
Abstract
Purpose
Cement manufacturing is associated with global and local environmental issues. Many studies have employed life cycle assessment (LCA) to evaluate the environmental impacts from cement production and investigate measures to improve environmental performance. However, there have not been any scientific studies assessing the impacts of the Myanmar cement industry on the environment. In this study, environmental impacts of the Myanmar cement industry were evaluated using LCA and key contributors to major environmental impacts were identified.
Methods
This study follows the principles outlined by the International Organization for Standardization (ISO 14040:2006 and ISO 14044:2006) to conduct LCA of the cement industry in Myanmar. The functional unit considered is 1 tonne of Portland cement, and a cradle-to-gate analysis was conducted. The input data (raw materials, energy, electricity, and transportation) were collected from 8 cement plants in Myanmar, but data about raw material extraction were adapted from the literature. The output data (emissions to air) were estimated based on the IPCC guidelines, the EMEP/EEA air pollutant emission inventory guidebooks and the US EPA Detonation of explosives; an AP-42 update. LCAs of specific cement plants were implemented, and both midpoint environmental impacts and endpoint damage categories were assessed based on the ReCiPe 2016 method.
Results and discussion
The results showed that major environmental impacts from the Myanmar cement industry include climate change, photochemical oxidant formation damaging ecosystem quality, fine particulate matter formation, terrestrial acidification and fossil resource scarcity. They were assessed to account for about 80, 0.5, 18, 0.6 and 0.4% of the overall environmental burdens from cement manufacturing, respectively. Human health damage was the most affected category. Key contributors to these major impacts were found to be CO2, NOx, SO2 and PM2.5 emissions, mostly from the clinker production step. In order to mitigate these environmental impacts and initiate sustainable development in this industrial sector in Myanmar, appropriate mitigation options, including fuel and energy saving, and the use of alternative fuels and materials need to be considered.
Conclusion
Through this study, the contribution of the Myanmar cement industry to environmental impacts in a life cycle perspective was investigated and key environmental hotspots were identified in order to suggest mitigation options for the sustainable development of this industrial sector. Based on the study results, some improvement measures should be considered, which include upgrading the cement manufacturing process, increasing the share of clinker substitutes, utilizing alternative fuels, optimizing energy efficiency and implementing energy recovery technologies.
Similar content being viewed by others
Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
1 Introduction
Increasing adverse global environmental changes due to environmental mismanagement call for deeper considerations both in the use of resources and environmental emissions from the production sector. Consequently, several concepts on green initiatives, such as green growth, green economy, green transformation, sustainable transformation and green industrial policy, have been applied to minimize environmental loads from these sectors (Yong-Long et al. 2015). Besides, finite natural resources, more stringent environmental and occupational regulations and increasing consumer demand for environment-friendly products urge the industries to put great effort into achieving sustainable manufacturing. Sustainable manufacturing is generally targeted at minimizing resource use, ensuring energy efficiency, mitigating emissions and reducing unwanted byproducts while maintaining or enhancing the value and quality of products for society and organizations (Amrina and Vilsi 2015).
The construction industry has a significant impact on the environment, consuming approximately 40% of worldwide natural resources subsequently leading to environmental pollution and biological damages from the extraction activities of these resources (Gursel 2014). Besides, it has been identified that about 40% of the global GHG emissions come from energy consumption by the building sector (Gan et al. 2017). Concrete has been widely employed as an important building material due to its readily accessible constituents and its distinct properties, such as user friendliness, strength and durability (Damtoft et al. 2008; Nagrockienė et al. 2017). Cement, a major component of concrete, is also the most widely man-made material for buildings and infrastructure in the world. Its production and consumption is somewhat related to the economic growth of a particular area, and the cement industry also creates certain job opportunities and provides economic benefits to its related sectors (Devi et al. 2017). However, being an energy- and resource-intensive industry, cement manufacturing is associated with various environmental issues, such as global warming, air pollution, acidification, resource depletion and land use change (Morsali 2016). Ali et al. (2011) indicated that the cement industry sector alone consumes almost 12–15% of the total industrial energy use and is responsible for about 7% of the global anthropogenic carbon dioxide (CO2) emissions. In the manufacture of cement, around half of the CO2 is released during the decarbonation of limestone (calcination process) and another half comes from energy uses, such as fossil fuels and electricity (Huntzinger and Eatmon 2009). The Cembureau Activity Report (2018) estimated that global cement production had reached 4.1 billion tonnes in 2017. Without any action, increasing cement production will lead to higher emissions of CO2. Furthermore, the cement industry is a major contributor to emissions of dust/particulate matter (PM), sulphur oxides (SOx), nitrogen oxides (NOx) and carbon monoxide (CO) as well as heavy metals (Tang et al. 2018; Marceau et al. 2006).
Growing urbanization has led to an increase in the demand for construction materials. Karstensen and Saha (2017) estimated that infrastructure development, affordable and sustainable housing projects, rural area development plans and increased foreign investments would raise the construction activity in Myanmar by about 10% per annum, subsequently accelerating both the production and consumption of cement in the country. There are 17 cement plants in Myanmar using 23 cement kilns (11 wet-process and 12 dry-process kilns) with a total production capacity of approximately 9 Mta (million tonnes per annum). Table 1 shows the number and production capacity of currently operating cement plants and upcoming cement facilities around the states and regions of the country. In 2017, about 1.98 Mt (million tonnes) cement were produced (Myanmar Statistical Yearbook 2018). Based on the capacity of existing plants and forthcoming facilities, it is anticipated that the production of cement is going to double over the next few years. Cement plants in Myanmar use their own clinker, and Portland cement represents over 99% of the cement produced in the country (Myanmar’s Initial National Communication Report 2012). The Myanmar’s INC report (2012) also indicates that cement production is one of the most important sources of CO2 emissions from the industrial sector. In 2000, it was estimated that the cement sector alone emitted 203.23 Gg CO2 equivalent, representing about 44% of the GHG emissions from Industrial Processes and Product Use (IPPU sector). This was projected to increase with the growing demand and production in cement (Myanmar’s INC Report 2012).
