
Abstract
The effect of process parameters of foam injection molding on the morphologicalproperties of acrylonitrile butadiene styrene (ABS)-nanoclay polymeric foam has been investigated. Polymethyl methacrylate (PMMA) was used as the compatibilizer between polymeric matrix and nanoclay. Different nanocomposite polymeric foam samples were produced in a chemical foam injection molding process. X-ray diffraction (XRD) test was carried out to analyze the dispersion of nanoclays with different percentages in the polymeric matrix and scanning electron microscopy (SEM) pictures were used to study the cellular structure of nanocomposite foamed samples. The effect of input parameters including nanoclay weight percentage (0, 2, and 4%), Injection Pressure (110, 125, and 140 MPa), and Holding pressure (110, 125, and 140 MPa) on cell density, cell size and expansion ratio of foamed samples have been investigated. Taguchi approach was used for the design of experiments and statistical analysis of results. Based on the results, 2 wt % of nanoclay and injection and holding pressures of 140 MPa is beneficial in order to have polymeric foam with small cell size. On the other hand, to achieve foams with higher cell density, 2 wt % of nanoclay, injection pressure of 140 MPa, and holding pressure of 110 MPa should be used.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
INTRODUCTION
Complex parts with cellular structure can be manufactured during foam injection molding process with less material compared to conventional injection molding process. Furthermore, polymeric foams have exclusive properties such as low density and high specific strength which is demanded in many fields of industry including automobile and spacecraft [1]. Polymeric nanocomposites are highly-functional materials with basic polymeric matrix and nanosized particles, tubes or clays as reinforcements [2]. Acrylonitrile butadiene styrene (ABS) is a common thermoplastic polymer known especially for its high toughness and impact strength. Nanoclays are made of layered mineral silicates. Different types of nanoclays are categorized according to chemical composition and nanoparticle morphology. By adding nanoclay to molten polymer strong chemical bonds are made between layers of nanoclays, therefore, a high strength compound is obtained [3].
Advantages of both foams and nanocomposites can be obtained simultaneously by manufacturing nanocomposite foams. A broader range of properties including mechanical [4], electrical [5], optical [6] and thermal-insulation [7] properties is achievable through this process. Several factors are effective during manufacturing of nanocomposite foams. Investigating the role of each parameter and their interaction is necessary to define a thorough process-property relationship.
Tsuchiya et al. [8] investigated the effect of different fillers on cellular structures in ABS microcellular foams. Two different types of nanomaterial were used including carbon fiber and calcium carbonate particles. The results showed that in carbon fiber/ABS system, the average diameter of cell decreased, and the cell density increased as a function of fiber concentration. On the other hand, by using calcium carbonate, the diameter increased, and cell density decreased with higher concentration. Saraeian et al. [9] studied polystyrene (PS)/nanoclay nanocomposite foam and effect of using nanoclay particles on the foam cell size. Due to their results, the cell density was increased and smaller cell sizes were obtained in samples with 4 and 5 wt % of nanoclay. But decreasing in cell density and increasing in cell size was observed in samples with 6 weight percent of nanoclay because of agglomeration of clays. Structural properties of batch foamed ABS/nanoclay nanocomposites were investigated by Azerag et al. [10]. They concluded that effective parameters on cell size are foaming temperature, saturation pressure, foaming time, and nanoclay percentage, respectively and also cell size was decreased by using of nanoclays which is desirable.
Design of experiments (DOE) is an advantageous method to decrease the number of trials in an experimental research. Taguchi approach is one of the main DOE methods which is widely used in engineering studies [11, 12]. Azdast et al [13] used Taguchi method to optimize the impact strength of friction stir welded polycarbonate (PC)/nanoalumina nanocomposites. Daryadel et al. [14] studied the foaming properties of polypropylene (PP)/ferrous oxide nanocomposites during the batch process using Taguchi approach. Lee et al. [15] investigated the effect of injection molding processon the tensile and hardness properties of PC/nanoalumina nanocomposites using Taguchi method.
