
Abstract
In this study, the effect of the molecular weight (MW) of urea–formaldehyde (UF) resins on their cure kinetics, interphase, penetration into wood, and adhesion strength was evaluated for the first time, to understand their contribution to cohesion and adhesion in bonding wood. UF resins with two final formaldehyde-to-urea (F/U) molar ratios (1.0 and 1.2) were prepared as low-viscosity resin (LVR) and as high-viscosity resin (HVR) through viscosity control. Five LVR/HVR blending ratios (100:0, 75:25, 50:50, 25:75, and 0:100) were used to obtain UF resins with different MW distributions and average MWs and, hence, different viscosities for the two molar ratios. As the viscosity during the condensation phase increased, the MW increased while the gelation time and the low molecular weight fraction decreased. The resins with F/U molar ratio of 1.2 had higher MW and activation energy than those with F/U molar ratio of 1.0. Isoconversional analysis showed that the 1.0 F/U molar ratio resin went through a multiple-step process in their curing mechanism, unlike the 1.2 F/U molar ratio resin, whose cohesion during bond formation was likely affected by the higher F content. As the MW increased, the resins with 1.0 and 1.2 F/U molar ratios exhibited the highest maximum storage modulus (E′max), greatest depth of resin penetration, thinnest bond-line, and highest adhesive strength at apparent weight-averaged Mw of 2000–2400 g/mol for the 1.0 F/U molar ratio resins (according to mixing ratios LVR/HVR = 50:50 and 25:75) and 3500–4500 g/mol for the 1.2 F/U molar ratio resins (again according to mixing ratios LVR/HVR = 50:50 and 25:75). These results suggest that the MW of UF resins has a big impact on cure kinetics that contributes to their cohesion behavior, while it also affects E′max, the depth of resin penetration, and the bond-line thickness, which all contribute to their adhesion behavior.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
Urea–formaldehyde (UF) resins, a type of formaldehyde-based thermosetting polymer, are widely used as adhesives in the manufacture of wood-based composite panels such as plywood, particleboards, and medium-density fiber boards. UF resins have the advantages of fast curing, clear adhesive lines, relatively low cost, and short press time (Meyer et al. 1980; Dunky 1998; Park et al. 2006a). UF resins are usually synthesized in a two-step process of hydroxymethylation and condensation reaction. The hydroxymethylation is an addition reaction carried out under neutral, weak and even strong acid or under alkaline conditions, in which urea reacts with formaldehyde to form hydroxymethyl ureas (mono-, di-, or tri-hydroxymethyl urea); the condensation takes place between hydroxymethyl groups under acidic pH conditions (Hse et al. 1994; Gu et al. 1995; Park et al. 2006b; Ferra et al. 2012). This reaction yields methylene ether bridges (CH2–O–CH2) or methylene bridges (–CH2–), or both (Dunky 1998). The formation of the various hydroxymethyl species depends mostly on the formaldehyde-to-urea (F/U) molar ratio, and high F/U molar ratio increases the tendency to form highly hydroxymethylated species (de Jong and de Jonge 1952; de Jong et al. 1953).
In general, the most important factor in resin synthesis is the F/U molar ratio. This ratio influences, partly together with other parameters, the content of free formaldehyde, resin viscosity, cure time, and relative molecular weight (MW). In addition, the F/U molar ratio and MW of a UF resin are related to the adhesive strength (Dunky 1998).
Many studies have been conducted to understand the impact of MW on various formaldehyde-based resin properties such as curing kinetics, adhesion, and resin penetration (Wilson and Krahmer 1978; Johnson and Kamke 1992; Fan et al. 2006; Gavrilovic-Grmusa et al. 2010a, b, 2012; Jeremejeff 2012; Nuryawan et al. 2014a, 2014b; Jeong and Park 2016). In particular, Wilson and Krahmer (1978) studied the effect of MW distribution on the internal bond (IB) strength of phenol–formaldehyde (PF) resin-bonded particleboards. They reported that higher-MW resins yielded higher IB values. The low IB of particleboards produced from low MW PF resins was attributed to over-penetration. In a more recent study, Fan et al. (2006) reported that the thermal curing behavior of UF resins is affected by the F/U molar ratio. Moreover, Nuryawan et al. (2014a) noted that the presence of a larger number of hydroxymethyl groups in a UF resin with a high F/U molar ratio caused higher heat release by the exothermic curing reaction: When the F/U molar ratio was 1.0–1.4, the exothermic peak temperature did not change much, but it rapidly decreased when the F/U molar ratio was increased to 1.6, indicating that the lower F/U mole resin exhibited lower reactivity (in terms of a longer gelation time of the resin) than the higher F/U molar ratio resin.
