
Abstract
We succeeded to transfer a precise micro-pattern combining with an ultrasonic vibration in an atmospheric hot embossing on the almost same condition as a vacuum hot embossing. This paper reports the effect of the ultrasonic vibration that was verified experimentally. In the conventional method, a metallic mold and a plastic sheet are heated more than the glass transition temperature of the plastic, and the softened plastic is flowed into the pattern only by applying a load. On the other hand, a longitudinal ultrasonic vibration is added in the molding process of an ultrasonic-vibration hot embossing. The synergy effect of the load and the ultrasonic vibration enables flowing of the plastic into a more precise pattern of the metallic mold. The longitudinal wave generated by an ultrasonic vibration system of the frequency 15 kHz and output 900 W. A pattern of the Ni mold used in the experiment was a pyramid hole in which a peak was cut and sidewalls were rounded. Entrance lengths of pyramids were from 100 to 530 μm and its all of the depth were 260 μm. A polycarbonate was chosen with a replication material. Compared with the condition that the ultrasonic vibration was not used, a contact force and a contact time could be reduced to about 1/3 and 1/12, respectively.
Similar content being viewed by others
Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
1 Introduction
LIGA (a German acronym for Lithographie, Galvanoformung and Abformung) (Becker et al. 1986) process is a technology that processes utilizing semiconductor processing technologies developed to manufacture IC and LSI chips. This process enables microfabrication of several micrometers that cannot be processed by a present machining technology. The LIGA process has integrated three technologies. The first is the fabrication of a master for a metallic mold by an X-ray lithography. The second is a fabrication of the metallic mold by an electroforming technology. The third is a mass-production of replication products with micro molding techniques. Microfabrication is executed in the X-ray lithography process using a synchrotron radiation. The directivity of the synchrotron radiation is almost as high as a laser. Moreover, because the transmission of the X-ray is higher than UV, X-rays can expose a resist coated thickness up to several millimeters. On the other hand, mass-production is executed by the microelectroforming and the microreplication technology. The resist structure of the master for the metallic mold can be fabricated by developing after X-rays are irradiated. Electroforming is executed based on this resist structure, and the resist is removed by a remover. The electroforming process revises the resist pattern. Plastic and ceramic replication products can be mass-produced by an injection molding and a hot embossing using this metallic mold. The LIGA process can fabricate the microstructure by processing accuracy of nanometer comparatively easily. Therefore, the LIGA process has a considerable possibility as a precise mass-production technology of microstructures.
2 Ultrasonic vibration hot embossing
Injection molding and hot embossing technologies are used in a replication process of the LIGA process (Heckele et al. 1998). The hot embossing is a technique for pressing the metallic mold against a softened thermoplastic resin heated more than the glass transition temperature, and the release of the replication product from the metallic mold. Thus, the pattern of the metallic mold is transcribed on the surface of the plastic sheet. A strong mold close force like the injection molding is unnecessary because it is possible to mold with a low load in the hot embossing. It is a feature that can be molded with a large area, and an internal stress in the resin after molding is small. Moreover, it is one of the other features in the hot embossing that the shrinkage of the resin is small because the process progresses at the temperature that is 20–30°C higher than the glass transition temperature of the resin. Therefore, the nanostructure can be molded without a collapse like a nanoimprint (Chou et al. 1995).
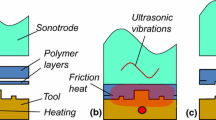
However, the pattern of the metallic mold in the LIGA process has a precise and a high-aspect ratio (an aspect ratio is height/width of the pattern). Therefore, the gas that remains between the pattern of the metallic mold and the resin sheet in the contacting process disturbs a complete filling the resin to the metallic mold pattern. As one of these solutions in the microhot embossing, a vacuum hot embossing device has been developed that a load stage is fixed in the vacuum chamber (Roos et al. 2003). At present, only a tabular metallic mold has been used with the microhot embossing. It is necessary to change the shape of the metallic mold from tabular to cylinder to make molding correspond to mass-production, and to develop into a rolling hot embossing. However, the change in the metallic mold shape is connected with development of the huge hot embossing device. In addition, it is necessary to add the mechanism that continuously supplies a resin film, and making the contact part between the metallic mold and the resin film a vacuum is technically difficult. Then, we propose newly an ultrasonic-vibration hot embossing technique. It is a technique for assisting the resin to enter the precise pattern of the metallic mold by applying the ultrasonic vibration while impressing the load. Figure 1 shows a principle of the ultrasonic-vibration hot embossing method as compared with a usual hot embossing.