In this study, the effect of different material and process parameters on structural properties of chemical foamed ABS-nanoclay nanocomposites in injection molding has been investigated using Taguchi approach. Polymethyl methacrylate (PMMA) is used in order to compatibility between ABS and nanoclays. Parameters including nanoclay percentage, injection pressure, and holding pressure are studied in order to find out their influence on the morphological properties including cell density, cell size, and expansion ratio. XRD and SEM tests are performed to observe the effect of parameters on dispersion and deployment of nanolayers.
EXPERIMENTAL
Materials and Equipment
ABS (Starex SD0150, Samsung, melt flow index (MFI) = 1.7 g/10 min, and specific gravity = 1.04 g/cm3) as polymeric matrix, nanoclay particles (Cloisite 30B, Southern Clay Products Inc., USA, particle size = 1–5 nm) as reinforcement, and PMMA (IH830, LG Chemical, MFI = 2.5 g/10 min, and specific gravity = 1.18 g/cm3) as a compatibilizer were melt compounded in a twin-screw extruder (ZSK-25, Coperion Werner and Pfleiderer, Germany, extruding capacity = 10 kg/h). The foam injection molding process was carried out using an NBM HXF-128 injection molding machine with screw diameter of 37 mm, and L/D ratio of 21 : 1. The chemical foaming process was controlled by using azodicarbonamide as the blowing agent. Shimadzu X-ray diffractometer was used to perform XRD test and MIRA3 FEG-SEM (Tescan) scanning electron microscope device was used in order to take high-qualitypictures of the cellular structure of the samples.
Preparation of Samples
Firstly, the polymeric matrix and the compatibilizer were dried at 85°C in an oven for 2 h in order to eliminate any possible humidity. Afterward, a master batch of 80 wt % of ABS, 10 wt % of nanoclay, and 10 wt % of PMMA was melt compounded at a screw speed of 250 rpm, and melt temperature of 200°C. The master batch was dried at 85°C for 2 h and then diluted to achieve desired weight percentages. In order to have foam structure in injection molded parts, 1 wt % of azodicarbonamide and 1 wt % of paraffin oil was added to the nanocomposite granules as foaming and softening agents, respectively. The weight percentage of used raw materials is given in Table 1.
The compounded material was transformed into granules and the produced nanocomposite granules were dried again in the drier unit of injection molding machine at 85°C for 20 h. The injection molding process was carried out at the final stage to produce the samples. Variety of parameters are involved in the injection molding process and in this stage finding the most optimum parameters two produce proper and complete samples is crucial. One of the main issues is to make sure that the mold cavity will be completely filled by the polymer melt. Two of injection molding parameters (injection and holding pressure) was selected as input parameters and their selection reason and levels are explained comprehensively in the design of experiments part. But other injection parameters which were held constant during injection molding process were selected according to the best experience of authors and trial and error to reach high quality and complete samples. The constant parameters and their values are as: injection temperature of 195°C, mold temperature of 60°C, holding time of 1 s, and cooling time of 15 s.
Taguchi Design of Experiments
Taguchi method, which is also called the robust design method, greatly affects engineering research. Many different parameters are included in an engineering process. Taguchi method divides parameters into two groups called signals and noises. Signals are parameters that are controllable but noises are the parameters that are not controllable through the process. Taguchi approach considers both kinds of parameters in the statistical equations. Also, an optimal design of experiments is possible using Taguchi orthogonal arrays which help to reduce the number of experiments and consequently the research cost.
Investigating the effect of nanoclay on the structural properties was one of the main goals of this study; therefore nanoclay weight percentage is selected as one of the input parameters. On the other hand, based on the best experience of the authors, injection pressure and holding pressure are effective parameters on the different stages of foaming process and accordingly on the final structural properties. It is reported in former researches that high nanoclay weight percentages lead to agglomeration behavior of layers of nanoclays [9, 16]. As a result, 4 wt % of nanoclay was selected as the highest level of nanoclay percentage. On the other hand, the lowest level was selected to be 0 wt % to compare results of nanocomposite foam samples with pure ABS foams. The highest level for injection and holding pressures is selected based on the capacity of the injection molding machine, and the lowest level was selected by try and error to determine the lowest possible pressure to achieve a complete sample. The samples produced using pressures under 85 MPa were not fully-filled. One of these samples is shown in Fig. 1. The selected input parameters (weight percentage of nanoclay, injection pressure, and holding pressure) and their levels are as following:

(Color online) The not fully-filled produced sample using pressure under 85 MPa.
Nanoclay content: 0, 2, 4 wt %
Injection pressure: 110, 125, 140 MPa
Holding pressure: 110, 125, 140 MPa
After selecting the input parameters and their levels, the list of experiments according to L9 orthogonal array of Taguchi suggested by Minitab software is given in Table 2.
The samples were produced according to the experimental conditions of Table 2. Some of the produced samples are depicted in Fig. 2.

(Color online) The produced samples with different nanoclay content.
Signal to noise ratio (S/N) is a statistic ratio defined due to the conditions of the problem. Signals are the input parameters that are controllable during the process but the noises are input factors that are not controllable or measurable and do not have a regular effect on the results [17]. The S/N ratio can be calculated using Eqs. (1) and (2) [18]. The “Larger is better” equation is used when we want to maximize the result, and the “Smaller is better” equation is used when the lower values of the result are desirable. It is noteworthy that all the statistical analysis of this study is performed using Minitab software version 17.0.
Characterization
X-Ray diffraction (XRD) test is one of the main structural tests in order to determine the distance between layers of nanoclays. The nanocomposite samples and nanoclay powder were tested at the scanning rate of 2 grad/min and at room temperature condition using copper target with λ = 1.5406 Å. The spacing between clay layers was determined using Bragg’s law as Eq. (3) [19]:
in which n is an integer, λ is the wave length of incident wave, d is the spacing between the planes in the atomic lattice, and θ is the angle between the incident and the scattering planes.
In order to perform SEM tests, because the cellular structure in cross section of samples should remain intact, the samples were first frozen in the liquid nitrogen to ensure that the fracture is completely brittle and then samples were coated by gold.
Expansion ratio ε is considered as foaming degree index and it can be calculated using Eq. (4) [20]:
where \({{\rho }_{p}}\) is the density of solid polymer and \({{\rho }_{f}}\) is the density of foamed sample and therefore expansion ratio is a dimensionless index. The density of samples is measured using water displacement method according to ASTM-D792 standard.
Cell density respect to the unformed polymer is one of the main morphological properties which is calculated using SEM pictures and is defined as the number of cells per cm3 of volume as Eq. (5) [21]:
where n is the number of cells in the selected area A of the 2D SEM picture. The 3/2 power is applied in order to change the volume to the area in the formula.
Cell size is the average diameter of cells that are observable in a selected SEM picture. For each sample, sizes of sufficient number of cells are measured and the average value is reported as the final result.
RESULTS AND DISCUSSION
XRD Results
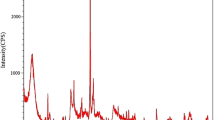
In order to investigate the dispersion of nanoclays in ABS matrix, firstly an XRD test was carried out on the nanoclay powder. Figure 3 shows XRD plot of the nanoclay used in this study, as it can be seen the first diffraction peak occurs at 2θ = 6°, which means the spacing between different layers of pure nanoclay is approximately 1.49 nm. The second diffraction peak occurs at 2θ = 26.5°. The next test was performed on the pure polymer and the result can be seen in Fig. 4. It is obvious that the main peak is around 2θ = 20° which is related to ABS.

(Color online) The XRD test of nanoclay powders.

(Color online) The XRD test of ABS.
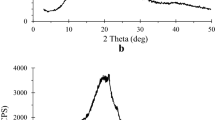
The XRD test of the master batch is demonstrated in Fig. 5. Both diffraction peaks related to nanoclay (2θ = 6° and 26.5°) and diffraction peak related to ABS (2θ = 20°) are observable in Fig. 5.

(Color online) The XRD test of masterbatch.
Afterwards, XRD tests were carried out on the samples with 2 and 4 wt % of nanoclay and the results are shown in Fig. 6. There is not any diffraction peak around 2θ = 6° or 2θ = 26.5° for the samples with 2 wt %, which means the nanoclay is dispersed appropriately in the polymer matrix. But for the samples with 4 wt % of nanoclay, a slight peak can be seen around 2θ = 26.5°, that must be because of agglomeration of nanoclays in higher concentration.