In addition, several studies showed that the MW and molecular weight distribution (MWD) of UF resin adhesives affect their adhesion to other materials (Jeremejeff 2012; Jeong and Park 2016). It was reported that the resin penetration into wood is correlated with the MWD of PF resins (Johnson and Kamke 1992). The penetration of UF resins with different degrees of condensation into various wood species, including hardwood of different densities and softwood, was investigated by Gavrilovic-Grmusa et al. (2010a, b, 2012). In order to obtain good adhesion, the fraction of the resin with low molecular weight (LMW) should infiltrate into the wood cell walls, while the high molecular weight (HMW) fraction should remain in the bond-line between two wood adherends (Nuryawan et al. 2014b). The study reported here focused on the effect of MW of UF resins on properties such as viscosity, cure kinetics, resin penetration, and adhesion of UF resins in bonding wood.
Materials and methods
Materials
The urea granules (99%) and formalin (37%) used for the synthesis of the UF resin adhesives in this work were of technical grade from Daejung Chemical, Seoul, Korea. Aqueous solutions of formic acid (20 wt%) and sodium hydroxide (20 wt%) were added to adjust the pH during the resin synthesis process. An aqueous solution of ammonium chloride (20 wt%) was used as hardener. High-purity (≥ 99.9%) N,N-dimethyl formamide (DMF) and dimethylsulfoxide (DMSO), both of high-performance liquid chromatography (HPLC) grade, were purchased from Sigma-Aldrich, USA, and used without further treatment.
Methods
Synthesis of UF resins
UF resins with final F/U molar ratios of 1.0 and 1.2 and different viscosities were prepared in the laboratory from mixtures of separately synthesized LVR and HVR UF resins at these final molar ratios: This was done via a conventional alkaline acid two-step reaction with the second batch of urea being added still during the acidic step (Park and Jeong 2011). Formalin was placed in a reactor equipped with a mantle heater. The first portion of urea, yielding F/U = 2.0, was added to the formalin in the reactor under stirring and heating to 40 °C. The pH of the mixture was adjusted to 7.8–8.0 by adding the necessary amount of sodium hydroxide solution (20 wt%). The reactor was then heated to 90 °C and maintained at that temperature for 60 min. The temperature was then decreased to 80 °C. When the temperature reached 83 °C during cooling, formic acid solution (20 wt%) was added to adjust the pH to 4.6 for the acidic condensation reaction. After further cooling, the temperature was maintained at 80 °C for the viscosity measurements to follow the condensation reaction. For the LVR resins, the target viscosity was set between the “D” and “E” scale, as measured by a bubble viscometer (VG-9100 Gardner-Holdt viscometer, Gardco, Pompano Beach, FL, USA). After reaching the target viscosity, the second urea was added to the reactor to adjust the F/U molar ratio to 1.0 or 1.2, respectively, and the temperature was kept at 60 °C for 20 min. It was observed that the reaction (60 °C, 20 min) during the dissolution of the second urea did not cause strong condensation because the urea itself was slightly alkaline and the reaction condition was mild. After this holding step and the complete dissolution of urea, the UF resin was cooled to room temperature and the pH was adjusted to 8.0 to terminate the condensation reaction. For the HVR UF resins, the target viscosity was adjusted between the “S” and “T” scale using the same bubble viscometer. For each of the two molar ratios, the LVR and the HVR resins were mixed together at blending ratios (LVR/HVR) of 100:0, 75:25, 50:50, 25:75, and 0:100 to prepare samples of different viscosities at the two final molar ratios.
Properties of UF resins
The viscosity of all resins (five resins for each of the two molar ratios) was measured with a cone-plate viscometer (DV−II+, Brookfield, Middleboro, MA, USA), using spindle No. 2 at 25 °C and 60 rpm. The non-volatile solids content of each sample was calculated by comparing the corresponding masses before and after drying in the oven for 3 h at 105 °C. The gelation time of these resins was measured by adding 3% NH4Cl calculated as solid based on the resin solids (added in form of a 20 wt% solution), using a gel time meter (Sunshine Instruments 22A Gel Time Meter, Davis Calibration LLC, Vernon Hills, IL, USA) at 100 °C.
MW measurements of UF resins
A gel permeation chromatography (GPC) system (YL9100, Younglin, Gyeonggi-do, Korea) equipped with a refractive index (RI) detector was used to measure the apparent MW of the resins. The columns used were KD 801, 802, and 806 M (SHODEX, Showa Denko K.K., Tokyo, Japan) with MW exclusion limits of 2500, 5000, and 20 × 106 g/mol, respectively. The GPC measurements were carried out at column and detector temperatures of 50 °C and a flow rate of 0.5 mL/min (Jeong and Park 2017). The universal calibration was performed using polyethylene glycol (PEG) standards of MW between 106 and 25,200 Da from Polymer Standards Service GmbH, Mainz, Germany. HPLC-grade DMF (99.8% purity) was used as the mobile phase. The UF resin samples were dissolved in a mixture of 10% DMSO and 90% DMF, yielding a 1% solution and kept in an oven at 50 °C for 3 h in order to achieve complete dissolution with all resin samples; then the selected sample solution was introduced via the injection loop of the GPC through a 0. 45-μm filter. The number-averaged molecular weight (Mn), weight-averaged molecular weight (Mw), polydispersity index (polydispersity), and the proportions of LMW and HMW fractions were calculated using the YL-Clarity chromatography software (Younglin, Gyeonggi-do, Korea).
