
Abstract
Objectives
Because of their industrially standardized process of manufacturing, CAD/CAM resin composites show a high degree of conversion, making a reliable bond difficult to achieve.
Purpose
The purpose of this experiment was to investigate the tensile bond strength (TBS) of luting composite to CAD/CAM resin composite materials as influenced by air abrasion and pretreatment strategies.
Material and methods
The treatment factors of the present study were (1) brand of the CAD/CAM resin composite (Brilliant Crios [Coltene/Whaledent], Cerasmart [GC Europe], Shofu Block HC [Shofu], and Lava Ultimate [3M]); (2) air abrasion vs. no air abrasion; and (3) pretreatment using a silane primer (Clearfil Ceramic Primer, Kuraray) vs. a resin primer (One Coat 7 Universal, Coltene/Whaledent). Subsequently, luting composite (DuoCem, Coltene/Whaledent) was polymerized onto the substrate surface using a mold. For each combination of the levels of the three treatment factors (4 (materials) × 2 (air abrasion vs. no air abrasion; resin) × 2 (primer vs. silane primer)), n = 15, specimens were prepared. After 24 h of water storage at 37 °C and 5000 thermo-cycles (5/55 °C), TBS was measured and failure types were examined. The resulting data was analyzed using Kaplan–Meier estimates of the cumulative failure distribution function with Breslow–Gehan tests and non-parametric ANOVA (Kruskal–Wallis test) followed by the multiple pairwise Mann–Whitney U test with α-error adjustment using the Benjamini–Hochberg procedure and chi-square test (p < 0.05).
Results
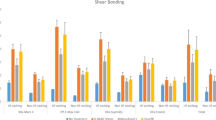
The additional air abrasion step increased TBS values and lowered failure rates. Specimens pretreated using a resin primer showed significantly higher TBS and lower failure rates than those pretreated using a silane primer. The highest failure rates were observed for groups pretreated with a silane primer. Within the Shofu Block HC group, all specimens without air abrasion and pretreatment with a silane primer debonded during the aging procedure.
Conclusions
Before fixation of CAD/CAM resin composites, the restorations should be air abraded and pretreated using a resin primer containing methyl-methacrylate to successfully bond to the luting composite. The pretreatment of the CAD/CAM resin composite using merely a silane primer results in deficient adhesion.
Clinical relevance
For a reliable bond of CAD/CAM resin composites to the luting composite, air abrasion and a special pretreatment strategy are necessary in order to achieve promising long-term results.
Similar content being viewed by others
Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
In dentistry, computer-aided design and computer-aided manufacturing (CAD/CAM) have decisively changed the fabrication process of indirect restorations [1, 2] and their impact on other applications is constantly growing. New classes of CAD/CAM materials such as resin composites have been especially developed for milling processes. Their industrially standardized production and the avoidance of polymerization shrinkage during application [3] overcome the disadvantages associated with the use of direct resin composites. Since manufactured at high pressure and temperature, the material features a higher degree of conversion resulting in less monomer release, less voids, and improved mechanical properties [4, 5]. CAD/CAM composites compare favorably to ceramics because their higher edge stability allows for an optimized milling process [6], thus permitting lower thickness [7, 8]. Further advantages of CAD/CAM composites are their enhanced esthetic qualities and their color stability [9]. They offer improved repair options within the oral cavity [10]; they present advantageous wear tendencies [11, 12] and, last but not least, their cost effectiveness.
A reliable bond between the tooth and the internal part of the restoration is of crucial importance to the long-term success rate. Adhesive luting of restorations involves two interfaces: One of these, the interface between the tooth structure and the luting composite, has been extensively researched and documented [13,14,15,16], whereas much less is known about the other interface, namely the interface between the luting composite and the CAD/CAM resin composite.
