rubber latex used for sock preparation and for spraying in the final sheet, in this study, helps to enhance the mechanical strength properties of the composite sheets. It has been observed in the present study that certain properties such as elongation, breaking load, folding endurance and bursting strength of the composite sheet were found maximum at 50:50 blend ratio. The folding endurance value was recorded highest in the sheet made from dyed trimmings and cotton fibre at 50:50 blend ratio. Because of the folding endurance values, the composite sheets showed better flexibility. Also, the treatment with rubber latex may further enhance the flexibility of the composite sheet (Ahmad et al. 2007; Srail and Burroway 1993). The sheets made with this composition show higher physical strength and flexibility and hence are optimum for the composite sheet made from dyed trimmings and natural fibres.
Absorption properties
The water absorption capacities of the composites made from dyed trimmings and cotton wastes at 50:50 ratios, while soaked for 24 and 72 h in water, were 16.87 and 35.40%, respectively, which are the least when compared with all the blend ratios. Likewise, oil absorption values of the same composites were 22.50% at low temperature (20–30 °C) and 33.38% at high temperature (150 ± 2 °C), which are least when compared with all the blend ratios. The absorption characteristics of the composite sheet match the specification for similar cellulose-based product (ASTM F 104 F336486E86M3). The water and oil absorption properties of the composite sheets are influenced by the latex treatments (Srail and Burroway 1993). The latex treatment with hot pressing makes the final sheets less hygroscopic and reduce the oil absorption property.
Conclusion
The dyed trimmings generated from the tannery industry can be converted to flexible composite sheet in combination with natural fibre through mechano-chemical processing. This flexible sheet possesses higher physical strength with low water and oil absorbing property, and therefore, it can be used as a substitute of leather for making different products. Recycling of such waste material not only helps to reduce the pollution but also helps leather industry in solving the waste disposable problem as well as to meet the increasing demand of virgin leather material to a certain extent.
References
Ahmad MR, Ahmad WYW, Samsuri A, Salleh J (2007) Ballistic response of natural rubber latex coated and uncoated fabric systems. J Rubber Res 10(4):207–221
Aloy M, Folachier A, Vulliermet B (1976) Tannery and pollution. Centre Technique Du Cuir
Bismarck A, Baltazar-Y-Jimenez A, Sarikakis K (2006) Green composites as panacea? Socio-economic aspects of green materials. Environ Dev Sustain 8(3):445–463
Boopathy R, Karthikeyan S, Mandal AB, Sekaran G (2013) Characterisation and recovery of sodium chloride from salt-laden solid waste generated from leather industry. Clean Technol Environ Policy 15:117–124
Das H, Dutta D, Saikia P, Kalita D, Goswami T (2014) Novel composite materials from polymeric waste and modified agro-fiber. Appl Sci Adv Mater Int 1:3–11
Dutta D, Hazarika R, Dutta PD, Goswami T, Sengupta P, Dutta DK (2016) Synthesis of Ag–Ag2S Janus nanoparticles supported on an environmentally benign cellulose template and their catalytic applications. RSC Adv 6:85173–85181
Eikenberry EF, Brodsky B (1981) X-ray diffraction of reconstituted collagen fibers. J Mol Biol 144:397–404
El-Sabbagh SH, Mohamed OA (2011) Recycling of chrome-tanned leather waste in acrylonitrile butadiene rubber. J Appl Polym Sci 121(2):979–988
Fahim NF, Barsoum BN, Eid AE, Khalil MS (2006) Removal of chromium(III) from tannery wastewater using activated carbon from sugar industrial waste. J Hazard Mater 136(2):303–309
Fidelis MEA, Pereira TVC, Gomes ODFM, Silva FDN, Filho RDT (2013) The effect of fiber morphology on the tensile strength of natural fibers. J Mater Res Technol 2:149–157
Holbery J, Houston D (2006) Natural-fiber-reinforced polymer composites in automotive applications. JOM 58(11):80–86
Horn MM, Martins VCA, Plepis AMD (2009) Interaction of anionic collagen with chitosan: effect on thermal and morphological characteristics. Carbohydr Polym 77:239–243
IS 2712, 1998. Gaskets and packings—compressed asbestos fibre jointing (MED 30: Gaskets and Packing)
Kanagaraj J, Velappan KC, Chandra Babu NK, Sadulla S (2006) Solid wastes generation in the leather industry and its utilization for cleaner environment—a review. J Sci Indus Res 65(7):541–548