Chemical curing kinetics of UF resins
A differential scanning calorimeter (DSC, 25, TA Instruments, New Castle, DE, USA) was used to characterize the curing kinetics of the UF resins. About 5 g of each resin sample was mixed with 3% NH4Cl (added in form of a 20 wt% solution) based on the resin solid content prior to scanning. High pressure pans were used in order to suppress the evaporation of water during the DSC run (no endothermic peak influencing or suppressing the exothermic hardening reaction peak). All samples (5 mg) were scanned at four different heating rates (2.5, 5, 10, and 20 °C/min) in the temperature range of 30–200 °C under a flow of nitrogen gas at 50 mL/min. All thermograms of the UF resins were analyzed using commercial software (TRIOS software, v4.3.0, TA Instruments, New Castle, DE, USA) to obtain the peak temperature under the exothermic curve.
Interphase adhesion in UF resin–wood composites
Each UF resin was used to bond two thin red pine (Pinus densiflora) strips, with a glue spread of 125 g/m2, to prepare a specimen measuring 100 × 8 × 0.2 mm (length × width × thickness) for evaluation by a dynamic mechanical analysis (DMA) (Q800, TA Instruments, New Castle, DE, USA) in the dual cantilever mode. All specimens were pre-cured in an oven at 50 °C for 5 min prior to the DMA analysis. The storage modulus (E′) of each specimen was determined at a frequency of 1 Hz, strain level of 0.005%, and heating rate of 5 °C/min in the scanning range of 30–300 °C.
Measurement of resin penetration and bond-line thickness
Sample preparation. Two-ply parallel plywood was prepared using radiata pine (Pinus radiata D. Don) veneer (2 mm thick). Based on the non-volatile resin solids content, each UF resin was mixed with 3 wt% of NH4Cl added in form of a 20 wt% solution. Additionally, 10% wheat flour (based on liquid resin) was mixed into the adhesives. This adhesive mix was then applied onto one of the two veneers at a spread of 170 g/m2 using a rubber roller. The two-ply veneers were cold-pressed under a specific pressure of 0.78 MPa for 20 min and then hot-pressed at 120 °C under the same pressure for 4 min.
Examination with confocal laser scanning microscope (CLSM). The term “interphase region” is used in this study to denote the zone of resin penetration and the “interface” as two-dimensional contact zone between resin molecules and the wood surface on microscopic level, as reported by Gavrilović-Grmuša et al. (2012). The bond-line is the adhesive region between the two pieces of joint parallel veneers. Cross-sectional slides (thickness 70 μm) were prepared for microscope examination by cutting using a sliding microtome (Yamato Kohki, Asaka, Japan). The samples were then stained with 0.05% aqueous toluidine blue O and mounted in air-free water on a glass slide prior to examination (Nuryawan et al. 2014b). Imaging was undertaken in the fluorescence mode at two excitation wavelengths of 488 nm and 555 nm with a confocal laser scanning microscope (CLSM; LSM700, Carl Zeiss, Jena, Germany) (Nuryawan et al. 2014b).
Examination under a light microscope (LM). The cross sections for examination under a light microscope (LM) were prepared by the same method as the CLSM cross sections according to Nuryawan et al. (2014b). Using an LM (Model U-MDOB, Olympus Optical Co, Ltd., Tokyo, Japan), the LM images were digitally taken at 20 different sections to obtain 20 image replications for each experimental unit. Two images were acquired for each sample using a camera (PL-A662, Pixelink (Navitar, Ottawa, Ontario, Canada). Furthermore, the resin penetration depth and bond-line thickness were defined from the remaining tracheids without resin in the lumen by marking a clear boundary. The average depth of resin penetration was then determined by measuring the distance between the geometrical center line of the bond-line and the tracheids penetrated by the resin. Similarly, the average bond-line thickness was determined as the distance between the interfaces of two veneers (geometrical contact zone between resin layer and wood surface), not including individual filled tracheids further away from the bond-line. The depth of resin penetration and bond-line thickness were measured using both the CLSM and the LM images. Image processing software (IMT solution v.22.5, Vancouver, British Columbia, Canada) was used to obtain an average value and the standard deviation for the images.
Measurement of tensile shear strength of plywood
Three-ply perpendicular plywood was prepared using the same adhesive, glue spread, and pressing conditions as those used for the two-ply parallel plywood. The tensile shear strength of the plywood was determined according to a standard procedure (KS F 3101, Korean Standard Association 2016). Nine specimens (25 × 80 × 6 mm) were tested for the measurements, using the peak load determined at a crosshead speed of 2 mm/min in a universal testing machine (H50KS, Hounsfield, Redhill, England).
