
Abstract
This study tries to find out the hotspots of the Spanish cement sector in 2010 by the life cycle assessment (LCA) and evaluates some improvement scenarios where best available technologies and substitution measures are taken into consideration. The document presents an environmental LCA of the cement production using the 2011 International Reference Life Cycle Data System method recommended by the European Commission. Attending to the clinker production by stage, fossil fuel combustion is the most important source in terms of impacts. Besides, limestone’s calcination is crucial attending to the climate change. Electricity consumption is also relevant both in human toxicity with cancer effects and freshwater eutrophication (FE). Accordingly, solutions deployed lead to reductions in different impact categories. Fossil fuel substitution scenario achieves to reduce 33 and 37 % photochemical ozone formation and acidification (A), while material substitution scenario leads to reduce 10–13 % each impact category. On the other hand, fossil fuel substitution scenario entails an increase of 10 % in FE. Considering the ideal case of applying all these improvements together, reductions go from 15 % in FE to 49 % in A, respectively. To face the problems derived from fossil fuel combustion, a fuel shift is needed to reach less contaminant options such as biomass and bio-waste. Material substitution is another good solution for the industry, but it requires a change in the demand and further research to ensure the properties of cement. Authors recommend taking into consideration the collateral increase of the FE due to the phosphates increase coming from the alternative fuels combustion.
Similar content being viewed by others
Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
Relevant life cycle assessment (LCA) studies are only available for a specific cement plant located in Spain (Cardim de Carvalho 2001; Josa et al. 2007; Masanet et al. 2012; Valderrama et al. 2012, 2013) but not for the Spanish cement industry as a whole. Besides, there is an increasing interest on both the environmental profile and the sustainability of the cement production. Several authors have been working on to reduce the emissions coming from cement production from a technological approach (Benhelal et al. 2013; Brown et al. 2014), while other authors have been discussing the environmental consequences of applying different solutions (Huntzinger and Eatmon 2009; Fiksel et al. 2011; Volkart et al. 2013) from a LCA approach.
This study gives a LCA using the Spanish cement industry as the assessment object. The work is also remarkable due to the fact that the Spanish industry is obliged to reduce greenhouse gases (GHG) and industrial emissions in order to abide by the European Directives 2001/81/EC, 2009/29/EC and 2010/75/EC.
The objective of the document is to carry out a LCA of the Spanish cement sector by identifying its hotspots and analysing the implementation of best available technologies (BAT) as well as some improvement scenarios where substitution measures are taken into consideration.
Cement production
Cement is generally produced as a mixture of limestone, clay and sand, which provides the four key ingredients required: lime, silica, alumina and iron. By mixing these ingredients and exposing them to intense heat, the resulting chemical reactions convert the partially molten raw materials into pellets called clinker. After adding gypsum and other minerals, the mixture is ground to form cement, a fine grey powder (IEA 2009a).
The process of producing cement consists of three main stages: raw material preparation, clinker burning (pyro-processing) and cement preparation (IEA GHG 2008; EIPPCB 2013).
Depending on the moisture content of the material, cement production routes may be classified into four types: dry, semi-dry, semi-wet and wet. Nowadays, BATs in cement production are based on dry processes. The dry process route requires less energy than the wet route so it is generally preferred (IEA GHG 2008).
Spanish cement industry
In 2010, the production of cement was 3,310 Mt worldwide and 191 Mt in the European Union (EU-27) (CEMBUREAU 2011), from which 23.5 Mt was produced in Spain (OFICEMEN 2010a). Most of the cement was produced using dry production techniques. In 2010, there were 58 clinker kilns operating in Spain, from which 55 had dry-route kilns (OFICEMEN 2010a).
According to the European standard EN 197-1:2000, there are 27 types of cement classified into 5 groups (CEN/TC-51 2000). The most common is the Portland cement’ (type-I), with a composition of 95–100 % clinker and up to 5 % gypsum. Portland cements entailed 91.5 % of the total grey cement production in Spain in 2010 (OFICEMEN 2010a). Cement produced in Spain in 2010 can be grouped in 16 types according to the standard. Several cement types, such as II/B-S, II/A-D, II/A-Q, II/B-Q, II/A-W, II/B-W, II/A-T, II/B-T, III/C and V/B, were not produced in Spain in 2010.
In line with the cement(s) disaggregation in Table 1, grey cement production meant 97.3 % of the total production in 2010, the rest being white cement (not analysed). Gypsum addition was 4.5 % each. Grey clinker and grey cement productions were 21.2 and 22.8 Mt in 2010, respectively (OFICEMEN 2010a).
Regarding atmospheric emissions, operative cement facilities reported 7 % of the total CO2 Spanish emissions in 2010 (PRTR-ES 2010; MAGRAMA 2012). From that CO2, 63.06 % came from process (calcination) and 36.94 % from fuel combustion (OFICEMEN 2010a).
