
Abstract
Acrylonitrile butadiene styrene/nanoclay/polymethyl methacrylate nanocomposites were chemically foamed using injection molding process under different processing conditions. X-ray diffraction, scanning electron microscopy, and standard experimental tests were employed to study the morphological and mechanical properties of nanocomposite foams. The hardness is increased by 54%, and tensile strength is improved by 10% in samples containing 2 wt% of nanoclay compared to pure polymer. The effect of input parameters on the morphological and mechanical properties is studied using Taguchi approach. According to analysis of variance results, holding pressure is the most effective parameter on cell size, cell density, and relative density with the contribution of 90%, 70%, and 41%, respectively. On the other hand, nanoclay content is the most effective parameter on the tensile strength and hardness with the contribution of 79% and 89%, respectively. Analytical hierarchy process is used as a multi-criteria decision-making method in order to select the best alternative among different samples considering different morphological or mechanical criteria based on sensitivity analyses. Polymeric nanocomposite foam sample produced at 2 wt% nanoclay, injection pressure of 140 MPa, and holding pressure of 110 MPa was the best alternative in most cases.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
Application of materials with high strength-to-weight ratios is growing increasingly due to the high price of energy and climate change in recent years. Polymeric nanocomposite foams are materials that can confer demanded mechanical properties together with low weight. The mechanical behavior of polymeric nanocomposite foams reflects the geometry of their cellular structure and the initial properties of the polymeric matrix. Therefore, in order to study the final properties of these materials, the relationship between morphological properties and mechanical properties should be elucidated. In addition to the basic polymer properties, the dispersion of nanomaterials, bubble cell size, bubble cell density, and relative density are also needed to be considered to understand the mechanical behavior of a polymeric nanocomposite foam such as tensile strength, impact strength. In other words, to study the mechanical properties of polymeric foam in a thorough way, both these two stages should be studied: the relationship between process and material parameters and morphological properties of the manufactured foam, and then the relationship between morphological properties of the foam and final mechanical properties of the manufactured sample. Different studies have been performed so far in order to investigate the morphological or mechanical properties of polymeric foams [1,2,3]. The optimal conditions to improve the morphological or mechanical properties have been reported in the literature review [4,5,6]. But a comprehensive investigation of optimum conditions to achieve both optimal morphological and mechanical properties simultaneously was not observed in the literature. One of the main goals of this study is selecting the optimal condition to optimize both morphological and mechanical properties.
Statistical approaches are beneficial methods in order to study an engineering problem comprehensively. One of the applicable statistical approaches is design of experiments (DOE) which is used in many engineering applications such as ultrasonic-assisted microwave route for flower-like Ta(V)-MOF nanostructures [7], thermomechanical behavior of polypropylene/high-density polyethylene/nano kaolinite clay composites [8], deep drawing process of composite laminated sheets [9], synthesis of CS/PVA biodegradable composite nanofibers [10], ultrasound-assisted facile synthesis of a new tantalum(V) metal–organic framework nanostructure [11], vulcanization parameters for ethylene–propylene–diene termonomer (EPDM)/ground waste tire composite [12], performance of an integrated biomass gasification, solid oxide fuel cell and high-temperature sodium heat pipe system [13], the use of ultrasound energy for the synthesis of nickel–metal organic framework compounds [14], friction stir welding (FSW) of polymeric nanocomposites [15], in vitro refolding conditions of recombinant Lepidium draba peroxidase [16].
Effect of different parameters on the considered results can be studied using Taguchi approach as one of the DOE methods with lesser experiments compared to conventional methods [15, 17]. Multi-criteria decision-making (MCDM) approach is another statistical method which is used to choose between different alternatives due to their effectivity in a complex problem which is particularly useful in problems that have several output parameters affected by plenty of input variables [18, 19].
