
Abstract
To evolve ultrasonic nanoimprint lithography into a practical manufacturing technology, the development of a removable method of fixing molds on ultrasonic horns is an important technical problem. Four typical fixing methods using double-faced tape, an adhesive agent, screw clamping, and cooling fit, were employed to fix an oxygen-free copper dummy mold on a titanium ultrasonic horn. When an ultrasonic vibration with a frequency of 16 kHz and amplitude of ±1 nm was applied, the temperature change arising from frictional heat was measured. The cycle time and amplitude of the ultrasonic vibration were compared with that of an ideal state. Then, we investigated a fixing method capable of transferring vibrational energy with high efficiency. As a result, we found that the adhesive agent fixing method best transferred of the ultrasonic vibration energy without temperature rises from heat generation, as compared with the other methods. With the double-faced tape and cooling fit fixing methods, a relatively large amount of frictional heat was generated, and with the screw clamping and cooling fit fixing methods, the cycle time and amplitude of the ultrasonic vibrations were significantly altered from the ideal state. Moreover, in the screw clamping fixing method, the shape of the sinusoidal ultrasonic vibration curve of ultrasonic vibration was distorted, and an influence of the high rigidity of the screw material was observed. In order to optimally transfer vibrational energy from the ultrasonic horn into the mold with low loss, it is important to avoid inserting foreign material between the ultrasonic horn and the mold and to fix the entire contact surface between the ultrasonic horn and mold.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
1 Introduction
1.1 Ultrasonic machining
Since high-performance lead-zirconate-titanate (PZT) transducers have been used in place of ferrite resonators mounted on ultrasonic welders, ultrasonic welding (Ahmed 2005) has become a mainstream mass-production welding technique. New technologies such as vibration welding, induction welding, and laser welding have been developed, but ultrasonic welding has become the major secondary processing technology for plastics (Neppiras 1965) because of the superior speed and equipment costs (Wise 1999). In the current ultrasonic welder system, a sine-curve-shaped wave of electric energy generated by an ultrasonic generator is converted into mechanical vibrational energy by a piezoelectric element, and the vibrational energy is transferred to a targeted object via a resonator, called an ultrasonic horn. A powerful frictional heat is generated by the vibrational energy at the interface between the head of the ultrasonic horn and the targeted object, and welding is performed by melting the surface of the targeted object. The frictional heat generated during application of the ultrasonic vibration is different from the heat propagated from traditional heaters because the heat instantaneously disappears when the ultrasonic vibration stops. Taking advantage of this feature, the usefulness of ultrasonic nanoimprint lithography (U-NIL) has been reported as a patterning method on engineering plastics (There is a lot of articles. For more information refer to Table 1.), glasses (Mekaru and Takahashi 2010a, b; Hung et al. 2013), and an Al film (Khuntontong et al. 2009) as a third nanoimprint technology that does not use ultraviolet light and heaters. In conventional nanoimprints, because a template and mold are in direct contact with the molding material, they need to be detached from the nanoimprint devices for cleaning and replacement. In contrast, because ultrasonic vibration is a very powerful tool, a head is usually fixed on an ultrasonic horn of ultrasonic welding machines by silver brazing. To remove the tool from the horn, the head must be heated up to 600 °C or more, and it is not easy to reproduce the clean surface of the ultrasonic horn. Therefore, we have been searching for a suitable method of fixing molds on the ultrasonic horn for U-NIL.
1.2 Ultrasonic nanoimprints
As for the arrangement of the ultrasonichorn, mold, and molding material, U-NILs are roughly divided into three types as shown in Fig. 1. In Type I, the molding material is set on the bottom loading stage, and then the mold is stacked on the backside of the molding material facing down toward the pattern surface (Fig. 1a) (Lin and Chen 2006). In Type II, the mold facing up toward pattern surface is set on the bottom loading stage, and the molding material is placed on the mold (Fig. 1b) (Nakano and Kikuchi 2001). In Type III, the mold is physically fixed on the ultrasonic horn, and the thermoplastic is separately set on the bottom loading stage as shown in Fig. 1c (Mekaru et al. 2012). In Types I and II, the backside of the mold or the thermoplastic stacked on the bottom loading stage is struck by the ultrasonic horn, inducing the whole mold and thermoplastic to heat up without using a heater. Thus, a forming mechanism is same as a conventional thermal nanoimprint (Chou et al. 1995) that the mold and the molding material are heated up by the heaters. In Type III, because a local frictional heat is generated between the tip of the mold pattern structures and the molding material surface, it is expected to become an ecological nano-patterning method with smallest molding energy among the three U-NIL types. We also believe that plastic deformation effects also combine with the local thermal deformation. In addition, with the increase of the frequency of the ultrasonic vibration which applied to the thermoplastics, the viscosity of these polymers is reduced. This phenomenon might have contributed to the ultrasonic nanoimprinting (Mayer et al. 2012). Thus, the molding mechanism of the ultrasonic nanoimprint has not been elucidated clearly. The first author has experience trying all types of U-NILs, and now is performing experiments focused on the Type-III U-NIL.

