
Abstract
The aim of this study was to investigate the effect of two different priming agents and/or sandblasting on the shear bond strength of self-adhesive resin cement to the resin composite for core build-up to CAD/CAM blocks. A CAD/CAM ceramic block (GN I CERAMIC BLOCK, GC) and a CAD/CAM resin composite block (CERASMART 270, GC), a self-adhesive resin cement (G-CEM ONE, GC) and two different primers, i.e., a multipurpose primer (MP; G-Multi Primer, GC) and a ceramic primer (CP; Ceramic Primer II, GC), were examined. Five different surface treatments with priming and/or sandblasting and no surface treatment (control) were performed on the block. Disk specimens (6 mm in diameter and 4 mm in thickness) made from core composites were cemented to the blocks after the surface treatments. Then, the 24-h shear bond strength of the resin cement between the block and the resin composite core was determined (n = 15). Sandblasted specimens had greater bond strength than controls for both blocks (p < 0.05). Priming to both blocks significantly increased the bond strength of resin cement compared to that of controls (p < 0.05). Although Weibull moduli were not significantly changed among all surface treatments for both blocks, the strengths with 5% and 95% failure probability of sandblasted and/or primed blocks were estimated to be greater than those of controls. The combination of priming and sandblasting to the CAD/CAM composite and ceramic surface was effective in increasing the bond strength of the resin cement.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
Computer-aided milling of dental materials such as metals, composites, and ceramic is becoming a common dental technology because of advances in imaging devices, software, and CAD/CAM milling systems [1]. In the past decade, CAD/CAM prosthetic materials, including ceramics and composites, have improved in their physical and mechanical properties [2,3,4,5,6,7]. Therefore, the CAD/CAM crowns made of composites or ceramics are a choice for restorations that satisfy the esthetic demand of patients. These tooth-colored prostheses are frequently fabricated on the abutment made of a resin composite for core build-up for esthetic reasons [8, 9]. Then, the crowns made of ceramics or resin composites are bonded to the abutment using the resin cement to achieve durable retention in the oral cavity.
One of factors affecting adhesion of a prosthesis to an abutment in the oral cavity is the appropriate surface treatment for adherence. However, the surface treatments, in some cases, are complicated processes that may cause technical errors in bonding of the prosthesis. Of the current luting materials, self-adhesive resin cements, which contain some adhesive monomers, are useful luting agents for shortening the time required for surface treatment, and they exhibited strong adhesion to dental alloys, resin composites, or ceramics [10, 11].
To obtain the optimal surface conditions for adhesion before bonding procedures, sandblasting [12,13,14] or etching by hydrofluoric acid [10, 14,15,16,17] is employed to tooth-colored crown materials, such as ceramics or resin composites, to provide mechanical retention or to increase surface areas of the adherend. In addition, priming of the surface enhances chemical bonding by modifying surface energy [14,15,16,17]. Therefore, some self-adhesive resin cements on the market recommend using a primer.
Ceramics for CAD/CAM are attractive because of their biocompatibility, long-term color stability, chemical durability, and wear resistance [1]. Resin composites for CAD/CAM had reportedly greater fracture resistance than those for restorative filling because of a higher degree of polymerization with few pores in the structure [6]. In addition, the CAD/CAM resin composites have an advantage of machinability over ceramics due to the hardness being lower than that of ceramics [18]. Both resin composites and ceramic adhesive surfaces are treated by the silane coupling agent, such as ɤ-MPTS, for chemical bonding to self-adhesive resin cement. For them to be effective as a silane treatment, some priming agents contain ɤ-MPTS with other adhesive monomers. However, few studies have investigated the effect of the different priming agents on the bond strength of self-adhesive resin cement to glass ceramic and resin composites [11, 19], and no consistent results have been reported on the effect on bond strength. To the best of our knowledge, only a few papers have investigated the bond strength of resin cement between CAD/CAM blocks and resin composites for core build-up [20, 21].
The aim of this study was to examine the effect of two different priming agents and/or sandblasting to the CAD/CAM blocks on the shear bond strength of self-adhesive resin cement to the resin composite for core build-up. The present study tested the hypothesis that the combinations of sandblasting and priming treatments strengthen the bonding of CAD/CAM blocks to resin composite core material.