National inventory distinguishes between CO2 coming from combustion (CO2c) and from process (CO2p). Besides, amounts of Table 2 are higher than those from Spanish Pollutant Release and Transfer Registry (PRTR-ES), since this inventory only gives account for emissions above certain limit, i.e. the CO2 threshold is 100 kt/year per releasing point. In other words, the PRTR-ES registry only shows the largest emission sources. With respect to the Spanish total, CO2 from cement industry means 6.4 % in 2010 (MAGRAMA 2012). Other pollutants also have significant contributions: NOx, 3.8 %; SO2, 1.7 %; CO, 2.5 % and VOC, 0.15 %.
Methodology
Life cycle assessment is a technique for addressing the environmental aspects and potential environmental impacts throughout a product’s life cycle from raw material acquisition through production, use, end-of-life treatment, recycling and final disposal. There are four phases in an LCA study (ISO 2006):
The goal and scope. The scope, including the system boundary and level of detail, of an LCA depends on the subject and the intended use of the study.
The life cycle inventory (LCI). It is a list of input/output data with regard to the system being studied.
The life cycle impact assessment (LCIA). The purpose of LCIA is to provide additional information to help assess a product system’s LCI results so as better understand their environmental significance.
The life cycle interpretation. The results of an LCI or an LCIA, or both, are summarized and discussed as a basis for conclusions and recommendations.
Life cycle assessment
Goal and scope
The goal of this LCA is to analyse the Spanish cement production in 2010 in terms of environmental impacts and to examine the effect on the environment and human health of applying BAT according to EIPPCB (2013) and Moya et al. (2010).
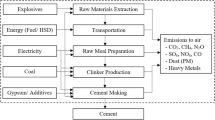
This LCA is a cradle-to-gate analysis of the Spanish cement sector in 2010. It goes from the extractive processes to the cement production as shown in Fig. 1. The work is divided into two analyses:

Scheme of the main processes in cement production for this LCA study. Notes (1) Electricity mix is excluded from the scheme. (2) BFS blast furnace slag, FA fly ahes
-
First, a technical approach by production phase using 1 t of clinker as functional unit. This assessment excludes cement production phase to avoid confusions in the second analysis. As clinker is the same for each cement type although there is not one cement type that represents the entire production, it seemed reasonable to exclude the cement phase (mainly cement milling) from the first analysis. Besides, cement milling only enters an extra amount of electricity (around 1/3 of the electricity consumption in a cement plant) to the system.
-
Second, an assessment of the Spanish cements industry as a whole using 1 t of cement as functional unit. This analysis is done in absolute midpoint units.
Both analyses are focused on several impact categories compiled by the recommendations for life cycle impact assessment from the International Reference Life Cycle Data System (ILCD) handbook (EC-JRC 2011). The emissions and resources derived from LCI are assigned to each of these impact categories. They are then converted into indicators by factors calculated by impact assessment models. These factors reflect pressures per unit emission or resource consumed in the context of each impact category. Emissions and resources consumed, as well as different product options, can then be cross-compared in terms of the indicators (EC-JRC 2011). Using the ILCD 2011 midpoint method, the following impact categories have been analysed: climate change (CC), human toxicity with cancer effects (HTce), photochemical ozone formation (POF), acidification (A) and freshwater eutrophication (FE) (EC-JRC 2012).
Spanish electricity mix in 2010 (Table 3) has been built in order to describe the burdens of the electricity grouping data from Red Eléctrica de España (the Spanish electricity system operator) (REE 2011) and using existing electricity processes from Ecoinvent database (ECOINVENT 2010).
The LCA software SimaPro 7.3 (PRé Consultants 2012) has been used to build all inventories and scenarios. Most of the processes have been taken from the Ecoinvent database (ECOINVENT 2010).
Life cycle inventory
Figure 1 shows the main processes in cement production for this LCA study. System boundaries include waste from refuse as secondary materials and as alternative fuels. Only the pre-treatment and transport burdens of the waste are considered before using them as secondary materials (Habert 2013) or alternative fuels (Boesch and Meister 2011).
The inventory is split into two linked unit processes: clinker and cement production, each of them with different functional units, 1 t of clinker and 1 t of grey cement. The clinker unit process includes the primary raw materials and the fuels required as well as the transport of the materials and the infrastructures (see Table 4). The cement unit process introduces the clinker and the extra constituents according to each cement subtype production in 2010 (see Table 1). Mean values of the constituents’ ranges, established in the EN 197-1:2000 standard (CEN/TC-51 2000), have been assumed.
In 2010, Spanish cement factories produced 21.2 Mt of grey clinker and 22.8 Mt of grey cement (OFICEMEN 2010a). In terms of energy, the average Spanish thermal consumption of the kiln was 3,536 MJ/t of clinker, and the electricity consumption was 92 kWh/t of clinker. Cardim de Carvalho (2001) indicates that clinker unit process consumes 65.5 % of the total electricity, mainly due to the raw material mills and the clinker kiln processes, whereas the cement unit process (cement milling) consumes 30.8 % of the electricity.
Thermal contribution of the alternative fuels was 15.8 % of the total energy in 2010. Those alternative fuels are divided into 14 types (see ‘Appendix 1’) which have been categorised into three: biomass, partial-biomass and alternative-fossil (OFICEMEN 2010a). These valorised wastes are described in EC (2008), Law 16/2002, Law 22/2011 and Royal Decree 653/2003 and specifically in CEMA (2009, 2010).
