
Abstract
Environmentally, biodegradable natural fiber plays a vital role in polymer composite fabrication due to its cost-effectiveness, reduced specific weight, and specific stiffness behavior. Besides, the research gap spotted on processing challenges, including lack of adhesive behavior, results in lower mechanical behavior of composite. The main objective of the present research is synthesizing of epoxy-based poly composite enclosures with 5% sodium hydroxide processed natural sisal fiber (SF) as 20 vol% via thermally assisted injection mold route, which functional behavior is enriched by the accumulations of 3, 6, and 9 vol% of nanosilicon carbide particles (SiC). The impacts of processing accumulations of nano-SiC/SF on metallurgical (scanning electron microscope (SEM)) and mechanical functional properties including tensile strength, elongation percentage, flexural strength, and fracture toughness of epoxy/NaOH-treated natural SF and its composites embedded with nano-SiC are studied. The novel research is recorded with the exposure of SEM metallurgical analysis results, and better SF distribution along the epoxy matrix with a coarse grain of nano-SiC is identified on hybrid compositions. Amid the various compositions mentioned above, the epoxy/20 vol% SF (NaOH treated)/6 vol% nano-SiC composite has superior tensile strength, better elongation percentage, improved flexural strength, and good fracture toughness of 54 ± 1.5 MPa, 18 ± 1%, 76 ± 2 MPa, and 1.61 ± 0.04 MPam0.5, which is greater than the value of epoxy/20 vol% SF (NaOH treated) composite sample.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
1 Introduction
Compared to customary polymers, hybrid polymer composites are tailored for auto, aero, sports, and marine applications because of their remarkable strength, reduced weight, durability, excellent corrosion resistance, and recycling ease [1, 2]. These composites were recently synthesized using natural fibers like hemp, sisal, jute, banana, pineapple leaf, and bagasse waste fiber [3, 4]. It was involved in chemical processing to attain a better adhesive nature and limit moisture absorption [5]. The hand layup, compression, and injection mold were commonly implemented for polymer composite fabrication, a cost-effective method, and simple operation [6, 7]. However, the composite’s quality and behavior mainly depended on the choice of composite composition ratios, processing techniques and their parameters, and curing process after forming the composite sample [8, 9].
The 60:40 ratios of natural sisal and jute fiber incorporated epoxy hybrid composites were produced by hand with injection mold. The dynamic and static performance of natural fiber epoxy composites were studied, and the impact of NaOH treatment natural fiber on the composite’s dynamic and static performance was identified as excellent value and attained maximum flexural and tensile strength of composite [10]. The hybrid epoxy composite was made with different sandwich combinations of sisal/chitosan/glass fiber for bone replacement applications. The epoxy composite of the glass/sisal /chitosan combinations exhibited 343 MPa bending stress with improved tensile and compressive stress. Moreover, better wettability and good thermal performance were observed [11]. The hybrid composites were produced with varied percentages of sisal and bamboo fiber through a hand layup route for automotive interior body applications. The bidirectional fiber orientation exploited the composite’s higher flexural and tensile strength, and its impact toughness performance was analyzed through ANSYS system software [12]. The epoxy hybrid composite was recently established by implementing sisal and bagasse fiber with varied stacking sequences and measuring its mechanical performance via ASTM procedure. The sisal-bagasse fiber combinations of epoxy composite recorded excellent mechanical and biodegradation performance and better water absorption resistance. Its metallographic and coarse grains proved to have better adhesive strength [13]. The combinations of sisal and kenaf fiber incorporated bioepoxy composite were made by casting mold route for lightweight structural applications. The epoxy hybrid composite has better mechanical characteristics and is stable in accelerated weathering based on ASTM G155-13. It also has good dynamic capability behavior of composite [14]. Besides, the properties of