Principle of the ultrasonic-vibration hot embossing. a Usual hot embossing. b Ultrasonic-vibration hot embossing
The transfer method of the pattern using the usual hot embossing is to presses the metallic mold on the resin sheet heated up more than the glass transition temperature. The molding procedure of the usual hot embossing is as follows.
-
1.
A metallic mold and a resin sheet are heated more than the glass transition temperature of the resin.
-
2.
The metallic mold presses on the resin sheet.
-
3.
Keep impressing a load
-
4.
The metallic mold and the resin sheet are cooled down below the glass transition temperature of the resin.
-
5.
The metallic mold releases from the resin sheet.
On the other hand, the ultrasonic vibration assists in the flowing of the resin into the precise pattern in the ultrasonic-vibration hot embossing. It is a technique for improving the molding accuracy by the synergy effect of the load and the ultrasonic vibration. In this experiment, the longitudinal wave was added so that the ultrasonic vibration might vertically spread to the pattern side of the metallic mold. The molding procedure is as follows:
-
1.
A metallic mold and a resin sheet are heated more than the glass transition temperature of the resin.
-
2.
The metallic mold presses on the resin sheet, and the ultrasonic vibration generates.
-
3.
Keep impressing the load and applying the ultrasonic vibration.
-
4.
Application of the ultrasonic vibration is stopped, and the metallic mold and the resin sheet are cooled down below the glass transition temperature of the resin.
-
5.
The metallic mold releases from the resin sheet. If it is necessary, the ultrasonic vibration might be impressed also in a release process.
A decrease of the molding time and the improvement of the molding accuracy are expected more than the usual hot embossing by using this technique. We paid attention especially at the contact force and the contact time, experimented under various conditions and verified the effect of assistance of the ultrasonic vibration in the hot embossing.
3 Experiment methods
3.1 Development of vacuum hot embossing device
Figure 2 shows a photograph and a specification of the vacuum hot embossing device used in this experiment. We newly developed this device (Yamada et al. 2002). From a result of a preliminary experiment (Mekaru et al. 2004) before developing this device, the contact force of 5 kN was necessary to transcribe the precise pattern that a pattern width was 40 μm, an aspect ratio was 2.5 and a pattern area size was 20 × 20 mm2 on polymethylmethacrylate (PMMA) and polycarbonate (PC) sheets. When the maximum pattern size of the metallic mold was assumed to be 50 × 50 mm2, a necessary contact force was calculated with 31 kN (6.25 times 5 kN) from the ratio of the metallic mold pattern area. Then, the maximum contact force was provided 50 kN to mold the more precise pattern. In order to remove the air that remained in the pattern of the metallic mold and to improve the molding accuracy, a load stage was arranged in a vacuum chamber. The resin sheet was set on the other side stage of the metallic mold. To prevent that the resin sheet is pulled to the metallic mold and curved in the release process, a “reverse-taper lock pin” was applied to the vacuum hot embossing device. This pin is used to fix replication products in the injection molding. The resin flows into the reverse-taper part in the lock pin in the molding process, and the resin sheet is pulled to the stage side in the release process by the solidified resin of the reverse-taper part. It is possible to correspond by inclining the taper angle of the lock pin and even increasing the number of the lock pin when the release resistance is large. Additionally, the heater plate was built into in each upper and bottom stage, a servo motor for applying a load, a chiller system and a compressed air nozzle for cooling, and a release force measurement mechanism were assembled. The maximum pattern size that can be embossed is 50 × 50 mm2, and the highest heating temperature is 400°C. Most thermoplastics and sealing glasses can be embossed at this temperature. Moreover, though the load stage of a usual hot embossing device is driven by oil pressure, the servo motor at the maximum output of 50 kN was used in this device. As a result, a positional accuracy and a pressing speed of the load stage can be controlled by high accuracy. In addition, the alignment mechanism of the metallic mold was added to this device. The alignment mechanism has three degrees of freedom of X, Y and θ z , the table can be floated with compressed air, and the position of the table can adjust with micrometers that set to the side of the front, back, left and right of the table. The alignment is executed while monitoring an alignment mark of the metallic mold with CCD cameras that set a right and left side of the table. The accuracy of the alignment is ± 5 μm. Moreover, if the metallic mold is fixed in each of the upper and bottom stages and the position of metallic molds is adjusted using this alignment mechanism, a double-side hot embossing (Heckele et al. 2001) that transcribes the precise pattern in both sides of the resin sheet can be done.

