
Abstract
The tunnel boring machine (TBM) method has become widely used and is currently an important presence within the tunnelling industry. Large investments and high geological risk are involved using TBMs, and disc cutter consumption has a great influence on performance and cost, especially in hard rock conditions. Furthermore, reliable cutter life assessments facilitate the control of risk as well as avoiding delays and budget overruns. Since abrasive wear is the most common process affecting cutter consumption, good laboratory tests for rock abrasivity assessments are needed. A new abrasivity test method by rolling disc named Rolling Indentation Abrasion Test (RIAT) has been developed. The goal of the new test design and procedure is to reproduce wear behaviour on hard rock tunnel boring in a more realistic way than the traditionally used methods. Wear by rolling contact on intact rock samples is introduced and several rock types, covering a wide rock abrasiveness range, have been tested by RIAT. The RIAT procedure indicates a great ability of the testing method to assess abrasive wear on rolling discs. In addition and to evaluate the newly developed RIAT test method, a comprehensive laboratory testing programme including the most commonly used abrasivity test methods and the mineral composition were carried out. Relationships between the achieved results from conventional testing and RIAT results have been analysed.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
1.1 General
Cutter consumption plays a significant role in performance and cost during tunnel boring. Reliable assessments of cutter consumption are needed for planning and risk management, especially in hard rock conditions.
Many factors are influencing the number of cutters consumed in hard rock Tunnel Boring Machines (TBMs). Normal TBM operation results mainly in abrasive wear of the cutter rings, which has been verified to be proportional to cutter rolling distance by several researches (Rostami 1997; Bruland 1998; Frenzel et al. 2008).
There are some accepted and commonly used test methods for estimation of rock abrasiveness, Cerchar test (Valantin 1974), Laboratorie Central des Ponts et Chaussées (LCPC) test (Normalisation Française P18-579 1990) and the Abrasion Value Steel (AVS) test method (Dahl et al. 2012) In addition, some researches have been developing studies to classify rock abrasiveness in the last decade (Plinninger and Restner 2008; Thuro and Käsling 2009; Dahl et al. 2012). Plinninger and Restner (2008) give an overview of some of the most representative testing methods and classification of the results. Thuro and Käsling (2009) performed a comparative study using three methods for abrasivity assessments introducing a classification of abrasiveness for soil and rock. Dahl et al. (2012) presented classifications of the Norwegian University of Science and Technology (NTNU)/SINTEF drillability test methods based on statistical analysis and evaluations of the existing test results in the NTNU/SINTEF database.
Rock abrasiveness cannot be considered only as an intrinsic property and the complete tribological system should be considered in addition to the geological properties of the rock.
Since none of the current laboratory test methods were originally developed for cutter wear assessment, they do not reproduce the wear behaviour encountered during tunnel boring in a realistic way. Due to the importance of cutter wear, it was hence considered interesting to develop a new rock abrasivity test method to asses cutter wear in hard rock tunnelling as close to reality as possible.
The present study introduces the development of a new rock abrasivity test method by rolling disc named Rolling Indentation Abrasion Test (RIAT).The traditionally used test methods for determination of rock abrasiveness uses sliding or impact contact to cause wear, while the RIAT introduces rolling contact on intact rock samples. The ambition of the new test device is to have a reliable method to evaluate the cutter wear in hard rock tunnel boring by reproducing wear behaviour in a more realistic way. In the present work, the weight loss of a miniature cutter ring is measured subsequent to testing in order to evaluate wear in the rolling process and could hence be related to cutter ring wear. Indentation of the tools in the intact rock sample is considered as an indication of the surface hardness of the rock or the resistance to indentation by the edge of a rolling disc.
The initial results obtained from the RIAT show a great potential for assessing rock abrasivity on TBM cutters and indentation in hard rock by rolling discs.
The main advantages of the RIAT are: wear caused by rolling contact, testing of intact rock samples, relatively small samples needed, cost effective method and in addition, a simultaneous measurement of the rock indentation resistance or rock surface hardness.
For the evaluation of the newly developed RIAT method, a comprehensive laboratory testing including well established tests methods for strength and rock abrasivity has been performed. The laboratory testing includes NTNU drillability tests (S20, SJ, AVS) obtaining DRI™ and CLI™ (Bruland 1998; Dahl et al. 2012), Cerchar test (CAI) according to ASTM (2010), uniaxial compressive strength (UCS) according to ISRM (1978) as well as density and mineralogical composition by using X-ray diffraction (XRD)—analysis (Klug and Alexander 1974). Relationships between the results of the conventional testing methods and RIAT indices were analysed. In addition, mineral composition (quartz content and equivalent quartz content, %) according to Thuro and Käsling 2009 and Vickers Hardness Number Rock (VHNR) according to Salminen and Viitala (1985) were correlated with the RIAT indices.
1.2 Cutter Wear in Hard Rock Tunnel Boring
Disc cutter wear has been analysed by several researches. Bruland (1998) describes different wear behaviours depending on the cutter wear process, abrasive and destructive wear. Abrasive wear is the most common wear behaviour which is proportional to cutter rolling distance. Frenzel et al. (2008) defines two main groups of factors influencing disc cutter wear, geological and operational. The relation of cutter wear with rolling distance is corroborated.
Hassanpour et al. (2014) analysed the relationship between geological parameters and cutter consumption in a recently finished hard rock TBM tunnel project excavated in pyroclastic and mafic igneous rocks. The results indicate that the strongest relationship to cutter life was found with intact rock parameters (VHNR and UCS).
Recently, abrasive wear and the relation with rock and steel properties as well as other parameters involved in the tribological system have been analysed by several researchers (Petrica et al. 2013; Ratia et al. 2014; Espallargas et al. 2015; Ellecosta et al. 2015). Petrica et al. (2013) studied wear behaviour and relation with physical and mechanical rock properties. Ratia et al. (2014) performed an analysis of the effect of abrasive properties on steels and hard metals, concluding that it is essential to consider the contact conditions and the whole wear environment for wear assessments. Espallargas et al. (2015) evaluated the influence of corrosion on abrasive wear on TBM cutter steel during interaction with excavation fluids using several laboratory tests Ellecosta et al. (2015) performed Vickers hardness test with loads up to HV 30. Several rocks and associated disc cutters were tested to evaluate the ability of the method for characterization of rock abrasivity and wear.
Abrasivity testing in wet conditions and with additives in order to include the complete tribological system has been attempted for soft ground purposes (Jakobsen et al. 2013).
1.3 State of the Art Rock Abrasivity Testing in Hard Rock Tunnel Boring
Several test methods for abrasivity assessments have been used for rock abrasivity assessments in the last few decades. Table 1 lists test methods commonly used in tunnel boring for rock abrasivity assessments.
The CERCHAR abrasivity test is a method used to determine the CERCHAR Abrasivity Index (CAI) for classifying the abrasivity of the rock. The testing principle was originally developed and introduced by Centre d’ Études et Rescherches des Charbonnages de France in the 1970s (Valantin 1974).
A rock specimen is firmly held in the test apparatus (Fig. 1). A normal force of 70 N is applied while the stylus is moved a total distance of 10.0 mm across the rock. The duration of the movement of the stylus should be completed within 1 ± 0.5 s with Type 1 apparatus and in 10 ± 2 s with Type 2 apparatus. The test measures the wear on the tip of a steel stylus having a Rockwell Hardness of HRC 55 (Alber et al. 2014) or HRC 40 (ASTM 2010).