(Color online) The XRD test of nanocomposite samples containing (a) 2 and (b) 4 wt % of nanoclay.
SEM Results
Two main morphological properties that can be obtained using SEM pictures are the cell density and the cell size. These two parameters play an important role in the different properties of foams because foams with cell size in the range of micrometer and nanometer show a range of special and elevated features. Cell density and cell size are inversely proportional and the main purpose of studies is to maximize the cell density, which means minimizing the cell size at the same time. The representative SEM results are depicted in Fig. 7.

The representative SEM results of different samples.
Cell Density
The cell density of the foamed polymer is significantly depended on the nucleation stage of foaming process which means that the cell nucleation should be enhanced in order to increase the cell density. Among different ways to increase the nucleation, one of the effective methods is using nucleation agents. Nanoparticles dispersed in the polymer-gas mixture are potential regions for nucleating of bubbles. The next concern is the possibility to retain the nucleated bubbles during the growth stage of foaming which can be controlled by parameters such as applied pressures. The results of cell density of the different samples are listed in Table 3.
The plot of main effects of input parameters on the cell density is demonstrated in Fig. 8. Because the larger values of cell density are desired, the “Larger is better” approach of Taguchi method is used.

(Color online) The main effect graph of cell density vs (a) nanoclay content, (b) injection pressure, and (c) holding pressure.
It is observable in the graph that increasing of nanoclay wt % from 0 to 2 increases the cell density. As it was explained, the addition of nanoclays to the polymer-gas mixture leads to the presence of more potential regions for nucleation. Therefore, the cell density is higher in samples containing 2 wt % of nanoclay compared to pure polymer foams. By increasing of nanoclay from 2 to 4 wt %, the occurrence of agglomeration in the clay layers leads to weak dispersion of nanoclays, and consequently, there will be lesser potential nucleation regions. That is why the cell density decreases.
The cell density has decreasing behavior followed by an increasing behavior versus injection and holding pressures. By increasing pressure from 110 to 125 MPa, the pressure of system (\({{P}_{{{\text{system}}}}}\)) increases and according to Eq. (6) [22], the minimum critical radius (\({{R}_{{{\text{cr}}}}}\)) of the bubble to initiate nucleation and growth is increased which leads to lesser cell nucleation and therefore lower cell density.
where γ is the surface tension and \({{P}_{{{\text{bubble}}}}}\) is the bubble pressure.
More increase in the pressure from 125 to 140 MPa, has a significant effect on the cell stability during the growth process. The nucleated cells at the pressure of 110 and 125 MPa have the possibility of collapse or coalescence with other bubbles during the growth process. Despite lower nucleation in 140 MPa due to the increase of \({{R}_{{{\text{cr}}}}}\), the final density increases because the cell stability is higher at high pressure and more nucleated bubbles are retained in the final foamed sample.
Cell Size
The goal of many recent types of researches is to decrease the cell size of polymeric foams. Enhancement of different properties such as mechanical, electrical, thermal, and optical properties by decreasing the size of the cells in foams has been reported in the literature review [23–25]. Plastic foams are classified to four groups according to their cell size: conventional (cell size > 100 μm), fine-cell (10 μm < cell size < 100 μm), microcellular (1 μm < cell size < 10 μm), and nanocellular (cell size < 1 μm) [26]. The results of cell size of different samples are given in Table 4.
The graph of main effects of input parameters on the cell size is shown in Fig. 9. Because the smaller values of the cell size are desired, the “Smaller is better” approach of Taguchi method is used.

