
Abstract
Hybrid composites made up of epoxy-based matrix materials and infused with reinforcement and a filler material continue to evince keen interest among researchers and technologist. Hybrid composites made up of epoxy based matrix materials and infused with reinforcements and a filler material continue to evince keen interest not only amongst researchers and technologists as well since they are found to possess superior technological characteristics, a requirement for critical engineering applications. The present work describes the fabrication of hybrid composites made up of epoxy as a matrix material infused with 18% NaOH-treated and heat-treated sisal fiber. In addition, SiC particles are used as a filler material and subsequent evaluation of typical mechanical properties. The results of this investigation revealed that epoxy-based matrix material infused with alkali–heat-treated sisal fibers as a reinforcement and SiC particles a filler material exhibits superior tensile, flexural, shear and compressive characteristics in comparison with other test sample experimented in this work. This is attributable to the ability of alkali treatment enabling the removal of organic material from the sisal fiber which helps the matrix material to fill these voids. SiC particle is formed to fill the force on the fibers thus making it stronger and hence capable of withstanding higher magnitudes of tensile, flexural, shear and compressive loads. Micrographic analyses further confirm the experimental research.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
Presently, continuous demand for development of biodegradable composite materials is spirally increasing. Research is focused on developing recyclable composites, which are based on natural fibers (NFRCs) with a potential to replace synthetic fiber-reinforced composites. Information on composite materials development with enhanced properties by employing different methods of fabrication and various treatments on fibers is available [1]. Natural fiber-based composites have many advantages over synthetic fiber composites such as biodegradability, nonhazardous to the environment (i.e., environment friendly), lightweight, low cost, easy availability, low density, non-corrosiveness, non-toxicity and high strength-to-weight ratio, to cite a few [2,3,4]. Composite polymer materials are fabricated by using two or more constituents, in which at least one is the matrix and others are fibers and fillers. The matrix may be thermoset or thermoplastic polymer, and the fibers may be natural or synthetic fibers. The use of synthetic fibers for reinforcement in polymer composite enables us to address the issues related to environment.
Sisal fiber is used as reinforcing material for fabrication of composites. Sisal fiber possesses superior properties [5, 6] compared to coir, cotton, jute and aloe vera fiber. Researchers have also found that the maximum impact strength is associated with sisal fiber-reinforced hybrid composite. Sisal fiber mainly consists of cellulose, hemicellulose, lignin and waxy substances. Compared to other lignin-cellulosic fibers, sisal has good tensile and flexural properties along with high impact strength and its tensile and flexural properties are better than that of aloe vera fiber composites. Sisal fiber composites also possess good fracture toughness characteristics. Increase in the fiber content contributes to improved mechanical properties and water absorption characteristics. Thermal stability and water uptake are found to be good with sisal fiber-based composites [7].
Published information on sisal fiber indicates that its cell walls are reinforced with cellulose in a matrix of hemicellulose and lignin. External surface of the cell wall is made up of ligneous and waxy substances, and hence, the external surfaces of the cell do not form a strong bond with polymer matrices. Alkali treatment of natural fibers results in the removal of hydroxyl group from the fibers and dilutes their hydrophilic property. Improper bonding between the fiber and the matrix is a limitation found with reinforced fiber composites. Alkali treatment is found to remove lignaceous and waxy substances from the fiber [8]. Hydrophilic nature of sisal fiber leads to weak moisture absorbing resistance for the composite [4]. Hydrophilic nature of natural fibers and hydrophobic nature of matrix material are found to influence their interfacial bonding characteristics, contributing to lower magnitudes of stress transfer between the matrix and fiber. Major limitations which limit the applications of NFRCs are inhomogeneous structure of natural fibers, degradation and aging of fibers [9].
Better interface between fiber and matrix can be realized through various treatments which are performed on fibers. Most common approaches to enhance the adhesion between fiber and matrix are through alkali treatment, silylation with different organosilane, plasma treatments to cite a few [10]. Treatment of fibers also enhances their flexural strength, modulus and impact strength. Chemical treatment results in the removal of the constituents such as hemicelluloses, lignin, wax, pectin and other surface impurities from the fiber contributing it to rougher surface. Alkali treatment of sisal fibers in 18 wt % boiled NaOH results in composites with superior mechanical properties in comparison with untreated fiber-reinforced composite. The main benefit of NaOH treatment of sisal fibers is related to the modification of the molecular structure of cellulose, which contribute to enhanced surface roughness of fibers and hence better adhesion between fiber and matrix [11].
Mechanical strength of the composite is found to decrease when the fiber orientation is changed from 0 to 90°. This is attributable to de-bonding, splitting, slicing, matrix damage and/or weak fiber-matrix interfacial bonds. Unidirectional fiber composite is found to possess better tensile strength in comparison with composites with other types of fiber distribution. Composites with long fiber are found to possess better mechanical properties in comparison with short fiber composites. Mechanical behavior of composites and their surface damage can be controlled by varying the fiber content in the composite [12, 13].