One critical aspect of industrially produced CAD/CAM composites is their high degree of conversion resulting in only a limited number of accessible free carbon-carbon-double bonds on their surface. Hence, a treatment of their surface is required in order to obtain a reliable bond [17]. In previous studies [18, 19] the use of air abrasion with aluminum oxide particles of 50 μm at a low pressure of 1–2 bar showed convincing results. The procedure causes surface enlargement thus enhancing micro-mechanical retention as well as removing a possible smear layer from grinding or milling procedures. Equally, remains of organic matrix or an aqueous film can thus be removed and the surface energy increased. It must be noted, however, that the use of higher pressure or particles of greater dimension may result in the destruction of the surface and lead to negative results [20]. Long-lasting positive results require apart from the necessary mechanical retention the creation of a strong chemical bond. State-of-the-art resin composites consist of a resin matrix and fillers, which are made of dental glasses or glass ceramics [21]. In general, a reliable chemical bond to ceramic-based materials can be obtained with silane coupling agents [22, 23, 34]. It can be assumed that silane has the highest bond to fillers and to a lesser degree to the resin matrix [24]. Since recently, silane coupling agents can also contain 10-methacryloyloxydecyl dihydrogen phosphate (10-MDP) as does Clearfil Ceramic Primer. This is the reason why we consider it a silane primer.
Alternatively, it is possible to create a chemical bond to the fillers making use of ionic interactions through acid groups. Such groups are also found in resin primers [25].
There are basically three ways to generate the adhesion to the resin matrix. Hydrogen bonds are one way; their effectiveness, however, is relatively low. The resin primer needs to contain hydroxyl or amino groups that link to the corresponding groups within the matrix. Another way to create adhesion is to ensure that monomers of the resin primer penetrate the matrix and polymerize there; this process may be called formation of an interpenetrating network. Finally, high bond strength can be obtained by forming new covalent bonds between monomers of the adherent and pending double bonds still available in the substrate. Therefore, pretreatment of the surface is an important prerequisite for preparing the surface of the substrate to allow this interaction. With materials based on poly-methyl-methacrylate (PMMA), a pretreatment with an adhesive containing methyl-methacrylate (MMA) yields good results since the PMMA partially dissolves setting free double bonds which then are available for chemical reaction with the luting composite [26].
In the present study, we investigated the tensile bond strength between four different CAD/CAM resin composites and a luting composite with and without air abrasion and using either a silane primer or a resin primer. The null hypothesis was that tensile bond strength does not differ among the different CAD/CAM blocs. Furthermore, the null hypothesis consisted in the assumption that the air abrasion step and the pretreatment method would not affect the tensile bond strength of the tested CAD/CAM materials.
Materials and methods
This study tested the tensile bond strength between four different CAD/CAM resin composites: (i) Brilliant Crios (BC) (Coltene/Whaledent), (ii) Cerasmart (GC) (GC Europe), (iii) Shofu Block HC (SH) (Shofu), and (iv) Lava Ultimate (LU) (3M) and a luting composite (DuoCem, Coltene/Whaledent) after air abrasion or no air abrasion and pretreatment using either a silane primer (Clearfil Ceramic Primer, Kuraray) or a resin primer (One Coat 7 Universal, Coltene/Whaledent). The particulars of the used materials are shown in Table 1. The study design is presented in Fig. 1.

Study design
Of each CAD/CAM material, 60 specimens were prepared (N = 240). The CAD/CAM blocks were cut into slices of 2.8 mm thickness with a low-speed diamond saw under constant water application (Secotom-50, Struers). The specimens were then embedded in self-curing acrylic resin (ScandiQuick, ScanDia). The bonding surfaces were half-automatically polished under water irrigation (Tegramin-20, Struers) with the use of a series of silicone carbide papers (SiC) up to P1200 (Struers). The specimens of each CAD/CAM resin composite were divided into two groups (n = 30) (Fig. 1). One group was air abraded for 10 s (Al2O3, 50 μm, pressure 0.1 MPa, basis Quattro IS, Renfert) at a 45° angle and a distance of 10 mm. The other group remained untreated. Specimens were subsequently cleaned with distilled water 10 min using an ultrasonic bath (L&R Keary) and carefully dried with compressed air.