alkali-treated natural fiber-incorporated polymer composites were greater than those of untreated natural fiber-reinforced polymer matrix composites for various automotive and aerospace applications [15]. Recently, Sasikumar et al. [16] synthesized tamarind fruit fiber epoxy composite and studied its mechanical performance of composite results which showed better improvement in the tensile strength of composite and maximum tensile strength of 28.3 MPa was spotted on alkali-treated natural fiber incorporated epoxy composite. Multi-reinforcement influences the epoxy composite’s tensile and bending performance [17]. However, biodegradable natural fiber composite is the trend for the future [18]. The polyester hybrid composite is synthesized using banana/basalt fiber and sesame oil cake extracted cellulose through hand layup assisted compression mold technique and evaluated its mechanical, moisture absorption behavior, SEM, and thermogravimetric analysis. The exposures of multi-combinations with natural and synthetic fibers own high tensile strength and flexural and impact behavior [19]. Recently, the hierarchical structure made by hybrid polymer composite has been found to have better mechanical and thermal behavior [20]. Granite waste powder reinforced epoxy composite featured with benzoxazine synthesized for electrical insulation applications [21]. The polypropylene hybrid composite is made with jute-sisal and kenaf-flax fiber via compression molding, and its effects on static/dynamic characteristics are investigated. The results showed better dynamic behaviors [22]. Moreover, the biodegradable natural fiber-made hybrid polymer composites exhibit better mechanical and thermal characteristics [23].
With this study, relevant literature is referred to above, and the research gap during natural fiber composite processing is spotted: moisture absorption, poor adhesive behavior, and limited functional performance. This investigation aims to enrich the functional behavior of epoxy composite with the adaptations of NaOH processed chopped sisal fiber as 20 vol% via thermally assisted injection molding technique, which is tailored by the incorporation of nano-SiC particles as 3, 6, and 9 vol% and its reflection of metallurgical and mechanical functional behavior is experimentally analyzed by ASTM policy and optimum epoxy composite behavior will recommend for automotive bumper application.
2 Materials and methods
2.1 Research materials
Epoxy resin/hardener (AW106/HV953) is utilized for base matrix phase mixing ratios of 10:1. Among the various polymer phases. The epoxy is suited for design flexibility, ease of processing, low shrinkage, durability, chemical resistance, better adhesive, and mechanical and thermal behavior, and it is used for composite fabrication related to automotive and aerospace [24, 25].
The sisal fiber is tailored for better abrasion and fungi resistance, high strength, better thermal stability, and cost-effective and biodegradable reasons [10, 11]. The SF is cleaned using running water and dried at ambient temperature for 1 day. Afterwards, the 5% NaOH solution is filled in a bowl, and the natural fibers are fully immersed for 24 h. Every 30 min, the sisal fibers are soaked manually to eliminate the unwanted fibers and dust particles [15]. With the support of distilled water, the NaOH-treated sisal fiber is washed due to the limits of the higher concentration of NaOH [18]. Finally, it involves drying to eliminate the moisture from sisal fiber and shearing it into small pieces.
Enriching epoxy composite functional behavior, the nano-SiC is picked as filler material ratios of 3, 6, and 9 vol%. SiC has better abrasion resistance, thermal stability, and mechanical behavior. Table 1 exploits the properties of sisal and SiC nanoparticles, and Table 2 presents the composition ratios of epoxy composite preparation.
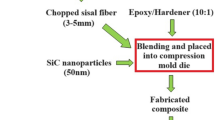
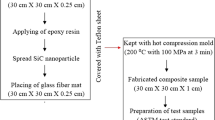
Here, the overall composite fabrication, including material processing, fabrication, and testing flow process chart, is exposed in Fig. 1.

Overall flow process chart
2.2 Experimental procedure for hybrid epoxy composite fabrication
Figure 2 displays the vertical-type injection molding machine equipped with a heater coil unit. The 20 vol% NaOH-treated small pieces of sisal fiber and 3 vol% of nano-SiC particles were blended using a machine at 100 rpm for 5–10 min.