Filler materials are found to contribute to improvements in the mechanical properties of matrix and hence the composites. Najafi et al. [14] have investigated the possibilities of the use of nano-clay particles for cryogenic applications. Employing fiber metal laminate and glass epoxy composite with nano-clay, they have shown that the nano-clay could effectively improve the mechanical properties of both. Reddy et al. [15] have studied the influence of iron oxide (Fe3O4) particles with sulfonated polyaniline, poly(aniline-co-amino-naphthalene sulfonic acid) [SPAN(ANSA)], synthesized through the process of chemical oxidative copolymerization of aniline and 5-amino-2-naphthalenesulfonic acid/1-amino-5-naphthalenesulfonic acid in the presence of Fe3O4 nanoparticles. Their results indicate that iron oxide nanoparticles with SPAN (ANSA) influence the properties such as crystallinity, thermal stability, electrical conductivity and magnetic properties of the composites.
Reddy et al. [16] have also developed composite films for their application as supercapacitor by using graphene/polyaniline (PANI) nanostructures. The results have revealed that the electro-capacitance of the composite film enhanced by 60% through the synergistic combination of graphene and PANI nanostructures. Lee et al. [17] have examined the effect of graphite oxides (GOs) as fire retardants at various oxidation states epoxy resin. Son et al. [18] have examined the compatibility of thermally reduced graphene (TRG) with multi-block co-polyesters which are composed of poly (butylene terephthalate) (PBT) segments and poly(tetra methylene ether) glycol segments. Their results have showed that compatibility can be enhanced by increasing the PBT segment content in the polyester. Reddy et al. [19] have synthesized the conducting PANI functionalized multi-walled carbon nanotubes containing Au and Ag as nanoparticles. Han et al. [20] have modified the graphene with stearic acid used in the preparation of the composites with LDPE matrix. Choi et al. [21] have prepared nanocomposites by casting waterborne polyurethane (WPU) and functionalized graphene sheets (FGSs). FGS is found to contribute to the improvements in the modulus and at tensile strength.
SiC particles can be used as a filler material to realize improvements in the mechanical properties of composites. Addition of 5 wt% of SiC into epoxy results in slight reduction in tensile strength but with improvement in flexural and impact strengths. It has been found that during the fabrication process, formation of voids reduces the strength of the composite. In order to overcome this, SiC filler can be used to reduce the gap between the fiber and the matrix resulting in dense structures of the composite and hence reduction in volume of voids and pores. Researches have also shows that the addition of SiC to composite materials increases the hardness while reducing their specific wear rate [22, 23]. Addition of SiC is found to improvement in the erosion wear resistance as a function of the weight percentage of its addition. The stiffness of the composite is also found to increase due to its density [24].
The present work investigates the effect of alkali (18 wt% NaOH) heat treated sisal fiber and that of SiC particles on the mechanical properties of a polymer matrix hybrid composite. The mechanical properties of composites which are infused with and without alkali–heat treatment of fibers and also as a function of varying weight percentages of SiC particles in matrix material are examined. Novelty of the present work is composite material fabricated from epoxy matrix infused with alkali–heat-treated sisal fibers and SiC particles as filler to realize improvements in mechanical properties for interior parts of automotive. To study about surface morphology of composite after alkali and heat treatment of fibers SEM analysis was done.
Methodology
Materials
Sisal (Agavasisalana) fibers 100–300 µm in diameter is the reinforcement. SiC particles (220 mesh size) with a density of 3.22 g/cm3 were used as filler material. Epoxy LY556 and hardener HY951 are used as matrix material for fabrication of composite, used in this investigation, were purchased from commercial vendors. NaOH is used for chemical treatment of sisal fibers.
Natural fibers
The characteristics of natural fibers used in this work are given in Table 1.
Sisal fiber
Sisal fibers are extracted from the leaf of agavasisalana plant [2]. Properties of sisal fiber used in previous investigation are shown in Tables 1 and 2.
Polymer matrix
Epoxy resins are thermosetting polymer material and are cured when mixed with a hardener. They possess good mechanical and thermal properties, low shrinkage and excellent adhesion quality with variety of materials. Chemical description of epoxy resin LY556 is diglycidyl ether of bisphenol-A (DEBA), and the hardener HY951 is triethylenetetramine (TETA). Properties of the matrix material are shown in Table 3.
Density of matrix material and composites was calculated based on formulation available in published information [25]. The formulae used for density calculations are
where \(\rho_{ES}\)–density of epoxy with SiC. We–weight fraction of epoxy. \(\rho_{{\text{e}}}\)–density of epoxy. Ws−weight fraction of Sic. \(\rho_{s}\)–density of SiC. \(\rho_{{\text{c}}}\)–density of composites. \(\rho_{f}\)–density of fiber. Wf–weight fraction of fiber.
Composite fabrication
Alkali treatment
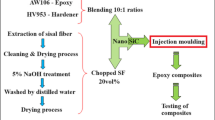
Alkalization treatment first considered the unidirectional alignment of sisal fibers by sandwiched the fiber ends between the wooden strips. They are there alkali treated by using 18 wt% NaOH at room temperature for 24 h. The NaOH-treated fibers then washed thoroughly in distilled water to remove the excess amount of sodium hydroxide. The fibers are then dried to room temperature is shown in Fig. 1.

