
Abstract
In this study, effect of fibre surface treatment on tensile, flexural and chemical resistance properties were studied for sisal fibre reinforced composites. Natural ligno cellulosic sisal fibre reinforced composites were prepared by different surface treatments by hand lay-up method. Fibre surface treatments were carried out to produce good interface between the fibre and the matrix to improve the mechanical properties. Fibre surface treatments were done by boiled the sisal fibres in different % of NaOH and treated the fibres in different % of NaOH, treated in acetic acid and methanol. Unsaturated polyester resin was used as the matrix for preparing the composites. For comparison, these properties for untreated sisal fibre reinforced composites were also studied. From the results it was observed that 18% aqueous NaOH boiled sisal fibre reinforced composites have higher tensile, flexural properties than other composites. Untreated sisal fibre composites show lower properties than treated composites. Chemical resistance properties indicate that all sisal fibre reinforced composites are resistance to all chemicals except carbon tetra chloride. The tests are carried out as per the ASTM standards.
Similar content being viewed by others


Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
In the last two decades, the developments in the field of natural fibre-polymeric composites have grown from laboratory scale of fundamental research to industrial implementation. The renewed interest of natural fibres over their synthetic fibre counter part is that they are abundant in nature and are also renewable raw materials. Owing to their low specific gravity as compared to synthetic fibres are able to provide a high strength-to-weight ratio in plastic materials. The usage of natural fibres also provide as healthier working condition than the synthetic fibres. Besides, the less abrasive nature of the natural fibers when compared to that of synthetic fibres offer a friendlier processing environment as the wear of tools could be reduced. Furthermore, natural fibres offer good thermal and insulating properties, are easily recyclable and also biodegradable. These advantages have gained interest in the automotive industry where materials of light weight, high strength-to-weight ratio, and minimum environmental impact are required. Natural fibres like jute, sisal, coir, banana etc have gained substantial importance as reinforcements in polymer matrix composites. A lot of work has been done by many researchers on the composites based on these fibers [1–6].
However, natural fibres composites are not exposed to strong mechanical impacts and non structural components compare to synthetic fibre composites, which are widely used in high-performance engineering applications such as in the aerospace industry. This is because natural fibre composites have low strength properties such as impact strength, poor moisture resistance, poor microbial and fire resistance and low durability properties. Natural fibres are highly polar due to the presence of hydroxyl groups, which are readily available for the formation of hydrogen bonds with interacting resin matrices. However, plant fibres are covered with lignin and waxy substances, thus hindering the hydroxyl groups from reacting with polar matrices, and forming mechanical interlocking adhesion with non polar matrices. To produce the reactive hydroxyl groups and the rough surface for adhesion with polymeric materials, plant fibres need to undergo physical and/or chemical treatment to modify the surface and structure.
In the present work the author selected reinforcement was sisal fibre, a natural fibre. Sisal fibre cell walls were reinforced with spirally oriented cellulose in a hemi cellulose and lignin matrix. So, the cell wall in a composite structure of lignocellulosic material reinforced by helical microfibrillar bonds of cellulose. The composition of the external surface of the cell wall is a layer of lignaceous material and waxy substances which bond the cell to its adjacent neighbors. Hence, the surface will not form a strong bond with a polymer matrix. Also cellulose is a hydrophilic in nature and this large amount of hydroxyl groups will give sisal fibre hydrophilic properties. This will lead to a very poor interface between sisal and the hydrophobic matrix and very poor moisture absorption resistance. To make good use of sisal fibre reinforcement in composites, fibre surface treatment must be carried out to obtain an enhanced interface between the hydrophilic sisal fibre and hydrophobic polymer matrices. Modifications of interfaces between sisal and matrix can be done by different treatment of fibres [7–11]. So in the present work the author studied the effect of treatment of sisal fibre with different concentration of NaOH with boiling and without boiling, acetic acid treatment and methanol treatment on sisal fiber composites. Unsaturated polyester resin was used as matrix. Optimized sisal fibre length of 2 cm was used for reinforcement in the composite. Hand lay-up technique was used to prepare these composites.
The author studied effect of surface modification of sisal fibres on the mechanical properties like tensile and flexural properties of sisal fibre reinforced composites. The tests are carried out as per the ASTM standards. The author also studied the chemical resistance tests of these untreated and different treated sisal fibre reinforced composites. Chemical resistance tests are used to find the ability of a composite to withstand exposure to acids, alkalis, solvents and other chemicals and used to find out whether these composites can be used for making articles that are resistant to chemicals. [12–14].