Materials and methods
Materials
A CAD/CAM ceramic block (10 × 13 × 17 mm, GN I CERAMIC BLOCK, GC, Tokyo, Japan), a CAD/CAM resin composite block (14 × 14 × 18 mm, CERASMART 270, GC), a dual cured resin composite for the core build-up material, and a self-adhesive resin cement (G-CEM ONE, GC) were used (Table 1). Two different primers; a multipurpose primer (MP) containing MDP, MDTP, and γ-MPTS (G-Multi Primer, GC); and a ceramics primer (CP) containing MDP and γ-MPTS (Ceramic Primer II, GC) were used before cementing (Table 1).
Methods
Specimen preparation
The CAD/CAM block specimens were cut out of a block stub with a diamond wheel saw and embedded into an epoxy resin (EPOFIX, Struers, Tokyo, Japan) in a plastic mold. Disk specimens (6 mm in diameter and 4 mm in thickness) of the resin composite for core build-up were prepared using Teflon molds with light-curing for 10 s under a curing lamp (G-light Prima-II, GC). The molded disk specimens were further cured using the laboratory lamp (LABOLIGHT LV-III, GC) for 10 min. After both the embedded CAD/CAM block specimen and resin composite specimens were removed from the mold, the surfaces were finished using a 600 grit SiC abrasive paper with water. The polished surfaces were rinsed under running water and then ultrasonically cleaned with deionized water for 10 min.
Surface treatments
Six different experimental surface treatment groups on CAD/CAM blocks were carried out, as presented in Table 2 [no surface treatment (control; T1), sandblasting (T2), priming with CP (T3), sandblasting and priming with CP (T4), priming with MP (T5), and sandblasting and priming with MP (T6)]. In the sandblasting groups, the surfaces of the CAD/CAM block were treated with alumina particles (70 μm, Hi-ALUMINA, SHOFU, Kyoto, Japan) for 5 s at an air pressure of 0.3 MPa (10 mm in distance) [20, 21]. The surface-treated specimens were cleaned using an ultrasonic bath in deionized water for 10 min and dried before the adhesion procedures.
Shear bond strength measurements
The self-adhesive resin cement was mixed for 10 s according to the manufacturer’s mixing instructions. The cement mixture was placed on the CAD/CAM block surface after surface treatments (T2–T6) or controls (T1). Then, the resin composite disk was adhered and fixed under finger pressure (approximately 5 kgf) for 5 s. After excess cement surrounding the resin composite disk was removed using a dental explorer, the resin cement was cured using a curing lamp for 12 s. The specimens for the shear bond test were kept in 95% ± 5% relative humidity at 37 °C \(\pm\) 2 °C for 24 h. The shear bond strength was determined at 23 °C ± 2 °C in air using a universal testing machine (Instron 3366, Boston, USA) with a cross-head speed of 1.0 mm/min at 24 h after the cement mixing. The bonded specimen was set in a shear bond test jig, as the adhesive interface was perpendicular to the base plate of testing equipment. The sliding plate for shearing was in contact with the adhesive interface of specimen and was loaded vertically until the specimen debonded. The shear bond strength was calculated by dividing the maximum failure loads (N) by the adhesive area of the disk specimens (6 mm in diameter, 28.26 mm2). Fifteen specimens were examined for each experimental condition. This sample size was chosen based on ISO29022:2013and ISO/TS11405:2015. [22, 23]. The results were statistically analyzed using a two-way analysis of variance and Bonferroni’s test for multiple comparisons among the surface treatment groups (α = 0.05). A p value of less than 0.05 was considered to be statistically significant. In addition, a Weibull analysis was conducted for the bond strength data. Statistical analyses were performed using statistical software (SPSS Statistics 20, IBM, NY, USA).
Scanning electron microscope (SEM) observation of the specimen surfaces after the surface treatment
The surface textures of the CAD/CAM blocks after six different surface treatments were observed using SEM (JSM-6360LV, JEOL, Tokyo, Japan) at an acceleration voltage of 20 kV. The specimens were coated with a gold film (20 nm thick) before observation.