The CAI is a dimensionless unit value and is calculated by multiplying the wear surface stated in units of 0.01 mm by 10. Table 2 shows the abrasivity classification n system for the CAI according to ISRM.
The LCPC test is a method used to determine an index called the LCPC Abrasivity Coefficient (LAC) for classifying the abrasivity of the rock. The testing principle was originally developed and introduced by Laboratorie Central des Ponts et Chaussées in the 1980s (Normalisation Française P18-579 1990).
An outline of the test apparatus is given in Fig. 2. The impeller is a rectangular metal plate with size 50 mm × 25 mm × 5 mm which is made of standardised steel with a Rockwell hardness B 60–75. The impeller rotates for 5 min at a speed of 4500 rpm in the cylindrical container filled with the sample material, consisting of a crushed, sieved (fraction 4–6.3 mm) and air-dried specimen of 500 ± 2 g. The metal impeller is weighed before and after testing and the weight loss of the impeller constitutes a measure of the rock abrasivity.

LCPC abrasivity testing device (Thuro et al. 2007). 1 motor, 2 metal impeller, 3 sample container (diameter = 93 mm × high = 100 mm), 4 funnel tube
The LCPC Abrasivity Coefficient (LAC) is calculated (Eq. 1) as the weight loss of the impeller divided by the sample mass (500 g).
where m 0 is the weight of the steel impeller before the LCPC test (g); m is the weight of the steel impeller after the LCPC test (g); and M is the weight of the sample material (0.0005 t). The abbreviation LAC stands for LCPC Abrasivity Coefficient and is the same value as “ABR” in Normalisation Française P18-579 (1990).
The LAC varies between 0 and 2,000 g/t for natural rocks and soil samples. A close linear relationship between LAC and CAI was reported by Thuro and Käsling (2009) and the classification and terms for LAC shown in Table 3 were introduced.
The test method often referred to as the “Norwegian abrasion test method” is amongst other used to determine Abrasion Value Cutter Steel (AVS). The AVS, which was developed and introduced by NTNU in the beginning of the 1980s, constitutes a measure of the rock abrasion or ability to induce wear on cutter ring steel. The AVS represents time-dependent abrasion of cutter steel caused by crushed and sieved (<1.0 mm) rock powder. Figure 3 shows the outline of the abrasion test method (Dahl et al. 2012).