By reviewing former literature researches of this study field, it was concluded that the most researches are oriented toward optimizing the mechanical properties using different input material or process parameters. Avalle et al. [20] studied the mechanical properties and impact behavior of ABS foams. Different impact, tensile, and bending tests were carried out on the samples, and the advantages and disadvantages of using foams are investigated. Barma et al. [21] investigated mechanical properties of silica-filled polyurethane (PU) foams; the yield stress and elastic modulus are presented as a function of foam parameters. Geissler et al. [22] worked on the strategies to improve the mechanical properties of high-density polylactic acid (PLA) foams. The material parameters were found to be the most effective factor on the mechanical properties of the foams. Properties of polyethylene (PE)/ethylene–vinyl acetate (EVA) foam injection molded parts were investigated by Spina [23]. The compression properties of the blend consisted of a mixture of low-density PE (LDPE), a high-density PE (HDPE), and EVA described as a function of injection molding process parameters.
One of the main purposes of this study is to see the problem as a two-stage process. The mechanical properties of ABS-nanoclay foams are investigated as a function of morphological properties of the foam samples which is itself a function of considered input material parameters (i.e., weight percentage of nanoclay) and selected injection molding parameters (i.e., injection pressure and holding pressure). X-ray diffractometer (XRD) and scanning electron microscopy (SEM) experiments are carried out on the nanocomposite and foam samples to investigate the structural and morphological behavior. On the other hand, tensile, and hardness tests are performed on the nanocomposite polymeric foam samples to study the effect of input parameters and morphological structure on the mechanical properties of samples. Taguchi approach is employed to analyze how input parameters affect the properties, and analytical hierarchy process (AHP) decision-making method is used in order to select the best possible experiment to achieve elevated mechanical, structural, and morphological properties simultaneously.
Materials and methods
Experimental procedures
ABS (trade name of Starex SD0150, Samsung, Korea) with melt flow index (MFI) of 1.7 g/10 min (200 °C, 5 kg) and density of 1.04 g/cm3 was used as the polymeric matrix. The organically modified montmorillonite with a quaternary ammonium salt (Trade name of Cloisite 30B, Southern Clay Products, Inc., USA) was used as the reinforcement. Polymethyl methacrylate (PMMA) (trade name of PMMA-IH830, LG Chemical, Korea) with MFI of 2.5 g/10 min (230 °C, 3.8 kg) and density of 1.18 g/cm3 was used as the compatibilizer between the polymeric matrix and the nanoparticles.
In order to provide different melt-compounded compositions, a ZSK-25 twin-screw extruder (Coperion Werner & Pfleiderer, Dusseldorf, Germany, L/D = 48) was employed. The raw materials were dried at 85 °C for 2 h in order to eliminate any possible humidity. First, a masterbatch of 80 wt% of ABS/10 wt% of nanoclay/10 wt% of PMMA was produced at a melt temperature of 200 °C and a screw speed of 250 rpm. The masterbatch granules were re-dried at 85 °C for 2 h in order to remove the water which is absorbed in the water bath of the extruding step. According to the literature review [24, 25], nanoclays at high percentages will be agglomerated in the polymeric matrix. It is well known that in the agglomerated regions the reinforcement advantages of nanoparticles are not effectual. Therefore, the highest level of nanoclay content was chosen equal to 4 wt%. In order to investigate the effect of nanoclay on the different properties of samples, 0 wt%, i.e., pure polymeric matrix was selected as the lowest level of nanoclay content. Also, 2 wt% of nanoclay was chosen as the middle level. These compositions were produced by diluting the masterbatch to the lower weight fractions. The purpose of producing masterbatch is this fact the extruding step is performed twice and the blending of compositions will be better. The desired compositions are given in Table 1.
The produced nanocomposite granules were dried again at 85 °C for 20 h before foaming. In order to provide foaming conditions, 1 wt% of azodicarbonamide was added to the nanocomposite granules as the blowing agent. Also, 1 wt% of paraffin oil was added as the softening agent in order to provide better foaming conditions. An NBM-HXF128 (Nekou Behine Machine, Tehran, Iran) injection molding machine was used for the foam injection molding process. The ranges of processing parameters were selected according to the pre-tests. The highest level of pressures is selected based on the capacity of the injection molding machine. On the other hand, the lowest level is selected according to this fact that the mold must be fully filled. In other words, the lowest required value of pressures by which the complete sample could be produced was selected as the lowest level. The parameters and their levels are given in Table 2.