Life cycle assessment (LCA) is one of the most commonly used assessment tools for evaluating potential environmental impacts of a product over the whole period of its life from raw material acquisition, through manufacturing and delivery, to use, reuse, recycling or disposal at the end of its useful life. LCA can assist in identifying pollution shifts among various processes of products or services, assessing possible subsequent impacts, developing proper plans for better environmental performance, as supporting information to decision-makers for strategic planning, priority setting and layout of products or services and for eco-labelling (ISO 14040:2006). Several studies employing the LCA concept have been carried out for investigating the environmental impacts of different cement products and various cement manufacturing processes around the world (Stafford et al. 2016; Morsali 2016; Garcia-Gusano et al. 2015; Li et al. 2015; Feiz et al. 2015; Chen et al. 2014; Valderrama et al. 2012; Hong and Li 2011; Boesch and Hellweg 2010). Wang et al. (2013) identified five major factors influencing greenhouse gas (GHG) emissions from cement production, viz. energy emission factor, energy structure, energy intensity, cement production activity, and clinker production activity. Of these, cement production activity and clinker production activity mainly dominate the increasing GHG emissions. CO2 emissions contribute the most to global warming caused by the cement industry, in the range between 98 and 100%. Other GHGs, such as CH4 and N2O, show less influence despite their higher characterization factors (Josa et al. 2007; Gutierrez et al. 2017). Marceau et al. (2006) conducted a life cycle inventory (LCI) of Portland cement manufactured in the United States and discussed that limestone calcination and fuel combustion in the clinker production stage accounted for 60% of total CO2 emissions (553 kg per tonne of cement) and 39% of total CO2 emissions (365 kg per tonne of cement), respectively. Clinker accounts for most impacts of cement production (Zabalza et al. 2011), and environmental impacts related to the cement industry are directly proportional to the clinker content in cement (Huntzinger and Eatmon 2009). Rosyid et al. (2020) identified that global warming and acidification impacts related to an Indonesian cement facility were attributed mainly to the kiln process activities. Feiz et al. (2015) compared the Global Warming Potential of three cement products with varying clinker contents; and it was observed that product with less clinker possessed the lowest value. Chen et al. (2014) indicated that significant environmental impacts from the cement industry include (1) global warming and (2) respiratory inorganics, which are concerned with direct emissions from coal and limestone consumption, and (3) non-renewable energy, which is attributable to the consumption of energy (i.e., electricity and coal). Applying different impact assessment methods, these studies assessed the environmental impacts of the cement industry, and it was observed that the magnitude of the impacts generally differed based on the amount of energy and raw materials consumed. Therefore, in order to adopt effective improvement measures for the cement industry in a particular area, it is fundamental to specifically conduct an LCA of the industry in that area. In Myanmar, there have not been any scientific studies evaluating the environmental impacts of the cement industry. Hence, in this paper, environmental impacts from the Myanmar cement industry have been investigated, based on LCA, and environmental hotspots identified so as to suggest proper improvement measures for this industry in the country.
2 Methodology
Several studies have employed LCA to determine the environmental impacts from cement production, to prioritize specific impacts from the cement industry, and to analyze and compare various remedies aiming at reducing impacts from cement production in order to identify appropriate mitigation measures. However, since cement can have many end-use applications, there may be some difficulties in conducting an entire life cycle (cradle-to-grave) analysis. Therefore, a cradle-to-gate or gate-to-gate approach is preferable. Most cement related LCA studies have been implemented considering a cradle-to-gate approach despite some differences in their respective scope, such as including or excluding raw material extraction, collection, and transportation (Garcia-Gusano et al. 2015; Feiz et al. 2015; Li et al. 2015; Huntzinger and Eatmon 2009).
2.1 Goal and scope of the study
This study focuses on identifying the environmental impacts and hotspots from the Myanmar cement industry based on data collected over the period 2017–2018 (fiscal year). Most cement-related LCAs, such as Hong and Li (2011), Chen et al. (2014), Li et al. (2015), Garcia-Gusano et al. (2015), and Stafford et al. (2016), used a mass based functional unit, viz., 1 tonne of cement. Therefore, in order to ensure better comparison among the study results, 1 tonne of Portland cement manufactured in Myanmar using domestic clinker was used as the functional unit for this study. A cradle-to-gate analysis was conducted, limiting the system boundary to raw material quarrying, transportation and manufacturing of the final product, i.e., Portland cement, as shown in Fig. 1.

Cradle-to-gate system boundary for the production of Portland cement in Myanmar
2.2 Life cycle inventory and impact assessment
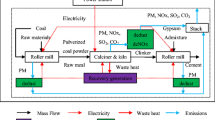
As previously described in Table 1, 17 cement plants are under operation in Myanmar, with a production capacity of 9.43 Mta cement. Of this amount, 8.2 Mta are produced via the dry process and about 1.2 Mta via the wet process. A conceptual representation of cement production via the dry process and wet process is presented in Fig. 2. Despite the difference in the manufacturing process, cement is the single product produced at these facilities, so there is no need for co-product allocation, and all plants produce the same product (Portland cement) without much variation in terms of clinker composition. Also, there is no significant topographical difference in the areas and locations of the mining sites and cement plants. In this study, data collection was conducted in 8 cement plants in the Mandalay region, including 2 wet-process plants and 6 dry-process plants. Among the 6 dry-process plants, based on their technology and production capacity, 2 plants were considered as advanced, having a higher production capacity than any other plants in the country. Two other plants were considered as moderately advanced and the last 2 plants as less advanced, being rather old and with lower production capacities. In 2017, cement production capacity in the Mandalay region was 4.17 Mta. This is about 44% of the whole cement production capacity in the country. Based on this information and the above-mentioned differences in technology and production capacity, the input and output data collected from the 8 cement plants in the Mandalay region provide a relevant representation of the cement industry in Myanmar. Data relating to factors, such as plant capacity, applied processes and technologies (reflecting energy structure and energy consumption), and maintenance procedures, are site-specific and variable. Therefore, to ensure a better representativity, LCAs were performed for the 8 selected cement plants. The results were then analyzed in order to identify the major environmental impacts caused by the Myanmar cement industry and identify the key factors contributing to those impacts.