Outline of the Abrasion Value Cutter Steel (AVS) test (Dahl et al. 2012)
The AVS is defined as the measured weight loss of the test piece in milligrammes after 1 min (i.e., 20 revolutions) of testing. The values of AVS in the NTNU/SINTEF database for 2621 recorded tests are ranging from 0.0 (i.e., not measurable) (limestone) to 68.5 (quartzite) according to Dahl et al. (2012). The classification of rock abrasion on cutter steel is given in Table 4.
The content of quartz and other hard and abrasive minerals will normally also have a significant influence on the rock abrasiveness. Mineralogical parameters like quartz content, Equivalent Quartz Content or Vickers Hardness Number Rock (VHNR), which all have a differing approach than model testing, are commonly used for characterization of rock abrasivity and for several cutter life estimation models.
Quartz equivalent content includes the entire mineral content’s influence on the abrasiveness relative to quartz while Vickers Hardness Number is used as a measure for the abrasiveness of each mineral. The individual Vickers hardness and percentage of each mineral found in a rock can be used to calculate a hardness number of the rock (Vickers Hardness Number Rock, VHNR) (Salminen and Viitala 1985).
1.4 Cutter Life Models on Hard Rock Tunnel Boring
The cutter life prediction models for hard rock TBMs developed at Colorado School of Mines, CSM (Rostami 1997) and the NTNU (Bruland 1998) are currently the most commonly used models for predicting cutter consumption on hard rock TBMs. Several other attempts for cutter life assessments have also been made in the last years.
Cerchar abrasivity index (CAI) according to ASTM (2010) and/or Alber et al. (2014) is used by the CSM model. The average rolling distance of a cutter can be estimated by using the CAI index. Total number of cutters, cutter cost, cutter change time, and probable operational delays are also predictable.
The NTNU model is based on time-dependent abrasion of the cutter rings. The parameters influencing the cutter wear in the NTNU model are the Cutter Life Index™ (CLI™), rock quartz content (%), TBM diameter, cutter diameter, number of cutters and cutterhead RPM. The Cutter Life Index™ (CLI™) is assessed on the basis of Sievers’ J-value and the Abrasion Value Cutter Steel (AVS) Bruland (1998). The cutter life in hours is combined with the net penetration rate (m/h) and the TBM diameter to calculate the cutter life in m/cutter and sm3/cutter. Total number of cutters, cutter cost, cutter change time, and the cutter influence in advance rate (m/week) and total cost is included.
Gehring model (Gehring 1995) used the Cerchar test method. A relationship between CAI and weight loss of cutter rings (mg steel) per m rolled is given.
Maidl et al. (2008) proposed and empirical relationship between the mean rolling distance life (in m) of cutter discs diameter of 17 in., by the unconfined compressive strength and CAI index for different rock types. The cutter wear is given in g/km of rolling distance.
The Rock Mass Excavability Index, RME (Bieniawski et al. 2009) is based on the Cerchar Abrasivity Index (CAI). Empirical correlations between the RME and cutter consumption are performed. Three levels of variation for the CAI are presented. Different correlations for values of Uniaxial Compressive Strength of intact rock (UCS) above and below 45 MPa are in addition carried out.
Frenzel (2011) proposed a prediction model for cutter consumption based on the analysis of a large range of tunnelling projects and this model is valid for 17 in. disc cutters. The CAI index is used to assess the rock drillability and direct empirical relations with cutter consumption are carried out. Frenzel (2011) indicates a relative cost for refurbishment.
Hassanpour et al. (2014) have proposed a new empirical TBM cutter wear prediction model. The model is based on data collected from a long tunnel project in Iran in pyroclastic and mafic igneous rocks. Relationship between cutter life and average mineral hardness (quantified by VHNR) and UCS is stablished.
Table 5 shows the test methods used to asses rock abrasivity in the most commonly used cutter life models.
2 The Rolling Indentation Abrasion Test (RIAT)
2.1 Introduction
The Rolling Indentation Abrasion Test method (RIAT) consists of miniature rolling discs which are penetrating the surface of an intact rock sample. The RIAT tool is, as shown in Fig. 4, fitted with two of these replaceable miniature cutter rings. The rotation, torque and vertical thrust of the tool are provided through a suitable drive unit, see Fig. 4.