In addition to the LCI of the alternative fuels (‘Appendix 1’), a LCI of fossil fuels is described in ‘Appendix 2’. Petroleum coke is the most relevant, with a contribution of 82 % of the total energy consumption (OFICEMEN 2010a).
CO2 from process (limestone calcination) is introduced in Table 4. Emissions coming from combustion, both for CO2 and other pollutants, are imputed to the fuel entered in the LCI of the clinker. Consequently, a detailed characterisation of the fuels has been done in ‘Appendix 1’ (alternative fuels) and ‘Appendix 2’ (fossil fuels).
Regarding PM10 emissions, results from Cardim de Carvalho (2001) have been assumed due to the lack of disaggregated data available concerning particulate matter <10 μm (PM10) emission factors from clinker and cement. It has been assumed that 64.87 % of the PM10 emissions come from the clinker unit process and 30.62 % from the cement unit process. The rest of PM10 until 100 % is lost in quarrying, transportation and fuel preparation.
Scenarios description
Human and environmental impacts of Spanish cement have been estimated using the 2010 cement production by type (Table 1), the LCI of Spanish clinker in 2010 (Table 4) and the average values of the European standard of cements EN 197-1 (CEN/TC-51 2000) (see Table 1). BASE scenario is then depicted for the Spanish cement production in 2010.
Once cements subtypes are specified, the LCI of the cement production is simplified grouping the production shares and adding both the electricity consumed and PM10 emissions released by cement mills in the latter phase of the production (see Table 5).
Besides the BASE scenario, the document introduces five scenarios (E1–E5), adding improvements to reduce the environmental impacts of cement production. BAT and some technology prospectives have been taken into account in the description of new scenarios.
Thermal efficiency scenario (E1)
This scenario considers a reduction in the use of thermal energy in the clinker kiln. World Business Council for Sustainable Development (WBCSD) gives some values depending on the kiln technology: the lowest figure (from 2006) is for dry kilns with preheater and precalciner (3,382 MJ/t clinker) (WBCSD 2009). European Integrated Pollution Prevention and Control Bureau (EIPPCB) points out that consumption varies depending on the type and size of the kiln system (EIPPCB 2013). Plants using dry process, with multistage cyclone preheaters and precalcining kilns (the majority in Spain), start at about 3,000 and can reach more than 3,800 MJ/t of clinker. Spanish statistics from OFICEMEN (2010a) give an average thermal consumption of 3,536 MJ/t clinker in 2010. Moya et al. (2010) show that thermal consumption in clinker production is expected to be 3,300 MJ/t of clinker in 2030. E1 scenario includes this reduction. Some BAT options for meeting that target are based on varying the modes of operation. Specific measures could be to install modern clinker coolers; to optimise the length of the kiln, as well as its design thinking about the fuels selection; to optimise the process controls; to reduce the air-in leakage; to extent the precalcination to the raw material; to increase the number of cyclone stages; to reduce the moisture content of the raw material; etc. (MMA 2004; EIPPCB 2013).
Electrical efficiency scenario (E2)
According to EIPPCB (2013), the electricity demand for a cement plant in Europe ranges from 90 to 150 kWh/t of cement. Although electricity consumption reported in Moya et al. (2010) in the EU27 is around 110 kWh/t cement, Spanish statistics (OFICEMEN 2010a) show a value of 130 kWh/t of cement.
In the Spanish case, system boundaries include not only the electricity consumption regarding raw material grinding, fuel preparation and cement milling, but also the consumption of the associated quarry. In spite of that electricity consumption at quarry is very low (Cardim de Carvalho (2001) reports 1 %) so the value is accepted.
Projections of the electricity consumption get to 106 kWh/t cement in 2030 (Moya et al. 2010). Subsequently, this scenario entails a reduction of 19 % in the total electricity consumption compared to 2010 statistics. EIPPCB (2013) remarks one single BAT option in order to reduce consumption: exchanging old raw material mills for new alternatives.
Material substitution scenario (E3)
E3 scenario analyses the reduction of the clinker-to-cement ratio, from 0.8 in 2010 to 0.7 in 2030 (Moya et al. 2010). In order to build E3, European Standard EN197-1 (CEN/TC-51 2000) for cement compositions has been adjusted keeping the 2010 cement production breakout (see Table 1).
Achieving this target requires to substitute part of the clinker with other mineral compounds (see ‘Appendix 3’). Attending to OFICEMEN (2010a), alternative materials used to produce cement in Spain in 2010 were ashes and slag from the recycling of cement and steel production, waste from iron ore, and recycled gypsum. This is in line with the assumption of blast furnace slag, fly ashes, pozzolana and limestone, as the main extra constituents of Spanish cement. Subsequently, BASE scenario entails a clinker-to-cement ratio by 0.8 and E3 scenario, by means of ‘Appendix 3’, introduces a clinker-to-cement ratio of 0.7.