Fracture mode analysis after a shear bond test
After the shear bond test, the fractured surfaces of blocks were examined using a stereomicroscope (100 × magnification, STM-5, Olympus, Tokyo, Japan) and classified as adhesive failure at the interface region, cohesive failure in the adherend region, or a mixed failure mode of adhesive and cohesive failures [21]. The cohesive failure was defined as a fracture inside the blocks of more than two-thirds of the bonding area after the shear bond test. When two-thirds or more of the adhesive surface was observed on the debonded surface of the blocks or the resin composite core, it was classified as adhesive failure. The others were classified as a mixed failure. The observation results were statistically analyzed using a Chi-squared test at p = 0.05.
Results
Shear bond strength
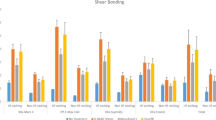
Figure 1 illustrates the measured shear bond strength values of the resin cement between the resin composite for core build-up and CAD/CAM blocks. A summary of the statistical analysis for shear bond strengths is presented in Table 3. Surface treatments significantly affected the shear bond strengths of self-adhesive resin cement between the resin composite and each block among different surface treatments with and without priming conditions (p < 0.05) and between the specimens with and without sandblasting of the block (p < 0.05). Both priming and sandblasting significantly interacted with the shear bond strengths of the specimens (p < 0.05) (Table 3).

Shear bond strengths between CAD/CAM blocks and resin composite core material after different surface treatments. Same Roman upper case letters indicate significant differences in bond strength of each CAD/CAM block in the same priming groups (none, CP, or MP) (p < 0.05). For the groups without sandblasting (T1, T3, and T5), same Greek letters indicate significant differences in bond strength of each CAD/CAM block (p < 0.05). For the sandblasted groups (T2, T4, and T6), same Roman lower case letters indicate significant differences in bond strength of each CAD/CAM block (p < 0.05)
CAD/CAM ceramic block
For the groups primed with CP, there were no significant simple main effects in the bond strength of resin cement whether or not the sandblasting was performed (p = 0.9770). However, regardless of the sandblasting treatment, significant simple main effects were found in the bond strength among the groups with and without priming (p < 0.001).
The sandblasted group (T2) showed greater shear bond strength than the controls (T1) (p < 0.001). For the groups with priming, there was no significant difference in bond strength between the CP-primed groups without and with sandblasting (T3 vs T4, p = 0.977), whereas the MP-primed group with sandblasting (T6) had significantly greater bond strength than that without sandblasting (T5) (p < 0.001). In groups without sandblasting, the bond strengths of the primed groups (T3 and T5) were greater than the controls (T1) (p < 0.001), and the CP-primed group (T3) showed greater bond strength than the MP-primed group (T5) (p = 0.0319). Both the sandblasted groups with priming (T4 and T6) had significantly greater bond strengths than the sandblasted group without priming (T2) (p = 0.0271 for T4 and p < 0.001 for T6), and no significant difference in bond strength was found between CP-primed and MP-primed groups with sandblasting (T4 and T6) (p = 0.2754).
CAD/CAM resin composite block
Significant simple main effects were found in bond strengths of the groups with and without priming, regardless of whether sandblasting was performed (p < 0.001 for CP-primed groups, p = 0.0109 for MP-primed groups, and p < 0.001 for the group without priming). Regardless of the sandblasting treatment, significant simple main effects were noted in bond strength among the groups with and without priming (p < 0.001 for groups without sandblasting, p = 0.093 for groups with sandblasting).
The sandblasted group (T2) showed greater shear bond strength than the controls (T1) (p < 0.001). For the groups with priming, both the primed groups with sandblasting (T4 and T6) had significantly greater bond strengths than those without sandblasting (T3 and T5) (p < 0.001 for T4 vs T3 and p = 0.0109 for T6 vs T5). For the groups without sandblasting, the bond strengths of both the primed groups (T3 and T5) were greater than the controls (T1) (p = 0.0035 for T3 and p < 0.001 for T5). However, there was no significant difference in bond strength between the two primed groups without sandblasting (T3 and T5) (p = 1.000). For the groups with sandblasting, no significant differences in bond strengths were found between the groups with and without priming (p = 1.000 for T4 vs T2 and p = 0.0895 for T6 vs T2). Furthermore, the CP-primed groups with sandblasting had significantly greater bond strength than the MP-primed group with sandblasting (p = 0.0094).