Outline of the Rolling Indentation Abrasion Test (RIAT) method (left) and photo during testing (right)
The miniature discs, consisting of miniature cutter rings and a bearing system, are easily disassembled facilitating the testing procedure.
2.2 Testing Procedure
The RIAT test is performed on an intact rock sample. The recommended rock sample should be cut and grinded in order to have an optimal levering of the surface with a minimum size equivalent to a 100 mm diameter core sample. Slight deviations can, however, be absorbed by the design of the tool.
Rolling velocity is defined as 40 revolutions per minute (rpm) with a normal thrust of 1250 N. The values, discussed below, have been defined by considering real cutter parameters in hard rock TBMs and previous evaluation approaches. The mini cutters have a constant tip width and are made of AISI Type H13 Hot Work Tool Steel, commonly used basic alloy for actual TBM cutter rings, and Rockwell Hardness HRC 50 ± 1.
The main parameters for the test procedure are given in Table 6.
Figure 5 summaries the outputs resulting of the RIAT method.

Description of the outputs resulting of the RIAT method
The RIAT Abrasivity Index (RIATa) is defined as the weight loss of the miniature cutter rings measured in mg subsequent to testing. A representative average value is obtained by at least three tests. Dust and debris should be removed, e.g., by using a combination of compressed air and suction, from the track during testing in order to ensure that the tools are constantly in contact with intact rock.
In addition to the weight loss, penetration of the miniature cutters into the intact rock is also measured after testing. The penetration value of the RIAT test does hence provide an indication of the indentation resistance or rock surface hardness. The RIAT Indentation Index (RIATi) is defined as the average value of ten evenly distributed measurements of the cutter penetration depth in the rock in 1/100 mm.
2.3 Testing Basis and Historical Development
The tool testing dimensions were selected to carry out testing on relatively small samples. The rolling diameter of the tool or distance between cutters is 60 mm, using rock samples with a minimum of 100 mm diameter. Cores, blocks or any shape complying with this requirement are possible.
Several tool design attempts were conducted during the initial development of the RIAT. Figure 6 shows the different tool versions which have been used during the initial development of the RIAT.

Tool versions used during the development of the Rolling Indentation Abrasion Test (RIAT) method. From left (initial) to right (current)
The RIAT miniature cutters have been developed according to actual TBM cutter ring standards. The steel alloy used is AISI Type H13 Hot Work Tool Steel, commonly used basic alloy for actual TBM cutter ring manufacturers. Likewise, constant tip width section has been chosen. An appropriate hardness heat treatment of the alloy results in a Rockwell Hardness (HRC) 50 ± 1.
The selected test method dimensions and testing parameters (rolling velocity and cutter thrust) have been determined considering actual tunnel boring conditions in order to achieve a test method with as realistic conditions as possible. An analysis of the machine dimensions and main parameters of several hard rock TBMs covering the main range of diameters has been carried out for this purpose.
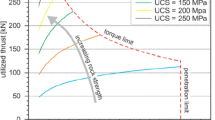
The miniature cutter diameter has a limitation in order to have only rolling and not torsion. Several tip widths have been attempted. The intention has been to have as wide tip as possible, within the reasonable diameter/tip width relations, in order to generate greater wear rate as well as facilitate further wear analysis of the worn surface. Figure 7 shows the relation between actual cutter diameters and diameter/tip width. The cutter diameters are from 483 mm to 381 mm for hard rock TBMs and 165 mm for a mini-TBM. The relation diameter/tip width for the RIAT miniature cutters is in good accordance with actual TBM cutters.

Relation between cutter diameter and diameter/tip width relation for real TBM cases (a mini-TBM with 0.6 m diameter has been included). Extrapolation to testing scale shows that the relation diameter/tip width of the miniature cutters is in accordance with actual conditions
It has also been attempted to achieve a similar cutter rolling velocity as for an actual TBM for the RIAT. Considering average TBM cutterhead rolling velocity, cutter rolling velocity vary in actual TBMs from 2.3 m/s to 2.9 m/s for the gauge cutters with and from 1.4 to 1.7 m/s for the average cutter position. Considering the cutter diameters as well as the RIAT tool dimensions, the rotation speed of the RIAT tool in order to have the same rolling velocity would be from 57 to 30 rpm. Therefore, it has been determined to use a rolling velocity of the RIAT tool of 40 rpm.
Estimation of the thrust to have the same average contact pressure entails a great complexity since indentation is not measurable by any practical method (Bruland 1998). The approximate area and hence the approximate stress on the contact area considering a simple roller disc cutter with uniform thickness and rolling along rock surface with constant thrust and depth may be estimated according to Lislerud (1997). An approximate theoretical stress level in the contact area of actual TBM cutters with typical penetration in the level of 300 MPa has been estimated. Hence, considering low penetrations in the testing system (<0.01 mm) and according to Lislerud (1997), an approximate thrust to achieve the same stress level as in real cutter TBMs was estimated to be 625 N. Therefore, and also considering the two cutters involved, the total thrust for the RIAT testing is 1250 N. In addition, several thrust levels were initially attempted in order to avoid having extra stress and hence deformation, causing a “mushrooming” effect on the tip of the ring on the miniature cutter rings.
3 RIAT Initial Results and Discussion
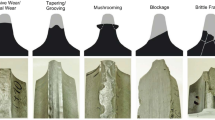
Initial testing has been performed for the initial development of the RIAT. Eight rock types covering a wide range of hard rock abrasiveness, from low to high abrasivity, were selected for the development of the RIAT method: Limestone, Basalt, Basalt Xiamen, Trondhjemite (tonalite), Rosa Porriño (RP) granite, Iddefjord granite, Gris Mondariz (GM) granite and Quartzite. Figure 8 shows some of the samples after RIAT testing.