Conceptual representation of cement production
The ReCiPe (2016) (Hierarchist perspective) was used as the life cycle impact assessment method. A total of 14 midpoint impact categories, viz., climate change, stratospheric ozone depletion, fine particulate matter formation, photochemical oxidant formation: human health, photochemical oxidant formation: ecosystem quality, terrestrial acidification, terrestrial ecotoxicity, freshwater ecotoxicity, marine ecotoxicity, human toxicity: cancer, human toxicity: non-cancer, water use (water consumption potential), mineral resource scarcity, fossil resource scarcity and 3 endpoint damage categories, viz., damage to human health, damage to ecosystem quality and resource scarcity, were evaluated.
2.3 Data collection
Input and output data of the studied system were collected and quantified with reference to the goal and scope of the study. All input data (raw materials, energy, electricity and transportation) were collected on-site, except for data about quarrying of raw materials (limestone, iron ore, clay, gypsum, etc.) and coal which were adapted from Ditsele (2010), Norgate and Haque (2010), Suárez et al. (2016), Kittipongvises (2017) and Md. Hossain et al. (2017). Figure 1 shows the five steps considered for estimating emissions from Portland cement production, namely raw material extraction, transportation to cement plant, and manufacturing process, including, raw meal preparation, clinker production and cement making. All activities considered in each production step are listed in Table 2. Raw materials and energy inputs were collected in order to analyze the emissions from each individual step. Emissions were estimated using emission factors from the IPCC (2006) guidelines, the EMEP/EEA air pollutant emission inventory guidebooks (European Environmental Agency 2019) and the US EPA, Detonation of explosives; An AP-42 update (US EPA 1979).
Only on-road transportation was used for the transport of quarried raw materials to the cement plants investigated while both on-road transportation and water-borne navigation were used for the transport of coal and fuel. Dump truck (< 20 tonne) with average fuel consumption of about 34 tonne km per litre diesel, dump truck (< 30 tonne) with average fuel consumption of around 25 tonne km per litre diesel, and tractor (< 40 tonne) with average fuel consumption of approximately 24 tonne km per litre diesel were used for transporting raw materials to cement plants. Fuel consumption of the vehicles was averaged based on the actual data collected onsite and the unit is expressed in tonne km travelled per litre consumed as described in Spielmann et al. (2007). Electricity and coal consumption were related to the processes and technologies used in the 8 plants investigated, averaging about 138.5 kWh and 5.4 GJ per tonne of cement, respectively. Among the 8 cement plants, only one (plant D) used electricity generated from its own coal-fired power plant (CFPP) whereas the other cement plants used electricity from the national grid. Also, plant C and plant D have a waste heat recovery (WHR) plant that can recover 35 and 40 kWh of electricity per tonne of clinker, respectively. The electricity generated by the WHR system offset 25% of the electricity required for manufacturing cement in plant C and 35% in plant D. In order to estimate emissions from electricity generation (national grid), the energy mix to generate 1 kWh of electricity in Myanmar was identified as described in Table 3.
The estimation of emissions from almost all sources was performed applying default emission factors (tier 1 approach) from the IPCC (2006) guidelines and the 2019 EMEP/EEA air pollutant emission inventory guidebooks (European Environmental Agency 2019). However, particulate emissions from the cement manufacturing steps were estimated using technology emission factors (tier 2 approach) from the 2019 EMEP/EEA guidebooks (IPPU sector, cement production). The emission factors for this tier 2 approach cover all different steps in cement production from raw material feeding to final shipment to the facilities (European Environmental Agency 2019). Technical specific emission factors were calculated based on BAT-associated emission levels from the Best Available Techniques (BAT) Reference Document for the Production of Cement, Lime and Magnesium Oxide (European Commission 2013). In formulating emission factors, channelled dust emissions from dusty operations, dust emissions from kiln firing processes and dust emissions from cooling and milling processes were assumed as those from raw meal preparation, clinker production and cement making, respectively. The average gas flow was estimated to be about 2300 m3/tonne clinker. The assessment of emission factors for particulate matter is detailed in Tables 4, 5 and 6.
3 Results
3.1 Life cycle inventory results
The life cycle inventory results of cement production by different plants are presented in the supplementary material (Table A1). Inputs and outputs are described based on 1 tonne of Portland cement. Compared with the emission results, it was found that emissions from the 2 wet-process plants (plants A and B), including, CO2, CH4, N2O, NOx, CO, NMVOC, PM2.5 and NH3, were higher than those from the dry-process plants as a result of larger consumption of energy, i.e., coal, diesel and gasoline. Also, plant D was found to contribute larger emissions of NOx than any other dry-process plants as well as higher emissions of SO2 and heavy metals than any other plants because of its coal-fired power plant. As illustrated in Fig. 3, the emissions from all the cement plants were averaged in order to investigate the contribution of cement manufacturing to those emissions. Figure 3 shows that clinker production is the main contributor to air pollutant emissions apart from dust emissions (TSP and PM10) which are mostly contributed by raw material quarrying. Life cycle inventory results show that CO2 is the air pollutant mostly emitted from the cement industry, accounting for about 99% of all emissions. On average, the production of 1 tonne of Portland cement by wet-process and dry-process plants leads to emissions of 1272 and 1006 kg CO2, respectively, which corresponds to 1072 kg CO2 for the entire cement industry in Myanmar. These emissions are comparable to those estimated in other related studies, which are in the range of 0.56–1.10 tonne CO2 emissions per tonne of cement (Feiz et al. 2015; Li et al. 2015; Chen et al. 2014; Moya et al. 2010; Marceau et al. 2006; Josa et al. 2004). CO2 is mainly released through decarbonation of limestone in the clinker kiln, combustion of fuel during clinker production and the energy used throughout the whole cement manufacturing process. Of all the steps contributing to CO2 emissions, clinker production is the main one responsible for approximately 96% of the total CO2 emissions. Various CO2 emission activities under the clinker production step are illustrated in Fig. 4.