Each CAD/CAM resin composite group was further divided into 2 subgroups (n = 15) and pretreated with either silane primer (Clearfil Ceramic Primer, Kuraray) or resin primer (One Coat 7 Universal, Coltene/Whaledent). The silane primer was applied passively using a microbrush applicator without applying additional force onto the surface and air dried with compressed air after 5 s. Resin primer was applied for 20 s using a microbrush applicator and polymerized with a light emitting diode unit (Elipar S10, 3M) at a light intensity of 1200 mW/cm2 for 10 s. Immediately after completing the pretreatment step, a PMMA cylinder (SD Mechatronik) was placed on the CAD/CAM composite surface and filled with luting composite (DuoCem, Coltene/Whaledent). The cylinder had a reducing design in one step from an outer diameter of 8 to 5.5 mm and an inner diameter from 5.2 to 2.9 mm with a height of in total 10 mm. Light polymerization lasting for a total of 90 s (30 s from three different sides each) followed immediately. The specimens were subsequently stored in distilled water for 24 h at a temperature of 37 °C before they were aged by a thermo-cycling process (Thermocycler THE- 1100, SD Mechatronik). They completed 5000 thermal cycles between 5 and 55 °C remaining for 20 s in each bath. Before testing the tensile bond strength, specimens were placed in distilled water at room temperature (23 °C) for 1 h.
Tensile bond strength (TBS) was measured with a universal machine (Zwick 1445, Zwick). The specimens were set axially to the loading direction in the jig of the test machine which provided a moment-free axial force application. A collet held the PMMA cylinder using its undercuts while an alignment jig allowed self-centering of the specimen as seen on Picture 1. The jig was attached to the load cell and tensioned at a crosshead speed of 5 mm/min apart by upper chain, allowing the whole system to be self-aligning. The load at failure was recorded and tensile bond strength was calculated according to the following equation: TBS = F/A = N/mm2 = MPa, where F is the load at fracture (N) and A is the bond area (mm2). Subsequently, the failure types were investigated under a stereomicroscope (Axioskop 2 MAT, Carl Zeiss Mikroskopie) and classified as follows:
-
(i)
Adhesive—between the substrate and the luting composite
-
(ii)
Cohesive in the luting composite
-
(iii)
Cohesive in the CAD/CAM resin composite
-
(iv)
Mixed cohesive in luting composite and CAD/CAM resin composite

Experimental setup of the universal testing machine
The measured data was analyzed using SPSS version 23.0 (IBM, SPSS, Statistics). The level of statistical significance was set to p < 0.05. Specimens which showed debonding before tensile strength measurements and did not survive the aging processes were categorized as prefailures.
For the non-parametric analysis of the TBS, the Kaplan–Meier estimates of the cumulative failure distribution function together with the Breslow–Gehan tests were applied. The values of pre-test failure specimens were treated as censored and the actually measured values were treated as non-censored. Ninety-five percent CI for an unknown probability was looked up in the Ciba Geigy tables [27]. Associations between discrete variables were tested with a chi-square test. In addition, differences among groups were tested for statistical significance using non-parametric ANOVA (Kruskal–Wallis test). Differences between individual groups were identified using multiple pairwise Mann–Whitney U tests with α-error adjustment using the Benjamini–Hochberg procedure. For this post hoc analysis, the differences between each combination of treatment steps were tested for each material separately, and the differences between each pair of materials were tested for each combination of treatment steps separately.
Results
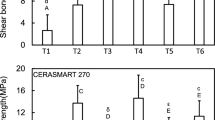
The interpretation of the results is based on the non-parametric Kaplan–Meier analysis. Pre-test failures (debonding of specimens during thermo-cycling) were observed only in the four groups with the treatment no air abrasion and silane primer (Table 2, chi-square p < 0.001). After bond strength testing, failures were either adhesive or cohesive within the luting composite. Failures including the CAD/CAM blocks have not been observed. For all materials, failure was predominantly cohesive in the groups with air abrasion and resin primer (Table 3, 87–100%) and predominantly adhesive in all other groups (Table 3, 67–100%; p < 0.001). For the cumulative failure distribution analysis, the specimens that debonded before bond strength testing were treated as censored observations, whereas the bond strength values of all remaining specimens were treated as non-censored observations. Table 4 reports the median failure estimates of tensile bond strength given by Kaplan–Meier methodology and the results of the Breslow–Gehan test (p < =0.004) observed in different test groups as presented in Figs. 2 and 3. In summary, the lowest median TBS values were observed in groups which had been pretreated without air abrasion and with silane primer. In general, non-air-abraded groups showed lower median TBS values than air-abraded ones. In the non-air-abraded group of Shofu Block HC which had been pretreated using a silane primer, all specimens debonded during the aging procedure, thus producing a median TBS value of 0 MPa. Descriptive statistics of TBS are shown in Table 5 and Fig. 4. The overall difference among treatment groups is highly significant (Kruskal–Wallis test, p < 0.001). The results of the post hoc analysis are presented in Table 5. The pretreatment strategy “air abrasion + resin primer” produced the highest bond strength values in all four materials, which in turn were not significantly different. For the other three materials, the combination of air abrasion and resin primer produced the highest, the use of either air abrasion or resin primer produced intermediate, and failure to use either of those produced the lowest bond strength values.