Vertical-type injection molding machine equipped with heater coil unit
The 100:10 ratios of epoxy resin/hardener are mixed properly, and the blended reinforcement (sisal fiber) and filler (nano-SiC) particles are transferred to epoxy resin and mixed thoroughly by the stir action of 100 rpm for the duration of 15 min leading to enhanced mixing quality. The blended materials are transferred to the injection mold through a feed hopper assembly. The transferred composite materials are heated at 180–200 °C to remove the moisture and create sufficient bonding between the matrix/reinforcement/filler phase [12]. Finally, these materials were injected into a 100 °C heated tool steel cylindrical die with dimensions of 30 mm and 150 mm length. It is cured by ambient temperature.
2.3 Composite behavior studies
The synthesized epoxy/20 vol% SF and its nano-SiC incorporated composite behavior are experimentally tested.
The metallurgical behavior of the composite is examined by a ZESIS scanning electron microscope with high magnification. The FIE makes a UT30 model universal testing machine equipped with an electronic plotter, adopted for evaluating composite tensile behavior, followed by ASTM D3039. The composite sample is prepared by 250 mm × 25 mm × 2.5 mm. During the evaluation, a 5 mm/min cross-slide speed is followed. With the support of ELMACH, which makes a UC30 model compression testing machine, the flexural strength of the composite is investigated. According to ASTM D790 policy, the flexural strength of the composite is evaluated. During the testing, the composite is prepared by 150 mm × 10 mm × 12.7 mm and executed with 3-point loading. Followed by ASTM D5528, the fracture toughness of the composite is tested in double cantilever beam mode I.
3 Results and discussions
3.1 Metallurgical analysis of composite
The metallurgical analysis images of epoxy/20 vol% SF and its hybrid composite made with 3, 6, and 9 vol% of nano-SiC are exposed in Fig. 3a–d. It proved the presence of NaOH-treated SF and nano-SiC particles in an epoxy matrix. Figure 3a illustrates the epoxy composite prepared with 20 vol% of NaOH-treated SF. The effective injection mold process reflects the good interfacial bonding between the epoxy and treated SF. Few SF are identified above the surface, and others are dispersed deeply with epoxy resin. The chemical-treated natural fiber has better adhesive behavior than untreated natural fiber [5].

a Metallurgical image of epoxy/20 vol% SF composite. b Metallurgical image of epoxy/20 vol% SF/3 vol% SiC composite. c Metallurgical image of epoxy/20 vol% SF/6 vol% SiC composite. d Metallurgical image of epoxy/20 vol% SF/9 vol% SiC composite
The exposure of 3 vol% of nano-SiC in epoxy/20 vol% NaOH-treated SF metallurgical image is highlighted in Fig. 3b. The NaOH-treated SF and nano-SiC are found in the epoxy matrix as short fiber and black dot field. The SF was identified as a homogenous spread in an epoxy matrix with an identical coarse grain of nano-SiC. The homogenous spread with good bonding of polymer matrix and reinforcement showed better mechanical behavior [11].
Figure 3c displays the metallurgical image of an epoxy composite with constant vol% of treated SF and 6 vol% of nano-SiC particle. It showed that the SF is uniformly spread over the epoxy matrix with fine SiC nanoparticle dispersion. The uniform blending action is the reason for homogenous particle distribution [12]. The NaOH-treated SF is widely placed over the epoxy matrix with better adhesive bonding. The chemical processing of natural fiber causes better adhesive behavior and limited moisture absorption [18]. However, there are no identical voids and microporosity in the composite surface. An effective injection molding process results in a better composite surface.
The epoxy composite fabricated using 20 vol% of NaOH-treated SF and 9 vol% of nano-SiC metallurgical image is indicated in Fig. 3d. The different sizes of NaOH-treated SF are spots in the epoxy matrix with uniform dispersion. The SiC particles are randomly spread over the epoxy matrix, and the particle gap varies. The applied stir speed of 100 rpm pre-blending of epoxy-fiber causes uniform dispersion of SF. The uniform blending action is the reason for better dispersion of SF and nano-SiC distribution [18].