The design of experiments was performed using the Taguchi approach in Minitab software. The L9 orthogonal array was proposed by software for three parameters at three levels. The list of the experimentations is given in Table 3.
In order to investigate the dispersion of nanoclays and also the presence of agglomerated regions in the nanocomposites, XRD test was employed using a LabX XRD-6000 X-ray Diffractometer (Shimadzu, USA) with copper target and normal focus X-ray tube and a scanning rate of 2°/min. Also, a MIRA3 FEG-SEM (Tescan) scanning electron microscope device was used in order to observe the cellular structure of nanocomposite foam samples. The Santam STM-150 machine was used in order to perform tensile tests. The hardness test was performed using an Indentec universal hardness test machine (Zwick Roell, UK).
In order to perform XRD studies, the nanoclay powder, the pure ABS, and the nanocomposite samples containing 2 and 4 wt% of nanoclay were tested using copper target. The samples were frozen in the liquid nitrogen before SEM tests because the cellular structure should remain intact. Then, the cross section of samples was coated using Au.
The relative density (ρrel) is defined as an index of the foaming degree as Eq. (1).
where ρF and ρP are the foam and polymer densities, respectively, and were measured using the water displacement method according to ASTM-D792 standard.
Cell density with respect to the unfoamed polymer is one of the main morphological properties which is calculated using SEM pictures and is defined as the number of cells per cm3 of volume as Eq. (2).
where n is the number of cells in the selected area (A) of a 2D SEM picture. The \( \frac{3}{2} \) power is applied in order to change the area to the volume in the formula. Also, φ is the expansion ratio and can be obtained as Eq. (3).
Cell size is the average diameter of cells that are observable in a selected SEM picture. For each sample, the sizes of a sufficient number of cells are measured and the average value is reported as the final result.
Tensile strength was measured according to ASTM-D638 standard at a tensile speed of 5 mm/min at ambient temperature. Hardness test was performed according to R-Rockwell (RRH) and ASTM-D785 standard at ambient temperature. It is noteworthy that for each sample, tests were repeated at least three times and the average of these three tests was presented as the final data.
Analytical hierarchy process (AHP)
MCDM methods are powerful tools used in many engineering fields in order to select among several alternatives according to different criteria. Two main stages of these approaches are weighting of criteria and then prioritizing the alternatives based on criteria. In the present study, AHP is used for both criteria weighting and prioritizing the alternatives. AHP is one of the most common MCDM methods first proposed by Saaty [26]. The pairwise comparison between elements to determine the importance one element over another element is the base of AHP method. Saaty’s relative importance scale is employed to compare the alternatives based on a criterion using numbers 1–9. The definition of these numbers is given in Table 4.
After formation of the pairwise comparison matrix, the matrix is used as an input of Expert choice software in order to prioritize the elements due to the selected criteria.
The consistency ratio (CR) is defined for the results of AHP method in order to determine the consistency of decisions. For consistency, CR must be < 0.1.
Firstly, the consistency index (CI) is calculated for each matrix as Eq. (4).
where λmax is the largest eigenvalue of the pairwise comparison matrix.
The CR is then calculated using Eq. (5).
where RI is average random index and for a matrix with n = 5, its value is 1.12.
Results and discussion
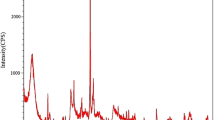
Firstly in order to ensure that nanoclays are dispersed homogeneously in the polymeric matrix, XRD test was performed on the samples. The test was carried out on the nanoclay particles, pure polymer, and samples with 2 and 4 wt% of nanoclay. The results are shown in Fig. 1. As it can be seen in Fig. 1a, the diffraction peaks at 2θ = 6° and 2θ = 26.5° is related to nanoclay. On the other hand, due to Fig. 1b, the diffraction peak at 2θ = 20° is related to ABS. By observing Fig. 1c, it can be concluded that in samples with 2 wt% of nanoclay no diffraction peak is observed at 2θ = 6° or 2θ = 26.5°, which means the nanoclays are dispersed properly in the ABS matrix, while according to Fig. 1d in the samples with 4 wt% of nanoclay, a small diffraction peak occurs at 2θ = 26.5°. This diffraction peak indicates the presence of a mass of nanoclays in the polymeric matrix which is because of the agglomeration phenomenon.