Results and discussion
The properties of the UF resins prepared using five LVR/HVR blending ratios are presented in Table 1. The resin pH was not much different between the groups of resins with the two different F/U molar ratios, but the resins with F/U molar ratio of 1.0 had higher non-volatile solids content than resins with F/U molar ratio of 1.2 due to the higher amount of second urea added in order to decrease the final molar ratio to 1.0. This increase in measured solid content is in line with the expected higher solid content when calculated according to the recipe. As expected, the relationship between the blending ratio (LVR/HVR) of the UF resins and their viscosity was quite linear: The viscosity increased as LVR/HVR decreased. The gelation times of the resins with F/U molar ratio of 1.0 expectedly were much longer than those of the resins with F/U molar ratio of 1.2. Higher LVR/HVR blending ratio means higher proportion of high molar masses, the gelation time decreased for both F/U molar ratios.
Figure 1 shows the GPC chromatograms of the UF resins with the two F/U molar ratios and the three LVR/HVR blending ratios. The 1.0 F/U molar ratio resins showed four peaks, while the 1.2 F/U molar ratio resins displayed only two peaks, indicating that the 1.0 F/U resins were composed of a large portion of smaller molecular species than those of the 1.2 F/U molar ratio resins. The values of Mn, Mw, and polydispersity of two F/U molar ratio UF resins at the five LVR/HVR blending ratios are presented in Fig. 2. Mn, Mw, and polydispersity increased as the blending ratio decreased, meaning an increase of the HVR proportion. However, Mn, Mw, and polydispersity of the 1.2 F/U resin are higher than those of the 1.0 F/U resin; this could be related to the higher molar ratio and greater increase in MW during the acidic condensation phase. As expected, the resins with the larger MW had higher viscosity, which is in good agreement with the reported results for PF resin (Park et al. 1998).

GPC chromatograms of UF resins prepared with five LVR/HVR blending ratios: a 1.0 F/U mole ratio resin; b 1.2 F/U mole ratio resin

Apparent Mn, Mw, and PDI calculated from GPC of UF resins prepared with five LVR/HVR blending ratios: a 1.0 F/U mole ratio resin; b 1.2 F/U mole ratio resin
Figure 3 compares the peak area portions of the various GPC peaks of the UF resins prepared with five LVR/HVR blending ratios. Peak 1 was stated as “low molecular weight portion” (LMW), whereas the other peaks were seen as “high molecular weight portion” (HMW). The reason for the LMW fraction of the 1.0 F/U resins being much greater than that of the 1.2 F/U resins is due to the higher addition of the second urea in order to reduce the molar ratio. However, the HMW fraction of the 1.2 F/U resins was much higher than that of the 1.0 F/U resins. This could be due to the less amount of the second urea added to the 1.2 F/U resin and higher reactivity in the condensation phase after the addition of the second portion of urea.

Peak area proportion of two UF resin series prepared with five LVR/HVR blending ratios: a 1.0 F/U mole ratio resin; b 1.2 F/U mole ratio resin
In order to compare the thermal curing behavior, Fig. 4 shows the DSC curves of the various UF resins investigated (two molar ratios and five LVR/HVR blending ratios) at 5 °C/min heating rate. Figure 5 shows the activation energy (Ea) of the resins. Both Kissinger and isoconversional methods were employed herein to determine Ea of the UF resins with 1.0 and 1.2 F/U molar ratio. The Kissinger method is easier and faster in estimating Ea and produces a single Ea value for any process regardless of its actual kinetic complexity (Vyazovkin et al. 2011). However, it is applicable only to processes that occur under linear heating rate conditions. The isoconversional method is recommended compared to the calculation by the Kissinger method and is also considered more reliable and accurate. It was proved that the isoconversional method produced better linear equations than the Kissinger method (Starink 2003; Vyazovkin 2000, 2001). The 1.2 F/U molar ratio resin was found to have higher Ea values than the 1.0 F/U molar ratio resin. The lowest Ea values of the two resins were at the calculated Mw = 2400 and 2800 g/mol, respectively. It is expected that MW will be related to cure speed and cure kinetics. Ea, an energy barrier between the initial and final states of the reaction, is an important index in the cure kinetics and is generally used to describe the effect of the temperature on any reaction, such as on the cure reaction (Stefke and Dunky 2006; Park and Kim 2008).