Contribution analysis of Portland cement manufacturing steps to air emissions in Myanmar

CO2 emission sources from clinker production in Myanmar
3.2 LCIA results
LCIA was performed for each of the 8 cement plants investigated. The results of the midpoint environmental impacts are shown in Table 7.
From the results, it was found that plant G contributes the lowest environmental impacts for most of the categories covered except for climate change, ozone depletion, water consumption and fossil resource scarcity. This is due to the lower environmental load related to transportation and mineral resource consumption compared with other plants. With regard to climate change, ozone depletion and fossil resource scarcity, plant C and plant D (the two most advanced plants) were found to contribute the least impacts due to lower coal consumption resulting in lower GHG emissions from coal burning for clinker making. However, plant D was characterized by the highest impacts concerning fine particulate matter formation, terrestrial acidification and toxicity as a result of the on-site coal-fired power plant used to generate electricity. Because of the large amount of coal consumed for thermal energy in the clinker production step and large usage of energy for transportation, plant A and plant B (wet-process plants) were found to contribute the highest impacts with regard to global warming, ozone depletion, photochemical oxidant formation (that damages to both human health and ecosystem quality) and fossil resource scarcity. For most impact categories, plants E, F and H (dry process plants) were observed to have moderate contributions. Plants C, E, F and H showed higher impacts with regard to mineral resource scarcity as a result of larger consumption of resources to produce clinker.
As illustrated in Fig. 5, the impact results were then averaged based on the plant classification described previously (see Section 2.2). The average midpoint environmental impacts of wet-process cement plants were found to be higher than those of dry-process plants for most of the impact categories covered mainly because of larger consumption of fossil fuels (natural coal for clinker production and middle distillates for transportation activities). Exceptions to those mentioned previously include fine particulate matter formation, terrestrial acidification, human toxicity, water consumption and mineral resource scarcity. The most advanced dry-process plants were found to contribute larger emissions of SO2 and heavy metals, especially plant D from its coal-fired power plant. This resulted in greater impacts on fine particulate matter formation, terrestrial acidification and toxicity impacts. Also, as a result of larger consumption of raw materials (e.g., limestone) for clinker production, all dry-process plants were found to have higher impacts on mineral resource scarcity than wet-process plants. Most advanced and less advanced dry-process plants were found to have lower impacts on climate change, ozone depletion and fossil resource scarcity than wet-process plants and moderate dry-process plants. These lower impact values are due to lower consumption of coal. Among all the cement plant types investigated, the less advanced dry-process plants, i.e., plants G and H, were observed to have the lowest toxicity impacts as a result of lower consumption of energy for raw material transportation, and, specifically for plant G, the lowest content of clinker for cement making. However, higher amount of water resulted in those plants having the highest impact on water consumption. The moderate dry-process plants were found to be characterized by intermediate values, although they were found to have the highest impact on mineral resource scarcity as a result of larger amount of mineral resource consumption for cement manufacturing.

Midpoint environmental impacts from cement production in Myanmar (per tonne of cement)
4 Discussion
4.1 Environmental impacts from the Myanmar cement industry
Cement production in Myanmar reached 1.98 million tonnes in 2017, an increase from 0.56 million tonnes in 2010, in order to meet the growing demand for infrastructure development and rural area development (Myanmar Statistical Yearbook 2018). Increased domestic production of cement is beneficial in reducing reliance on imported cement, generating positive impacts on Myanmar’s trade balance and in creating a stable product price all over the country. However, environmental concerns posed by this industry need to be considered to enhance its sustainability.
In this study, the climate change impact from the Myanmar cement industry was found to be in the range 872–1440 kg CO2 eq. per tonne of cement. This value was found to be mostly contributed by CO2 emissions from the coal burning and calcination process in the clinker production step, and from electricity and transportation activities as part of the cement making step. Josa et al. (2007) indicated that the major contributor to global warming from cement production is CO2. Although other GHGs, such as CH4 and N2O, have higher characterization factors, the large quantities of CO2 emitted from cement production explain why this pollutant is the major contributor to the climate change. Wang et al. (2013) indicated that GHG emissions from the cement industry are high mainly because of clinker production and cement production steps. Stafford et al. (2016) showed that large climate change values ranging between 1730 and 2160 kg CO2 eq. were obtained for a Brazilian cement plant. These results were due to the clinker used to produce cement which was imported through on-road transportation, one of the most polluting means of transport in this case study. Most studies have estimated that climate change impacts from cement production vary between 628 kg CO2 eq. and 920 kg CO2 eq. per tonne of cement (Garcia-Gusano et al. 2015; Li et al. 2015; Chen et al. 2014; Josa et al. 2007). A slightly higher value about climate change impact is observed for the Myanmar cement industry compared with the literature. This is due to a larger amount of coal consumed for clinker production with about 5.4 GJ per tonne of Portland cement compared with values in the literature ranging from 2.81 to 4.31 GJ (Li et al. 2015; Josa et al. 2007).