If one tries to keep the cement production breakout constant, it is necessary to modify the percentages of the cement constituents. It is quite difficult to keep the ranges for the classification of cements according to EN 197-1 standard while keeping the same production breakout. Consequently, a conservative rupture beyond the limits only for the Portland cements (types I and II, in bold) has been assumed.
Furthermore, secondary material pre-treatment has been considered (Habert 2013). Limestone has been approached by an Ecoinvent existing process, and pozzolana has been understood as silica sand in Ecoinvent.
Alternative raw materials can be used to replace traditional raw materials extracted from quarries, such as clay, shale and limestone, which are inserted in the kiln, not only for cement production. The chemical suitability of alternative raw materials is important to ensure that they provide the necessary constituents in the formation of clinker (CEMBUREAU 2009). Boesch and Hellweg (2010) describe a case with 4 % weight of material substitution (+1 % each: slag, fly ash, waste limestone and contaminated soil). In Spain, the material substitution before kiln entailed 1.3 % (in mass) in 2010 (OFICEMEN 2010a). Material substitution before kiln is not considered in this work.
Fossil fuel substitution scenario (E4)
E4 scenario considers the fossil fuel substitution by alternative fuels. The use of this type of fuels in the cement industry offers the opportunity to reduce production costs, dispose of waste and reduce CO2 emissions. Cement kilns are well suited for waste combustion due to their high process temperature and because clinker product and limestone feedstock act as gas-cleaning agents (IEA 2007). OFICEMEN (2010a) reported that 15.8 % of the thermal energy came from alternative fuels in 2010. EC made several projections for the fossil fuel substitution assuming 50–50 % between fossil and alternative fuels in 2030 in EU27 (Moya et al. 2010). In order to meet this target, both fossil and alternative fuels have been carefully described in ‘Appendices 1, 2’. For the implementation of this framework, incoming of fuels listed in Table 4 has been modified to accomplish with the 50–50 %, but keeping the 2010 fuel shares.
Ideal scenario (E5)
Finally, E5 scenario gathers all the measures described in the aforementioned scenarios (see Table 6). It is akin to an ideal scenario where all the possible expected improvements take place. It describes the optimum expected situation in the Spanish cement industry.
Results and discussion
Clinker production assessment (by process stage)
Table 7 shows the absolute values (per tonne of clinker) for each impact category using the ILCD 2011 midpoint method. As this analysis is referred to the generic Spanish cement (which encompasses the 16 subtypes produced in Spain in 2010), values from Table 7 cannot be disaggregated by production stages.
Paying attention to the results (see ‘Appendix 4’), it is observed that each cement subtype contribution is at the same level than productions. Portland cement type-I contributes with up to 30 % to each impact. Portland cement types II/A-V (fly-ashed), II/A-L (calcareous) and II/A-M (composite) also have remarkable contributions accounting for 10–15 % each. Apart from this analysis by cement type, it is interesting to consider the impact of the different process stages in the clinker production, the most energy intensive part in cement manufacture, since it includes kiln.
Impacts derived from clinker respect to the ones from cement are high enough for considering reasonable to focus only on the clinker production (Table 8). This avoids confusion with the selection of Spanish cement which it is considered generic (as in Table 7) and it makes possible to carry out a technical approach by production stage.
Figure 2 shows the LCIA results in the production of 1 t of clinker in 2010 in Spain. The most relevant point is the large contribution of fossil fuel combustion in all impacts, especially in POF and A. The contribution of transport is up to 2 % in POF but, in the same way as the material pre-treatment, it is almost negligible when compared to the rest of the categories.

LCIA results (relative units) of the production of 1 t of clinker in 2010 by production stage
Contribution of calcite’s calcination entails 58 % of the CC, whereas 36 % comes from combustion processes: this is connected to the origin of the CO2. OFICEMEN (2010b) reports that 63 % of CO2 came from process and 27 % from combustion. Petcoke combustion entails 98 % of the process contribution title ‘fossil fuel combustion’, being 99 % CO2 and almost 1 % methane. A slight 3.5 % contribution of alternative fuel combustion is linked to the non-bio part, mostly used tyres (52 %).
Human toxicity with cancer effects is divided into main three contributions: 20 % mining, 35 % fossil fuel combustion and 43 % electricity coming from the network. This impact derives from the introduction of aluminium oxides linked to mining processes. Material input introduces a chromium VI burden into the water, imputing up to 86 % of the mining process contribution to the human toxicity. Fossil fuel combustion contribution is linked to the petroleum coke combustion mainly (98 % of 29 %), and electricity consumed drags the chromium VI burden from the grid. While contribution of the chromium VI (compared with the rest of HTce-substances) entails 85 % weight in the case of electricity, this value falls to 51 % when looking at petcoke combustion where others substances (such as mercury and nickel) also have significant contributions.
In the category of POF, combustion of fossil fuels means 86 % of the total. Within this contribution, 68 % comes from nitrogen oxides, 19 % from sulphur dioxides and 11 % from non-methane volatile organic compounds (NMVOC).
Something similar occurs in A: fossil fuel combustion contributes, through petcoke combustion, up to 94 % of the total, from which 86 % is originated by sulphur dioxides and resting 14 % comes from the nitrogen oxides released.