Typical DSC curves of UF resins with five LVR/HVR blending ratio at 5 °C/min heating rate: a resins with F/U mole ratio of 1.0; b resins with F/U mole ratio of 1.2

Change in activation energy (Ea) as a function of the weight-averaged molecular weight (Mw) of UF resins prepared with five LVR/HVR blending ratios
Figure 6 displays the changes in Eα values of the UF resins prepared with two F/U molar ratios and five LVR/HVR blending ratios, using the isoconversional method. This method yields Eα values as a function of the degree of conversion (α) to understand the entire curing process in different steps. Thus, a change in Eα could provide information on the curing process, during which a transition from a chemical-controlled reaction to a diffusion-controlled reaction could occur as α increases (Samaržija-Janovic et al. 2011). As shown in Fig. 6, the Eα values of the two groups of UF resins were in the estimated range of Eα values predicted by the Kissinger method. The 1.0 F/U resins exhibited Ea values with greater deviation at α = 0.5 as the blending ratio increased. On the contrary, no significant change in Eα values was found for the 1.2 F/U resins as α increased. The greater deviation of Eα among the 1.0 F/U HVR resins was probably due to the fact that the curing reaction proceeded, the mobility of molecules was greatly reduced and the curing reactions became diffusion-controlled. Nevertheless, all Eα values of the 1.2 F/U resins decreased as a function of α, indicating that the 1.2 F/U resins followed chemical-controlled reaction. The standard deviation of Eα values obtained from the 1.0 F/U UF resins can be affected by many factors such as the crystalline or nodular structure of the resin. The 1.0 F/U UF resins had higher crystallinity than UF resins with higher F/U molar ratios (Park and Causin 2013). Moreover, the occurrence of simultaneous reactions between various molecular species with their own constant activation energies could also contribute to the variation (Wisanrakkit and Gillham 1990). All in all, the combined effect of these parameters can account for a larger standard deviation of the Eα values among the 1.0 F/U UF resins.

Change in Eα as a function of α for UF resins prepared with five LVR/HVR blending ratios: a 1.0 F/U mole ratio resin; b 1.2 F/U mole ratio resin
Figure 7 displays typical DMA curves of two F/U molar ratios of UF resin–wood composites with the five LVR/HVR blending ratios. The changes in the maximum storage modulus (E′max) and the minimum storage modulus (E′min) of the UF resin–wood composites as functions of the LVR/HVR blending ratio (expressed as Mw of the respective UF resin) are shown in Fig. 8. E′ first decreases to E′min and then increases to E′max as the temperature increases. With higher Mw both increases, E′ increases to a maximum and then decreases again (Fig. 8). The 1.0 and 1.2 F/U resins had the highest E′max at Mw of 2000–2400 g/mol for the 1.0 F/U resins and 3500–4500 g/mol for the 1.2 F/U resins, respectively; this indicates that both LMW and HMW species together gave the best results. The results indicate that E′max tended to decrease again after the maximum, and E′max of the UF resin-bonded wood composites can be adopted as a parameter for estimating the interphase adhesive in the bond-line. As reported by Ellis (1993), a mixture of low and high MW species in PF resins provides a strong adhesion bond in wood. The penetration of LMW species into wood could make a strong interphase to give strong adhesion strength, while the HMW species remaining in the bond-line gave strong cohesive strength. Thus, a proper combination of LMW and HWM species can provide strong adhesion as well as good cohesion behavior within the bond-line, resulting in a greater E′max by DMA.

Typical DMA curves of UF resin–wood composites prepared with five LVR/HVR blending ratios. a 1.0 F/U mole ratio resin; b 1.2 F/U mole ratio resin

Changes in E′max and E′min as functions of Mw of UF resin–wood composites prepared with five LVR/HVR blending ratios: a 1.0 F/U mole ratio resin; b 1.2 F/U mole ratio resin
DMA work on PF resin-bonded wood composites with PF resins of high and low MW suggested micrometer-scale penetration of LMW molecules in the wood, while the HMW PF resin phase is separated from the wood polymers (Laborie et al. 2006). As a comparison, earlier DMA work on neat amino resin showed that the results of E′ can be used for evaluation of the rigidity of the resin network (He and Riedl 2003). A lower E′max of a UF resin with a lower F/U molar ratio is reported to result in a resin adhesive with lower cohesion strength when the F/U molar ratio decreased (Park and Kim 2008).
Figure 9 shows CLSM micro-photographs resin penetration into the veneers of the prepared plywood on both sides of the bond-line using the microtomed sections. Figure 10 presents the depth of UF resin penetration as a function of Mw for the resins with the two F/U molar ratios. The 1.0 and 1.2 F/U resins exhibited the maximum resin penetration at Mw of 2400 and 3500 g/mol, respectively, which is a similar range to the one for the maximum in E′max. A similar trend of UF resin penetration was observed in both LM and CLSM analysis. The highest depth of resin penetration was found at the highest E′max because it resulted in a broad interphase of wood and resin. It can be argued that LMW species in the adhesive penetrate preferably and further into wood tissues, contributing to the interfacial adhesion in the interphase, while those of HMW preferably remain in the bond-line and contribute to the cohesive behavior (Gavrilovic-Grmuša et al. 2010a, b, 2012, 2016). Tarkow et al. (1966) reported that the critical Mw of PEG for penetration into the softwood tissues was 3000 g/mol.