Materials and Methods
Materials
Sisal fibres obtained from local sources are used for the present study. Unsaturated polyester resin supplied by Allied marketing Ltd, Hyderabad was used as a matrix, methyl ethyl ketone peroxide as a catalyst and cobalt naphtanate as an accelerator supplied by M/S/ Bakelite Hylam, Hyderabad. The styrene monomer was used as cross linking agent and PVA was used as mould releasing agent. NaOH was used for surface treatment of sisal fibres. The styrene, PVA, NaOH were taken from SD fine chemicals Ltd. India.
Methods
Surface Modification of Sisal Fibres by Boiled and Treated with 5, 10 and 18% Aqueous NaOH
To make good use of sisal fibre reinforcement in composites, fibre surface treatment must be carried out to obtain an enhanced interface between the hydrophilic sisal fibre and the hydrophobic polymer matrices. Natural fibres are chemically treated to remove lignin, waxy substances, and natural oils covering the external surface of the fibre cell wall. Sodium Hydroxide (NaOH) is the most commonly used chemical for bleaching and/or cleaning the surface of plant fibres. During alkalization, hemicellulose and lignin are removed and fibre surface has a coarser appearance than the untreated one. Thermal treatment is also one of the methods to improve the tensile properties of the sisal fibre because of the increased crystallinity of sisal fibres [15]. In this work, sisal fibres were boiled in the different concentrations (5, 10 and 18%) of aqueous NaOH solution for 30 min to remove the soluble greasy material in order to enhance the adhesion characteristics between the fibre and the matrix. For NaOH treatment, the sisal fibers were dipped into different concentrations (5, 10, and 18%) of the aqueous NaOH solution and 20% acetic acid and methanol for 1 h. The boiled and treated fibers were washed with water to remove the excess of NaOH sticking to the fibres. Final washing was carried out with distilled water and the fibres were dried in hot air oven. The fibres were cut into 2 cm length for molding the composites.
Preparation of Composites
Unsaturated polyester and styrene were mixed in the ratio of 100:25 parts by weight respectively. Later, 1 wt% methyl ethyl ketone peroxide and 1 wt% cobalt napthenate were added and mixed thoroughly. Chopped 2 cm length of sisal fibres with different treatments were used to prepare the composites. The fiber is added to matrix mixture, which was poured in the glass mould and air bubbles were removed carefully with a roller. The castings were allowed to cure for 24 h at room temperature, post cured at 80 °C for 1 h and test specimens of the required size were cut out from the sheet. Hand lay-up method was used for making the composites.
Testing
Tensile and Flexural Properties
The tensile and flexural strength, tensile and flexural modulus of the plain matrix as well as sisal fibre reinforced composites were measured by using an INSTRON 3369 Universal testing machine. The tensile test was conducted as per the ASTM D638 specification and flexural test was as per the ASTM D 618 specification.
Chemical Resistance Properties
In this work ASTM G 543–87 [16] was used to study the chemical resistance tests of the composites. The effect of some acids, alkalies and solvents i.e. glacial acetic acid, nitric acid, hydro choric acid, ammonium hydroxide, aqueous sodium carbonate, aqueous sodium hydroxide, carbon tetra chloride, benzene and toluene were used on the matrix and hybrid composites were studied. In each case, the samples (5 × 5 × 3 mm) were pre-weighed in a precision electrical balance and dipped in the respective chemical reagents for 24 h. They were then removed and immediately washed in distilled water and dried by pressing them on both sides with a filter paper at room temperature. The treated samples were then re-weighted and the percentage loss/gain was determined.
Results and Discussions
Tensile and Flexural Properties
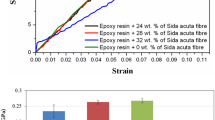
The effect of surface treatment on tensile, flexural and chemical resistance properties were studied for sisal fibre composites and compared with untreated fibre composites. The tensile and flexural strength, tensile and flexural modulus of randomly oriented sisal fibre composites with different treatments were presented in Table 1. The effect of different treatments (5, 10 and 18% aqueous NaOH boiled and treated, acetic acid treated, and methanol treated) of sisal fibre on the tensile and flexural strength of sisal fibre composites were presented in Figs. 1 and 2. From these table and figures, it was observed that tensile, flexural properties were more when the fibre was boiled with 18% aqueous NaOH and matrix showed lower properties than other composites. Untreated composites show lower properties than other treated composites. From the figures it was observed that tensile and flexural strength increases with increasing the NaOH concentration. This is due to the fact that alkali treatment can remove natural and artificial impurities and produce a rough surface topography. This topography offers better fibre matrix interface adhesion and an increase in mechanical properties of the composites. There is a lot of improvement in strength and modulus with 18% NaOH boiled sisal fibres, which again shows, at high temperature rougher surface might have been taken place. This rough surface increases the interface bonding between the fibre and the matrix.