Schematic diagram of three types of U-NILs
1.3 Fixing methods of mold to ultrasonic horn
Since the ultrasonic vibration is very powerful, identifying an appropriate method to fix the mold on the ultrasonic horn is challenging. Table 1 summarizes various methods to fix molds and molding materials in each type considering detachability. Several research groups have attempted U-NILs using various fixing methods. In particular, in the Type-III U-NIL, molds were fixed on ultrasonic horns using double-faced tape, an adhesive agent, and screw clamping as a detachable fixing methods. However, in previous works of the authors, the adhesive layer has been melted by the frictional heat and the screws have been loose by the vibration in accordance with conditions of the ultrasonic vibration. In Type III, a thermal deformation is originally expected due to a frictional heat generated locally between the mold patterns and the surface of molding materials. However, if the mold is not firmly fixed on the ultrasonic horn, the backside of the mold is hit repeatedly on the bottom surface of the ultrasonic horn. Course, it would be occurred a huge frictional heat as the same as Type I. Therefore, the local frictional heat buried in heating of the whole mold. In other words, unless an appropriate fixing method to the ultrasonic horn of the mold is determined, we cannot make a progress of an experiment in the Type-III U-NIL. Any optimal method which can be utilized under all conditions for fixing the mold onto the ultrasonic horn has not been proposed yet. On the contrary, there is no report that different fixing methods were compared under the same conditions. Therefore, in this paper, four typical fixing methods, including the three above-mentioned fixing methods in addition to a cooling fit, have been evaluated by focusing on the energy transfer efficiency of the ultrasonic vibrations.
2 Experimental setup
2.1 Mold fixing on ultrasonic horn
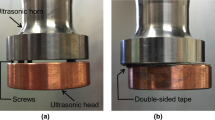
Table 2 details the experimental conditions. The experiment employed an ultrasonic vibration-assisted machining system UM-500DA (NDK-KK) that generates ultrasonic vibrations with a frequency of 16 kHz and an amplitude of 0-10 nm. This system can control the ultrasonic vibration amplitude by adjusting the output power over a range of 0–100 %. Figure 2 shows a schematic of the experimental setup. We experimentally compared four detachable fixing methods [(1) double-faced tape, (2) an adhesive agent, (3) screw clamping, and (4) cooling fit)] in consideration of efficient energy transmission. Four titanium ultrasonic horns with a maximum diameter of 38 mm and oxygen-free copper dummy molds having a thickness of 10 mm and diameter of 38 mm were prepared as shown in Fig. 3. Because a molding process is not included in this experiment, no pattern was fabricated on the surface of dummy molds. The ultrasonic horn was connected to the main machine system by an M10-bolt. On the bottom surface of the ultrasonic horn, M3-screw holes were processed for securing an oxygen-free-copper dummy mold by screw-clamping. Another ultrasonic horn has a 15-mm-width groove with reverse-tapered sidewalls for cooling-fit on its bottom surface. To connect into these shaped structures, a 15-mm-wide convex structure with reverse-tapered sidewalls, or through threaded holes were machined into the dummy mold. The dummy mold material was chosen an oxygen-free copper as this material is more suitable for cold welding than a conventional copper. In the screw clamping method, the dummy mold and ultrasonic horn were assembled by stainless steel SUS304 screws, and the composition of the SUS304 is given as: Ni (8–10.5 %) and Cr (18–20 %). In the fixed method by cooling fit, leveraging the difference between the thermal expansion coefficients of titanium (8.4 × 10−6/K, physical properties of a titanium were supplied by Kobe Steel, Ltd.) and oxygen-free copper (17 × 10−6/K, the coefficient of thermal expansion on an oxygen-free copper was supplied by SH Copper Corp.), the oxygen-free copper dummy mold was soaked in liquid nitrogen to be cooled down to approximately 77 K. Then, the shrunken convex structure with reverse-tapered sidewalls on the dummy mold was inserted into the grooved structure of the titanium ultrasonic horn. After the temperature of the dummy mold was raised naturally to room temperature, the dummy mold was firmly fixed on the ultrasonic horn. The other ultrasonic horns with a flat bottom surface were utilized to fix the dummy mold with a double-faced tape Y-4180 (3M) or an adhesive agent Scotch-weld IG40H (3M). Because these fixing materials have excellent heat resistances, we selected them according to technical advice from the 3M company.