Ozone depletion results for the Myanmar cement industry were found to be in the range 6.81E−05 to 1.67E−04 kg CFC11 eq. These values are within the range of values reported in the literature, i.e., 3.97E−06 to 2.54E−04 kg CFC11 eq. (Stafford et al. 2016; Chen et al. 2014). Photochemical oxidant formation can damage both human health and ecosystem quality. Based on the study from Stafford et al. (2016), excluding emissions from transportation activities, emissions from the clinkerization process were identified to be the most dominant for this impact category. A study by Song et al. (2016) also showed that calcination in the clinker production step is a major contributor to photochemical oxidant formation. The values obtained in this study both for photochemical oxidant formation: human health and photochemical oxidant formation: ecosystem quality (1.38–1.79 and 1.41–1.84 kg NOx eq.) are mainly contributed by NOx emissions from coal combustion and NMVOC emissions from quarrying coal, which was to be applied during the clinker production step.
With regard to fine particulate matter formation, the hierarchist perspective from the ReCiPe (2016) method considers the inclusion of both primary aerosols (PM2.5) and secondary aerosols from SO2, NH3 and NOx. Major contributors to this category include PM2.5 emitted along the cement manufacturing process, especially during clinker production and cement making; NOx and SO2 emitted from coal combustion and electricity in the clinker production step; and NH3 from transportation activities. The results from this study were found to be in the range 0.34–0.60 kg PM2.5 eq. This is compatible with values reported in the literature and ranging from 0.23 to 1.5 kg PM2.5 eq. (Chen et al. 2014; Çankaya and Pekey 2019). The acidification results of this study were found to be in the range 0.91–1.80 kg SO2 eq. These values are close to the study results of Li et al. (2015), in the range 1.144–1.467 kg SO2 eq., and Josa et al. (2007), in the range 0.71–3.33 kg SO2 eq. Based on the inventory data collected in this work, major emissions for acidification include NOx from coal combustion, SO2 from coal combustion and electricity during the clinker production step, and NH3 from transportation activities along the cement manufacturing process. The results of this study are, however, less than those of Chen et al. (2014), Song et al. (2016), Stafford et al. (2016) and Çankaya and Pekey (2019). This is due to differences in transportation activities and the energy mix for electricity generation. As previously described (see Section 2.3), both on-road transportation (about 68%) and water-borne navigation (about 32%) are used for the transportation of raw materials and fossil fuels. Also, hydropower accounts for about 56% of the energy mix for electricity generation in Myanmar. These factors contribute to explain the lower acidification potential observed for the Myanmar cement industry compared with the above-mentioned studies.
In this study, the clinker production step was found to be responsible for around 98% of all toxicity impacts. The impacts are mainly due to heavy metal emissions from coal burning in the clinker production step, which accounts for 82 to 99% of all heavy metal emissions along the cement manufacturing process. Apart from a larger toxicity value related to industrial soil (terrestrial acidification), other toxicity impact results were found to be lower than those from Stafford et al. (2016). The difference in results is mostly because coal burning was not considered in Stafford et al. (2016) since the investigated plant from that study applied only imported clinker for cement manufacturing. This led Stafford et al. (2016) to identify transportation as a major contributor to toxicity impacts.
Due to the different metrics used in various impact assessment methods, it was difficult to compare the results of mineral resource scarcity with other studies. Therefore, IMPACT 2002+ method was applied to assess mineral extraction impact category for the investigated cement plants. The results of plants B, C, E, F and G were found closely akin to those of Chen et al. (2014), whereas higher results were observed for plants A, D and H due to different type of raw materials used, especially the contribution of Bauxite, consumed in those three plants, to the related impact. Based on the Myanmar cement plants studied, the amount of water consumed, ranging between 0.19 and 1.87 m3, was found to be comparable to those of Chen et al. (2014), with a slightly higher consumption observed in wet-process and less advanced dry-process plants. The fossil resource scarcity values ranged between 70.4 and 237.0 kg oil eq. which are comparable to those of Stafford et al. (2016).
4.2 Identifying major environmental impacts and key factors
Specific impact categories of different cement plants were assigned to relative damage categories. They were then normalized with the application of normalization factors from the ReCiPe (2016) endpoint method in order to investigate and compare the magnitude of environmental impacts from the Myanmar cement industry. Normalized results are presented in Fig. 6, showing that major environmental impacts include climate change, fine particulate matter formation, ecosystem damage due to photochemical oxidant formation, terrestrial acidification and fossil resource scarcity. Among the major impact categories, plant B (wet-process plant) was found to have the highest impact on climate change, photochemical oxidant formation and fossil resource scarcity as a result of large consumptions of coal and middle distillates for energy. Plant D (dry-process plant) on the other hand showed the highest impacts on fine particulate formation and terrestrial acidification due to noticeable emissions of SO2 from its on-site coal fired power plant. In order to identify the key factors responsible for these major environmental impacts, a contribution analysis was performed as shown in Fig. 7. For all the cement plants, fossil resource scarcity was found to be contributed by crude oil, natural gas and coal, fuels that are used as main sources of energy in the cement manufacturing process (not presented in Fig. 7). In relation to impacts related to ecosystem damage due to photochemical oxidant formation, fine particulate formation and terrestrial acidification, major contributors were identified to include NOx, SO2 and PM2.5. Tracing back to the inventory data, NOx was found to be mainly released during the activities for clinker production, with 76% from coal combustion and about 8% from transportation of coal to the plant. Similarly, around 70% of SO2 was found to be emitted as a result of coal combustion and approximately 9% from electricity in the clinker production stage. With regard to PM2.5, emissions occur throughout the cement manufacturing process, but major contributing sources include the clinker production stage (about 28%), the cement making step (about 28%) and the raw meal preparation step (nearly 19%). CO2 emissions are mostly from coal combustion, representing 48% of all CO2 emissions, and limestone decarbonation, contributing 46% of all CO2 emissions, during the clinker production step. These emissions combined constitute the largest impact to the climate change impact. Based on the contribution analyses (Fig. 3 and Fig. 7) and the above-mentioned results, it is observed that direct emissions from coal burning and decarbonation, and fossil resource consumption for energy conversion, i.e., electricity and transportation, are major contributors to environmental impacts from the Myanmar cement industry. This finding is compatible with the study by Chen et al. (2014) which indicates that key contributing factors to major environmental impact categories are direct emissions from coal and limestone consumption and energy consumption.