Effect of different surface treatment on the tensile strength of sisal fibre reinforced composites

Effect of different surface treatment on the flexural strength of sisal fibre reinforced composites
Chemical Resistance Properties
Table 2 shows the % weight gain (+)/weight loss (−) of the matrix, untreated and different treated sisal fibre composites. This clearly indicates that the matrix composites have not lost the weight. Moreover, the weight increment clearly indicates that swelling of the composite by the inclusion of the chemicals is taking place, instead of erosion. Generally weight increase larger due to the hydrophilicity of lingo cellulosic fibre for the water or aqueous solutions. In all the cases, it was observed that the % of weight gain is more when the fibre was treated with alkali. In these, the OH groups in cellulose were more exposed, and this increases the hydrophilicity of the system [17]. It is clearly evident from the table that all composites are resistance to water and all the chemicals except carbon tetra chloride. The reason is attack of chlorinated hydro carbons on the cross linked poly-esters. From the above observations suggests that these composite can be thought for making water and chemical storage tanks.
Conclusions
In this work, unsaturated polyester based sisal fibre reinforced composites were prepared by hand lay-up method. The effect of surface treatment of sisal fibre on tensile, flexural and chemical resistance properties of sisal fibre reinforced composites was studied. 18% NaOH boiled sisal fibre reinforced composites posses higher tensile and flexural strength, because alkali treatment improves the adhesive characteristics of sisal fibre surface by removing hemi cellulose and lignin, and also high temperature producing a more rough surface topography. This topography offers better fibre–matrix interface adhesion and an increase in mechanical properties of the composites. From the chemical resistance test, it was concluded that all composites were resistance to all chemicals except carbon tetra chloride.
References
Saha P, Manna S, Chowdhury SR, Sen R, Roy D, Adhikari B (2010) Bioresour Technol 101(9):3182–3187
Ghali L, Msahli S, Zidi M, Sakli F (2009) Mater Lett 63(1):61–63
Liu H, Wu Q, Zhang Q (2009) Bioresour Technol 100:6088–6097
Sreekumar PA, Saiah R, Saiter JM, Leblanc N, Joseph K, Unnikrishnan G, Thomas S (2009) Polym Compos 30(6):768–775
Abdul Khalil HPS, Hanida S, Kang CW, Nik Fuaad NA (2007) J Reinf Plast Compos 26(2):203–218
Noorunnisa Khanam P, Mohan Reddy M, John K, Raghu K, Venkata Naidu S (2007) J Reinf Plast Compos 26(10):1065–1070
Sangthong S, Pongprayoon T, Yanumet N (2009) Compos A Appl Sci Manuf 40(6–7):687–694
Mominul Haque Md, Hasan M, Saiful Islam Md, Ershad Ali Md (2009) Bioresour Technol 100:4903–4906
Pimenta MTB, Carvalho AJF, Vilaseca F, Girones J, López JP, Mutjé P, Curvelo AAS (2008) J Polym Environ 16(1):35–39
John K, Venkata Naidu S (2004) J Reinf Plast Compos 23(15):1601–1605
Sreekumar PA, Saiah R, Saiter JM, Leblanc N, Joseph K, Unnikrishnan G, Thomas S (2008) Compos Interfaces 15(6):629–650
Raghu K, Noorunnisa Khanam P, Venkata Niadu S (2010) J Reinf Plast Compos 29(3):343–345
Venkata Reddy G, Noorunnisa Khanam P, Shoba Rani T, Chowdoji Rao K, Venkata Naidu S (2007) Bull Pure Appl Sci 26C(1):17–24
John K, Venkata Naidu S (2007) J Reinf Plast Compos 26:373–376
Yang GC, Zeng HM, Zhang WB (1996) Acta Sci Nat Univ Sunyatseni 35:53–57
ASTM (1989) Annual book of ASTM standards, vol 8. ASTM Publishers, Philadelphia, p 128
Guduri BR, Varada Rajulu A, Luyt (2007) J Appl Polm Sci 106:3945–3951
Acknowledgement
The researchers would like to thank the University Sains Malaysia, Penang and Sri Krishna Devaraya University, Anantapur (India) for made this work possible.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article
Cite this article
Noorunnisa Khanam, P., Abdul Khalil, H.P.S., Ramachandra Reddy, G. et al. Tensile, Flexural and Chemical Resistance Properties of Sisal Fibre Reinforced Polymer Composites: Effect of Fibre Surface Treatment. J Polym Environ 19, 115–119 (2011). https://doi.org/10.1007/s10924-010-0219-7
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10924-010-0219-7