Non-parametric Kaplan–Meier estimates of the cumulative failure distribution for TBS (MPa) for the air abrasion subgroups

Non-parametric Kaplan–Meier estimates of the cumulative failure distribution for TBS (MPa) for the non-air abrasion subgroups

Tensile bond strength in megapascal (mean ± SD) under assumption of approximate normality of measurements
Discussion
This study showed that air abrasion and an accurate pretreatment strategy are mandatory for creating a reliable bond to luting composite. Air abrasion as a pretreatment step resulted in superior values regarding the bond strength compared to no air abrasion. The use of the resin primer One Coat Universal resulted in superior values regarding the bond strength as well compared to the use of the silane primer Clearfil Ceramic Primer. This result is highly important for the choice of the right bonding strategy for new CAD/CAM resin composites. Some previous studies found that the use of a resin primer yields superior results to the mere use of silane [28] or the combined use of silane followed by a resin primer [29, 30]. One probable explanation for these results is that silane is capable of creating a solid bond to fillers within the resin composite, but that at the same time, its bond to the resin matrix is less strong [24]. These results, however, are in contradiction to other studies which favor the use of silane in the pretreatment strategy for the repair of resin composites [31] or the bonding of CAD/CAM resin composites [23]. A possible explanation for this may lie in the fact that the studies which advocate the mere use of a resin primer were based on resin primers containing methyl-methacrylate (MMA) in those studies which prefer the use of a resin primer alone. In this study, One Coat Universal was used as a resin primer containing a modified MMA with polyacrylic acid. This monomer dissolves the surface of CAD/CAM resin composites where free carbon double bonds of the material can bond with those from the resin primer [28]. Consequently, this study advocates the use of resin primers containing MMA for a successful bonding of this new class of CAD/CAM materials while at the same time pointing out clearly that more comparative research is necessary between resin primers containing MMA and primers which do not.
The air abrasion step is another crucial factor when developing a bonding strategy for CAD/CAM resin composites. Along with pretreatment, this step has the highest impact on TBS and its proper use is of utmost importance. Yoshihara et al. have demonstrated that too much pressure during the sand blasting procedure may damage the surface of the materials [20]. There was notable evidence of this fact in the treatment of the Shofu Block HC material which seems to be very vulnerable in this regard. Nevertheless, during this study, Shofu Block HC showed convincing qualities when air abraded and pretreated with resin primer from which can be concluded that the settings in the air abrasion step were appropriate. The mechanical factor of air abrasion as well as the removal of a smear layer seems to be responsible for the fact that the air-abraded silane primer subgroups showed comparable results to the non-air-abraded resin primer subgroups regardless of the CAD/CAM material.
Most interestingly, the resin primer Brilliant Crios showed similar TBS values whether air abraded or not. This may indicate a higher concentration of carbon-carbon double bonds on the surface of this material but this assumption needs further investigation. It should be kept in mind that the resin primer as well as the luting composite may have a certain influence on higher TBS values for Brilliant Crios since they are produced by the same manufacturer and are chemically adapted to each other.
In the subgroup of Shofu Block HC which was neither air abraded nor treated with a silane primer, no bond could be established and all specimens debonded during the aging process. This may be due to the rather low amount of fillers in this CAD/CAM material. In fact, of all materials tested, Shofu Block HC has the lowest amount of fillers with only 61 wt%.