Weibull analysis
Figure 2 presents the Weibull plots of shear bond strength data. Table 4 lists the Weibull modulus, the scale parameter, and the 5% and the 95% failure probabilities of the shear bond strengths between CAD/CAM blocks and the resin composite core. No significant statistical differences were observed in Weibull modulus values among the groups examined in either block (p > 0.05).

Weibull plots of shear bond strength between CAD/CAM blocks and resin composite core material
CAD/CAM ceramic block
The Weibull moduli of sandblasted groups (T2 and T6) were greater than those of the groups without sandblasting (T1 and T5) under the condition in which the same primer was used or priming was not carried out. The MP-primed group with sandblasting (T6) had greater scale parameters than those of the other groups tested. The 5% failure probability strength of the controls (T1) was lower than those of the other groups, and those of the MP-primed group with sandblasting (T6) had greater values than those of the other groups. The 95% failure probability strength of the MP-primed group with sandblasting (T6) had greater values than those of the other groups.
CAD/CAM resin composite block
The Weibull moduli of sandblasted groups (T2, T4, and T6) were greater than those groups without sandblasting (T1, T3, and T5) under the condition in which the same primer was used or priming was not carried out. The CP-primed group with sandblasting (T4) had greater scale parameters than those of the other groups. The 5% failure probability strength of the controls (T1) was lower than those of the other groups, and those of the sandblasted group (T2) had greater values than those of the other groups. The 95% failure probability strength of the CP-primed group with sandblasting (T4) had greater values than those of the other groups.
SEM observation of the surface appearance after the surface treatment
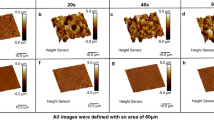
Figures 3 and 4 present SEM photographs of the surface appearance of CAD/CAM blocks after the surface treatment.

SEM photographs of the CAD/CAM ceramic block after the surface treatments

SEM photographs of the CAD/CAM resin composite block after the surface treatments
CAD/CAM ceramic block
The surface texture of the sandblasted group (T2), which was subjected to sandblasting and not to priming, indicated sharp ridges. Both primed ceramic blocks after the sandblasting (T4 and T6) had similar surface appearances. The groups without sandblasting (T1, T3, and T5) had a smooth texture compared to those of the sandblasted groups.
CAD/CAM resin composite block
The surface texture of the sandblasted group (T2) indicated rough and uneven surfaces with sharp ridges. The CP-primed group without sandblasting (T3) and the MP-primed group without sandblasting (T5) revealed a smooth surface texture than the CP- or MP-primed groups with sandblasting (T4 or T6).
Fracture mode analysis after the shear bond test
Figure 5 summarizes the failure mode distribution of the adhesive area after the shear bond test.

Failure mode distribution after different surface treatments indicating the shear bond strengths of CAD/CAM blocks and resin composite core material (n = 15 at each condition)
CAD/CAM ceramic block
Surface treatments significantly affected the failure mode distribution of shear bond test specimens (p < 0.001). The adhesive failure was observed in the groups without sandblasting (T1, T3, and T5). The controls (T1) revealed only the adhesive failures. By contrast, the sandblasted groups did not have an adhesive failure mode. The cohesive failure was always observed inside the ceramic blocks.
CAD/CAM resin composite block
Surface treatments significantly affected the failure mode distribution of shear bond test specimens (p < 0.001). The adhesive failure was observed in the groups without sandblasting (T1, T3, and T5). By contrast, sandblasted groups (T2 and T4) had a cohesive failure mode, but three specimens of the MP-primed group with sandblasting (T6) exhibited mixed failure and adhesive failure. The cohesive failure was always observed inside the resin composite blocks.
Discussion
It is well known that an optimum combination of mechanical interlocking and chemical bonding at the adhesive interface is necessary for durable bond of prosthesis to abutment [12,13,14]. The mechanical interlocking effect can be achieved by sandblasting or hydrofluoric acid etching because of its roughened surface texture [12,13,14,15,16,17]. The chemical bonding effect can be obtained by applying of saline coupling agents and/or some adhesive monomers as priming agents [12,13,14, 24].