Schematic diagram of an experimental setup with four methods of fixing the dummy mold onto ultrasonic horn

Drawing of the ultrasonic horn and dummy mold
2.2 Measurement systems
To check the transfer efficiency of the vibrational energy, the contact surfaces between the ultrasonic horn and dummy mold were observed by infrared thermography R300 camera (Nippon Avionics). In actual U-NILs, it is important that the frictional heat generated at the junction between the ultrasonic horn and mold is not transferred to the surface of the mold patterns. Therefore, the temperature distribution of the bottom surface of the dummy molds was observed from a vertical direction using a combination with the infrared thermography camera and a Au-deposited mirror. Further, an incident He–Ne laser in the horizontal direction was reflected vertically by the Au-deposited mirror, and then irradiated the surface of the dummy mold. The reflected beam at the dummy mold was detected by a laser doppler vibrometer AT0023 + AT3700 (Graphtec) after traversing the reverse optical path. With the dummy mold fixed on the ultrasonic horn by the double-faced tape, as the output power of the ultrasonic vibration-assisted machining system was increased over 30 W, the ultrasonic generator did not oscillate. Therefore, the output of the ultrasonic vibration was set to 30 W. The ultrasonic vibration with a maximum amplitude of roughly ±1 nm was applied for 10 min, and a thermal image was observed and the amplitude of the ultrasonic vibration was measured intermittently at elapsed times of 0, 3, 6, 9, and 10 min after application of the ultrasonic vibration commenced.
3 Results
3.1 Generating of frictional heat
Figure 4 shows thermal images of the bottom surface of dummy molds fixed on the ultrasonic horn by each fixing method. In Fig. 4b, c, an outline of the dummy mold was ambiguous and assimilated within its surrounding because frictional heat was not generated. However, when the dummy mold was fixed on the ultrasonic horn by the double-faced tape (Fig. 4a) and cooling fit (Fig. 4d), the temperature at the bottom of the dummy molds were slightly increased. This trend is confirmed more clearly in a side view of the thermal image at the contact part between the dummy mold and ultrasonic horn as shown in Fig. 5. Figure 5a shows that the temperature of the double-faced tape sandwiched between the dummy mold and ultrasonic horn is comparatively high. In Fig. 5d, heat was transferred from the cooling-fit structure to the entire dummy mold. The infrared thermography R300 can measure the temperature at a cross mark in the center of an observation field and the maximum temperature. The temperature in the cross mark and maximum temperature are shown in Figs. 6 and 7, respectively. Here, an ideal state means experimental results using a tool shaving titanium in a shape integrated with the ultrasonic horn and dummy mold as shown in Fig. 2. In this case, since a boundary between the dummy mold and ultrasonic horn does not exist, the measured data can be used as a reference for comparison to an ideal fixing state. From the results shown in Fig. 6, in the cooling-fit fixing method, the temperature of the dummy mold and ultrasonic horn rose remarkably, and increased roughly linearly together as time elapsed. It is believed that frictional heat is generated at regions where the dummy mold was not fixed on the ultrasonic horn. However, when compared with the maximum temperature shown in Fig. 7, the frictional heat was mostly generated for the double-faced tape fixing method. At the elapsed time of 6 min, the temperature of the side view rapidly increases to 65 °C and saturates. In contrast, when using the adhesive agent, no increase in the surface temperature was observed. Figure 8 shows results for repeated cycles of applied ultrasonic vibration for 1 min and stopping for 1 min for the double-faced tape fixing method. In Fig. 8a, b, the temperature at the cross mark and the maximum temperature of the dummy mold and ultrasonic horn were plotted respectively from observation at the side view of thermal images. Compared with the case of continuously applying the ultrasonic vibration, an intermittent application seems to suppress the generation of frictional heat. Therefore, if the application time of the ultrasonic vibration can be short and a sufficient relaxation time can be ensured, it becomes clear that fixation using double-faced tape may be also utilized.