In conclusion, the null hypothesis stating that tensile bond strength would not differ between different CAD/CAM blocs and that the air abrasion step and the pretreatment method would not affect the tensile bond strength of the tested CAD/CAM materials had to be rejected. As a consequence, the results of this study are in accordance with other studies concerning the influence of air abrasion on CAD/CAM resin composites [18, 19] and the pretreatment method [28].
In their review of the methodology of bond strength tests [32], Van Meerbeek et al. advocate the limitation of the pretreatment to the actual bonding area instead of including the entire surface of the specimens. They argue that to deviate from this practice entails a substantially larger bonding area, and that in consequence, the load is rather applied rather to the adhesive-composite interface than to the adhesive-tooth interface. Their publication presents the example of a piece of bonding agent which is still attached to the specimen after load application. In this study, the entire surfaces of all specimens were pretreated, thus making the results comparable. The analysis of the failure types lists no specimens registered as shown on the review mentioned above. Nevertheless, this fact could have led to results tending to be higher in tensile bond strength and should be noted for further studies and comparisons.
The aging process restorations suffer in the oral cavity was simulated by means of a thermo-cycling process (5000 cycles in two baths of 55 and 5 °C with a dwell time of 20 s in each). It seems possible that this simulation has some impact on the testing TBS. Volumetric changes resulting in mechanical stress leading to cracks and inferior bond strength can occur. Equally, the upper temperature of thermal cycling may increase post-irradiation curing. For the purpose of this study, the artificial aging process was exclusively performed by thermo-cycling without previous long-term water storage. While certain studies prove differences on bond strength after different aging procedures [22], these findings do not affect this study. As we only aimed at assessing the influence of air abrasion and pretreatment strategy on the tensile bond strength of the single subgroups, different aging procedures were not the subject of this study. Hence, regarding artificial aging, we treated all specimens in an equal manner to obtain comparable results.
For the non-parametric approach, the Kaplan–Meier estimates of the cumulative failure distribution function (Figs. 2 and 3) and the robust estimates for median failure estimates (Table 4) were provided. This non-parametric analysis not only correctly handles the violation of normality but also correctly adjusts for the second difficulty in the data pertaining to prefailures. The inclusion of prefailures in the parametric analysis may lead to an underestimation of the true tensile bond strength whereas the Kaplan–Meier analysis correctly treats the values for pre-test failure specimens as censored and the actually measured values as non-censored observations.
In statistics, the estimation of the cumulative failure distribution function is termed with the general name of survival analysis. Frequently, survival time is assumed in applications. The non-parametric Kaplan–Meier methodology is very useful for analysis of other primary outcomes subject to censoring, where the survival time is replaced by, for example, the tensile bond strength, i.e., the amount of stress necessary to destroy a specimen. An example of the successful use of such an analysis is described in the work of Stawarczyk et al. [33].
In the present study, we concentrated on the cumulative failure distribution function (CFDF), which relates mathematically to survival by the following equation: CFDF = 1 − survival. In order to check the appropriateness of the sample size, the post hoc power analysis was computed within the Brillant Crios CAD/CAM resin composite with the pretreated resin primer or silane primer. The observed difference equal to 17 MPa confirms that the power of the test is equal to 97% given specimen size equal to 15, standard deviation equal to 11.7 MPa, and the significance level equal to 0.05.
The failure analysis (Table 3) shows for all groups “with air abrasion + resin primer” higher percentages of cohesive failures, whereas in all other groups, cohesive failures are rare. Therefore, in all groups “with air abrasion + resin primer” it can be expected that the bond strength values represent the strength of the luting composite rather than bond strength to the substrate, which may have been even higher.
Finally, it should be emphasized that one in vitro study regime is unable to simulate all the individual conditions a restoration is exposed to the oral cavity over years. To get a more comprehensive picture, it is therefore necessary to collect a large amount of data generated from various studies testing different aspects of the characteristics certain materials possess. Nevertheless, controlled, randomized clinical trials remain the gold standard for assessing the clinical performance of materials.
Conclusion
Within the limitations of the present study, we can conclude that successful adhesive bonding of CAD/CAM resin composites to luting composite requires air abrasion and pretreatment. Pretreating the surface of the material with One Coat Universal as a resin primer containing MMA shows the best results in tensile bond strength and is preferable to the mere use of silane primer.