Results of XRD test for a nanoclay; b pure ABS; c ABS with 2 wt% nanoclay, and d ABS with 4 wt% nanoclay
Two main morphological properties of foam samples are cell density and cell size which are calculated using SEM pictures. The number of cells and the average size of them can be determined in SEM pictures. Some SEM pictures of the produced samples are demonstrated in Fig. 2.

Representative SEM pictures of samples. a 1, b 5 and c 7 of Table 3
The morphological and mechanical properties of the samples are presented in Table 5.
Effect of input parameters
Effect of nanoclay content
As reported in the literature researches, using nanomaterials as reinforcement helps to enhance the mechanical properties of materials. To find out the reasons, the effect of adding nanoclay to the ABS matrix on the morphological and mechanical properties of the samples is investigated. The main effect plot of nanoclay content on different properties of samples is shown in Fig. 3.

Main effect of nanoclay on a cell density, b cell size, c relative density, d tensile strength and e hardness
As it is obvious in Fig. 3a, b, adding 2 wt% of nanoclay leads to increase in cell density and decrease in the cell size of foamed samples. It is because the dispersion of nanoclays in the polymeric matrix means more potential zones are available for nucleation of gas bubbles. Therefore, the final number of cells in the foamed sample will increase. On the other hand, more nucleated cells mean the gas content has to be shared among more number of cells and each cell will receive a lesser amount of gas. As a result, the final cell size will decrease. In contrast, more cells in the polymer–gas mixture lead to higher probability of cell coalescence during the growth stage of the foaming process. More cell coalescence means more gas loss and therefore the relative density increases as it can be seen in Fig. 3c. More increase in nanoclay from 2 to 4 wt% leads to the occurrence of agglomeration of nanoparticles in the polymeric matrix as mentioned previously in XRD section, therefore, nucleation is deteriorated and cell size will increase and cell density will decrease. As a result, as it was explained the relative density is decreased because of lesser cell coalescence.
Figure 3d, e indicates an increasing behavior of tensile strength and hardness by increasing of nanoclay wt% from 0 to 2. The occurrence of this increase is related to two different reasons. The first reason is that nanoclay has the function of reinforcement in the polymeric matrix due to the enhancement of the material bonds in the sample. The second reason is decreasing in the cell size of the foamed sample. By decreasing the cell size the cell density increases which leads to a higher surface area of the cells in the foamed samples. High surface area causes molecular orientation. The sample with molecular orientation has a better tensile and hardness strength as reported in the literature review [27]. More increase in nanoclay weight percentage from 2 to 4 causes agglomeration of nanoclays in the polymeric matrix; therefore, the second effect of nanoparticles, i.e., increase in cell density and decrease in cell size, is inoperative. That is why the tensile and hardness of samples with 4 wt% of nanoclay is lower compared to the sample with 2 wt%. But due to the first effect of nanoparticles as reinforcements, the tensile and hardness strength of samples with 4 wt% of nanoclay is still higher than pure ABS samples.
Effect of holding pressure
Holding pressure is one of the most effective parameters on the properties of injection foamed samples. Three levels of holding pressure were selected in the injection molding process. The main effect plots of holding pressure on different properties of foamed samples are shown in Fig. 4.

Main effect of holding pressure on a cell density, b cell size, c relative density, d tensile strength, and e hardness
As it is depicted in Fig. 4a, cell density has a decreasing trend followed by an increasing trend by increasing the holding pressure. By increasing holding pressure from 110 to 125 MPa, the pressure of the polymer–gas system (Psystem) increases which leads to increase in critical radius (Rcr) of the initial bubble that can nucleate in the mixture as it is obvious in Eq. (6).
where γ is the surface tension and Pbubble is the bubble pressure.