Typical images of CLSM for UF resin penetration in the bond-line, showing UF resins in green and wood in red (color figure online)

Penetration depths of two UF resins as functions of Mw using LM and CLSM: a 1.0 F/U mole ratio resin; b 1.2 F/U mole ratio resin
However, factors such as molecular cross-linking during resin curing also have a decisive role in the adhesion performance. Park et al. (2006b) reported that UF resins with F/U molar ratio of 1.6 had a smaller resin penetration depth than that of the UF resin with F/U molar ratio of 1.0. The effect of the LVR/HVR blending ratio (expressed as Mw of the mix) on the bond-line thickness is presented in Fig. 11. The bond-line was considerably thinner for the 1.0 F/U resins than the 1.2 F/U resins. Moreover, the 1.0 and the 1.2 F/U resins had the thinnest bond-line at Mw of 2400 and 3500 g/mol, respectively, which suggests that the bond-line thickness was likely affected by the Mw of the resins and their depth of penetration. A higher resin penetration resulted in a thin bond-line, but a lower penetration depth, hence, gave a thicker bond-line. It was reported that the penetration depth is inversely proportional to the bond-line thickness in plywood (Hse 1971). Furthermore, Gavrilović-Grmuša et al. (2012) explained that LMW resins are preferentially absorbed into the porous wood, while the HMW components remain on the wood surface. In other words, HMW molecules preferentially remain on the wood surface and build the thick bond-line, which is consistent with the current results.

Bond-line thickness of the two groups of UF resins as a function of Mw
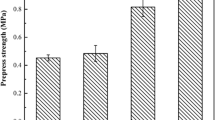
Figure 12 shows the tensile shear strength and wood failure of plywood as a function of Mw of the UF resins based on the various LVR/HVR blending ratios. Both 1.0 and 1.2 F/U molar ratio resins had the highest strength at Mw of 2400 and 3500 g/mol, respectively. In addition, the high wood failure made it difficult to support tensile shear strengths, because the results might be influenced by the wood substance rather than by the cohesive behavior of the resins.

Tensile shear strength and wood failure of plywood bonded with UF resins with different F/U mole ratios
However, it can be concluded that in general, molecules of different sizes play different roles in adhesion. LMW molecules are better for wetting the surfaces of wood, while HMW molecules can become entangled among each other. Through entanglement and further chemical cross-linking of already bigger molecules high cohesive strength can be achieved. Cohesion is the ability of the same or similar molecules to create internal strength and stiffness and is formed during curing and/or solidification; adhesion is the ability of different molecules to bond together, such as adhesive molecules and wood surface molecules due to secondary forces. By combining good cohesion with adhesion, the adhesive can adhere well to the surface of a substrate, and at the same time have sufficient strength in the adhesive line (Kumar et al. 2007). Nearn (1974) reported that cell-wall infiltration of a resin can be adjusted by controlling the MW distribution of the resin; however, no measurements concerning possible cell-wall infiltration have been performed in this work reported here.
Wood failure of 1.0 and 1.2 F/U molar ratio resins in Fig. 12 also showed similar changes to the tensile shear strength increasing to a maximum and then decreasing again with higher proportion of HVR. Usually higher wood failures give higher shear strength but limiting the maximum shear strength by the strength of the wood material as such. However, in the work reported here, the wood failure was in all cases at least at 85% up to nearly 100%; with this high percentage, no clear connection between shear strength and wood failure can be expected within this small range of remaining cohesive failure of the resin. Therefore, the highest wood failure was not exactly consistent with the highest tensile shear strength as a function of the Mw (reflecting the LWR/HWR blending ratios) of the two F/U molar ratios of resins. Various factors such as wood cell type, wood surface quality, chemical composition might have additional influence on this behavior.
Conclusions
The effects of MW of UF resins on the viscosity, curing kinetic, interphase, resin penetration, and bond-line thickness were closely related to their behavior as adhesive.
-
1.
UF resins with two formaldehyde-to-urea (F/U) molar ratios (1.0 and 1.2) were prepared as low-viscosity resin (LVR) and high-viscosity resin (HVR), showing higher MW and higher final viscosity due to the different target viscosities during the resin cooks. Five LVR/HVR resin blending ratios of 100:0, 75:25, 50:50, 25:75, and 0:100 were selected to obtain UF resins with different molecular weight distributions (different proportion of lower and higher molecular weights) and viscosities at both molar ratios. Regardless of the F/U molar ratio of UF resins, as the viscosity increased, MW and final viscosity of the mixes increased with higher proportions of HVR, while the gelation time decreased. The 1.2 F/U molar ratio UF resins had higher MW than those of 1.0 F/U molar ratio UF resins.
-
2.