References
Beuer F, Schweiger J, Edelhoff D (2008) Digital dentistry: an overview of recent developments for CAD/CAM generated restorations. Br Dent J 204:505–511
Miyazaki T, Hotta Y, Kunii J, Kuriyama S, Tamaki Y (2009) A review of dental CAD/CAM: current status and future perspectives from 20 years of experience. Dent Mater J 28:44–56
Nguyen J-F, Migonney V, Ruse ND, Sadoun M (2012) Resin composite blocks via high-pressure high-temperature polymerization. Dent Mater 28:529–534
Göncü Başaran E, Ayna E, Vallittu PK, Lassila LV (2011) Load-bearing capacity of handmade and computer-aided design–computer-aided manufacturing-fabricated three-unit fixed dental prostheses of particulate filler composite. Acta Odontol Scand 69:144–150
Güth JF, Almeida E, Silva JS, Ramberger M, Beuer F, Edelhoff D (2012) Treatment concept with CAD/CAM-fabricated high-density polymer temporary restorations. J Esthet Res Dent 24:310–318
Miyazaki T, Hotta Y (2011) CAD/CAM systems available for the fabrication of crown and bridge restorations. Aus Dent J 56:97–106
Magne P, Schlichting LH, Maia HP, Baratieri LN (2010) In vitro fatigue resistance of CAD/CAM composite resin and ceramic posterior occlusal veneers. J Prosthet Dent 104:149–157
Schlichting LH, Maia HP, Baratieri LN, Magne P (2011) Novel-design ultra-thin CAD/CAM composite resin and ceramic occlusal veneers for the treatment of severe dental erosion. J Prosthet Dent 105:217–226
Stawarczyk B, Sener B, Trottmann A, Roos M, Oezcan M, Haemmerle CH (2012) Discoloration of manually fabricated resins and industrially fabricated CAD/CAM blocks versus glass-ceramic: effect of storage media, duration, and subsequent polishing. Dent Mater J 31:377–383
Stawarczyk B, Krawczuk A, Ilie N (2015) Tensile bond strength of resin composite repair in vitro using different surface preparation conditionings to an aged CAD/CAM resin nanoceramic. Clin Oral Investig 19:299–308
Zhi L, Bortolotto T, Krejci I (2016) Comparative in vitro wear resistance of CAD/CAM composite resin and ceramic materials. J Prosthet Dent 115:199–202
Stawarczyk B, Liebermann A, Eichberger M, Güth J-F (2015) Evaluation of mechanical and optical behavior of current esthetic dental restorative CAD/CAM composites. J Mech Behav Biomed Mater 55:1–11
Hill EE (2007) Dental cements for definitive luting: a review and practical clinical considerations. Dent Clin N Am 5:643–658
Carpena Lopes G, Narciso Baratieri L, de Andrada C, Mauro A, Vieira LCC (2002) Dental adhesion: present state of the art and future perspectives. Quintessence Int 33:213–224
Mobilio N, Fasiol A, Catapano S (2016) Qualitative evaluation of the adesive interface between lithium disilicate, luting composite and natural tooth. Ann Stomatol (Roma) 7(1–2):1–3
Souza EM, De Munck J, Pongprueksa P, Van Ende A, Van Meerbeek B (2016) Correlative analysis of cement–dentin interfaces using an interfacial fracture toughness and micro-tensile bond strength approach. Dent Mater 32(12):1575–1585
Soares CJ, Giannini M, MTd O, Paulillo LAMS, Martins LRM (2004) Effect of surface treatments of laboratory-fabricated composites on the microtensile bond strength to a luting resin cement. J Appl Oral Sci 12:45–50
Stawarczyk B, Basler T, Ender A, Roos M, Özcan M, Hämmerle C (2012) Effect of surface conditioning with airborne-particle abrasion on the tensile strength of polymeric CAD/CAM crowns luted with self-adhesive and conventional resin cements. J Prosthet Dent 107:94–101
Stawarczyk B, Krawczuk A, Ilie N (2015) Tensile bond strength of resin composite repair in vitro using different surface preparation conditionings to an aged CAD/CAM resin nanoceramic. Clin Oral Investig 19:299–308
Yoshihara K, Nagaoka N, Maruo Y, Nishigawa G, Irie M, Yoshida Y, van Meerbeek B (2017) Sandblasting may damage the surface of composite CAD–CAM blocks. Dent Mater 33:e124–e135