Normalized results (per impact category) of cement plants in Myanmar

Contribution of substances to major environmental impacts from cement plants in Myanmar
Furthermore, damage assessment results were categorized into their respective manufacturing steps and weighting was conducted during the study to find out the most critical steps for damage categories and to identify the significance of each damage category. Table 8 presenting the damage assessment results shows that in all cement plants, the clinker production step is a significant contributor to human health and ecosystem quality damage categories. Coal consumption and mineral resource application play a dominant role in the resource scarcity category. Weighting results of these damage categories are illustrated in Fig. 8, and it is observed that damage to human health is the most significant impact from the Myanmar cement industry, followed by ecosystem quality and resource scarcity. The weighted results of different cement plants were averaged and analyzed to investigate the contribution of specific impact categories to endpoint damage categories. The results reported in Fig. 9 show that (1) climate change and fine particulate matter formation constitute major impact categories for human health; (2) climate change, photochemical oxidant formation and terrestrial acidification constitute major impact categories for ecosystem quality; and (3) fossil resource scarcity for resource scarcity damage. Overall, the results from this study indicate that major environmental impacts from the Myanmar cement industry include climate change, fine particulate matter formation, photochemical oxidant formation: ecosystem quality, terrestrial acidification and fossil resource scarcity, and that the clinker production step is the key hotspot to these major impacts.

Weighting results of endpoint damage categories by cement plants in Myanmar

Contribution of midpoint impacts to endpoint damage categories (weighted results)
4.3 Recommendation for improvement measures
Based on the results of this study, climate change, ecosystem damage due to photochemical oxidant formation, fine particulate matter formation, terrestrial acidification and fossil resource scarcity were identified as the major environmental impacts associated with the Myanmar cement industry. They were found to contribute about 80, 0.5, 18, 0.6 and 0.4% of the overall environmental load of that industry. Key factors to these major impacts were found to include emissions of CO2, NOx, SO2 and PM2.5 and be mostly direct emissions from the clinker production step and from fossil resource consumption for energy (electricity and transportation). In order to reduce those environmental impacts and initiate sustainable development in this industrial sector, appropriate mitigation options need to be identified and implemented. Based on the key environmental hotspots identified, the following options could be considered that include fuel- and energy-saving approach and the use of alternative fuels and materials.
The first option can contribute to effectively reduce depletion of fossil resources and encourage sustainable use of scarce resources. It can be implemented through various ways, including, process modification, covering process integration, plant optimization, proper maintenance programme and energy recovery. Among those, process modification, such as shifting from wet-process to dry-process with pre-calciner, would enable reducing the amount of thermal energy used in the cement kiln by up to 50%, which consequently would contribute to mitigate CO2 emissions by about 20% from this process (Benhelal et al. 2013). Energy recovery from exhaust streams is also a potential way of mitigating CO2 emissions. Flue gas and hot air streams in heating and cooling parts of the pyro-processing stage cause thermal heat losses. The wasted heat can be recovered to generate electricity through the use of steam turbines (Benhelal et al. 2013). About 10–30% of the electricity required for the cement manufacturing process can be produced from a regular cement plant using a waste heat recovery option (Mikulcic et al. 2016). Energy recovery from waste heat can save up to 20% of the fuel consumed for electricity generation and as a result reduce CO2 emissions by 8%. Recovered waste heat can also be applied to dry raw meals (Benhelal et al. 2013). Although the above-mentioned options focus on reducing CO2 emissions, other air pollutant emissions would also be simultaneously mitigated from the reduction in the energy used in the cement manufacturing process. This point is highlighted by the comparison of results obtained between plant A (wet-process) and plant C (dry-process with waste heat recovery). Generally, plant C released less CO2 (24%), NOx (6%), SO2 (4%) and PM2.5 (7%) than plant A, which consequently contributed to lower impacts on climate change (24%), ecosystem damage due to photochemical oxidant formation (8%), fine particulate matter formation (6%), terrestrial acidification (5%) and fossil resource scarcity (45%). Overall, the total environmental load from plant C was 21% lower than plant A.
The second approach consists in the substitution of fuels, raw materials and the clinker used in the cement production process (Benhelal et al. 2013). High-process temperature of cement kilns can help combust waste well. Thus, the utilization or co-combustion of waste or biomass materials as alternative fuels can contribute to reduce the amount of coal or fossil fuels used in a cement kiln, subsequently mitigating carbon dioxide and other emissions. It also provides an alternative waste management option that is more sustainable as contributing to reduce GHGs and other air pollutant emissions from waste burning or biomass open-burning (Ali et al. 2011). Industrial by-products, such as fly ash and slag, can be substituted and reused in the cement manufacturing process, which in consequence can also contribute to mitigate CO2 emissions and ensure a proper waste management system. At the same time, it can minimize the environmental load from raw material extraction (mineral resources) and application. However, continuous supply of alternative materials is necessary for stable cement production (Benhelal et al. 2013). Çankaya and Pekey (2019) conducted a comparative life cycle assessment of cement production that considered a scenario where traditional raw materials and fuels were used (traditional scenario), and another scenario where alternative raw materials and fuels were used (alternative scenario). The results showed that the overall environmental impact from the use of alternative raw materials and fuels was about 12% lower than that of the traditional scenario. Consequently, impacts on climate change, human health, ecosystem quality and resources were reduced by 1.4, 27, 10, and 11%, respectively.