Bottom view of thermal images of dummy molds fixed on ultrasonic horns after applying ultrasonic vibration for 10 min observed by infrared thermography. Fixing methods: a double-faced tape, b adhesion agent, c screw clamping, and d cooling fit

Side view of thermal images of a contact part between ultrasonic horns and dummy molds after applying ultrasonic vibration for 10 min observed by infrared thermography. Fixing methods: a double-faced tape, b adhesion agent, c screw clamping, and d cooling fit

Relationship between elapsed time and temperature in the center of the a bottom and b side surfaces of dummy molds

Relationship between elapsed time and maximum temperature for the a bottom and b side surfaces of dummy molds

When the dummy mold was fixed on the ultrasonic horn by the double-faced tape, ultrasonic vibration was applied after an interval of 1 min. Relationship between elapsed time and; a temperature in the center and b maximum temperature for the side surface of the dummy mold
3.2 Transferring of ultrasonic vibration
Figure 9 shows measured results of the vibrational frequency and amplitude on the dummy mold surface at each elapsed time. Estimated values for cycle time and amplitude of the ultrasonic vibrations from Fig. 9 are plotted along the elapsed time in Fig. 10. The variations in the ultrasonic vibrational cycle time for the adhesive agent and screw clamping fixing methods are similar to that of the ideal state, as shown in Fig. 10a. In contrast, the cycle time with the double-faced tape fixing method increases rapidly when the elapsed time is 3 and 6 min; the cycle time with the cooling fit fixing method always remains at high values. In addition, trends in the ultrasonic vibration amplitudes when using the adhesive agent and screws are consistent with that of the ideal state, although there are some differences. In the double-faced tape fixing method, the amplitude decreased over time; for the cooling fit fixing method, the amplitude remained at high values as well. From these results, although the adhesive agent and screw clamping seem to be good fixing methods, the shape of the convex curves was distorted in the screw clamping fixing method indicated by arrows in Fig. 9a, b, d, and the graphs did not fit well a sine curve. Therefore, comparing among the amplitudes, the adhesive agent fixing method transferred vibrational energy to the dummy mold without amplification. In contrast, in the double-faced tape fixing method a polymethyl methacrylate (PMMA) film is present between the dummy mold and ultrasonic horn, and thus the amplitude was greatly attenuated due to absorption of vibrational energy by the PMMA film. Finally, to confirm detachment of the dummy mold from the ultrasonic vibration, the dummy mold bonded on the ultrasonic horn by the adhesive agent was immersed in acetone for 1 h. As shown in Fig. 11, the dummy mold could be peeled easily from the ultrasonic horn.