Finally, fossil fuel combustion and electricity consumed entail 40 and 37 % in the FE category, respectively. Mining processes entail 5 %, and alternative fuels combustion emerges, with contributions up to an 18 %. This category impact is characterised in ILCD 2011 method by a unique substance: phosphates. Attending to the fossil fuel combustion, petcoke is the cause of the 86 % of the sub-contribution. Phosphates from electricity are due to the coal existing in the electricity mix. In addition, the majority of the phosphates in the alternative fuel contribution live in the combustion of refuse-derived fuel, municipal solid waste (MSW), used oils, and varnishes and solvents.
Comparing other impact categories with Cardim de Carvalho (2001), whose study thoroughly depicts the Spanish production, a major contribution of the eutrophication in our work is observed, mainly due to the introduction of alternative fuels in the 2010 energy mix (in 2001, cement plants did only burn fossil).
Aside from the national statistics (see Table 1), OFICEMEN (2010b) reported a value of 837 kg of CO2/t of clinker in 2010. For the total cement production, Portland Cement Association gives an approximate value of 900 kg CO2/t of clinker for a dry kiln with preheater and precalciner (Masanet et al. 2012), while other authors (Van Oss and Padovani, 2003) report 940 kg CO2/t of clinker, of which 54.2 % comes from calcination and 45.8 % from combustion. This share is very dependent on the fuel mix and the energy required. In this work, absolute CO2 emission in the production of clinker is 919 kg CO2 (929 kg CO2-eq), being CO2 from process 57.9 % and CO2 from combustion 42.1 %. A ratio of 60/40 of CO2 coming from process (limestone calcination) and from combustion, respectively, is accepted.
From the LCIA results obtained for the clinker production (see Fig. 2), several hotspots are found. Due to the contribution of the fossil fuel combustion to each impact, it is crucial to focus on that point. The main solution for the ‘combustion problem’ is to apply energy consumption improvements (BAT measures). This idea encompasses scenarios E1 and E2. Additionally, the scenarios E3 and E4 are focused on reducing the energy consumption, and the CO2 emissions by applying structural changes in the way the fuels and the materials are consumed.
Cement production assessment (sectorial analysis)
Once the technical approach has been done and hotspots have been found, second part of the study is focused on the Spanish cement sector in 2010. Thanks to EN 197-1:2000 (CEN/TC-51 2000) and introducing the modifications included in ‘Scenarios description’ section, LCIA results for the cement produced in Spain are obtained.
Absolute values for each impact category are shown in Fig. 3. CC goes from 799 kg CO2-eq in the BASE scenario to 628 kg CO2-eq in the ideal scenario, E5. In addition, both A and POF decrease almost to a half. In contrast, HTce and FE reduce their amounts by around 30 and 15 % in E5, the most advantageous scenario. Besides, it is observed that FE grows significantly (+10 %) in E4, the fossil fuel substitution scenario.

LCIA results (relative units) of the production of 1 t of cement in 2010 considering the implemented scenarios
Scenario E1 achieves 6 % reductions both in A and POF and 2–3 % in the rest of the categories. The scenario E2 reaches to reduce FE up to 11 % and HTce 8 %, being the rest negligible. Scenario E3, the material substitution scenario, achieves 10–13 % reductions in each category impact. Finally, scenario E4 reaches great reductions in A and POF, 37 and 33 % respectively. Furthermore, a 7 %-decrease takes place in CC and 5 % in HTce. Furthermore, by applying alternative fuels in the kiln, it is observed that FE does not experience any reduction. This is due to the effect of the burdens derived from the combustion of alternative fuels, mainly sewage sludges, refuse-derived fuel, MSW, used oils and varnishes, as shown in ‘Clinker production assessment (by process stage)’ section.
The ideal scenario, E5, proposed as an exploration for 2030 using the projections of the EC (Moya et al. 2010), entails very different reductions: 21 % in CC, 49 % in A, 45 % in POF, 30 % in HTce and 15 % in FE. These achievements are only attained as a result of all improvements described.
Focusing on achieving reductions in the CC impact category, the best way is to reduce the clinker-to-cement ratio followed by substituting fossil fuels with alternative ones. In terms of reducing the impacts in all environmental categories, fossil fuel substitution would be the first solution to be taken into consideration.
Material substitution scenario, E3, looks like the second preferred way to achieve reductions. This scenario is linked to the decarbonisation of the cement production process, i.e. reducing CO2 emissions coming from limestone’s calcination, and it could contribute positively in diminishing the CC. Nevertheless, its implementation is difficult: keeping the European standard ranges for cements while keeping production breakdown is quite complex. In this work, a rupture of the European standard has been assumed in order to reduce the clinker-to-cement ratio from 0.8 to 0.7. In order to achieve that target, the need of a change in both cement’s demand, going from the current majority of Portland cements (type-II, 66.1 % and type-I, 25.4 %) to a major participation of non-Portland cements (types-III–IV–V), i.e. more declinkered cements; and more research on mechanical and chemical properties of cements (IEA 2009b), is quite obvious. To do so, an improvement in the process control systems (testing in detail the strength, durability, setting time, etc.) is required to ensure that mineral composition of the product is kept (Shi et al. 2011; Ioannou et al. 2014). Currently, some material substitution projects are taking place in many countries, but they are still at an early stage (CEMBUREAU 2012).