Alkali treatment of sisal fibers
Heat treatment
Alkali-treated fibers are then heated in hot air oven at 150 °C for 4 h to enhance the crystallinity of the fibers followed by cooling to room temperature is shown in Fig. 2.

Heat treatment of sisal fibers in hot air oven
Preparation of composites
In the present investigation, the following composite test samples are prepared by hand layup process.
Composite description | Designation | |
|---|---|---|
1 | Epoxy matrix infused with alkali-treated sisal fibers and SiC | TS |
2 | Epoxy matrix infused with untreated sisal fibers and without SiC | UWS |
3 | Epoxy matrix infused with untreated sisal fibers and SiC | US |
4 | Epoxy | E |
5 | Epoxy infused with SiC | ES |
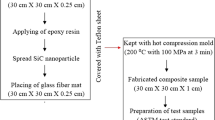
Unidirectional sisal fibers (treated and untreated) are used in the preparation of composite test samples. 20 wt% of fibers are used as reinforcement to prepare TS, UWS and US samples. The matrix material is made up of epoxy and hardener mixed in the ratio of 10:1 by weight. Two hundred and twenty mesh SiC particles (5% by weight) are used as filler material. The test samples are prepared by applying the matrix material on the surface of a flat plate with fibers. Uniform distributions of the fiber in the matrix are ensured by applying pressure with the help of rollers. During the rolling process, air gaps are squeezed out thus controlling the formation of voids. The sheets are then applied with 50-kg load to maintain a constant thickness of the sheet. The composites are then allowed to cure at room temperature for 24 h. The geometry of the test samples is then made from the flat composite sheets according to ASTM standards. Properties of constituents used in this work are given in Table 4.
Mechanical properties
Tensile and flexural strengths of the fabricated composite test samples are carried out according to ASTM-D638 and ASTM-D790 standards on Instron 3382 testing machine. Geometry of the test samples used for measuring tensile strength is 165 mm × 13 mm × 5 mm, whereas it is 120 mm × 13 mm × 5 mm for flexural tests. 25 mm × 12.7 mm × 12.7 mm samples are used for examining the compressive strength, performed according to ASTM-D695 standards. Shear strength of the test samples is measured accordingly to ASTM D732 standards on 2-inch square sheet samples with 11 mm diameter a central hole. All the tests are performed at room temperature. In this study to find every composite property, three samples have been tested and average value is given in Table 5 with error bar.
Results and discussions
Tensile properties
Magnitudes of tensile strength and modulus of test samples are shown in Figs. 3 and 4. Their maximum magnitudes are found to be 40.5 MPa and 3.96 GPa, respectively. A magnitude of tensile strength is found to increase with the magnitude of applied load up to 2549.56 N before its failure is given in Fig. 5. The extension of test samples at the maximum applied load is 1.67 mm. The results also indicate that physical and chemical treatments of fibers used as reinforcement in the composite test samples are found to contribute to improvement in the magnitudes of tensile strength, whereas addition of SiC did not contribute to improvement in tensile strengths as in the case of US and ES composites are given in Fig. 6.