Therefore, lower numbers of cells are nucleated in the system and the cell density decreases. By more increase in holding pressure from 125 to 140 MPa, despite increasing of Rcr and decreasing of cell nucleation, the cell stability is enhanced because high holding pressure prevents bubbles from collapse, coalescence, and coarsening. That is why more of nucleated bubbles are survived and remained in the final nanocomposite foam samples and the cell density is increased slightly.
As it was explained, cell size and cell density are inversely proportional and by increasing of cell density, cell size will decrease. The change in cell size versus holding pressure can be seen in Fig. 4b.
By increasing holding pressure, the bubbles are restricted from growing freely in the gas–polymer mixture. That is why lower decrease occurs in the foam density and the relative density increases as it can be seen in Fig. 4c.
The mechanical properties of nanocomposite foam samples including tensile strength and hardness are plotted versus holding pressure in Fig. 4d, e. It is inferred from figures that increase in holding pressure from 110 to 125 MPa leads to an increase in the tensile strength and hardness, and by more increase in holding pressure from 125 to 140 MPa, the tensile strength and hardness decrease slightly. It can be due to this fact that the samples produced with high holding pressures are denser (Fig. 4c) and therefore have better mechanical properties. It can be concluded that in this state, the density is a predominant parameter on the mechanical properties instead of morphological properties, i.e., cell size and cell density.
Effect of injection pressure
Another significant parameter influencing the cell growth is injection pressure which controls the foaming process, especially in the runner and gate just before the melt enters the cavity. The main effect plots of injection pressure on the different properties are shown in Fig. 5.

Main effect of injection pressure on a cell density, b cell size, c relative density, d tensile strength and e hardness
It can be inferred from Fig. 5b that by increasing injection pressure the cell size is decreased. The reason is that higher injection pressure decreases the probability of nucleation of premature bubbles in the runner or gate. At higher injection pressure, the nucleation starts in the cavity of the mold and the final cell size will be small and uniform dispersion of cells is obtained. But with lower injection pressure, some bubbles will nucleate in the runner or gate and grow to large bubbles due to the high concentration of gas in the mixture in the initial stages.
The same phenomenon happens for cell density by increasing the injection pressure from 125 to 140 MPa, where the high injection pressure decreases the number of premature cells and uniform cell distribution is achieved and also the pressure drop is increased which leads to higher nucleation. Therefore, the cell density increases. But for increase in injection pressure from 110 to 125 an unforeseen behavior is observed for cell density, despite the prediction for increasing of cell density, the cell density is decreased.
It can be concluded from Fig. 5c that by increasing the injection pressure, relative density increases significantly which occurs because the number of premature bubbles is decreased which leads to the presence of many small cells in the cavity and the probability of cell coalescence and cell coarsening increases. As a result, the amount of gas loss is increased and the density of foam will be higher.
Due to Fig. 5d, e, it can be concluded that injection pressure does not have a significant effect on hardness whiles tensile strength reduced very slightly by increasing injection pressure. The reason might be related to opposite effects of cell nucleation as restriction of premature bubbles and increase of pressure drop in the cavity.
Contribution of parameters
The contribution of each parameter on the studied morphological and mechanical properties is investigated using analysis of variance (ANOVA) tool of Taguchi approach. These results are illustrated in Table 6. According to the results, holding pressure is the most effective parameter on the morphological properties. It is concluded that this parameter affects the cell density and cell size by 90 and 70% contribution, respectively. Injection pressure and nanoclay content are the second and third effective parameters on the morphological properties, respectively. By increasing holding pressure from 110 to 125 MPa, the cell density is decreased almost by 76% and cell size is increased by 47%.
Based on the ANOVA results, nanoclay content is the most effective parameter on the mechanical properties. Nanoclay content affects tensile strength and hardness by the contribution of 79 and 89%, respectively. Holding pressure is the second effective parameter on the tensile strength and hardness. Injection pressure contributes to the tensile strength by 9% but as it can be seen in the previous section, injection pressure has no effect on the hardness. By increasing nanoclay content from 0 to 2 wt%, tensile strength and hardness are increased by 10.4% and 54%, respectively.