Photograph and specifications of the vacuum hot embossing device
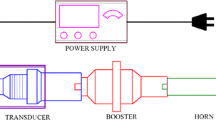
In this research, an ultrasonic vibration generator was built into this the vacuum hot embossing device, and the effect of assistance by the ultrasonic vibration in the hot embossing was verified experimentally. Figure 3 shows a performance and externals in which the ultrasonic vibration generator used to experiment is installed in the hot embossing device. The bottom stage installed in the heater of the vacuum hot embossing device was detached, and a longitudinal ultrasonic vibration generator (Ultrasonic Engineering Co., Ltd., USV-900Z15S) with the performance that the frequency is 15 kHz, the width of vibration is 16 ± 2 μm and the output is 900 W was installed.

Left figure Photograph of the ultrasonic-vibration hot embossing device. Right figures Photograph and specifications of the ultrasonic vibration generator
3.2 Metallic mold and molding material used to experiment
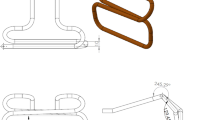
The metallic mold used to experiment was made by Si dry etching and Ni electroforming. The material of the metallic mold was a nickel. The pattern shape was a pyramid hole which the top part was cut out. There were five kinds of lengths of the pattern entrance from 100 to 540 μm. The depth of all patterns was 260 μm, and inclined sidewalls were curved surfaces. Figure 4 shows a photograph and details of the pattern size of the Ni mold measured with a laser microscope.

Photograph of the Ni mold and details of pattern size
A PC was selected in the molding material. Molding of PC was comparatively easier than PMMA in the preliminary experiment (Mekaru et al. 2004). The glass transition temperature Tg of PC is 150°C.
3.3 Experimental procedures
Figure 5 shows a procedure of each molding experiment with (a) an atmospheric hot embossing, (b) a vacuum hot embossing and (c) an ultrasonic-vibration hot embossing. In the atmospheric hot embossing, the pattern of the metallic mold heated more than the glass transition temperature was pressed on the resin sheet by impressing a load. All the processes of the atmospheric hot embossing were done in the atmosphere. It experimented according to the following processes.
-
1.
The Ni mold was fixed on the upper stage, and a PC sheet was set on the bottom stage of the hot embossing device.
-
2.
The Ni mold and the PC sheet were heated more than the glass transition temperature of PC.
-
3.
The Ni mold was pressed on the PC sheet.
-
4.
Impressing the load held between set time.
-
5.
The Ni mold and the PC sheet were cooled down to 130°C below the glass transition temperature of PC.
-
6.
The Ni mold was released from the PC sheet.
In the vaccum hot embossing, processes of heating the Ni mold and the PC sheet and impressing the load were executed in the vacuum. The experiment processes in the vacuum hot embossing is as follows:
-
1.
The Ni mold was fixed on the upper stage, and a PC sheet was set on the bottom stage in the vacuum chamber of the vacuum hot embossing device.
-
2.
A bellows-type chamber was closed, and it made to the vacuum with a rotary pump.
-
3.
The Ni mold and the PC sheet were heated more than the glass transition temperature of PC in the vacuum.
-
4.
The Ni mold was pressed on the PC sheet.
-
5.
Impressing the load held between set time.
-
6.
The inside in the vacuum chamber was made the atmospheric pressure, and the bellows-type chamber was opened.
-
7.
The Ni mold and the PC sheet were cooled down to 130°C below the glass transition temperature of PC.
-
8.
The Ni mold was released from the PC sheet.
In the ultrasonic-vibration hot embossing, when the softened resin flows into the precise pattern of the metallic mold by impressing the load, the resin is helped to flow into the metallic mold pattern early by the ultrasonic vibration. A more precise molding becomes possible by the synergy effect of the load and the ultrasonic vibration. In this experiment, to spread the wave to the vertical direction on the metallic mold pattern side, the longitudinal ultrasonic vibration was generated from the back of the resin sheet. Timing in which the ultrasonic vibration is applied is important in this molding method. This experiment procedure is shown below.