(Color online) The main effect graph of cell size vs (a) nanoclay content, (b) injection pressure, and (c) holding pressure.
Figure 9 demonstrates that the cell size has a decreasing trend followed by an increasing trend by the increase of wt % of nanoclay. Increasing the nanoclay wt % from 0 to 2 leads to having more nucleation agents in the mixture and this means more nucleated bubbles in the polymer-gas mixture. Therefore, the amount of gas produced by the decomposition of azodicarbonamide will be consumed for growing higher number of cells. As a result, the final cell size of each cell will decrease. But by more increase in the nanoclay from 2 to 4 wt %, the agglomeration of layers of clay leads to insufficient dispersion of nanoparticles, therefore, the number of cells decreases and the final cell size increases.
Increasing of injection pressure leads to decrease of cell size. The same phenomenon happens for holding pressure from 125 to 140 MPa. It is because more pressure on the gas-polymer mixture prevents the cells from growing too much, and the final cell size will be smaller. But increasing pressure from 110 to 125 MPa, leads to increase of cell size. As it was explained for the cell density according to Eq. (6), the reason is the increase of pressure Psys makes it difficult for the cells to nucleate and survive and the final cell density is decreased. Cell size and cell density are inversely proportional, that is why by decreasing of cell density the cell size will increase.
Expansion Ratio
Two main approaches are used in foam injection molding: low-pressure foam injection molding (LPFIM) and high-pressure foam injection molding (HPFIM). In HPFIM, the cavity is filled completely with molten material and the expansion occurs either because of shrinkage in polymer or opening of the mold whereas in LPFIM a partial filling with a short shot is carried out and then the cavity is filled by occurring of expansion to produce a completely filled sample. Therefore, in LPFIM (the method used in this study), the expansion ratio can be defined as the ratio of cavity size to shot size. During the experiments, shot size of each experiment was selected by try and error in order to select the minimum shot size that leads to a complete final sample. In other words, the results are the maximum achievable expansion ratios in that specified condition. The results of expansion ratio for different samples are given in Table 5.
The graph of main effects of input parameters on the expansion ratio is depicted in Fig. 10. It is noteworthy to mention that because the larger values of expansion ratio are desired, the “Larger is better” approach of Taguchi method is used.