Valderrama et al. (2013) show results of a Spanish cement plant with a pair of scenarios: a material one and a fossil fuel substitution scenario. Material substitution scenario enters to the kiln 1.35 % (in mass) of dried sludge, the rest being limestone. As E3 scenario introduces secondary materials after the kiln, comparison is unsuitable. Moreover, its fossil fuel substitution scenario entails a unique entrance of dried sludge matter by 5.8 % (in mass). Reductions achieved are 1 % in CC, 5.2 % in A, 4.6 % in POF and 3 % in FE. In comparison, our BASE scenario (depicting a sectorial framework) enters 15.8 % (in energy, what is slightly different) through 14 alternative fuels and E4 scenario extends the contribution up to 50 %, reason for which our reductions are higher.
From the point of view of industry, a preferred way is observed: fossil fuel substitution. In 2002, substitution rate was 2 %, growing up to 15.8 % in 2010 and being 22 % in 2011 (OFICEMEN 2010a, 2011). Spanish cement producers are trying to make people aware of the benefits of fuel substitution, not only because it is the most cost-effective option (according to EIPPCB (2013), energy-related costs mean 40 % of the total production costs), but also because the use of alternative fuels is carbon neutral and avoids burning waste at incineration plants.
Nowadays, the Spanish cement producers association, OFICEMEN, and the CEMA foundation (CEMA 2009, 2010, 2011) are developing the current framework to apply all these measures in the Spanish cement industry: substitution scenarios and use of waste, mainly. The European Cement Research Association, ECRA, is developing an ambitious plan to build a satisfactory cement industry roadmap where BAT, substitution scenarios and even CO2 capture have been studied.
To sum up, results have shown that a swap to alternative fuels usage is the best option to achieve the highest reductions in most of the impact categories considered, followed by the use of alternative materials in the composition of cement. On the contrary, these solutions are not ideal, since burning waste also releases large amounts of pollutants. Emissions derived from alternative fuels or materials also have an impact in human health and the environment, so these effects should be considered and evaluated in detail. Despite the cement industry is very interested in reducing its emissions, mainly CO2, NOx, SO2 and particulates, all options must be very carefully taken into account.
Conclusions
This work has addressed both human and environmental improvements applied on the Spanish cement making industry, implementing BAT on efficiency measures and considering other prospective solutions suggested by EC.
The first part of the study is focused on a technical analysis of the clinker production by process stage. Several hotspots have been found, depending on the impact category analysed: fossil fuel combustion, use of electricity and mining (quarry). Besides, CC presents an extra contribution coming from the CO2 from limestone’s calcination, the so-called CO2 from process. It is also remarkable that alternative fuels combustion is still low, and material pre-treatments and transportation are negligible.
Going beyond the hotspots’ recognition, this document has explored the Spanish cement sector in 2010, but looking at future. Consequently, a variety of scenarios have been developed in order to implement BAT and other technical solutions which would allow reduce emissions, waste and energy consumption.
Most significant improvements are referred to the energy requirements, both at the clinker kiln and power consumption. To face these challenges, it is needed to improve (or re-design) the kiln or change the mills for new ones. Notwithstanding, reductions in the considered impact categories are low (as much as 11 % in FE in E2). On the other hand, both material and fossil fuel substitution scenarios are the best options to achieve impact reductions.
Thus, changing the primary materials (entered in the cement mill with clinker) by secondary materials, previously considered waste (fly ashes, blast furnace slag, silica sands and non-calcined limestone), leads to 10–13 % reductions in each impact category. Furthermore, using alternative fuels instead of fossil has shown its advantages, decreasing 37 and 33 % A and POF, but increasing 10 % FE. Finally, in an ideal scenario where all technological options are implemented, reductions would reach from 21 % in CC to 49 % in A.
On this sectorial approach to the Spanish cement industry, it is possible to conclude that, in order to face the problems derived from fossil fuel combustion, a fuel shift is needed to reach less contaminant options. Material substitution is another good solution for the industry in terms of impact, but it requires a change in the demand and further research. Consequently, it will be necessary to ensure the properties of the cements (considering their uses) to the extent of the non-Portland cements demand grows. Beyond that, statistics are showing that the most cost-benefit option for cement producers in Spain is fossil fuel substitution, since alternative fuels shares are continuously growing (15.8 % in 2010, 22.4 % in 2011). Authors recommend taking into consideration the indirect increase of the FE due to the phosphates increase coming from the alternative fuels combustion.
As further developments of this work, the consideration of introducing carbon capture solutions to reduce CO2 emissions and its environmental impacts has been carried out (García-Gusano et al. 2013).