Rock samples after testing by RIAT. a Limestone, b Basalt, c Basalt Xiamen, d Trondhjemite (tonalite), e Rosa Porriño granite (RP granite), f Iddefjord granite, g Gris Mondariz granite (GM granite) and h Quartzite
The rock samples were selected considering the initial testing results (Macias et al. 2015) and considering the abrasiveness values showed later in this paper (Table 9) for covering most of the common rock abrasivity range.
The samples have been prepared according to the preliminary testing procedure previously described. A minimum of three parallel tests for each rock type resulting in a total of 29 were carried out. Table 7 shows the results achieved by the RIAT method for the eight rocks. Mean and standard deviation are displayed.
The lowest and the highest RIAT abrasivity (RIATa) of the test performed are 3 (limestone) and 104 (quartzite) while for the RIAT indentation (RIATi) are 5 (Quartzite) and 380 (Limestone). No measurable indentation was possible to achieve for the Quartzite sample.
Figure 9 displays the results achieved by RIAT, RIATa and RIATi, for the selected rock types.

Results achieved by RIAT. RIATi on the vertical axis left (dotted red line) and RIATa on the vertical axis right (blue columns). Error bars show standard deviation (colour figure online)
Initial results obtained by use of the current RIAT procedure indicates a great ability of the test method to assess abrasive wear in rolling discs for a wide abrasivity range of rocks. The RIAT method has an improved ability to distinguish the abrasivity at the high end.
Rock samples with larger grains of hard mineral (Basalt Xiamen, RP granite and GM granite) show higher deviations in the RIAT indices. These large grains with higher hardness can in addition produce a dynamic effect during testing due to the penetration not being even along the complete track.
The relationship between the abrasivity and indentation indices (RIATa and RIATi) was analysed. A distinguished correlation level was obtained (Fig. 10) for the eight rock types tested. The graph indicates that, higher the RIATa, the lower the RIATi. Best fitting regression type has been used for all the analysis of correlations in the paper. Even with the clear trends shown by the regression curves, an uncertainty of the given equations should be considered, due to the limited number of observations.

Relationship between RIATa and RIATi based on the eight rock types tested. Fitting with the maximum correlation level is chosen
There is no logical reason that RIAT indices, RIATa and RIATi, need to correlate. However, the relation indicates that the cutter abrasion is dependent on the rock surface hardness or resistance to indentation by cutter discs, which is in good agreement with the NTNU/SINTEF methodology (Dahl et al. 2012).
3.1 Wear Behaviour During Testing
The wear behaviour during testing has been analysed on a Trondhjemite sample. The weight loss of the miniature cutters has been measured every 10 min during RIAT testing (Table 8; Fig. 11).

Behaviour of the weight loss (mg) of a RIAT miniature cutter used in Trondhjemite testing
The results indicate that the weight loss on the miniature cutters has a clear linear relation with the elapsed time during testing. The found linear relationship between the miniature cutter wear and testing time might facilitate possible estimations of final weight loss with shorter testing times. The observed wear behaviour linearity with elapsed testing time should be confirmed by similar testing of more rock types.
3.2 Relations and Correlations with Other Abrasivity Indexes
For the evaluation of the RIAT test method, a comprehensive laboratory testing including well established and widely used tests has been performed. The laboratory testing includes NTNU drillability tests (S20, SJ, AVS) obtaining DRI™ and CLI™ (Bruland 1998; Dahl et al. 2012), Cerchar test (CAI) according to ASTM (2010), uniaxial compressive strength (UCS) according to ISRM (1978) as well as density and mineralogical composition by using XRD analysis.Footnote 1 Cerchar index for saw cut surface (CAIs) according to ASTM (2010) has been used in order to test in the same rock surface used by RIAT. The density has been determined in accordance with the NTNU/SINTEF suggested methods for determination of DRI, BWI and CLI (2003) published at Drillability.com (Dahl 2003). RIAT results are analysed and correlated with the conventional test results. Table 9 shows the laboratory results.
It is logical to analyse the relation of the RIATa with AVS and CAIs, since the RIATa index is defined as the weight loss (mg) of the miniature cutters subsequent to testing and that it hence represents the rock type ability to induce wear on cutter ring steel due to rolling contact. Figures 12 and 13 show the relation charts of RIATa with AVS and CAIs.