According to the Kissinger method, the 1.2 F/U molar ratio UF resins had higher Ea values than the 1.0 F/U molar ratio resins. The 1.0 and 1.2 F/U molar ratio resins had the lowest Ea values at Mw of 2400 and 2800 g/mol, respectively. The results showed that Eα values of the 1.0 F/U molar ratio resins exhibited greater deviation at α = 0.5 as the blending ratio increased, while no significant change in Eα values was found for the 1.2 F/U molar ratio resins as α increased. Therefore, the 1.0 and the 1.2 F/U molar ratio resins showed diffusion-controlled reaction and chemical-controlled reaction, respectively.
-
3.
The highest E′max of UF resin–wood composite was found at 2000–2400 g/mol for the 1.0 F/U resins and 3500–4500 g/mol for the 1.2 F/U molar ratio resins, respectively. It is suggested that this is based on the formation of a broad interphase due to the higher resin penetration and the following thinner bond-line.
-
4.
Microscope analysis confirmed that the bond-line thickness was likely affected by Mw of the resins and their penetration depth, and the highest UF resin penetration was related to the lowest bond-line thickness. In addition, the tensile shear strengths of the 1.2 F/U molar ratio resins were higher than those of the 1.0 F/U molar ratio resins.
-
5.
For both F/U molar ratio resin series, the presence of certain LMR and HMR proportions resulted in the highest E′max, maximum depth of resin penetration, thinnest bond-line, and highest shear strength.
-
6.
For the first time, this study reports, in an integrated approach, the impact of MW of UF resins (as the consequence of the various LWR/HWR blending ratios) on the cohesion and adhesion in bonding wood by analyzing their curing kinetics, interphase, resin penetration, and bond-line thickness, as well as adhesion strength.
References
de Jong JI, de Jonge J (1952) The reaction of urea with formaldehyde. Rec Trav Chim Pays-Bas 71:643–661
de Jong JI, de Jonge J, Eden HAK (1953) The formation of trihydroxymethyl urea. Rec Trav Chim Pays-Bas 72:88–90
Dunky M (1998) Urea–formaldehyde (UF) adhesive resins for wood. Int J Adhes Adhes 18(2):95–107
Ellis S (1993) The performance of waferboard bonded with powdered phenol-formaldehyde resins with selected molecular weight distributions. For Prod J 43(2):66–68
Fan D, Li J, Mao A (2006) Curing characteristics of low mole ratio urea–formaldehyde resins. J Adhes Interface 7(4):45–52
Ferra JM, Henriques A, Mendes AM, Costa MRN, Carvalho LH, Magalhães FD (2012) Comparison of UF synthesis by alkaline-acid and strongly acid processes. J Appl Polym Sci 123(3):1764–1772
Gavrilović-Grmuša I, Dunky M, Miljković J, Djiporović-Momčilović M (2010a) Radial penetration of urea–formaldehyde adhesive resins into beech (Fagus Moesiaca). J Adhes Sci Technol 24(8–10):1753–1768
Gavrilović-Grmuša I, Miljković J, Ðiporović-Momčilović M (2010b) Influence of the degree of condensation on the radial penetration of urea–formaldehyde adhesives into silver fir (Abies alba, Mill.) Wood Tissue. J Adhes Sci Technol 24(8–10):1437–1453
Gavrilović-Grmuša I, Dunky M, Miljković J, Điporović-Momčilović M (2012) Influence of the viscosity of UF resins on the radial and tangential penetration into poplar wood and on the shear strength of adhesive joints. Holzforschung 66:849–856
Gavrilović-Grmuša I, Dunky M, Djiporović-Momčilović M, Popović M, Popović J (2016) Influence of pressure on the radial and tangential penetration of adhesive resin into poplar wood and on the shear strength of adhesive joints. BioResources 11(1):2238–2255
Gu JY, Higuchi M, Morita M, Hse CY (1995) Synthetic conditions and chemical structures of urea–formaldehyde resins. I. Properties of the resins synthesized by three different procedures. Mok Gakk 41(12):1115–1121
He G, Riedl B (2003) Phenol–urea–formaldehyde cocondensed resol resins: their synthesis, curing kinetics, and network properties. J Polym Sci Part B Polym Phys 41(16):1929–1938
Hse CH (1971) Properties of phenolic adhesives as related to bond quality in southern pine plywood. For Prod J 21(1):44–52
Hse CY, Xia ZY, Tomita B (1994) Effects of reaction pH on properties and performance of urea–formaldehyde resins. Holzforschung 48(6):527–532
Jeong B, Park BD (2016) Measurement of molecular weights of melamine-urea–formaldehyde resins and their influences to properties of medium density fiberboards. J Korean Wood Sci Technol 44(6):913–922
Jeong B, Park BD (2017) Effect of analytical parameters of gel permeation chromatography on molecular weight measurements of urea–formaldehyde resins. J Korean Wood Sci Technol 45(4):471–481