5 Conclusion
This study assessed the environmental impacts caused by the cement industry in Myanmar with an LCA approach. To investigate the major environmental impacts and hotspots from this industry, specific LCA of 8 cement plants in Myanmar was implemented. Cradle-to-gate analysis was conducted for the study, starting at raw materials quarrying and ending with cement making. In agreement with most cement-related LCAs, clinker production is a major contributor to all the environmental impacts analyzed in this study. Major environmental impacts from the Myanmar cement industry include climate change, ecosystem damage due to photochemical oxidant formation, fine particulate matter formation, terrestrial acidification and fossil resource scarcity, accounting respectively for about 80, 0.5, 18, 0.6 and 0.4% of the overall environmental load from cement manufacturing. In this study, both normalization and weighting were conducted for identifying the major environmental impacts from the Myanmar cement industry. The significant impact categories in this study are similar to some other studies; however, the increased use of energy (coal and electricity) in the Myanmar cement industry has resulted in terrestrial acidification and photochemical oxidant formation: ecosystem quality, as the major impacts as well. Apart from fossil resource scarcity, which is related to fossil resource consumption, all of these major impacts were mainly concerned with direct emissions from the clinker production step, and damage to human health was identified to be the damage category the most impacted by this industry, followed by damage to ecosystem quality and resource scarcity. In this context, improvement measures for the sustainability of the Myanmar cement industry should be mainly focused on mitigating emissions from the clinker production step, such as upgrading the manufacturing process (e.g., shifting wet kiln to dry kiln); increasing the share of clinker substitutes using waste from the industry, such as slag and fly ash, utilizing alternative fuels to reduce coal and fossil fuel consumption, and optimizing energy efficiency and the implementation of on-site energy recovery technologies, such as waste-heat recovery system.
References
Ali MB, Saidur R, Hossain MS (2011) A review on emission analysis in cement industries. Renew Sust Energ Rev 15(5):2252–2261
Amrina E, Vilsi AL (2015) Key performance indicators for sustainable manufacturing evaluation in cement industry. Procedia CIRP 26:19–23
Benhelal E, Zahedi G, Shamsaei E, Bahadori A (2013) Global strategies and potentials to curb CO2 emissions in cement industry. J Clean Prod 51:142–161
Boesch ME, Hellweg S (2010) Identifying improvement potentials in cement production with life cycle assessment. Environ Sci Technol 44:9143–9149
Çankaya S, Pekey B (2019) A comparative life cycle assessment for sustainable cement production in Turkey. J Environ Manag 249:109362. https://doi.org/10.1016/j.jenvman.2019.109362
Cembureau_The European Cement Association (2018) 2018 Activity report. https://cembureau.eu/media/1818/ actvity-report-2018.pdf. Accessed 28 January 2020
Chen W, Hong J, Xu C (2014) Pollutants generated by cement production in China, their impacts, and the potential for environmental improvement. J Clean Prod 103:61–69
Damtoft JS, Lukasik J, Herfort D, Sorrentino D, Gartner EM (2008) Sustainable development and climate change initiatives. Cem Concr Res 38:115–127
Devi KS, Lakshmi VV, Alakanandana A (2017) Impacts of cement industry on environment—an overview. Asia Pac J Res I(LVII):156–161
Ditsele O (2010) Application of life cycle assessment to estimate environmental impacts of surface coal mining. Master Thesis, Missouri University of Science and Technology. http://scholarsmine.mst.edu/masters_ theses/ 4801. Accessed 20 January 2020
European Commission (2013) Best available techniques (BAT) reference document for the production of cement, lime and magnesium oxide. https://ec.europa.eu/jrc/en/publication/reference-reports/best-available-techniques-bat-reference-document-production-cement-lime-and-magnesium-oxide. Accessed 8 December 2019
European Environmental Agency (2019) EMEP/EEA air pollutant emission inventory guidebook. https://www.eea.europa.eu/publications/emep-eeaguidebook-2019. Accessed 19 October 2019
Feiz R, Ammenberg J, Baas L, Eklund M, Helgstrand A, Marshall R (2015) Improving the CO2 performance of cement, part I: utilizing life-cycle assessment and key performance indicators to assess development within the cement industry. J Clean Prod 98:272–281
Gan VJL, Chan CM, Tse KT, Lo IMC, Cheng JCP (2017) A comparative analysis of embodied carbon in high-rise buildings regarding different design parameters. J Clean Prod 161:663–675
Garcia-Gusano D, Herrera I, Garrain D, Lechon Y, Cabal H (2015) Life cycle assessment of the Spanish cement industry: implementation of environmental-friendly solutions. Clean Techn Environ Policy 17:59–73
Gursel AP (2014) Life cycle assessment of concrete: decision-support tool and case study application. PhD Dissertation, University of California. https://escholarship.org/uc/item/5q24d64s. Accessed 30 March 2020
Gutierrez AS, Eras JJC, Gaviria CA, Caneghem JV, Vandecasteele C (2017) Improved selection of the functional unit in environmental impact assessment of cement. J Clean Prod 168:463–473
Hong J, Li X (2011) Environmental assessment of sewage sludge as secondary raw material in cement production—a case study in China. Waste Manag 31:1364–1371
Huntzinger DN, Eatmon TD (2009) A life-cycle assessment of Portland cement manufacturing: comparing the traditional process with alternative technologies. J Clean Prod 17:668–675
Intergovernmental Panel on Climate Change (2006) IPCC guidelines for national greenhouse gas inventories. https://www.ipcc-nggip.iges.or.jp/public/2006gl/ Accessed 26 September 2018