-
1.
The Ni mold was fixed on the upper stage, and a PC sheet was set on the bottom stage of the ultrasonic-vibration hot embossing device.
-
2.
The upper stage was moved until the Ni mold came in contact on the resin sheet.
-
3.
By heating the Ni mold more than the glass transition temperature of PC with a heater, the PC sheet was heated by the heat transmission.
-
4.
The Ni mold was pressed on the PC sheet.
-
5.
The ultrasonic vibration was generated.
-
6.
Impressing the load held with applying the ultrasonic vibration between set time
-
7.
The ultrasonic vibration was stopped.
-
8.
The Ni mold and the PC sheet were cooled down to 130°C below the glass transition temperature of PC.
-
9.
The Ni mold was released from the PC sheet.
We researched for the best condition in each molding method by using the same metallic mold and the same kind of the resin sheet. The influence that the ultrasonic vibration exerted on the molding accuracy was investigated by observing the shape of the molded pattern using a scanning electron microscope (SEM).

Procedures of hot embossing experiment. a Atmospheric hot embossing. b Vacuum hot embossing. c Ultrasonic-vibration hot embossing
4 Experiment results and discussion
When the best molding conditions in each hot embossing method were investigated, we thought the following three molding parameters to be important. Those conditions were the mold temperature, the contact force, and the contact time. Moreover, one-cycle time in the hot embossing is longer than other molding methods. Therefore, molding conditions that become lower mold temperature, lower contact force, and shorter contact time were desirable. The transcript accuracy of the molded pattern judged by the SEM observation, and judged the case that was able to be molded completely in all the metallic mold patterns of five sizes shown in Fig. 2 to be “Excellent”.
Figure 6a shows one sample judged to be “Excellent”. Figure 6b, c shows examples of the judgment “Defect”. These are SEM images of molded patterns with the largest size (pattern I in Fig. 4). We paid attention during the SEM observation to the following two points: (1) The resin material completely filled to the edge part of the pattern. (2) There was no hole which the gas came off to the pattern.

Example of evaluating shape of molded pattern by the SEM observation. a Excellent success pattern. b Molded pattern to which edges round due to filling shortage of resin to the metallic mold pattern. c Molding pattern with hollow caused by residual gas in the metallic mold
The best molding conditions in the vacuum hot embossing were the mold temperature T h = 180°C, the contact force F = 0.5 kN, and the contact time t = 60 s. Figure 7a shows the SEM image of the molded pattern under this condition. The Roman number from I to V corresponds to the size of the Ni mold pattern of Fig. 4. The size of the pattern I is the largest, and the size becomes small as the number grows. In the ultrasonic-vibration hot embossing, the condition that the contact time could be shortened was T h = 180°C, F = 1.75 kN, and t = 95 s. Moreover, the condition that the contact force could be decreased was T h = 180°C, F = 1.0 kN, and t = 150 s. The condition to which reproducibility was steady was T h = 180°C, F = 1.5 kN, and t = 150 s. Figure 7b shows the SEM image of the molded pattern under this condition. The resin completely fills to the edge part of the molded pattern, and it can be confirmed that the molding accuracy of the ultrasonic-vibration hot embossing was same level of the vacuum hot embossing.

SEM image of molded pattern (pattern size: I–V) under various conditions; a Vacuum hot embossing (T h = 180°C, F = 0.5 kN, t = 60 s). b Ultrasonic-vibration hot embossing (T h = 180°C, F = 1.0 kN, t = 150 s). c Molded patterns in the same condition of b without ultrasonic vibration (T h = 180°C, F = 1.0 kN, t = 150 s, without ultrasonic vibration). d Atmosphere hot embossing (T h = 200°C, F = 5.0 kN, t = 1,800 s). e Ultrasonic-vibration hot embossing by overload (T h = 180°C, F = 4.0 kN, t = 150 s)
On the other hand, if the ultrasonic vibration was not applied when other molding parameters were same as Fig. 7b, it was not possible to mold at all as shown in Fig. 7c. Even signs of the molded pattern could not be observed from pattern III to V by the SEM observation. As a result, the assistance of the ultrasonic vibration definitely influencing the molding accuracy became clear. However, there was a condition that could be molded barely by increasing the contact force and the contact time even if the ultrasonic vibration was not applied as shown in Fig. 7d. This molding condition was T h = 200°C, F = 5.0 kN, and t = 1,800 s (30 min). Moreover, it turned out that the overload disturbed the spread of the ultrasonic vibration when the contact force was too large in the ultrasonic-vibration hot embossing, and the molding accuracy worsened rather. The SEM image of the molded pattern when the contact force F was set to 4.0 kN, and other parameters were same as Fig. 7b is shown in Fig. 7e.