References
Benhelal E, Zahedi G, Shamsaei E, Bahadori A (2013) Global strategies and potentials to curb CO2 emissions in cement industry. J Clean Prod 51:142–161
Boesch ME, Hellweg S (2010) Identifying improvement potentials in cement production with life cycle assessment. Environ Sci Technol 44(23):9143–9149
Boesch ME, Meister R (2011) Manual for LCA 4 AFR. Module: cement kiln. ETH Zurich. Institute of Environmental Engineering Group for Ecological Systems Design. Zurich. www.ifu.ethz.ch/ESD/downloads/LCA4AFR/box_feeder/Manual_LCA4AFR_Cementkiln_v2.0.pdf. Accessed 03 Nov 2014
Brown D, Sadiq R, Hewage K (2014) An overview of air emission intensities and environmental performance of grey cement manufacturing in Canada. Clean Technol Environ Policy. doi:10.1007/s10098-014-0714-y
Cardim de Carvalho A (2001) Análisis de Ciclo de Vida (LCA) de Productos derivados del Cemento – Aportaciones al análisis de los inventarios del ciclo de vida del cemento. (In English: Life Cycle Assessment of the cement-derived products—Contributions to the study of the cement Life Cycle inventories). Thesis. Universidad Politécnica de Cataluña, Barcelona
CEMA (2009) Reciclado y Valorización de Residuos en la Industria Cementera en España (In English: Recycling and Valorization of waste in the Spanish cement industry). 2007–2009 update. Fundación Laboral del Cemento y el Medio Ambiente (CEMA). Instituto Cerdá for OFICEMEN, Madrid
CEMA (2010) Reciclado y Valorización de Residuos en la Industria Cementera en España. (In English: Recycling and Valorization of waste in the Spanish cement industry). 2010 update. Fundación Laboral del Cemento y el Medio Ambiente (CEMA). Instituto Cerdá for OFICEMEN, Madrid
CEMBUREAU (2009) Sustainable cement production. Co-processing of alternative fuels and raw materials in the European Cement Industry 2009. The European Cement Association, Brussels
CEMBUREAU (2011) Activity Report 2011. The European Cement Association, Brussels
CEMBUREAU (2012) Cements for a low-carbon Europe. A review of the diverse solutions applied by the European cement industry through clinker substitution to reducing the carbon footprint of cement and concrete in Europe. The European Cement Association, Brussels
CEN/TC-51 (2000) EN 197-1 Cement—part I: composition, specifications and conformity criteria for common cements; European Committee for Standardization
CORINAIR (2006) Combustion in manufacturing industry. Group 3. Cement. Table 8.2a. Emission factors for the production of cement (fuel related)
EC (2001) Directive 2001/81/EC. European Directive on national emission ceilings for certain atmospheric pollutants. Brussels
EC (2008) Directive 2008/98/EC. European Directive on wastes. Arts. 3–4. Brussels
EC (2009) Directive 2009/29/EC. European Directive amending Directive 2003/87/EC so as to improve and extend the greenhouse gas emission allowance trading scheme of the Community. Brussels
EC (2010) Directive 2010/75/EC. European Directive on industrial emission (integrated pollution prevention and control). Brussels
EC-JRC (2011) International Reference Life Cycle Data System (ILCD) Handbook Recommendations for Life Cycle Impact Assessment in the European context. 1st edition Nov 2011. European Commission—Joint Research Centre—Institute for Environment and Sustainability. Ispra
EC-JRC (2012) Characterisation factors of the ILCD Recommended Life Cycle Impact Assessment methods. Database and Supporting Information, First edn. European Commission, Joint Research Centre, Institute for Environment and Sustainability. Ispra
ECOINVENT (2010) Ecoinvent-center. Ecoinvent database v2.2 (2010); Swiss Centre for Life Cycle Inventories: 2010. www.ecoinvent.org/database/. Accessed 03 Nov 2014
EIPPCB (2013) Integrated Pollution Prevention and Control (IPPC): Reference Document on Best Available Techniques in the Cement and Lime Manufacturing Industries; European Integrated Pollution Prevention and Control Bureau: Joint Research Centre—Institute for Prospective Technological Studies. Seville
Fiksel J, Bakshi BR, Baral A, Guerra E, DeQuervain B (2011) Comparative life cycle assessment of beneficial applications for scrap tires. Clean Technol Environ Policy 13:19–35
García-Gusano D, Garraín D, Herrera I, Cabal H, Lechón Y (2013) Life Cycle Assessment of applying CO2 post-combustion capture to the Spanish cement production. J Clean Prod. doi:10.1016/j.jclepro.2013.11.056 (in press, corrected proof)
Habert G (2013) A method for allocation according to the economic behaviour in the EU-ETS for by-products used in cement industry. Int J LCA 18(1):113–126
Huntzinger DN, Eatmon TD (2009) A life-cycle assessment of Portland cement manufacturing: comparing the traditional process with alternative technologies. J Clean Prod 17(7):668–675
IEA (2007) Tracking industrial energy efficiency and CO2 emissions. International Energy Agency, Paris
IEA (2009a) Energy technology transitions for industry: strategies for the next industrial revolution. International Energy Agency, Paris