3.2 Tensile stress value of composite
The tensile stress performance of epoxy composite made with 20 vol% sisal fiber (NaOH treated) and 2, 4, and 6 vol% of nano-SiC is indicated in Fig. 4. It liberates the progressive uptrend in mechanical tensile stress value on the incorporations of nano-SiC with constant vol% of sisal fiber in epoxy. The epoxy composite with 20 vol% of sisal fiber (epoxy/20 vol% SF) recorded 31 ± 1 MPa tensile stress and attained a 35% hike due to the inclusions of 3 vol% nano-SiC. Likewise, the hybrid epoxy/20 vol% sisal fiber nanocomposite made using 6 nano-SiC tailored superior tensile stress of 54 ± 1.5 MPa due to the good adhesive quality of the composite. The composite contained 20 vol% sisal fiber (treated) with 9 wt% nano-SiC exploited reduced tensile stress of 48 ± 1 MPa because the higher loading of SiC may lead to brittle nature [1]. However, the composite sample with 20 vol% NaOH-treated sisal fiber and 6 vol% of nano-SiC has maximum tensile stress and is raised by 74%.

Tensile stress values of composite
Moreover, the NaOH-treated SF makes an effective adhesive joint with the SiC particle, which leads to an increased load transfer mechanism because the SiC particle provides better load-bearing action, causing an enhancement in the tensile strength of the composite.
3.3 The elongation percentage value of the composite
Figure 5 shows the elongation percentage of epoxy composite made with and without nano-SiC and the constant volume percentages of sisal fiber (chemically processed). It displays variations in elongation percentage based on fiber and filler materials. Moreover, the composite elongation percentage may vary for processing [5]. The elongation percentage of 20 vol% sisal fiber composed of epoxy composite is 11 ± 0.5% and attained a progressive hike up to 6 vol% of nano-SiC particles and then decreased suddenly. The 3 vol% nano-SiC with 20 vol% of NaOH-treated sisal fiber hybrid epoxy nanocomposite is 14 ± 1% with the allowable tensile stress value of 42 ± 0.4 MPa. The maximum elongation percentage of 18 ± 1% is identified by a hybrid epoxy nanocomposite composed of 6 vol% nano-SiC and 20 vol% NaOH-treated sisal fiber.

Elongation percentage values of composite
The combinations of fiber and filler materials result in an efficient bonding result with a maximum strain percentage of composite [13]. The higher loading effect of nano-SiC cross over the 6 vol% exposed the downtrend of elongation percentage and showed it as 16 ± 0.5%. With the help of NaOH-treated SF and nano-SiC combinations able to hybridize the epoxy matrix, the reinforced layering of SF interaction with SiC could enhance the elongation mechanism, providing better load transfer and limiting premature failure.
3.4 Flexural strength of composite
The report of flexural strength of epoxy composite fabricated with constant volume percentages of NaOH-treated sisal fiber and varied volume percentages of nano-SiC particles is expressed in Fig. 6.

Flexural strength values of composite
The flexural strength of epoxy composite composed of 20 vol% NaOH-treated sisal fiber is 46 ± 2 MPa, and the inclusions of 3 and 6 vol% of nano-SiC particles in epoxy/20 vol% chemical-treated sisal fiber matrix exploited by gradual enhancement and its values are 62 ± 1.5 MPa and 76 ± 2 MPa, respectively. The effective injection molding and enough fine grains of nano-SiC in the matrix cause good flexural strength [14, 15]. During the cross, the 6 vol% of SiC indicates the reduced flexural strength of 64 ± 2 MPa because the higher loading of nano-SiC may cause the reduced flexural strength of the composite. Higher ceramic content in a soft polymer matrix may lead to brittle nature and limit flexural behavior [1 and 16]. The NaOH-processed SF embedded with nano-SiC facilitates an enriched bridging mechanism, improving composite flexural strength. However, the higher content of nano-SiC may lead to crack propagation.