Madera-Santana TJ, Tores AC, Lucero AM (1998) Extrusion and mechanical characterization of PVC-leather fiber composites. Polym Compos 19:431–439
Maldas D, Shiraishi N, Maldas D, Shiraishi N (1997) Liquefaction of biomass in the presence of phenol and H2O using alkalies and salts as the catalyst. Biomass Bioenergy 12:273–279
Mirghani MES, Salleh HM, Man YBC, Jaswir I (2012) Rapid authentication of leather and leather products. Adv Nat Appl Sci 6:651–659
Payne KJ, Veis A (2004) FTIR of collagen and gelatine solutions. Biopolymers 27:1749–1760
Puica NM, Pui A, Florescu M (2006) FTIR spectroscopy for the analysis of vegetable-tanned ancient leather. Eur J Sci Theol 2:49–53
Rao JR, Thanikaivelan P, Sreeram KJ, Nair BU (2002) Green route for the utilization of chrome shavings (chromium-containing solid waste) in tanning industry. Environ Sci Technol 36(6):1372–1376
Ray D, Sarkar BK, Basak RK, Rana AK (2002) Study of the thermal behavior of alkali-treated jute fibers. J Appl Polym Sci 85:2594–2599
Reddy N, Yang Y (2005) Biofibers from agricultural byproducts for industrial applications. Trends Biotechnol 23(1):22–27
Rowell RM, Sanadi AR, Caulfield DF, Jacobson RE (1997) Utilization of natural fibers in plastic composites: problems and opportunities. Lignocellulosic-Plastic Compos 13:23–51
Saikia P, Dutta D, Kalita D, Bora JJ, Goswami T (2015) Constr Build Mater 101:1031–1036
Saravanabhavan S, Aravindhan R, Thanikaivelan P, Rao JR, Nair BU (2003) Green solution for tannery pollution: effect of enzyme based lime-free unhairing and fibre opening in combination with pickle-free chrome tanning. Green Chem 5(6):707–714
Segal L, Creely JJ, Martin JAE, Conrad CM (1959) An empirical method for estimating the degree of crystallinity of native cellulose using the X-ray diffract meter. J Text Res 29:786
Senthil R, Hemalatha T, Kumar BS, Uma TS, Das BN, Sastry TP (2015a) Recycling of finished leather waste: a novel approach. Clean Technnol Environ Policy 17:187–197
Senthil R, Inbasekaran S, Gobi N, Das BN, Sastry TP (2015b) Utilisation of finished leather wastes for the production of blended fabrics. Clean Technnol Environ Policy 17:1535–1546
Srail RE, Burroway GL (1993) Latex for coating having improved flexibility. US Patent 5,194,469, 16 Mar 1993
Srivastava S, Ahmad AH, Thakur IS (2007) Removal of chromium and pentachlorophenol from tannery effluents. Bioresour Technol 98(5):1128–1132
Stamboulis A, Baillie CA, Peijs T (2001) Effects of environmental conditions on mechanical and physical properties of flax fibers. Compos Part A Appl Sci Manuf 32(8):1105–1115
Swarnalatha S, Srinivasulu T, Srimurali M, Sekaran G (2008) Safe disposal of toxic chrome buffing dust generated from leather industries. J Hazard Mater 150:290–299
Thimmaiah SK (1999) Standard methods of biochemical analysis. Kalyani Publishers, Delhi
Waleed K, El-Zawawy NA (2006) Blended graft copolymer of carboxymethyl cellulose and poly (vinyl alcohol) with banana fibre. J Appl Polym Sci 100:1842–1848
Woldesenbet F, Virk PA, Gupta N, Sharma P (2013) Biobleaching of mixed wood kraft pulp with alkalophilic bacterial xylanase, mannanase and laccase-mediator system. J Microbiol Biotechnol Res 3(4):32–41
ASTM F 104 F336486E86M3, Cellulose/Corks/Synthetic Rubber Gasket Material
Zhou YY, Yao HC, Wang JS, Wang DL, Liu Q, Li ZJ (2014) Greener synthesis of electrospun collagen/hydroxyapatite composite fibers with an excellent microstructure for bone tissue engineering. Int J Nanomed 10:3203–3215
Acknowledgements
The authors wish to thank Council of Science and Industrial Research (CSIR), New Delhi, for providing support to carry out the R&D work (NWP CSC-0103). The authors are also grateful to Dr. D. Ramaiah, Director, CSIR-North-East Institute of Science and Technology (NEIST), Jorhat, Assam, India, for his kind permission to publish the work. The authors also acknowledge Dr. Lakshi Saikia and Mr. Lachit Phukan, CSIR-NEIST for their help in SEM–EDX and thermal analysis.
Author information
Authors and Affiliations
Corresponding author
Electronic supplementary material
Below is the link to the electronic supplementary material.
Rights and permissions
About this article

Cite this article
Saikia, P., Goswami, T., Dutta, D. et al. Development of a flexible composite from leather industry waste and evaluation of their physico-chemical properties. Clean Techn Environ Policy 19, 2171–2178 (2017). https://doi.org/10.1007/s10098-017-1396-z
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10098-017-1396-z