Amplitudes in the center of the bottom surface of dummy molds during application of ultrasonic vibration measured by a laser Doppler vibrometers. The elapsed time of ultrasonic vibration was 0, 1, 3, 6, 9, and 10 min

Relationship between elapsed time and a cycle time and b amplitude of ultrasonic vibration. Fixing method was ideal state, double-faced tape, adhesion agent, screw clamping, and cooling fit

Peel test results in the fixing method using the adhesive agent
4 Discussion
In this experiment, methods for fixing dummy molds on an ultrasonic horn are roughly divided into two types. In the first fixing methods with double-faced tape and an adhesive agent, the ultrasonic horn and dummy mold were bonded with the whole edge surfaces. If the dummy mold was fixed on the ultrasonic horn with the double-faced tape, a thin film is sandwiched between the ultrasonic horn and dummy mold as shown in Fig. 12a-1, a-2. In this experiment, since the material of the thin film in the double-faced tape Y-4180 is PMMA, a part of the vibrational energy transferred from the ultrasonic horn is absorbed in the PMMA film, and attenuated ultrasonic vibrations are transferred to the dummy mold. Therefore, the phase of vibration of the dummy mold is shifted from that of the ultrasonic horn, and the PMMA film is hit by both edge sides of the ultrasonic horn and dummy mold. Then, the PMMA film rises to a high temperature by the frictional heat generated during application of the ultrasonic vibration. The adhesion force of both-sided adhesive layers of the PMMA film decreases with increasing temperature, and it is no longer able to transfer the vibrational energy of the ultrasonic horn to the dummy mold. Conversely, with adhesive agent fixation, since there is no foreign matter such as the PMMA film, frictionally-generated heat is inhibited, resulting in deviations of only in −0.67–0.67 % in cycle time and 0.24–0.35 % in amplitude as compared with these values of the ideal state. This indicates that the fixing method using the adhesion agent has a good vibrational energy transfer efficiency. Second, in the screw clamping and cooling fit fixing methods, the dummy mold and ultrasonic horn are rigidly fixed in some parts. In screw clamping, except around the regions filled by four stainless steel M3 screws, both edges of the dummy mold and ultrasonic horn are free as shown in Fig. 12b-1, b-2. When the ultrasonic vibration is applied, shearing stresses are generated in the ultrasonic horn, dummy molds, and screws in the vertical direction. The modulus of rigidity (G) indicating a deformation difficulty of an isotropic material due to the shear stress is defined by (McDonagh 1995)
where E is the Young’s modulus of the material, and ν is Poisson’s ratio.

Schematic diagrams of heat generation and amplitude attenuation mechanisms. Fixing methods: a-1, a-2 double-faced tape, b-1, b-2 screw clamping, and c-1, c-2 cooling fit
The calculated modulus of rigidity for titanium, oxygen-free copper, and stainless steel SUS304 are shown in Table 3 using Eq. (1). Young’s modulus and Poisson’s ratio of an oxygen-free copper and a stainless steel SUS304 were supplied by Labnotes Co. Ltd. The modulus of rigidity of stainless steel SUS304 is 1.7–1.9 times larger than that of titanium and oxygen-free copper. Typically, the dummy mold is moved vertically downward by the ultrasonic vibration, and moved back by a vertical upward movement after reaching a bottom dead center. However, due to the higher modulus of rigidity of the stainless steel SUS304 screws than that of the oxygen-free copper dummy mold, the dummy mold would be pulled back vertically upward before reaching the bottom dead center. In the amplitude curve of the ultrasonic vibration as shown in Fig. 9, increasing values indicate that a measured object becomes close to the laser Doppler vibrometer detector. Thus, it is presumed that the relatively high rigidity of the stainless steel SUS304 screws has crushed slightly the convex sinusoidal shape of some graphs in the screw clamping fixing method. As shown in Fig. 12c-1, c-2, in the cooling fit fixing method, the center portion of the dummy mold and ultrasonic horn where are fixed by fitting structures with reverse-tapered sidewalls; the edge parts of the dummy mold and ultrasonic horn are not constrained to behave as free ends. Therefore, these free edges are able to hit each other and heat up by frictional heat in the ultrasonic horn and dummy mold, and the ultrasonic vibration is amplified more than that of the other fixing methods. Under these experimental conditions, we found that the fixing method with the adhesive agent is appropriate for U-NILs.
5 Conclusions
To investigate fixing methods for transferring vibrational energy of the ultrasonic horn into the mold with low losses, four methods of fixing the mold on the ultrasonic horn were compared. From the overall evaluation, it is found that the method for fixing the dummy mold on the ultrasonic horn using an adhesive agent was most suitable in U-NIL. In both screw clamping and adhesive agent fixing methods, heat generation was suppressed. In contrast, in an intervals applying of ultrasonic vibration for 1 min in the fixation by the double-faced tape, the temperature was increased stepwise up to around 45 °C. In the double-faced tape and cooling fit fixing methods, the ultrasonic vibrational cycle time became larger than that of the ideal state. There is a large gap between the amplitude of the cooling fit fixing method and that of the ideal state from an early stage of applying ultrasonic vibration. In contrast, for the adhesive agent fixing method, the amplitude decreased over time. The other fixing methods displayed essentially the same result as the ideal state. In addition, the shape of the graphs for the by screw clamping fixing method is quite distorted at several elapsed times. These results show that the whole contact surface of the mold should be fixed on the ultrasonic horn. Finally, it was revealed that the insertion of foreign objects into between the ultrasonic horn and mold should be avoided. Based on these results, as the next step, an actual mold will be fixed on the ultrasonic horn using the same adhesion agent, and we plan to start Type-III U-NIL experiments.