Based on these experiment results, molding conditions in which the molding accuracy was judged to be “Excellent” were plotted in Fig. 8. A horizontal axis shows the contact force F (kN) and the vertical axis shows the contact time t (s). Molding conditions in the atmospheric hot embossing were plotted in the upper right of figure, and molding conditions in the vacuum hot embossing are plotted under the left. This figure shows that molding conditions of both methods are considerably separated. However, both of the contact force and the contact time could be greatly decreased by adding the ultrasonic vibration even in the atmosphere. The ratio of the decrease becomes about 1/3 at the contact force, and it becomes 1/12 at the contact time. These are surprising values. It was possible to bring the contact force and time close to the optimum conditions of vacuum hot embossing though it was molded in the atmosphere. Thus, it succeeded in molding by combining the ultrasonic vibration and the hot embossing with a short contact time and a low contact force.

Effect of assistance by the ultrasonic vibration in the hot embossing
5 Summary
We proposed the ultrasonic-vibration hot embossing as a new precise replication technology, and verified the effect of assistance of the ultrasonic vibration in the hot embossing experimentally. It was clarified that the contact time and the contact force decreased greatly by applying the ultrasonic vibration in the molding process. As a result, it means to be able to mold in the atmosphere in the almost same molding condition as the vacuum hot embossing. It turned out that there is no difference in the accuracy of the pattern molded in each method from the SEM observation of the molding pattern. By adding the ultrasonic vibration, the micro/nano patterning using a rolling hot embossing might become possible, and an ultrasonic-vaibraion rolling hot embossing well be expected as a nanotechnology that can contribute to a large area and a mass-production pattering.
We keep researching for the effect of applying the ultrasonic vibration in the release process and the effect of the ultrasonic vibration from the viewpoint of the rheology of the plastic material.
References
Becker EW, Ehrfeld W, Hagmann P, Maner A, Münchmeyer D (1986) Fabrication of microstructures with high aspect ratios and great structural heights by synchrotron radiation lithography, galvanoforming, and plastic moulding (LIGA process). Microelectron Eng 4:35–42
Chou SY, Krauss PR, Renstrom PJ (1995) Imprint of sub−25 nm vias and trenches in polymers. Appl Phys Lett 67:3114
Heckele M, Bacher W, Müller KD (1998) Hot embossing—the molding technique for plastic microstructures. Microsystem Technol 4:122–124
Heckele M, Dittrich H, Guber A, Schaller T (2001) Double-side hot embossing of microstructures. HARMST’01, Book of abstract pp 137–138
Mekaru H, Yamada T, Yan S, Hattori T (2004) Microfabrication by hot embossing and injection molding at LASTI. Microsystem Technol 10:682–688
Roos N, Wissen M, Scheer H, Glinsner T (2003) Impact of vacuum environment on the hot embossing process. SPIE’s microlithography pp 22–28
Yamada T, Mekaru H, Ishigaki H, Hattori T, Kitazima A, Maeda R (2002) Microfabrication of polymer microstructure using hot embossing. In: Proceedings of JSME/ASME international conference on materials and processing 2002 2:597–600
Acknowledgements
We would like to thank Mr. Hidetsugu Tanaka of Ultrasonic Engineering Co., Ltd. for having lent the ultrasonic vibration generator. We would like to thank Mr. Takashi Yamada who completed the graduate school of engineering, Himeji Institute of Technology in 2003 for his contributions in the experiment. This research was executed with the vacuum hot embossing device that developed in a contract research of the New Industry Research Organization (NIRO) supported financially by the Ministry of Economy, Trade and Industry of Japanese government.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article
Cite this article
Mekaru, H., Nakamura, O., Maruyama, O. et al. Development of precision transfer technology of atmospheric hot embossing by ultrasonic vibration. Microsyst Technol 13, 385–391 (2007). https://doi.org/10.1007/s00542-006-0203-2
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00542-006-0203-2