The majority of commercial universal adhesives contain MDP, and a few contain both MDP and silane [25, 26]. Awad [25] investigated the microtensile bond strength (µTBS) of the dual cured resin cement to the hybrid ceramic (Vita Enamic) using a silane-based primer, a silane-containing universal adhesive (including MDP) and a silane-free universal adhesive (including MDP). The µTBS results indicated that application of the silane-based primer resulted in significantly higher mean bond strength compared to the silane-containing universal adhesive and silane-free universal adhesive at 24 h and after thermocycling. No significant differences in µTBS were observed between the silane-containing and the silane-free universal adhesives. Because the silane-based primer without MDP had greater µTBS, they stated that the MDP may not contribute to bonding to the glass ceramics, and the resin content of Vita Enamic exhibited a higher degree of conversion to polymer and a lack of unreacted monomers. By contrast, adverse results were demonstrated for the micro-shear bond strength of the resin cement system to three CAD/CAM blocks (Cerasmart, Vita Enamic, and Lava Ultimate) [27]. Their study demonstrated that it might be advantageous to use the polymer infiltrated ceramic network (PICN, Vita Enamic) material with a resin cement system that included MDP-containing silanes. No consistent results have been reported on the effect of universal adhesives containing both silane and MDP.
CAD/CAM ceramic block
The study showed that the bond strength of the sandblasted groups with priming was increased by approximately 39% (T4) or 64% (T6) compared with the bond strength of those without priming. These results suggested that priming on sandblasted ceramic surfaces, such as γ-MPTS, is believed to improve the surface wettability for chemical adhesion [28, 29].
The Weibull modulus, scale parameter, and the strength of 5% and 95% failure probabilities of specimens with priming, sandblasting, or priming after sandblasting were greater than those of the controls. Although no significant difference in bond strength was observed among the two primers in the no-sandblasting groups, the bond strength of specimens primed with CP had a slightly higher scale parameter and strengths with 5% and 95% failure probabilities compared to those with an MP.
A previous study reported that a primer more complicated in composition may negatively affect the reaction of silane to glass ceramics [25]. According to the manufacturer’s published composition (Table 1), the main difference in composition between CP and MP is that MP contained the thiophosphoric ester monomer, which was known to be effective for adhesion to highly noble metals alloys [30]. Because inclusion of a thiophosphoric ester monomer into MP is speculated to alter the combination ratio of silane and MDP in the primer compared with CP, significant difference in bond strength was observed between the two different priming agents. The shear bond strengths of the CP-primed group (T3) were greater than those of the MP-primed group (T5). It is presumed that silane and MDP would be more effective in improving the ceramic surface condition for chemical bonding, but the thiophosphoric ester monomer in MP would have a disadvantageous effect for chemical bonding.
Because of the increase in the Weibull modulus due to the treatments, both silane- and MDP-containing primers for the ceramics before the bonding procedure increased the reliability of the bonding between the CAD/CAM ceramic and resin composite core material. By contrast, for the groups without priming (T1 and T2) and the groups primed with MP (T5 and T6), greater bond strengths of the sandblasted groups were observed (T2 and T6). The bond strength of the group primed with CP was not altered by the sandblasting treatment. This indicated that sandblasting was not effective in increasing the shear bond strength in conditions, where CP was used as the primer. In addition, excess surface defects of ceramics made by sandblasting should be avoided as much as possible for durable bonding.
For the CAD/CAM ceramic, the cohesive failure was dominantly found after any surface treatment. The observation of cohesive failure is considered to have occurred, where the bond strength was greater than the bulk strength of the substrate. For the ceramic block, even if the specimen was not sandblasted, the priming enabled the ceramic surface to provide a reactive surface for chemical bonding.
CAD/CAM resin block
Priming after sandblasting did not have a positive effect on the bond strength of the resin cement between CAD/CAM resin composites and resin composites for the core material (T2, T4, and T6).
It is believed that the inorganic fillers and resin components must be conditioned by a silane coupling agent and an adhesive monomer for chemical bonding. The effect of a silane coupling agent on bond strength may be influenced by the exposed SiO2 filler size and shape and the amount of fillers in the block. A resin composite is composed of a matrix resin and an inorganic filler, which has a different material structure from that of a ceramic. The matrix resin of the CAD/CAM composite has a greater degree of polymerization with a few residual monomers, because it is polymerized under high pressure [2, 3, 26]. Therefore, the priming agents could not effectively activate the CAD/CAM composite surface for chemical bonding as done in the restorative filling composites. For the resin composite block, sandblasting is possibly a dominant factor in enhancing the bond strength of resin cement due to the mechanical interlocking effect.