References
Ahmed N (2005) New developments in advanced welding. Woodhead Publishing Limited, Cambridge
Altmann B, Ahrens R, Welle A, Dinglreiter H, Schneider M, Schober A (2012) Microstructuring of multiwell plates for three-dimensional cell culture applications by ultrasonic embossing. Biomed Microdevices 14:291. doi:10.1007/s10544-011-9605-8
Chang C, Yu C (2015) A basic experimental study of ultrasonic assisted hot embossing process for rapid fabrication of microlens arrays. J Micromech Microeng 25:025010. doi:10.1088/0960-1317/25/2/025010
Cho YH, Seo YS, Moon IY, Kim BH, Park K (2013) Facile fabrication of superhydrophobic poly(methyl methacrylate) substrates using ultrasonic imprinting. J Micromech Microeng 23:055019. doi:10.1088/0960-1317/23/5/055019
Chou SY, Krauss PR, Renstrom PJ (1995) Imprint of sub-25 nm vias and trenches in polymers. Appl Phys Lett 67:3114. doi:10.1063/1.114851
Hung J, Tsai Y, Hung C (2013) Development of a new apparatus for ultrasonic vibration-assisted glass hot embossing process. Precis Eng 37:222. doi:10.1016/j.precisioneng.2012.06.002
Jung W, Park K (2014) Selective ultrasonic imprinting for micropattern replication on predefined area. Ultrasonic 54:1495. doi:10.1016/j.ultras.2014.04.015
Khuntontong P, Blaser T, Schomburg WK (2009) Fabrication of molded interconnection devices by ultrasonic hot embossing on thin polymer films. IEEE Trans Electron Packag Manuf 32:152. doi:10.1109/TEPM.2009.2020742
Lee H, Park K (2014) Development of composite micro-patterns on polymer film using repetitive ultrasonic imprinting. Int J Precis Eng Manuf-Green Technol 1:341. doi:10.1007/s40684-014-0043-y
Lee CH, Jung PG, Lee SM, Park SH, Shin BS, Kim J, Hwang K, Kim KM, Ko JS (2010) Replication of polyethylene nano-micro hierarchical structures using ultrasonic forming. J Micromech Microeng 20:035018. doi:10.1088/0960-1317/20/3/035018
Liao S, Gerhardy C, Sackmann J, Schomburg WK (2015) Tools for ultrasonic hot embossing. Microsyst Technol 21:1533. doi:10.1007/s00542-014-2232-6
Lin C, Chen R (2006) Ultrasonic nanoimprint lithography: a new approach to nanopatterning. J Micro/Nanolithogr MEMS. MOEMS 5:011003. doi:10.1117/1.2172992
Liu H, Hu H, Zhang XW (2011) Fabrication of plastic micro features on microporous mold by hot embossing. Appl Mech Mater 58–60:822. doi:10.4028/www.scientific.net/AMM.58-60.822
Luo Y, Yan X, Qi N, Wang X, Wang L (2013) Study of double-side ultrasonic embossing for fabrication of microstructures on thermoplastic polymer substrates. PLoS One 8:e61647. doi:10.1371/journal.pone.0061647.t001
Mayer A, Dhima K, Möllenbeck S, Wang S, Scheer H (2012) A novel tool for frequency assisted thermal nanoimprint (T-NIL) In: Proceedings of SPIE European mask and lithography conference, Dresden, Germany, 17–18 Jan, 83520N. doi:10.1117/12.918037
McDonagh I (1995) Mechanical science for technicians, 2nd edn. Athenaeum Press Lid, Gateshead
Mekaru H, Takahashi M (2008) Ultrasonic nanoimprint on poly(ethylene terephthalate) at room temperature. Jpn J Appl Phys 47:5178. doi:10.1143/JJAP.47.5178
Mekaru H, Takahashi M (2009a) Ultrasonic nanoimprint on engineering plastics. J Vac Sci Technol A 27:785. doi:10.1116/1.3153278
Mekaru H, Takahashi M (2009b) Frequency and amplitude dependences of molding accuracy in ultrasonic nanoimprint technology. J Micromech Microeng 19:125026. doi:10.1088/0960-1317/19/12/125026