Relation charts of RIATa with AVS for the tested rock types

Relation charts of RIATa with CAIs for the tested rock types
A distinct correlation exists between RIATa and AVS for the tested rocks. The best fitting is exponential due to the improved distinction in the upper rock abrasivity range determined by RIAT.
The RP granite showed an irregular result in the relation between RIATa and AVS. This is most likely related to that rock types which have relatively large grains of quartz, as the RP granite, can generate quartz grains with freshly broken and sharpened angles, during the required sample preparation (crushing to <1 mm.) for AVS testing. The quartz grains with sharpened angles might lead to a higher abrasivity on the AVS steel tool due to the abrasion process with sliding contact over the crushed rock.
There is apparently not a clear correlation between RIATa and CAIs (Fig. 13). By leaving out the quartzite value, the correlation can, however, be improved. The CAIs result for the quartzite can be regarded as lower than what could be expected for this rock type. This is, however, a commonly experienced problem associated with CAIs in connection with testing of very hard rock types. The cause of this problem is due to that the tip of the stylus is not able to fully penetrate the rock resulting in a “skating effect” and hence an underestimation of the wear (Alber et al. 2014; Ellecosta et al. 2015; Macias et al. 2015).
Figure 14 shows the relation between the RIATi and the Siever’s J-value.

Relation charts of RIATi with SJ for the eight rock types tested. Correlations for the total data (b) and leaving out the limestone result (c)
The values show the same general trend and good correlation with the total data, but it is mostly due to the limestone value (Fig. 14b). There is no correlation when the results for the limestone are left out (Fig. 14c). This can be explained by the fact of different rock breaking behaviour; while the Sievers’ J test use drillhole depth, the RIATi uses the depth of a disc rolling track to measure the rock surface hardness.
Figure 15 shows the relation of the RIATa and RIATi with the Cutter Life Index™ which is assessed on the basis of SJ-value and AVS. CLI expresses the cutter life in boring hours for cutter disc rings (Bruland 1998).

Relation charts of RIATa with CLI™ (a) and (b), and RIATi with CLI™ (c) and (d) for the rock types tested. b and d Are the corresponding correlations leaving out limestone
There is a correlation between the CLI™ and RIATa for the tested rock types (Fig. 15a, b). A weaker correlation is found between the CLI™ and RIATi, but it can still be regarded as good. The CLI™ is as previously discussed determined from the SJ and AVS values. Since there is no correlation between SJ and RIATi (Fig. 14), it is also expected to have a lower relationship between CLI™ and RIATi than for CLI™ and RIATa.
In addition, no clear correlations were found between the RIAT indices and the remaining laboratory test results.
3.3 Influence of the Mineral Composition
The mineral composition of a rock type, essentially quartz and other abrasive minerals, may have considerable influence on the rock ability to induce tool wear. The mineral content analysis using the X-ray diffraction is shown in Table 10.
Quartz equivalent content includes the entire mineral content’s influence on the abrasiveness relative to quartz. Each mineral amount is multiplied with its relative Rosiwal abrasiveness to quartz according to Thuro (1997).
Table 11 shows the quartz, quartz equivalent and VHNR for the used rock types.
Figure 16 presents the relationship between the RIAT indices with the quartz content (%) and equivalent quartz content (%).

Relation charts of RIATa and RIATi with quartz content (a) and (c) and equivalent quartz content (b) and (d) for the eight rock samples tested
Thuro (1997) concluded that some types of rock like sandstones, especially those with higher porosity, or hydrothermally decomposed crystalline rock, present low or even missing correlation between drill bits life and the equivalent quartz content. Further testing might determine similar findings for tunnel boring.
The individual Vickers hardness and the percentage of each mineral in each rock (Table 11) are used to calculate a hardness number of the rock (Vickers Hardness Number Rock, VHNR) (Bruland 1998). Figure 17 shows the relationship between the VHNR and the RIAT indices (RIATa and RIATi).