Tensile strength of the composites

Tensile modulus of the composites

Tensile strength vs extension curves of composites

Tensile strength vs extension curve of epoxy and epoxy with SiC
Magnitudes of tensile strength of TS, UWS, US, E and ES designated samples are 40.5 MPa, 33.2 MPa, 29 MPa, 17.6 MPa and 16.7 MPa, respectively (Table 5). Their tensile moduli are 3.969 GPa, 1.964 GPa, 1.782 GPa, 2.469 GPa and 1.782 GPa, respectively. The magnitude of maximum extension is found with UWS composite at 4.3 mm. The composite samples designated as UWS have failed due to fiber pullout as well as slippage of fiber. UWS specimen exhibited maximum extension during tensile loading. The TS composite samples showed highest magnitudes of tensile strength due to alkali treatment of sisal fibers which is in agreement with the earlier results [5, 26].
Addition of SiC as a filler material is found to contribute to the reduction in the magnitudes of tensile strength since it does not resist the tensile load on the matrix. SiC particles, during tensile loading, are pulled apart without contributing to improvements in tensile strength. This may be due to the reduction in the volume fraction of matrix material and its inability to sustain the tensile loading. Slippage of sisal fibers is also observed with UWS samples. This is due to improper adhesion of the fiber with the matrix material. Fiber slippage is not appeared in TS test samples, since they are subjected to alkali treatment, contributing to enhanced adhesion between the fiber and the matrix.
Flexural properties
The ratio of thickness to span length of the test sample used in flexural test is 1/16. Maximum magnitudes of flexural strength and modulus for TS samples are 102.05 MPa and 6.808 GPa, respectively (Figs. 7 and 8). The results have also indicated that the flexural properties of the test samples increase by the addition of SiC particles as well as with the physical and chemical treatment of the fibers. Magnitudes of flexural strengths of TS, UWS, US, E and ES test samples are 102.05 MPa, 66.03 MPa, 80.25 MPa, 17.47 MPa and 22.67 MPa, respectively. The flexural moduli are 6.808 GPa, 2.202 GPa, 2.019 GPa, 0.474 GPa and 1.114 GPa, respectively (Table 5). During flexural loading, maximum load is sustained by TS samples, whereas the maximum extension of 16.59 mm occurred with UWS samples. During the testing, it is observed that all the test samples subjected to flexural test started bending at the position of loading (Figs. 9 and 10).

Flexural strength of the composites

Flexural modulus of the composites

Flexural strength vs extension curves of composites

Flexural strength vs extension curves of epoxy and epoxy with SiC
Addition of SiC particles up to 5 wt% into the matrix is found to increase the flexural strength of the composite which is in agreement with the earlier results [12, 13]. TS samples have exhibited highest magnitudes of flexural strength attributable to their fabrication. US and ES samples are found possess higher to magnitudes of flexural strength compared to UWS and E samples.
Shear properties
Shear strength of test samples indicates that its magnitude is highest with TS samples in comparison with UWS and US samples. The results have also showed that the addition of SiC particles into the matrix increases the magnitudes of shear strength of the samples. Treated fiber composite samples (TS) exhibited highest magnitudes of shear strength due to alkali–heat treatment. Magnitudes of shear strength of US samples are higher than UWS samples because of homogeneous distribution of SiC in the matrix of US samples (Figs. 11 and 12). Magnitudes of shear strength of TS, UWS and US samples are 63.13 MPa, 52.34 MPa and 60.77 MPa, respectively (Table 5).

Shear strength of the composites

Shear strength vs deformation curves of composites
Compressive properties
The compressive test results indicate that TS samples possess highest magnitudes of compressive strength since the pores in the sisal fiber are filled with matrix material contributing to their improved strength. Magnitudes of compressive strength of TS samples are higher than that of UWS samples. Compressive strength of TS, UWS and US samples is 94.76 MPa, 79.98 MPa and 88.75 MPa, respectively (Table 5).
TS samples are found to absorb the highest amount of energy in comparison with UWS and US samples. Alkali–heat treatment of sisal fibers along with SiC addition is found to improve the energy absorption capacity of composites. The samples fabricated from untreated fibers with SiC addition (US) have better energy absorption compared to UWS samples are presenter in Figs. 13 and 14). The energy absorption of TS, UWS and US samples (Fig. 15) is 3.24 MJ/m3, 1.584 MJ/m3 and 2.28 MJ/m3, respectively (Table 5).