Jeremejeff J (2012) Investigation of UF-resins-the effect of the formaldehyde/urea mole ratio during synthesis. Master of Science Thesis, KTH Royal Institute of Technology, Stockholm, Sweden
Johnson SE, Kamke FA (1992) Quantitative analysis of gross adhesive penetration in wood using fluorescence microscopy. J Adhes 40:47–61
Korean Standard Association (2016) Ordinary plywood, KS F 3101, KSA Seoul
Kumar RN, Han TL, Rozman HD, Daud WRW, Ibrahim MS (2007) Studies in the process optimization and characterization of low formaldehyde emission urea–formaldehyde resin by response surface methodology. J Appl Polym Sci 103(4):2709–2719
Laborie MPG, Salmén L, Frazier CE (2006) A morphological study of the wood/phenol–formaldehyde adhesive interphase. J Adhes Sci Technol 20(8):729–741
Meyer B, Johns WE, Woo JK (1980) Formaldehyde release from sulfur-modified urea–formaldehyde resin system. For Prod J 30:24–31
Nearn WT (1974) Application of ultrastructure concept in industrial wood products research. Wood Sci 6(3):285–293
Nuryawan A, Park BD, Singh AP (2014a) Comparison of thermal curing behavior of liquid and solid urea–formaldehyde resins with different formaldehyde/urea mole ratios. J Therm Anal Calorim 118(1):397–404
Nuryawan A, Park BD, Singh AP (2014b) Penetration of urea–formaldehyde resins with different formaldehyde/urea mole ratios into softwood tissues. Wood Sci Technol 48(5):889–902
Park BD, Causin V (2013) Crystallinity and domain size of cured urea–formaldehyde resin adhesives with different formaldehyde/urea mole ratios. Eur Polym 49:532–537
Park BD, Jeong HW (2011) Hydrolytic stability and crystallinity of cured urea–formaldehyde resin adhesives with different formaldehyde/urea mole ratios. Int J Adhes Adhes 31(6):524–529
Park BD, Kim JW (2008) Dynamic mechanical analysis of urea–formaldehyde resin adhesives with different formaldehyde-to-urea molar ratios. J Appl Polym Sci 108:2045–2051
Park BD, Riedl B, Hsu EW, Shields J (1998) Effects of weight average molecular mass of phenol–formaldehyde adhesives on medium density fiberboard performance. Holz Roh-Werkst 56(3):155–161
Park BD, Kang EC, Park JY (2006a) Differential scanning calorimetry of urea–formaldehyde adhesive resins, synthesized under different pH conditions. J Appl Polym Sci 100(1):422–427
Park BD, Kang EC, Park JY (2006b) Effects of formaldehyde to urea mole ratio on thermal curing behavior of urea–formaldehyde resin and properties of particleboard. J Appl Polym Sci 101(3):1787–1792
Samaržija-Janović S, Javanović V, Konstantinović S, Marković G, Marinović-Cincović M (2011) Thermal behavior of modified urea–formaldehyde resins. J Therm Anal Calorim 104:1159–1166
Starink MJ (2003) The determination of activation energy from linear heating rate experiments: a comparison of the accuracy of isoconversion methods. Thermochim Acta 404:163–176
Stefke B, Dunky M (2006) Catalytic influence of wood on the hardening behavior of formaldehyde-based resin adhesives used for wood-based panels. J Adhes Sci Technol 20(8):761–785
Tarkow H, Feist WC, Southerland CF (1966) Penetration versus molecular size—interaction of wood with polymeric materials. For Prod J 16(10):61–65
Vyazovkin S (2000) Kinetic concepts of thermally stimulated reactions in solids: a view from a historical perspective. Int Rev Phys Chem 19(1):45–60
Vyazovkin S (2001) Modification of the integral isoconversional method to account for variation in the activation energy. J Comput Chem 22(2):178–183
Vyazovkin S, Burnham AK, Criado JM, Perez-Maqueda LA, Popescu C, Sbirrazzuoli N (2011) ICTAC kinetics committee recommendations for performing kinetic computations on thermal analysis data. Thermochim Acta 520:1–19
Wilson JB, Krahmer RL (1978) The wetting and penetration of phenolic and lingo-sulfonate resins as possible indicators of bond strength for board. In: Proceedings of the 12th international particle, pp 305–315
Wisanrakkit G, Gillham JK (1990) The glass transition temperature (Tg) as an index of chemical conversion for a high-Tg amine/epoxy system: chemical and diffusion- controlled reaction kinetics. J Appl Polym Sci 41:2885–2929
Acknowledgements
This work was supported by the Basic Science Research Program through the National Research Foundation (NRF) of Korea, funded by the Ministry of Education, Science and Technology (Grant #2016R1D1A1A09917782).
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Jeong, B., Park, BD. Effect of molecular weight of urea–formaldehyde resins on their cure kinetics, interphase, penetration into wood, and adhesion in bonding wood. Wood Sci Technol 53, 665–685 (2019). https://doi.org/10.1007/s00226-019-01092-1
Received:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00226-019-01092-1