MCDM results
Alternative ranking
MCDM approach is used to select between experiments of this study as alternatives to optimize the different properties of foams as criteria simultaneously. In order to perform MCDM methods, firstly the considered criteria (cell density, cell size, relative density, tensile strength, and hardness) are needed to be weighted. Therefore, the pairwise comparison matrix is completed as given in Table 7. The values in Table 7 are selected based on the best experience of the authors. It is noteworthy that the effect of choosing other values on final results is also investigated and reported comprehensively in the following using sensitivity analysis.
For instance, the element 2 for pairwise comparison between cell size over cell density means that the cell size is considered to be slightly more important than cell density. Also, the number 1/3 for pairwise comparison between hardness over tensile strength indicates that tensile strength is considered to be somewhat more important than hardness. The pairwise comparison matrix is used as an input in Expert choice software, and the criteria weighting results are obtained as demonstrated in Fig. 6.

Weights of criteria
Due to the results, cell size and tensile strength criteria are the most important criteria with the weight of 0.313 and after them, cell density with the weight of the 0.176 has the next rank. Relative density and hardness are the next criteria with the weight of 0.099. The consistency ratio is calculated as CR = 0.00299, which indicates that the judgments have a high rate of consistency because CR is very lesser than 0.1.
After determining the weight of criteria, the ranking of alternatives is carried out. Based on the calculated weights for criteria, the ranking of experiments A1–A9 is obtained as Fig. 7.

The alternative ranking
Due to the results, A-6 with the weight of 0.188 is selected as the best choice based on the defined criteria. Referring to Table 4, it is inferred that this sample (i.e., A-6) has the minimum cell size therewith cell size and tensile strength were the most important criteria. Although A-6 sample has a low tensile strength, it has the highest cell density among samples and the cell density has the second rank among criteria. In other words, this sample’s superiority in cell density and cell size has compensated for its weakness in tensile strength and that is why A-6 has been selected as the best sample. 2 wt% of nanoclay, holding pressure of 110 MPa, and injection pressure of 140 MPa were selected as input parameters in order to produce sample A-6. However, if the tensile strength is more important in some applications, the priority of alternatives may change. These changes are discussed in the sensitivity analysis section. A-4 is the next choice after A-6 with the weight of 0.149. Despite its undesired morphological properties (i.e., large cell size and low cell density), it has the best mechanical properties among samples. A-7 is in the third rank and A-1 and A-5 with the weight of 0.108 are both in the fourth rank. The lowest priority belongs to sample A-2 with the weight of 0.048.
Sensitivity analysis
Figure 8 demonstrates the sensitivity plot. As it can be seen, sample A-6 is the first choice in terms of cell density and cell size. Sample A-1 is the first choice in terms of relative density while sample A-4 is the best choice in terms of tensile strength and hardness. In overall, the A-6 sample has the first rank by a significant distance from other alternatives and A-4 has the second rank as it was mentioned above.

Sensitivity diagram
In order to investigate the effect of criteria weighting in different applications, some changes have been made in weightings. Figure 9 shows the sensitivity plot in a situation that weight of hardness and relative density are increased from 10 to 20%. Due to the results, A-6 and A-4 are still the first and second ranks, respectively, but the A-1 sample has gained the third rank.

Sensitivity diagram when the weight of hardness and relative density increased from 0.1 to 0.2
In some application, the mechanical properties may have higher importance. This state is investigated in Fig. 10. The weights of mechanical properties (i.e., tensile strength and hardness) are considered as 0.35 and the weight of morphological properties are considered as 0.1. In this situation, sample A-4 gets the first rank with a great difference with other samples. As it was mentioned, this sample has higher tensile strength and hardness compared to other samples. The A-6 sample gets the second rank in this case.

Sensitivity diagram when mechanical properties are important
If the relative density has a high significance in a specific application (Fig. 11), the A-1 sample will be the first choice. This sample has the lowest rank in terms of tensile strength and hardness, but in terms of relative density (the most important criterion of this case) has the first rank; consequently, it has got the first rank in overall. The A-6 sample has the second rank in this case.