The silanization effect of the CAD/CAM resin composite block and feldspar porcelain on the shear bond strength of the resin cement with and without a silane primer (adhesive monomer free) was investigated by Yano et al. [31]. In their study, the silanization effect of CERASMART 270, which was also examined in this study, was less than that of Vita Enamic, which is made from a PICN, and a greater silanization effect was observed for feldspar porcelain. Yano et al. [31] concluded that the silanization effect depends on the microstructure and inorganic content of the composite; the silanization effect of a PICN composite is much more evident compared to that of a dispersed filler composite.
For the resin composite block, all the specimens in the groups without sandblasting (T1, T3, and T5) showed adhesive failure, but the cohesive failure was found to be a dominant failure mode in the groups with sandblasting. The effect of the priming agent of the CAD/CAM resin block on failure mode distribution after a shear bond test was different from that of the CAD/CAM ceramic block. Although both the priming agents contained silane and MDP, the bond strength of the CAD/CAM resin composite block was less influenced by the priming agent because of its compositions. Although sandblasting to the block surface provided the mechanical interlocking effect for adhesion, the bond strengths obtained were accordingly increased for sandblasted specimens.
The surface morphologies of the sandblasted specimens had an extremely uneven surface compared to specimens without sandblasting of both CAD/CAM ceramic and CAD/CAM resin composites. It is well known that the effect of sandblasting depends on the hardness of the substance [32]. Although the optimum sandblasting air pressure may differ from the resin composites to ceramics, the present study applied the same sandblasting air pressure for the resin composite and the ceramic blocks to simplify the experimental conditions. The air pressure used for the ceramic and resin composite blocks could be within an acceptable range for both materials according to the results of our previous study [21].
As shown in Figs. 3 and 4, the surface appearance of the ceramic after sandblasting indicated sharper edges with an irregular surface than those of resin composites. Probably because of the differences in substances that contain inorganic or organic components, the matrix resin may influence the surface texture after sandblasting.
The bond strengths of sandblasted specimens for resin composites were greater than those of ceramics, and cohesively failed specimens were dominantly observed after the bond test. Nevertheless, ceramics have greater mechanical strength than resin composites. The ceramic specimens underwent cohesive failure, and their bond strength values were lower than those of resin composites. This result may indicate that sandblasting to ceramic produces surface defects that act as the origin of fractures under testing (loading).
This study examined the effect of surface treatments on shear bond strength between CAD/CAM blocks and resin composite core material using a simplified model. Although the retention of crowns is affected by several factors, such as abutment design, the present results provide some of the information on optimum surface treatments for CAD/CAM blocks and resin composite core materials. The results of the present study supported the research hypothesis that combinations of sandblasting and priming treatments strengthen the bonding of CAD/CAM blocks to resin composite core material.
Conclusions
Within the limitations of this study, the following conclusions were drawn:
-
1.
Priming to the CAD/CAM composite and ceramic block significantly increased the bond strength of resin cement compared to that of controls.
-
2.
Sandblasting to the CAD/CAM composite and ceramic significantly increased the bond strength of resin cement compared to that of controls.
-
3.
The combination of priming and sandblasting to the CAD/CAM composite and ceramic was effective to increase the bond strength of the resin cement.
References
Anusavice KJ. Chapter 18. Dental ceramics. In: Anusavice KJ, Shen C, Rawls HR, editors. Phillips’ science of dental materials. 12th ed. St. Louis: Saunders; 2013. p. 457–9.
Nguyen JF, Migonney V, Ruse ND, Sadoun M. Resin composite blocks via high-pressure high-temperature polymerization. Dent Mater. 2012;28:529–34. https://doi.org/10.1016/j.dental.2011.12.003.
Nguyen JF, Migonney V, Ruse ND, Sadoun M. Properties of experimental urethane dimethacrylate-based dental resin composite blocks obtained via thermos-polymerization under high pressure. Dent Mater. 2013;29:535–41. https://doi.org/10.1016/j.dental.2013.02.006.