Relation charts of VHNR with a RIATa and b RIATi for the eight rock samples tested
Clear correlations exist between the VHNR and RIATa (Fig. 17a) and RIATi (Fig. 17b) for the tested rocks. Due to the spread of the values, more testing is, however, needed to confirm the relations.
4 Conclusions
Cutter wear which results in cutter consumption have a large impact on planning and risk management for TBM projects. Abrasivity testing reproducing the cutter wear behaviour as realistic as possible is hence needed for good abrasivity assessments.
The existing laboratory test methods do not reproduce the wear behaviour encountered during tunnel boring. The use of crushed rock or sliding tool-rock contact, are the main weaknesses of the established methods.
The development of a new rock abrasivity test method named Rolling Indentation Abrasion Test (RIAT) has been introduced. The new test method use rolling disc on intact rock samples reproducing in a more realistic way the tribological system encountered by TBM cutter discs.
The obtained initial results by the RIAT indicate great ability to assess abrasive cutter wear for a wide abrasivity range of rocks, capable to evaluate rock abrasivity on TBM cutters as well as indentation in hard rock by rolling discs simultaneously.
The RIAT method improves the ability to enlarge the definition of the abrasivity for rock types with the highest capacity to produce cutter wear and the highest resistance to indentation which result in a higher cutter consumption.
A comprehensive laboratory testing has been carried out in order to evaluate the RIAT method. Analysis of the relationship of the preliminary RIAT testing with currently used test methods has been performed. Relationship exists between AVS and CLI™, while weak correlation occurs with SJ and RIAT. RIAT and SJ have different penetration behaviour. Indentation by rolling contact seems to be more realistic. It is, however, necessary to perform studies of relations between RIAT and real TBM cutter wear to confirm this. Cerchar Abrasivity Index (CAIs) vs RIAT does not show a complete relation. Different wear behaviour where the limited ability of the tip of the stylus to fully penetrate the hard rock could result in an underestimation of the wear (Macias et al. 2015).
In addition, the mineral composition of the samples was analysed and significant relationships between the quartz content (%), equivalent quartz content (%), VHNR and the RIAT indices (RIATa and RIATi) were found.
The main advantages of the RIAT are:
-
Wear caused by rolling contact.
-
Testing of intact rock samples.
-
Can be performed on relatively small samples.
-
Straightforward procedure which allows testing of several samples in a cost effective way.
-
Provides measurement of rock indentation resistance or rock surface hardness in addition to wear.
-
Possibility to perform testing in wet conditions, with slurry or additives, and more.
5 Further work
Further work is being carried out in order to improve the capability and reproducibility of the RIAT method:
-
Characterise abrasivity of a larger selection of rock types.
-
Analysis of the test surface influence. Cut, broken or processed surfaces.
-
Rolling velocity influence in miniature cutter wear.
-
Characterization of worn surfaces and alloy structures of worn miniature cutters.
-
Evaluation of the capability of the test for cutter life prediction for hard rock TBMs.
-
Testing in wet conditions, with slurry or additives, and more.
Notes
The samples were analysed using a Bruker D8 ADVANCE. The phases are suggested by DIFFRAC.SUITE EVA software in combination with PDF-4 + database. Rietveld (Topas 4) is used for mineral quantification.
References
Alber M, Yarali O, Dahl F, Bruland A, Käsling H, Michalakopoulos TN, Cardu M, Hagan P, Aydin H, Özarslan A (2014) ISRM suggested method for determining the abrasivity of rock by the CERCHAR abrasivity test. Rock Mech Rock Eng 47:261–266
ASTM (2010) Standard test method for laboratory determination of abrasiveness of rock using the CERCHAR method. Designation D7625–10
Bieniawski ZT, Celada CB, Galera JM, Tardaguila IG (2009) Prediction of cutter wear using RME. ITA-ITAES World Tunnel Congress, Budapest
Bruland A (1998) Hard rock tunnel boring: vol. 8 drillability test methods. Ph.D. Thesis. Norwegian University of Science and Technology (NTNU), Trondheim, Norway
Dahl F (2003) The suggested DRI™, BWI™, CLI™ Standard. http://www.drillability.com (Visited: 10/02/2015)
Dahl F, Bruland A, Jakobsen PD, Nilsen B, Grøv E (2012) Classifications of properties influencing the drillability of rocks, based on the NTNU/SINTEF test method. Tunn Undergr Space Technol 28:150–158
Ellecosta P, Schneider S, Käsling H, Thuro K (2015) Hardness—a new method for characterising the interaction of TBM disc cutters and rocks? Proceedings of the 13th Congress on Rock Mechanics, ISRM Congress 2015. In-novation in Applied and Theoretical Rock Mechanics, May 10-13, 2015, Palais des Congrès der Montréal, Canada, Paper 688, 10 p (ISBN: 978-1-926872-25-4)