Mekaru H, Takahashi M (2010a) Ultrasonic nanoimprinting in organic spin-on-glass-coated Si substrates. Jpn J Appl Phys 49:06GL09. doi:10.1143/JJAP.49.06GL09
Mekaru H, Takahashi M (2010b) Rapid patterning of spin-on-glass using ultrasonic nanoimprint. J Vac Sci Technol B 28:C6M114. doi:10.1116/1.3501361
Mekaru H, Nakamura O, Maruyama O, Maeda R, Hattori T (2007a) Development of precision transfer technology of atmospheric hot embossing by ultrasonic vibration. Microsyst Technol 13:385. doi:10.1007/s00542-006-0203-2
Mekaru H, Noguchi T, Goto H, Takahashi M (2007b) Nanoimprint lithography combined with ultrasonic vibration on polycarbonate. Jpn J Appl Phys 46:6355. doi:10.1143/JJAP.46.6355
Mekaru H, Goto H, Takahashi M (2007c) Development of ultrasonic micro hot embossing technology. Microelectron Eng 84:1282. doi:10.1016/j.mee.2007.01.235
Mekaru H, Noguchi T, Goto H, Takahashi M (2008) Effect of applying ultrasonic vibration in thermal nanoimprint lithography. Microsyst Technol 14:1325. doi:10.1007/s00542-007-0512-0
Mekaru H, Takahashi M, Maeda R (2012) Japan patent 5,062,781
Nakano J, Kikuchi S (2001) Japan patent P2001-266417A
Neppiras EA (1965) Ultrasonic welding of metals. Ultrasonic 3:128. doi:10.1016/S0041-624X(65)80003-8
Park K, Seo Y, Jung W (2012) Effect of sonotrode design on the performance of the ultrasonic patterning process. IOP Conf Ser: Mater Sci Eng 42:012019. doi:10.1088/1757-899X/42/1/012019
Park JH, Lee KY, Park K (2015) Coupled numerical analysis to investigate the heating mechnism of ultrasonic imprint lithography. Ultrasonic 60:96. doi:10.1016/j.ultras.2015.02.017
Qi N, Luo Y, Yan X, Wang X, Wang L (2013) Using silicon molds for ultrasonic embossing on polymethyl methacrylate (PMMA) substrates. Microsyst Technol 19:609. doi:10.1007/s00542-012-1671-1
Seo Y, Park K (2012) Direct patterning of micro-features on a polymer substrate using ultrasonic vibration. Microsyst Technol 18:2053. doi:10.1007/s00542-012-1524-y
Tian W, Huang L, Wang D, Roy VAL (2014) A general, rapid and solvent-free approach to fabricating nanostructured polymer surfaces. Sci China: Technol Sci 57:2328. doi:10.1007/s11431-014-5647-5
Tsai Y, Hung J, Yin L, Hung C (2012) Ultrasonic vibration-assisted optical glass hot embossing process. Int Adv Manuf Technol 60:1207. doi:10.1007/s00170-011-3669-8
Tseng P, Lin C (2012) Impacts of mold material and pattern size for ultrasonic nanoimprint lithography. Microelectron Eng 98:112. doi:10.1016/j.mee.2012.07.083
Wang C, Tseng P, Lin C (2011) Replication of polyethylene terephthalate (PET) nano/micro structures using ultrasonic nanoimprint. In: Proceedings of the IEEE international conference on nano/micro engineered and molecular systems, Kaohsiung, Taiwan, 20–23 Feb, p 563. doi:10.1109/NEMS.2011.6017418
Wise RJ (1999) Thermal welding of polymers. Woodhead Publishing Limited, Cambridge
Acknowledgments
This work was supported by the Joint Studies Program (2013–2014) of the Institute for Molecular Science (IMS).
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Mekaru, H., Yano, T. Comparative evaluation of detachable mold fixing methods aimed at low energy loss for ultrasonic nanoimprint lithography. Microsyst Technol 23, 2707–2717 (2017). https://doi.org/10.1007/s00542-016-3028-7
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00542-016-3028-7