3.5 Fracture toughness of composite
An epoxy composite was developed with NaOH-treated SF, and its hybrid composite is processed with nano-SiC fracture toughness behavior, shown in Fig. 7. The fracture toughness value of 1.17 ± 0.05 MPam0.5 is observed in 20 vol% SF (NaOH treated) epoxy composite. At the same time, the epoxy composite made with 3 vol% nano-SiC along with 20 vol% SF is seen as 1.45 ± 0.06 MPam0.5. The good pinning effect of SF bonded with nano-SiC in an epoxy matrix is the reason for improved fracture toughness value, and its metallurgical image is highlighted in Fig. 3b.

Fracture toughness of composite
Homogenous particle dispersion causes better mechanical behavior of composite [11]. Multi-reinforcement with effective bonding could endure the maximum load and resist the SF/SiC dislocation from the epoxy matrix [18]. The nano-SiC content increased by 6 vol% in epoxy/20 vol% SF (NaOH treated) and exhibited a maximum fracture toughness value of 1.61 ± 0.04 MPam0.5, 38% higher than the epoxy/20 vol% SF composite. Homogenous SF with nano-SiC dispersion causes better fracture toughness. Higher loading of SiC decreased the fracture toughness of the composite. It may have a brittle nature. Moreover, the appearance of NaOH SF acts as a toughening mechanism, and nano-SiC acts as an obstacle to crack propagation during impact toughness evaluation. The combination of NaOH SF bridging with nano-SiC-made epoxy hybrid composite absorbs the maximum energy due to the SF fiber providing more stiffness.
The novel work is explained with comparison. Table 3 indicates that the current work relates to past literature. The tensile strength of epoxy hybrid composite consists of 20 vol% NaOH SF and 6 vol% of nano-SiC, which is found to be 91 and 134% related to past literature 16 and 18. Compared to past literature reported by Sasikumar et al. [16], the elongation of the epoxy hybrid composite of the present work has shown 20% improvement. Similarly, the flexural strength of epoxy/20 vol% NaOH SF/6 vol% nano-SiC is 57% higher than the reported value of 48.4 MPa [18].
4 Conclusions
The epoxy composite made with 20 vol% NaOH-treated sisal fiber is enhanced by the adaptations of 3, 6, and 9 vol% of nano-SiC via thermal-associated injection molding technology. The composite’s metallurgical (SEM), tensile strength, elongation percentage, flexural strength, and fracture toughness qualities were experimentally measured, and the ensuing results are mentioned below.
-
Effective blending action is associated with better injection processing, which results in good metallurgical structure formation. It showed the homogenous SF distribution along with coarse grain structure formation.
-
In the group of composite compositions, the hybrid epoxy nanocomposite (epoxy/20 vol% SF/6 vol% SiC) has an excellent tensile stress, which is 74% greater than the tensile strength of epoxy/20 vol% SF composite.
-
Similarly, the elongation percentage of epoxy/20 vol% NaOH-treated sisal fiber/6 vol% nano-SiC hybrid composite exposed a maximum elongation rate of 18% and higher than the epoxy composite made with 20 vol% of NaOH-treated sisal fiber composite.
-
Besides, the flexural strength exposed a higher value when adding 6 vol% nano-SiC, which improved by 65%, related to 20 vol% of chemical-treated sisal fiber.
-
The fracture toughness of epoxy/20 vol% SF/6 vol% nano-SiC exposed maximum fracture toughness and hiked by 38% compared to epoxy/20 vol% SF.
-
Based on enhanced composite properties identified with epoxy/20 vol% SF/6 vol% nano, SiC will be recommended for automotive industrial applications.
-
In the future, the optimum behavior of hybrid epoxy nanocomposite (epoxy/20 vol% SF/6 vol% SiC) will be involved in wear and machining studies.
Data availability
All the data required are available within the manuscript.