(Color online) The main effect graph of expansion ratio vs (a) nanoclay content, (b) injection pressure, and (c) holding pressure.
As it can be seen in the graph, the expansion ratio has a decreasing behavior followed by an increasing behavior versus nanoclay content. By increasing the nanoclay percentage from 0 to 2, the dispersed nanoparticles play the role of nucleation agents which leads to increase in the number of cells. More number of cells in the growth stage means more cell coalescence occurrence among the cells and consequently more gas loss during the growing stage. Therefore, the final expansion ratio will decrease. But by more increase in the nanoclay percentage from 2 to 4, the agglomeration of nanoclays leads to lower nucleation performance of them, and therefore, the expansion shows an increasing behavior.
By increasing both injection and holding pressures, the expansion ratio decreases. By the increase of pressure on the molten polymer-gas mixture, the nucleated bubbles cannot grow freely in the mixture, therefore, the final expansion decreases.
CONCLUSION
In the present study, the effect of nanoclay content, and process parameters including injection and holding pressures on the morphological properties of nanocomposite polymeric foams have been studied using Taguchi approach. To study the dispersion behavior of nanoclays in ABS in the presence of PMMA as the compatibilizer, XRD tests were performed on the nanoclay powders and nanocomposite foam samples. The results showed that the sufficient dispersion is obtained in samples with 2 wt % of nanoclay, but a little agglomeration was observed in samples with 4 wt % of nanoclay. SEM pictures were also taken from the nanocomposite foam samples to extract their morphological properties. According to the results, adding nanoclay up to 2 wt % had a positive and beneficial effect as it helped to decrease the cell size and to increase the cell density simultaneously. But more increasing of nanoclay led to agglomeration and had a negative effect on the properties. The process parameters (injection and holding pressure) had multiple contradictory effects on nucleation and growth stages of foaming process. Therefore, they should be astutely studied and controlled during the process. Studying the effect of process and material parameters on the morphological behavior of polymeric foams is the first step of determination of process-properties relationship.
REFERENCES
Polymeric Foams: Innovations in Processes, Technologies, and Products, Ed. by S. T. Lee (CRC Press, Boca Raton, 2016).
P. Dallas, V. K. Sharma, and R. Zboril, Adv. Colloid Interface Sci. 166, 119 (2011).
D. Papoulis, S. Komarneni, D. Panagiotaras, E. Stathatos, K. C. Christoforidis, M. Fernández-García, H. Li, Y. Shu, T. Sato, and H. Katsuki, Appl. Catal., B 147, 526 (2014).
R. Eungkee Lee, R. Hasanzadeh, and T. Azdast, Plast., Rubber Compos. 46, 155 (2017).
N. Yousefi, X. Sun, X. Lin, X. Shen, J. Jia, B. Zhang, B. Tang, M. Chan, and J. K. Kim, Adv. Mater. 26, 5480 (2014).
M. C. Altay, E. Y. Malikov, G. M. Eyvazova, M. B. Muradov, O. H. Akperov, R. Puskás, D. Madarász, Z. Kónya, and Á. Kukovecz, Eur. Polym. J. 68, 47 (2015).
R. Hasanzadeh, T. Azdast, A. Doniavi, and R. E. Lee, Polyolefins J. 6, 13 (2019).
A. Tsuchiya, H. Tateyama, T. Kikuchi, T. Takahashi, and K. Koyama, Polym. J. 39, 514 (2007).
P. Saraeian, H. R. Tavakoli, and A. Ghassemi, J. Compos. Mater. 47, 2211 (2013).
B. Azerag, T. Azdast, A. Doniavi, S. M. Shishavan, and R. E. Lee, Int. J. Mech. Mater. Eng. 10, 19 (2015).
A. Doniavi, S. Babazadeh, T. Azdast, and R. Hasanzadeh, J. Elastomers Plast. 49, 498 (2016).
V. Modanloo, R. Hasanzadeh, and P. Esmaili, Int. J. Eng., Trans. A 29, 103 (2016).
T. Azdast, R. Hasanzadeh, and M. Moradian, Mater. Manuf. Processes 33, 343 (2018).
M. Daryadel, T. Azdast, R. Hasanzadeh, and S. Molani, J. Appl. Polym. Sci. 135, 46098 (2018).
R. Eungkee Lee, A. Afsari Ghazi, T. Azdast, R. Hasanzadeh, and M. S. Shishavan, Adv. Polym. Technol. 37, 1737 (2017).
B. K. Deka and T. K. Maji, Composites, Part A 42, 2117 (2011).
D. M. D. Costa, T. I. Paula, P. A. P. Silva, and A. P. Paiva, Int. J. Adv. Des. Manuf. Technol. 87, 825 (2016).
R. Hasanzadeh, T. Azdast, A. Doniavi, S. Babazadeh, R. E. Lee, M. Daryadel, and S. M. Shishavan, Int. J. Eng., Trans. A 30, 143 (2017).
C. Suryanarayana and M. G. Norton, X-ray Diffraction: a Practical Approach (Springer Sci. and Business Media, New York, 2013).
M. Nofar and C. B. Park, Prog. Polym. Sci. 39, 1721 (2014).
B. Notario, J. Pinto, and M. A. Rodríguez-Pérez, Polymer 63, 116 (2015).
Y. Kim, C. B. Park, P. Chen, and R. B. Thompson, Soft Matter 7, 7351 (2011).
X. Cao, L. J. Lee, T. Widya, and C. Macosko, Polymer 46, 775 (2005).
L. J. Lee, C. Zeng, X. Cao, X. Han, J. Shen, and G. Xu, Compos. Sci. Technol. 65, 2344 (2005).
M. Antunes and J. I. Velasco, Prog. Polym. Sci. 39, 486 (2014).
Foam Extrusion: Principles and Practice, Ed. by S. T. Lee and C. B. Park (CRC Press, Boca Raton, 2014).
Author information
Authors and Affiliations
Corresponding author
Additional information
The article is published in the original.
Rights and permissions
About this article

Cite this article
Sajjad Mamaghani Shishavan, Azdast, T., Hasanzadeh, R. et al. Comprehensive Investigation of Morphological Properties of ABS/Nanoclay/PMMA Polymeric Nanocomposite Foam. Polym. Sci. Ser. A 61, 334–344 (2019). https://doi.org/10.1134/S0965545X19030131
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1134/S0965545X19030131