Compressive strength of the composites

Compressive strength vs deformation curves of composites

Energy absorption of composites
Surface morphology
Fractured surfaces of test samples are analyzed on SEM. SEM images of the failed samples are shown in Fig. 16. Image (a) is related to samples with untreated sisal fiber, whereas image (b) is for test samples with treated fibers. Micrographic analysis clearly indicates that the alkali treatment of the fibers has contributed to the removal of hemicellulose and lignin from the fiber surface thus making them rougher in comparison with samples continuing untreated fibers. Image (c) presents cross-sectional view of the sisal fiber indicating its non-homogeneous nature. Test samples, failing due to fiber pullout, are shown in images (d) and (e). The matrix material failing by crack propagation and shearing of matrix material are shown in Fig. (f) and (g). The fiber and matrix separation is shown in Fig. (h). Micro-fibril structure is observed in Fig. (i). SiC particles distribution in the matrix is found to be homogeneous (j).


a Structural view of sisal fiber, b Surface of alkali treated sisal fiber, c Crosssectional view of sisal fiber, d Fiber pull out from the matrix, e Failure of fiber and matrix, f Crack propagation in the matrix, g Failure of the matrix, h Separation of the fiber and the matrix, i Cross section of micro fibril of sisal fiber, j Matrix material
Conclusions
Experimental analysis of three different composites test samples TS, UWS and US, fabricated with sisal fibers, epoxy matrix material and hardener and SiC particles, when subjected to mechanical tests reveals that TS samples possess maximum magnitudes of tensile, flexural, shear and compressive strengths in comparison with the other samples investigated. This is attributable to alkali heat treatment of sisal fibers along with SiC addition. US samples show higher flexural, shear and compressive strengths than UWS samples, attributable to addition of SiC particles to the matrix. During tensile and flexural loading, maximum extension of test samples is observed with UWS samples. SEM images reveal that the alkali treatment of the fibers results in their rougher surface due to the removal of hemicelluloses and lignin. The vacant spaces of the fiber are filled with matrix material. Thus, contributing to improvements in mechanical property of the composites test samples is finding to fail due to fiber pullout from the matrix or due to improper adhesion of fiber with matrix. This fabricated composite material has better future scope for interior parts of automotive. For the development of dashboard, parcel shelves, hand rest and many more interior parts, this composite material can be used and commercialization of this composite will reduce the cost as well as weight of the vehicles.
References
Ahmad F, Choi HS, Park MK (2015) A review: natural fiber composites selection in view of mechanical, light weight, and economic properties. Macromolecular Mater Eng 300(1):10–24
Pickering KL, Efendy MA, Le TM (2016) A review of recent developments in natural fibre composites and their mechanical performance. Composites A Appl Sci Manufact 83:98–112
Khanam PN, Khalil HA, Jawaid M, Reddy GR, Narayana CS, Naidu SV (2010) Sisal/carbon fibre reinforced hybrid composites: tensile, flexural and chemical resistance properties. J Polymers Environ 18(4):727–733
Khanam PN, Khalil HA, Reddy GR, Naidu SV (2011) Tensile, flexural and chemical resistance properties of sisal fibre reinforced polymer composites: effect of fibre surface treatment. J Polymers Environ 19(1):115–119
Ramesh M, Palanikumar K, Reddy KH (2013) Mechanical property evaluation of sisal–jute–glass fiber reinforced polyester composites. Composites B Eng 48:1–9
Sekaran ASJ, Kumar KP, Pitchandi K (2015) Evaluation on mechanical properties of woven aloevera and sisal fibre hybrid reinforced epoxy composites. Bull Mater Sci 38(5):1183–1193
Trihotri M, Jain D, Dwivedi UK, Khan FH, Malik MM, Qureshi MS (2013) Effect of silver coating on electrical properties of sisal fibre-epoxy composites. Polymer Bull 70(12):3501–3517