References
Venkatesh R, Roopashree R, Sur S et al (2023) Investigation and performance study of hibiscus sabdariffa bast fiber-reinforced HDPE composite enhanced by silica nanoparticles derived from agricultural residues. Fibers Polym 24:2155–2164. https://doi.org/10.1007/s12221-023-00221-9
Venkatesh R, Raguvaran R, Murugan A et al (2023) Evaluation of thermal adsorption and mechanical behaviour of intralaminar jute/sisal/e-glass fibre-bonded epoxy hybrid composite as an insulator. Adsorp Sci Technol 2023. https://doi.org/10.1155/2023/9222562
Sanjay MR, Madhu P, Jawaid M, Senthamaraikannan P, Senthil S, Pradeep S (2018) Characterization and properties of natural fiber polymer composites: a comprehensive review. J Clean Prod 172:566–581
Nurazzi NM et al (2021) A review on the mechanical performance of hybrid natural fiber polymer composites for structural applications. Polymers 13(13):2170
Jahan F, Soni M (2021) Effects of chemical treatment on mechanical properties of various natural fiber reinforced composite: a review. Mater Today Proc 46(15):6708–6711
Elsheikh AH, Panchal H, Shanmugam S, Muthuramalingam T, Kassas AME, Ramesh B (2022) Recent progresses in wood-plastic composites: pre-processing treatments, manufacturing techniques, recyclability and eco-friendly assessment. Clean Eng Technol 8:100450
Chohan JS, Boparai KS, Singh R, Hashmi MSJ (2022) Manufacturing techniques and applications of polymer matrix composites: a brief review. Adv Mater Process Technol 8(1):884–894
Petrucci R et al (2015) Tensile and fatigue characterization of textile cotton waste/polypropylene laminates. Compos part B Eng 81:84–90
Khalid MY, Arif ZU, Ahmed W, Arshad H (2022) Recent trends in recycling and reusing techniques of different plastic polymers and their composite materials. Sustain Mater Technol 31:e00382
Kumar MD, Jayasrinivasan S, Ashwin S (2021) Study on static and dynamic behavior of jute/sisal fiber reinforced epoxy composites. Mater Today Proceed 46(19):9425–9428
Arumugam S et al (2020) Investigations on the mechanical properties of glass fiber/sisal fiber/chitosan reinforced hybrid polymer sandwich composite scaffolds for bone fracture fixation applications. Polymers 12(7):1501
Getu D, Nallamothu RB, Masresha M, Nallamothu SK, Nallamothu AK (2021) Production and characterization of bamboo and sisal fiber reinforced hybrid composite for interior automotive body application. Mater Today Proceed 38(5):2853–2860
James JD, Manokaran S, Saikrishnan G, Arjun S (2020) Influence of bagasse/sisal fibre stacking sequence on the mechanical characteristics of hybrid-epoxy composites. J Natural Fibers 17(10):1497–1507
Yorseng K, Rangappa SM, Pulikkalparambil H, Siengchin S, Parameswarapillai J (2020) Accelerated weathering studies of kenaf/sisal fiber fabric reinforced fully biobased hybrid bioepoxy composites for semi-structural applications: morphology, thermo-mechanical, water absorption behaviour and surface hydrophobicity. Constr Build Mater 235:117464
Kumar SS, Raja VM, Chakravarthy CN, Muthalagu R (2021) Determination of mechanical properties and characterization of alkali-treated sugarcane bagasse, pineapple leaf and sisal fibers reinforced hybrid polyester composites for various applications. Fiber Polym 22:1675–1683
Sasikumar R, Prabagaran S, Venkatesh R et al (2023) Effect of tamarind fruit fiber contribution in epoxy resin composites as biodegradable nature: characterization and property evaluation. Biomass Conv Bioref. https://doi.org/10.1007/s13399-023-04465-6
Adin H, Adin MS (2022) Effect of particles on tensile and bending properties of jute epoxy composites. Material Testing 64(3):401–411. https://doi.org/10.1515/mt-2021-2038