Espallargas N, Jakobsen PD, Langmaack L, Macias FJ (2015) Influence of corrosion on the abrasion of cutter steels used in TBM tunnelling. Rock Mech Rock Eng 48:261–275. doi:10.1007/s00603-014-0552-6
Frenzel C (2011) Disc Cutter Wear Phenomenology and their implications on disc cutter consumption for TBM. 45th US Rock Mechanics/Geomechanics Symposium, San Francisco, USA
Frenzel C, Kasling H, Thuro K (2008) Factors influencing Disc Cutter Wear. Geomech Tunnel 6(2008):55–60
Gehring K (1995) Leistungs- und Verschleißprognosen im maschinellen Tunnelbau. Felsbau 13–6:439–448 (in German)
Hassanpour J, Rostami J, Tarigh Azali S, Zhao J (2014) Introduction of an empirical TBM cutter wear prediction model for pyroclastic and mafic igneous rock; a case history of Karaj water conveyance tunnel, Iran. Tunnel Underground Space Technol 43(2014):222–231
ISRM International Society for Rock Mechanics (1978) Suggested methods for the quantitative description of discontinuities in rock masses–—Commission on Standardization of Laboratory and Field Tests, Document No. 4. Int J Rock Mech Min Sci Geomech Abstr 15:319–368
Jakobsen PD, Bruland A, Dahl F (2013) Review and assessment of the NTNU/SINTEF Soil Abrasion Test (SAT™) for determination of abrasiveness of soil and soft ground. Tunn Undergr Space Technol 37:107–114. doi:10.1016/j.tust.2013.04.003
Klug HP, Alexander L (1974) X-ray diffraction procedures, 2nd edn. Wiley, New York (966 p)
Lislerud A (1997) Principles of Mechanical Excavation. Possiva report 97-12, Helsinki, Finalnd. ISBN 951-652-037-5
Macias FJ, Dahl FE, Bruland A (2015) New rock abrasivity test method by rolling disc. Proceedings of the 13th Congress on Rock Mechanics, ISRM Congress 2015: In-novation in Applied and Theoretical Rock Mechanics, May 10–13, 2015, Palais des Congrès der Montréal, Canada, paper 634, 10 p (ISBN: 978-1-926872-25-4)
Maidl B, Schmidz L, Titz W, Herrenknecht M (2008) Hard rock tunnel boring machines. Ernst and Sohn, Berlin
Normalisation Française P18-579 (1990) Granulats: Essai d’ abrasivité et de broyabilité
Petrica M, Badisch E, Peinsitt T (2013) Abrasive wear and their relation to rock properties. Wear 308(2013):86–94
Plinninger RJ, Restner U (2008) Abrasiveness Testing, Quo Vadis? A commented overview of abrasiveness testing methods. Geomechanik und Tunnelbau 1(2008):61–70
Ratia V Heino V, Valtonen K, Vippola M, Kemppainen A, Siitonen P, Kuokkala V-T (2014) Effect of abrasive properties on the high-stress three-body abrasion of steels and hard metals. Finn J Tribol 1(32):3–18
Rostami J (1997) Development of a force estimation model for rock fragmentation with disc cutters through theoretical modelling and physical measurement of crushed zone pressure, PhD Thesis. Colorado School of Mines, Golden, Colorado, USA
Salminen P, Viitala R (1985) Rock Drillability Study. Helsinki University of Technology, Department of Mining and Metallurgy. Laboratory of Mining Engineering. ISBN 951-753-591-0
Thuro K (1997) Drillability prediction—geological influences in hard rock drill and blast tunnelling. Geol Rundschau 86:426–437
Thuro K, Käsling H (2009) Classification of the abrasiveness of soil and rock. Geomechanics and Tunnelling 2(2):179–188
Thuro K, Singer J, Käsling H, Bauer M (2007) Determining abrasiveness with the LCPC Test. Proceedings of the 1st Canada–U.S. Rock Mechanics Symposium, Vancouver B.C
Valantin A (1974) Description des tests CERCHAR, “Durete et abrasivite des roches”. Travaux Publics 167(322):88–92 [November 1974 (French)]
Verhoef PNW (1997) Wear of rock cutting tools. A.A. Balkema, Rotterdam (90 5410 434 1)
West (1989) Rock abrasiveness testing for tunnelling, technical note. Int J Rock Mech Min Sci Geomech Abstr 26(2):151–160
Acknowledgments
The authors would like to thank the research project “Future Advanced Steel Technology for Tunnelling” (FAST-Tunn). This project is managed by SINTEF/NTNU, and funded by the Research Council of Norway. The Robbins Company, BASF Construction Chemicals, the Norwegian Railroad Authorities, Scana Steel Stavanger, BMS steel, the LNS Group and Babendererde Engineers are industrial partners and co-founders. The authors would also like to acknowledge the SINTEF laboratory team for collaborating as well as the Department of Geology at the University of Oviedo (Spain) for providing some of the tested rock samples.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Macias, F.J., Dahl, F. & Bruland, A. New Rock Abrasivity Test Method for Tool Life Assessments on Hard Rock Tunnel Boring: The Rolling Indentation Abrasion Test (RIAT). Rock Mech Rock Eng 49, 1679–1693 (2016). https://doi.org/10.1007/s00603-015-0854-3
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00603-015-0854-3