Sensitivity diagram when density is important
Finally, assuming a situation where all criteria have an equal weight of 0.2 (Fig. 12), the A-6 sample will get the first rank, and sample A-4 and A-1 will get the next ranks, respectively.

Sensitivity diagram when all criteria have equal weights (i.e., 0.2)
Conclusion
In the present study, the effect of material parameters (nanoclay weight percentage) and injection molding process parameters (holding and injection pressures) is investigated on the morphological properties of foams (cell size, cell density, and relative density) and consequently on the mechanical properties (tensile strength and hardness) of samples. The distribution of nanoclays was investigated by performing XRD tests. The results revealed that the nanoclay at high percentage, i.e., 4 wt% agglomerated in some regions in the polymeric matrix. The structural properties were studied using SEM pictures, and relative density, tensile strength, and hardness of samples were calculated using standard experiments. It was concluded that the cell size and cell density have a considerable effect on the mechanical properties of nanocomposite foams, the samples with small cell sizes and high cell densities represented higher mechanical strength. Analysis of variance (ANOVA) results indicated that holding pressure is the most effective parameter on cell size, cell density, and relative density, while nanoclay content is the most effective parameter on tensile strength and hardness, which emphasizes the reinforcement effect of nanomaterials on the polymeric matrix and also their effect on decreasing the cell size of foam cells. The AHP method and sensitivity analysis were carried out on the results to optimize the output properties in terms of morphological and mechanical criteria. Different weighting systems due to the different applications are discussed using sensitivity analysis. Giving priority to the mechanical properties, the A-4 sample is chosen as the best sample but considering both morphological and mechanical properties A-6 sample is introduced by the AHP method to be the best choice.
Data availability
The raw/processed data required to reproduce these findings cannot be shared at this time as the data also forms part of an ongoing study.
References
Eungkee Lee R, Hasanzadeh R, Azdast T (2017) A multi-criteria decision analysis on injection moulding of polymeric microcellular nanocomposite foams containing multi-walled carbon nanotubes. Plast Rubber Compos 46(4):155–162
Notario B, Pinto J, Rodríguez-Pérez MA (2015) Towards a new generation of polymeric foams: PMMA nanocellular foams with enhanced physical properties. Polymer 63:116–126
Okolieocha C, Beckert F, Herling M, Breu J, Mülhaupt R, Altstädt V (2015) Preparation of microcellular low-density PMMA nanocomposite foams: influence of different fillers on the mechanical, rheological and cell morphological properties. Compos Sci Technol 118:108–116
Mantaranon N, Chirachanchai S (2016) Polyoxymethylene foam: from an investigation of key factors related to porous morphologies and microstructure to the optimization of foam properties. Polymer 96:54–62
Moghri M, Khakpour M, Akbarian M, Saeb MR (2015) Employing response surface approach for optimization of fusion characteristics in rigid foam PVC/clay nanocomposites. J Vinyl Add Technol 21(1):51–59
Fu J, Naguib HE (2006) Effect of nanoclay on the mechanical properties of PMMA/clay nanocomposite foams. J Cell Plast 42(4):325–342
Sargazi G, Afzali D, Mostafavi A (2018) An efficient and controllable ultrasonic-assisted microwave route for flower-like Ta(V)–MOF nanostructures: preparation, fractional factorial design, DFT calculations, and high-performance N2 adsorption. J Porous Mater. https://doi.org/10.1007/s10934-018-0586-3
Anjana R, Krishnan AK, Goerge TS, George KE (2014) Design of experiments for thermo-mechanical behavior of polypropylene/high-density polyethylene/nanokaolinite clay composites. Polym Bull 71(2):315–335
Nejad SJH, Hasanzadeh R, Doniavi A, Modanloo V (2017) Finite element simulation analysis of laminated sheets in deep drawing process using response surface method. Int J Adv Manuf Technol 93(9–12):3245–3259