Josa A, Aguado A, Heino A, Byars E, Cardim A (2004) Comparative analysis of available life cycle inventories of cement in the EU. Cem Concr Res 34:1313–1320
Josa A, Aguado A, Cardim A, Byars E (2007) Comparative analysis of the life cycle impact assessment of available cement inventories in the EU. Cem Concr Res 37:781–788
Karstensen KH, Saha PK (2017) Current cement production and potential for coprocessing of wastes in Myanmar. International Cement Review:104–106. https://www.sintef.no/en/publications/publication/?pubid=CRIStin+1567344. Accessed 10 Apr 2019
Kittipongvises S (2017) Assessment of environmental impacts of limestone quarrying operations in Thailand. Environ Clim Technol 20:67–83
Li C, Cui S, Nie Z, Gong X, Wang Z, Itsubo N (2015) The LCA of Portland cement production in China. Int J Life Cycle Assess 20:117–127
Marceau ML, Nisbet MA, VanGeem MG (2006) Life cycle inventory of Portland cement manufacture. SN2095b. Portland Cement Association, Skokie
Md. Hossain U, Poon CS, Lo IMC, Cheng JCP (2017) Comparative LCA on using waste materials in the cement industry: a Hong Kong case study. Resour Conserv Recycl 120:199–208
Mikulcic H, Klemes JJ, Vujanovic M, Urbanicc K (2016) Reducing greenhouse gases emissions by fostering the deployment of alternative raw materials and energy sources in the cleaner cement manufacturing process. J Clean Prod 136(B):119–132
Myanmar’s Initial National Communication Report (2012) Ministry of Environmental Conservation and Forestry. https://www4.unfccc.int/sites/submissions/indc/SubmissionPages/submissions.aspx. Accessed 19 April 2019
Myanmar Statistical Yearbook (2018) Ministry of Planning and Finance. https://www.mmsis.gov.mm/sub_menu/statistics/fileDb.jsp. Accessed 5 Feb 2020
Morsali S (2016) Emissions from Portland cement production using life cycle assessment inventory and method. Environmental and Energy Economics 1(1):1–8. https://doi.org/10.11648/j.eee.20160101.11
Moya JA, Pardo N, Mercier A (2010) Energy efficiency and CO2 emissions: prospective scenarios for the cement industry. JRC-IE Scientific and Technical Reports. European Commission, the Netherlands. https://doi.org/10.2790/25732
Nagrockienė D, Girskas G, Skripkiūnas G (2017) Properties of concrete modified with mineral additives. Constr Build Mater 135:37–42
Norgate T, Haque N (2010) Energy and greenhouse gas impacts of mining and mineral processing operations. J Clean Prod 18:266–274
ReCiPe (2016) v1.1 Characterization and normalization factors. https://www.rivm.nl/documenten/recipe2016cfsv 1120180117. Accessed 18 April 2019
Rosyid A, Boedisantoso R, Iswara AP (2020) Environmental impact studied using life cycle assessment on cement industry. IOP C Ser Earth Env 506:012024. https://doi.org/10.1088/1755-1315/506/1/012024
Song D, Yang J, Chen B, Hayat T, Alsaedi A (2016) Life-cycle environmental impact analysis of a typical cement production chain. Appl Energy 164:916–923
Spielmann M, Bauer C, Dones R, Tuchschmid M (2007) Transport services. Ecoinvent report No. 14. Swiss Center for Life Cycle Inventories, Dubendorf
Stafford FN, Raupp-Pereira F, Labrincha JA, Hotza D (2016) Life cycle assessment of the production of cement: a Brazilian case study. J Clean Prod 137:1293–1299
Suárez S, Roca X, Gasso S (2016) Product-specific life cycle assessment of recycled gypsum as a replacement for natural gypsum in ordinary Portland cement: application to the Spanish context. J Clean Prod 117:150–159
Tang Q, Chen X, Xia X, Wang L, Wang H, Jin L, Yan Z (2018) Scenario study on PM emission reduction in cement industry. IOP C Ser Earth Env 111:012014 https://iopscience.iop.org/article/10.1088/1755-1315/111/1/012014/meta. Accessed 5 Feb 2020
Electric Power Annual 2018 (2019) US Energy Information Administration. https://www.eia.gov/electricity/annual/. Accessed 5 Feb 2020
US EPA (1979) Detonation of explosives; an AP-42 update. https://nepis.epa.gov/Exe/ZyPURL.cgi?Dockey=9100A0MG.TXT. Accessed 18 October 2019
Valderrama C, Granados R, Cortina JL, Gasol CM, Guillem M, Josa A (2012) Implementation of best available techniques in cement manufacturing: a life-cycle assessment study. J Clean Prod 25:60–67
Wang Y, Zhu Q, Geng Y (2013) Trajectory and driving factors for GHG emissions in the Chinese cement industry. J Clean Prod 53:252–260
Yong-Long L, Jing G, Gui-Zhen H (2015) Industrial transformation and green production to reduce environmental emissions: taking cement industry as a case. Adv Clim Chang Res 6:202–209
Zabalza I, Valero A, Aranda A (2011) Life cycle assessment of building materials: comparative analysis of energy and environmental impacts and evaluation of the eco-efficiency improvement potential. Build Environ 46:1133–1140
Acknowledgements
This paper is based on the research work funded by the Joint Graduate School of Energy and Environment, Center of Excellence on Energy Technology and Environment at King Mongkut’s University of Technology Thonburi, Bangkok, Thailand. Also, sincere gratitude is expressed to the Thailand International Cooperation Agency (TICA) for the financial support provided under the Thailand International Postgraduate Programme. Cement plants in Mandalay region, Myanmar, are also gratefully acknowledged for their active participation in providing invaluable data for this study.
Author information
Authors and Affiliations
Corresponding authors
Additional information
Responsible editor: Holger Wallbaum
Publisher’s note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Electronic supplementary material
ESM 1
(DOCX 21 kb).
Rights and permissions
About this article

Cite this article
Tun, T.Z., Bonnet, S. & Gheewala, S.H. Life cycle assessment of Portland cement production in Myanmar. Int J Life Cycle Assess 25, 2106–2121 (2020). https://doi.org/10.1007/s11367-020-01818-5
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11367-020-01818-5