Ferracane JL (2011) Resin composite—state of the art. Dent Mater 27(1):29–38
Wegner SM, Gerdes W, Kern M 2002 Effect of different artificial aging conditions on ceramic-composite bond strength. Int J Prosthodont 15:267–272
Yoshida K, Kamada K, Atsuta M (2001) Effects of two silane coupling agents, a bonding agent, and thermal cycling on the bond strength of a CAD/CAM composite material cemented with two resin luting agents. J Prosthet Dent 85(2):184–189
Lung CYK, Matinlinna JP (2012) Aspects of silane coupling agents and surface conditioning in dentistry: an overview. Dent Mater 28(5):467–467
Atsu SS, Kilicarslan MA, Kucukesmen HC, Aka PS (2006) Effect of zirconium-oxide ceramic surface treatments on the bond strength to adhesive resin. J Prosthet Dent 95(6):430–436
Palitsch A, Hannig M, Ferger P, Balkenhol M (2012) Bonding of acrylic denture teeth to MMA/PMMA and light-curing denture base materials: the role of conditioning liquids. J Dent 40:210–221
Diem K, Lentner (1970) Scientific tables: 555
Gilbert S, Keul C, Roos M, Edelhoff D, Stawarczyk B (2016) Bonding between CAD/CAM resin and resin composite cements dependent on bonding agents: three different in vitro test methods. Clin Oral Investig 20:227–236
Baehr N, Keul C, Edelhoff D, Eichberger M, Roos M, Gernet W et al (2013) Effect of different adhesives combined with two resin composite cements on shear bond strength to polymeric CAD/CAM materials. Dent Mater J 32:492–501
Keul C, Martin A, Wimmer T, Roos M, Gernet W, Stawarczyk B (2013) Tensile bond strength of PMMA-and composite-based CAD/CAM materials to luting cements after different conditioning methods. Int J Adhes Adhes 46:122–127
Özcan M, Barbosa SH, Melo RM, Galhano GAP, Bottino MA (2007) Effect of surface conditioning methods on the microtensile bond strength of resin composite to composite after aging conditions. Dent Mater 23(10):1276–1282
Van Meerbeek B, Peumans M, Poitevin A, Mine A, Van Ende A, Neves A et al (2010) Relationship between bond-strength tests and clinical outcomes. Dent Mater 26(2):e100-e21
Stawarczyk B, Hartmann L, Hartmann R, Roos M, Ender A, Özcan M, Sailer I, Hämmerle CHF (2012) Impact of Gluma Desensitizer on the tensile strength of zirconia crowns bonded to dentin: an in vitro study. Clin Oral Investig 16(1):201–213
Blatz MB, Sadan A, Kern M (2003) Resin-ceramic bonding: a review of the literature. J Prosthet Dent 89(3):268–274
Acknowledgments
We are grateful to Coltene/Whaledent for providing the tested materials.
Funding
The work was supported by the Department of Prosthodontics, Ludwig-Maximilians-University Munich.
Author information
Authors and Affiliations
Contributions
Marcel Reymus: performed experiments, wrote manuscript.
Malgorzata Roos: performed statistical analyses, approval of final manuscript.
Marlis Eichberger: assistance by experiments.
Daniel Edelhoff: provision of the infrastructure, approval of final manuscript.
Reinhard Hickel: provision of the infrastructure, approval of final manuscript.
Bogna Stawarczyk: idea, experimental design, hypothesis, performed statistical analyses, and wrote manuscript.
Corresponding author
Ethics declarations
Conflict of interest
The authors declare that they have no conflict of interest.
Ethical approval
This article does not contain any studies with human participants or animals performed by any authors.
Informed consent
Informed consent was obtained from all individual participants in the study.
Rights and permissions
About this article

Cite this article
Reymus, M., Roos, M., Eichberger, M. et al. Bonding to new CAD/CAM resin composites: influence of air abrasion and conditioning agents as pretreatment strategy. Clin Oral Invest 23, 529–538 (2019). https://doi.org/10.1007/s00784-018-2461-7
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00784-018-2461-7