Nagappan S, Subramani SP, Palaniappan SK, Mylsamy B (2022) Impact of alkali treatment and fiber length on mechanical properties of new agro waste Lagenaria siceraria fiber reinforced epoxy composites. J Natural Fibers 19(13):6853–7664
Jagadeesan R, Suyambulingam I, Divakaran D, Siengchin S (2023) Novel sesame oil cake biomass waste derived cellulose micro-fillers reinforced with basalt/banana fibre-based hybrid polymeric composite for lightweight applications. Biomass Convers Biorefin 13:4443–4458
Zhou XY et al (2023) Bounds of mechanical properties of fiber-reinforced polymer composites with hybrid random and interval uncertainties. Thin-walled struct 182(part A):110158
Sena VSV et al (2022) Industrial cutting waste granite dust reinforced cardanol benzoxazine/epoxy resin hybrid composites for high-voltage electrical insulation applications. Polym Adv Technol 34(2):568–577
Kaushik D, Gairola S, Varikkadinmel B, Singh I (2022) Static and dynamic mechanical behavior of intra-hybrid jute/sisal and flax/kenaf reinforced polypropylene composites. Polym Compos 44(1):515–523
Fitriani F, Bilad MR, Aprilia S, Arahman N (2023) Biodegradable hybrid polymer film for packaging: a review. J Natural Fibers 20(1):2159606
Venkatesh R, Raja Sekaran P et al (2022) Adsorption and photocatalytic degradation properties of bimetallic Ag/MgO/biochar nanocomposites. Adsorp Sci Technol 2022. https://doi.org/10.1155/2022/3631584
Sekaran PR, Ramakrishnan H, Venkatesh R et al (2023) Mechanical and physical characterization studies of nano ceramic reinforced Al–Mg hybrid nanocomposites. SILICON 15:4555–4567
Funding
This project was supported by Researchers Supporting Project number (RSP2024R5) King Saud University, Riyadh, Saudi Arabia.
Author information
Authors and Affiliations
Contributions
Mariappan Kanaga Vijaya Karthikeyan: investigation, methodology, writing—review and editing. Logesh Kamaraj: conceptualization, formal analysis, writing—review and editing. Senguttuvan Kavipriya: conceptualization and formal analysis. Venkatesh Rathinavelu: writing—original draft. Dinesh Kumar Sadagopan: conceptualization, writing—review and editing. Manzoore Elahi M. Soudagar: writing—review and editing. Sami Al Obaid: review and editing. Sulaiman Ali Alharbi: formal analysis and writing. Pethuraj Manickaraj: writing—review and editing.
Corresponding author
Ethics declarations
Ethics approval
This is an observational study. Investigation and chemical processing effect of sisal fiber epoxy composite characteristic enhancement with nano-SiC via injection mold: the Research Ethics Committee has confirmed that no ethical approval is required.
Consent to participate
Informed consent was obtained from all individual authors included in the study.
Consent for publication
We give our consent for the publication of the Investigation and chemical processing effect of sisal fiber epoxy composite characteristic enhancement with nano-SiC via injection mold to be published in the International Journal of Advanced Manufacturing Technology Journal.
Competing interests
The authors declare no competing interests.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Springer Nature or its licensor (e.g. a society or other partner) holds exclusive rights to this article under a publishing agreement with the author(s) or other rightsholder(s); author self-archiving of the accepted manuscript version of this article is solely governed by the terms of such publishing agreement and applicable law.
About this article

Cite this article
Karthikeyan, M.K.V., Kamaraj, L., Kavipriya, S. et al. Investigation and chemical processing effect of sisal fiber epoxy composite characteristic enhancement with nano-SiC via injection mold. Int J Adv Manuf Technol 132, 2209–2216 (2024). https://doi.org/10.1007/s00170-024-13516-9
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00170-024-13516-9