Sargazi G, Afzali D, Mostafavi A, Ebrahimipour SY (2018) Synthesis of CS/PVA biodegradable composite nanofibers as a microporous material with well controllable procedure through electrospinning. J Polym Environ 26(5):1804–1817
Sargazi G, Afzali D, Mostafavi A, Ebrahimipour SY (2017) Ultrasound-assisted facile synthesis of a new tantalum(V) metal–organic framework nanostructure: design, characterization, systematic study, and CO2 adsorption performance. J Solid State Chem 250:32–48
Akbay İK, Güngör A, Özdemir T (2017) Optimization of the vulcanization parameters for ethylene–propylene–diene termonomer (EPDM)/ground waste tyre composite using response surface methodology. Polym Bull 74(12):5095–5109
Mojaver P, Khalilarya S, Chitsaz A (2018) Performance assessment of a combined heat and power system: a novel integrated biomass gasification, solid oxide fuel cell and high-temperature sodium heat pipe system part I: thermodynamic analysis. Energy Convers Manag 171:287–297
Sargazi G, Afzali D, Daldosso N, Kazemian H, Chauhan NPS, Sadeghian Z, Tajerian T, Ghafarinazari A, Mozafari M (2015) A systematic study on the use of ultrasound energy for the synthesis of nickel–metal organic framework compounds. Ultrason Sonochem 27:395–402
Azdast T, Hasanzadeh R, Moradian M (2017) Optimization of process parameters in FSW of polymeric nanocomposites to improve impact strength using step wise tool selection. Mater Manuf Process 33(3):343–349
Fattahian Y, Riahi-Madvar A, Mirzaee R, Torkzadeh-Mahani M, Asadikaram G, Sargazi G (2018) Optimization of in vitro refolding conditions of recombinant Lepidium draba peroxidase using design of experiments. Int J Biol Macromol. https://doi.org/10.1016/j.ijbiomac.2018.06.122
Molani S, Azdast T, Doniavi A, Hasanzadeh R, Moradian M, Mamaghani Shishavan S (2018) A Taguchi analysis on structural properties of polypropylene microcellular nanocomposite foams containing Fe2O3 nanoparticles in batch process. Plast Rubber Compos 47(3):106–112
Rashahmadi S, Hasanzadeh R, Mosalman S (2017) Improving the mechanical properties of poly methyl methacrylate nanocomposites for dentistry applications reinforced with different nanoparticles. Polym-Plast Technol Eng 56(16):1730–1740
Modanloo V, Doniavi A, Hasanzadeh R (2016) Application of multi criteria decision making methods to select sheet hydroforming process parameters. Decis Sci Lett 5(3):349–360
Avalle M, Scattina A (2014) Mechanical properties and impact behavior of a microcellular structural foam. Latin Am J Solids Struct 11(2):200–222
Barma P, Rhodes MB, Salovey R (1978) Mechanical properties of particulate-filled polyurethane foams. J Appl Phys 49(10):4985–4991
Geissler B, Feuchter M, Laske S, Fasching M, Holzer C, Langecker GR (2016) Strategies to improve the mechanical properties of high-density polylactic acid foams. J Cell Plast 52(1):15–35
Spina R (2017) Investigation of compression behavior of PE/EVA foam injection molded parts. In: AIP conference proceedings, vol 1896, no. 1, p. 060009. AIP Publishing
Shishavan SM, Azdast T, Ahmadi SR (2014) Investigation of the effect of nanoclay and processing parameters on the tensile strength and hardness of injection molded acrylonitrile butadiene styrene–organoclay nanocomposites. Mater Des 58:527–534
Chan ML, Lau KT, Wong TT, Ho MP, Hui D (2011) Mechanism of reinforcement in a nanoclay/polymer composite. Compos B Eng 42(6):1708–1712
Saaty RW (1987) The analytic hierarchy process-what it is and how it is used. Math Model 9(3–5):161–176
Shimbo M, Higashitani I, Miyano Y (2007) Mechanism of strength improvement of foamed plastics having fine cell. J Cell Plast 43(2):157–167
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Azdast, T., Lee, R.E., Hasanzadeh, R. et al. Investigation of mechanical and morphological properties of acrylonitrile butadiene styrene nanocomposite foams from analytical hierarchy process point of view. Polym. Bull. 76, 2579–2599 (2019). https://doi.org/10.1007/s00289-018-2517-5
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00289-018-2517-5