Awada A, Nathanson D. Mechanical properties of resin-ceramic CAD/CAM restorative materials. J Prosthet Dent. 2015;114:587–93. https://doi.org/10.1016/j.prosdent.2015.04.016.
Mainjot AK, Dupont NM, Oudkerk JC, Dewael TY, Sadoun MJ. From artisanal to CAD-CAM blocks: State of the art of indirect composites. J Dent Res. 2016;95:487–95. https://doi.org/10.1177/0022034516634286.
Ankyu S, Nakamura K, Harada A, Hong G, Kanno T, Niwano Y, Örtengren U, Egusa H. Fatigue analysis of computer-aided design/computer-aided manufacturing resin-based composite vs. lithium desilicate glass-ceramic. Eur J Oral Sci. 2016;124:387–95. https://doi.org/10.1111/eos.12278.
Hibino Y, Nagasawa Y, Eda Y, Shigeta H, Nakajima H. Effect of storage conditions on mechanical properties of resin composite blanks for CAD/CAM crowns. Dent Mater J. 2020;39:742–51. https://doi.org/10.4012/dmj.2019-202.
Li Q, Yu H, Wang YN. Spectrophotometric evaluation of the optical influence of core build-up composites on all-ceramic materials. Dent Mater. 2009;25:158–65. https://doi.org/10.1016/j.dental.2008.05.008.
Chaiyabutr Y, Kois JC, LeBeau D, Nunokawa G. Effect of abutment tooth color, cement color, and ceramic thickness on the resulting optical color of a CAD/CAM glass-ceramic lithium disilicate-reinforced crown. J Prosthet Dent. 2011;105:83–90. https://doi.org/10.1016/S0022-3913(11)60004-8.
Venturini AB, Prochnow C, Pereira GKR, Werner A, Kleverlaan CJ, Valandro LF. The effect of hydrofluoric acid concentration on the fatigue failure load of adhesively cemented feldspathic ceramic discs. Dent Mater. 2018;34:667–75. https://doi.org/10.1016/j.dental.2018.01.010.
Murillo-Gómez F, Wanderley RB, De Goes MF. Impact of silane-containing universal adhesive on the biaxial flexural strength of a resin cement/glass-ceramic system. Oper Dent. 2019;42:200–9. https://doi.org/10.2341/17-356-L.
Higashi M, Matsumoto M, Kawaguchi A, Miura J, Minamino T, Kabetani T, Takeshige F, Mine A, Yatani H. Bonding effectiveness of self-adhesive and conventional-type adhesive resin cements to CAD/CAM resin blocks. Part 1: effects of sandblasting and silanization. Dent Mater J. 2016;35:21–8. https://doi.org/10.4012/dmj.2015-234.
Elsaka SE. Bond strength of novel CAD/CAM restorative materials to self-adhesive resin cement: The effect of surface treatments. J Adhes Dent. 2014;16:531–40. https://doi.org/10.3290/j.jad.a33198.
Peumans M, Valjakova EB, De Munck J, Mishevska CB, Meerbeek BV. Bonding effectiveness of luting composites to different CAD/CAM materials. J Adhes Dent. 2016;18:289–302. https://doi.org/10.3290/j.jad.a36155.
Flury S, Schmidt SZ, Peutzfeldt A, Lussi A. Dentin bond strength of two resin-ceramic computer-aided design/computer-aided manufacturing (CAD/CAM) materials and five cements after six months storage. Dent Mater J. 2016;35:728–35. https://doi.org/10.4012/dmj.2016-095.
El-Damanhoury HM, Gaintantzopoulou MD. Self-etching ceramic primer versus hydrofluoric acid etching: Etching efficacy and bonding performance. J Prosthodont Res. 2018;62:75–83. https://doi.org/10.1016/j.jpor.2017.06.002.
Motevasselian F, Amiri Z, Chiniforush N, Mirzaei M, Thompson V. In vitro evaluation of the effect of different surface treatments of a hybrid ceramic on the microtensile bond strength to a luting resin cement. J Lasers Med Sci. 2019;10:297–303. https://doi.org/10.15171/jlms.2019.48 .
Chavali R, Nejat AH, Lawson NC. Machinability of CAD-CAM materials. J Prosthet Dent. 2017;118:194–9. https://doi.org/10.1016/j.prosdent.2016.09.022.