IEA (2009b) Cement technology roadmap: carbon emissions reductions up to 2050. International Energy Agency—The World Business Council for Sustainable Development, Paris
IEA GHG (2008) CO2 capture in the cement industry: international energy agency. Greenhouse Gas R&D Programme, Cheltenham
Ioannou S, Reig L, Paine K, Quillin K (2014) Properties of ternary calcium sulfoaluminate–calcium sulfate–fly ash cement. Cem Concr Res 56:75–83
ISO (2006) International Standard ISO 14040: Environmental Management. Life Cycle Assessment. Principles and Framework; International Organisation for Standardization, Geneva
Josa A, Aguado A, Cardim A, Byars E (2007) Comparative analysis of the life cycle impact assessment of available cement inventories in the EU. Cem Concr Res 37:781–788
Junta de Andalucía (2011) Guía de apoyo para la notificación de la industria de fabricación de elementos cerámicos de construcción. Notificación de datos PRTR. Epígrafe 3.g. Servicio de Prevención y Control Ambiental. Consejería de Medio Ambiente. Junta de Andalucía. (In English: Support guide for the notification of the emissions of the ceramic building production industry), Seville
Law 16 (2002) National Law 16/2002 on integrated pollution control. BOE-A-2007-8352. Madrid
Law 22 (2011) National Law 22/2011 on wastes and contaminated soils. BOE-A-2011-13046. Madrid
MAGRAMA (2012) Inventario de Gases de Efecto Invernadero de España. Edición 2012. Serie 1990–2010. Sumario de resultados (In English: Spanish GHG inventory 2012. Serie 1990–2010. Summary of results). Ministerio de Agricultura, Alimentación y Medio Ambiente (Ministry of Agricultura, Food and the Environment), Madrid
Masanet E, Stadel A, Gursel P (2012) Life-cycle evaluation of concrete building construction as a strategy for sustainable cities, SN3119, Portland Cement Association. Skokie, Illinois
MMA (2004) Guía de Mejores Técnicas Disponibles en España de Fabricación de Cemento (In English: Best Available Techniques Referente Document for the Spanish cement industry). Ministerio de Medio Ambiente (Ministry of Environment). Dirección General de Calidad y Evaluación Medioambiental, Madrid
Moya JA, Pardo N, Mercier A (2010) Energy efficiency and CO2 emissions: prospective scenarios for the cement industry. European Commission. Joint Research Centre—Institute for Energy, Petten
OFICEMEN (2010a) Anuario de 2010 (In English: Annual report 2010). Agrupación de Fabricantes de Cemento de España (Spanish Cement Association), Madrid
OFICEMEN (2010b) Informe CO2 de 2010 (In English: CO2 report 2010). Agrupación de Fabricantes de Cemento de España (Spanish Cement Association), Madrid
PRé Consultants (2012) SimaPro Life Cycle Assessment Software Package. V. 7.3.3. PRé Consultants. Amersfoort
PRTR-ES (2010) Spanish pollutant release and transfer registry. (E-PRTR Regulation and Royal Decree 58/2007). 2010 data. Accessed 03 Nov 2014
RD (2003) Royal Decree 653/2003 on waste incineration in Spain. BOE-A-2003-11946. Madrid
REE (2011) El sistema eléctrico español 2011 (In English: The Spanish electricity system in 2011). Red Eléctrica de España (Spanish electricity system, network operador). Alcobendas
Shi C, Fernández AV, Palomo A (2011) New cements for the 21st century: the pursuit of an alternative to Portland cement. Cem Concr Res 41(7):750–763
Valderrama C, Granados R, Cortina JL, Gasol CM, Guillem M, Josa A (2012) Implementation of best available techniques in cement manufacturing: a life-cycle assessment study. J Clean Prod 25:60–67
Valderrama C, Granados R, Cortina JL, Gasol CM, Guillem M, Josa A (2013) Comparative LCA of sewage sludge valorisation as both fuel and raw material substitute in clinker production. J Clena Prod 51:205–213
Van Oss HG, Padovani AC (2003) Cement manufacture and the environment part II: environmental challenges and opportunities. J Ind Ecol 7(1):93–126
Volkart K, Bauer C, Boulet C (2013) Life cycle assessment of carbon capture and storage in power generation and industry in Europe. Int J Greenhouse Gas Control 16:91–106
WBCSD (2009) The cement sustainability initiative. cement industry energy and CO2 performance. “Getting the Numbers Right”. World Business Council for Sustainable Development. Cement Sustainability Initiative (CSI), Conches-Geneva
Author information
Authors and Affiliations
Corresponding author
Appendices
Appendix 1
See Table 9.
Appendix 2
See Table 10.
Appendix 3
See Table 11.
Appendix 4
See Fig. 4.

LCIA results (relative units) of the production of 1 t of cement (generic) in Spain in 2010. Note SimaPro output
Rights and permissions
About this article
Cite this article
García-Gusano, D., Herrera, I., Garraín, D. et al. Life cycle assessment of the Spanish cement industry: implementation of environmental-friendly solutions. Clean Techn Environ Policy 17, 59–73 (2015). https://doi.org/10.1007/s10098-014-0757-0
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10098-014-0757-0