Padmavathi T, Naidu SV, Rao RMVGK (2012) Studies on mechanical behavior of surface modified sisal fibre-epoxy composites. J Reinforced Plastics Composites 31(8):519–532
Paluvai NR, Mohanty S, Nayak SK (2017) Unsaturated polyester-toughened epoxy composites: effect of sisal fiber on thermal and dynamic mechanical properties. J Vinyl Additive Technol 23(3):188–199
Cordeiro EP, Pita VJ, Soares BG (2017) Epoxy–fiber of peach palm trees composites: the effect of composition and fiber modification on mechanical and dynamic mechanical properties. J Polymers Environ 25(3):913–924
Patel JP, Parsania PH (2017) Fabrication and comparative mechanical, electrical and water absorption characteristic properties of multifunctional epoxy resin of bisphenol-C and commercial epoxy-treated and-untreated jute fiber-reinforced composites. Polymer Bull 74(2):485–504
Kumaresan M, Sathish S, Karthi N (2015) Effect of fiber orientation on mechanical properties of sisal fiber reinforced epoxy composites. J Appl Sci Eng 18(3):289–294
Biswas S, Deo B, Patnaik A, Satapathy A (2011) Effect of fiber loading and orientation on mechanical and erosion wear behaviors of glass–epoxy composites. Polym Compos 32(4):665–674
Najafi M, Ansari R, Darvizeh A (2019) Effect of cryogenic aging on nanophased fiber metal laminates and glass/epoxy composites. Polym Compos 40(6):2523–2533
Reddy KR, Lee KP, Gopalan AI (2007) Novel electrically conductive and ferromagnetic composites of poly (aniline-co-aminonaphthalenesulfonic acid) with iron oxide nanoparticles: synthesis and characterization. J Appl Polymer Sci 106(2):1181–1191
Hassan M, Reddy KR, Haque E, Faisal SN, Ghasemi S, Minett AI, Gomes VG (2014) Hierarchical assembly of graphene/polyaniline nanostructures to synthesize free-standing supercapacitor electrode. Composites Sci Technol 98:1–8
Lee YR, Kim SC, Lee HI, Jeong HM, Raghu AV, Reddy KR, Kim BK (2011) Graphite oxides as effective fire retardants of epoxy resin. Macromolecular Res 19(1):66–71
Son DR, Raghu AV, Reddy KR, Jeong HM (2016) Compatibility of thermally reduced graphene with polyesters. J Macromolecular Sci B 55(11):1099–1110
Reddy KR, Sin BC, Ryu KS, Kim JC, Chung H, Lee Y (2009) Conducting polymer functionalized multi-walled carbon nanotubes with noble metal nanoparticles: synthesis, morphological characteristics and electrical properties. Synth Met 159(7–8):595–603
Han SJ, Lee HI, Jeong HM, Kim BK, Raghu AV, Reddy KR (2014) Graphene modified lipophilically by stearic acid and its composite with low density polyethylene. J Macromolecular Sci B 53(7):1193–1204
Choi SH, Kim DH, Raghu AV, Reddy KR, Lee HI, Yoon KS, Kim BK (2012) Properties of graphene/waterborne polyurethane nanocomposites cast from colloidal dispersion mixtures. J Macromolecular Sci B 51(1):197–207
Agarwal G, Patnaik A, Sharma RK (2014) Thermo-mechanical properties and abrasive wear behavior of silicon carbide filled woven glass fiber composites. Silicon 6(3):155–168
Mishra S, Nayak C, Sharma MK, Dwivedi UK (2020) Influence of coir fiber geometry on mechanical properties of SiC filled epoxy composites. Silicon, pp 1–7. https://doi.org/10.1007/s12633-020-00425-1
Jha AK, Mantry S, Satapathy A, Patnaik A (2010) Erosive wear performance analysis of jute-epoxy-SiC hybrid composites. J Composite Mater 44(13):1623–1641
Kaw AK (2005) Mechanics of composite materials. CRC Press, Boca Raton
Sumesh KR, Kanthavel K (2019) The influence of reinforcement, alkali treatment, compression pressure and temperature in fabrication of sisal/coir/epoxy composites: GRA and ANN prediction. Polymer Bull, pp 1–21.
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Sen, D., Nayak, C., Sudhakar, K.G. et al. Mechanical properties of fabricated hybrid composites infused with Heat-Treated alkali sisal fiber and SiC particles: a quantitative analysis. Polym. Bull. 78, 4629–4648 (2021). https://doi.org/10.1007/s00289-020-03329-7
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00289-020-03329-7