Shinohara A, Taira Y, Sawase T. Effects of tributylborane-activated adhesive and two silane agents on bonding computer-aided design and manufacturing (CAD/CAM) resin composite. Odontol. 2017;105:437–42. https://doi.org/10.1007/s10266-016-0288-8.
Nagasawa Y, Hibino Y, Eda Y, Shigeta H, Nakajima H. Effect of hydrofluoric acid surface treatment of the ceramic for CAD/CAM crowns on the shear bond strength of self-adhesive resin cement. Jpn J Conserv Dent. 2019;62:17–26. https://doi.org/10.11471/shikahozon.62.17 .
Nagasawa Y, Hibino Y, Eda Y, Nakajima H. Effect of surface treatment of CAD/CAM resin composites on the shear bond strength of self-adhesive resin cement. Dent Mater J. 2021;40:364–78. https://doi.org/10.4012/dmj.2019-431.
ISO 29022-2013. Dentistry-adhesion-notched-edge shear bond strength test. International Organization for Standardization. Geneva; 2015.
ISO/TS 11405-2015. Dentistry-testing of adhesion to tooth structure. International Organization for Standardization. Geneva; 2015.
Tribst JPM, Anami LC, Özcan M, Bottino MA, Melo RM, Saavedra GSFA. Self-etching primers vs acid conditioning: Impact on bond strength between ceramics and resin cement. Oper Dent. 2018;43:372–9. https://doi.org/10.2341/16-348-L.
Awad MM, Albedaiwi L, Almahdy A, Khan R, Silikas N, Hatamleh MM, Alkhtani FM, Alrahlah A. Effect of universal adhesives on microtensile bond strength to hybrid ceramic. BMC Oral Health. 2019;19:178. https://doi.org/10.1186/s12903-019-0865-7.
Kim JE, Kim JH, Shim JS, Roh BD, Shin Y. Effect of air-particle pressures on the surface topography and bond strengths of resin cement to the hybrid ceramics. Dent Mater J. 2017;36:454–60. https://doi.org/10.4012/dmj.2016-293.
Cekic-Nagas I, Ergun G, Egilmez F, Vallittu PK, Lassila LVJ. Micro-shear bond strength of different resin cements to ceramic/glass-polymer CAD-CAM block materials. J Prosthodont Res. 2016;60:265–73. https://doi.org/10.1016/j.jpor.2016.02.003.
Zohairy AAEl, De Gee AJ, Mohsen MM, Feilzer AJ. Microtensile bond strength testing of luting cements to prefabricated CAD/CAM ceramic and composite blocks. Dent Mater. 2003;19:575–83. https://doi.org/10.1016/S0109-5641(02)00107-0.
Elsaka SE. Repair bond strength of resin composite to a novel CAD/CAM hybrid ceramic using different repair systems. Dent Mater J. 2015;34:161–7. https://doi.org/10.4012/dmj.2014-159.
Okuya N, Minami H, Kurashige H, Murahara S, Suzuki S, Tanaka T. Effect of metal primers on bonding of adhesive resin cement to noble alloys for porcelain fusing. Dent Mater J. 2010;29:177–87. https://doi.org/10.4012/dmj.2009-068.
Takasue Yano H, Ikeda H, Nagamatsu Y, Masaki C, Hosokawa R, Shimizu H. Correlation between microstructure of CAD/CAM composites and the silanization effect on adhesive bonding. J Mech Behav Biomed Mater. 2019;101:103441. https://doi.org/10.1016/j.jmbbm.2019.103441.
Arao N, Yoshida K, Sawase T. Effects of air abrasion with alumina or glass beads on surface characteristics of CAD/CAM composite materials and the bond strength of resin cements. J Appl Oral Sci. 2015;23:629–36. https://doi.org/10.1590/1678-775720150261.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
No conflicts of interest exist for any of the authors of this paper. This research received no specific grant from any funding agency in the public, commercial, or not-for-profit sectors.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Nagasawa, Y., Eda, Y., Shigeta, H. et al. Effect of sandblasting and/or priming treatment on the shear bond strength of self-adhesive resin cement to CAD/CAM blocks. Odontology 110, 70–80 (2022). https://doi.org/10.1007/s10266-021-00635-y
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10266-021-00635-y